Спосіб одержання тонкої мідної фольги
Номер патенту: 73536
Опубліковано: 15.08.2005
Автори: Дронь Микола Михайлович, Троценко Владислав Іванович, Журавльова Аліна Борисівна
Формула / Реферат
Спосіб одержання тонкої мідної фольги, який включає електроосадження металевого підшару та основного шару міді, який відділяють від катодної основи, який відрізняється тим, що здійснюють нанесення підшару металу із групи олова, свинцю, вісмуту, індію або подвійного сплаву олово – свинець евтектичного складу, поверхню якого оплавляють перед осадженням основного шару міді, а наступне відокремлення тонкої фольги від катодної основи здійснюють при нагріванні до переходу прошарку у розплавлений стан.
Текст
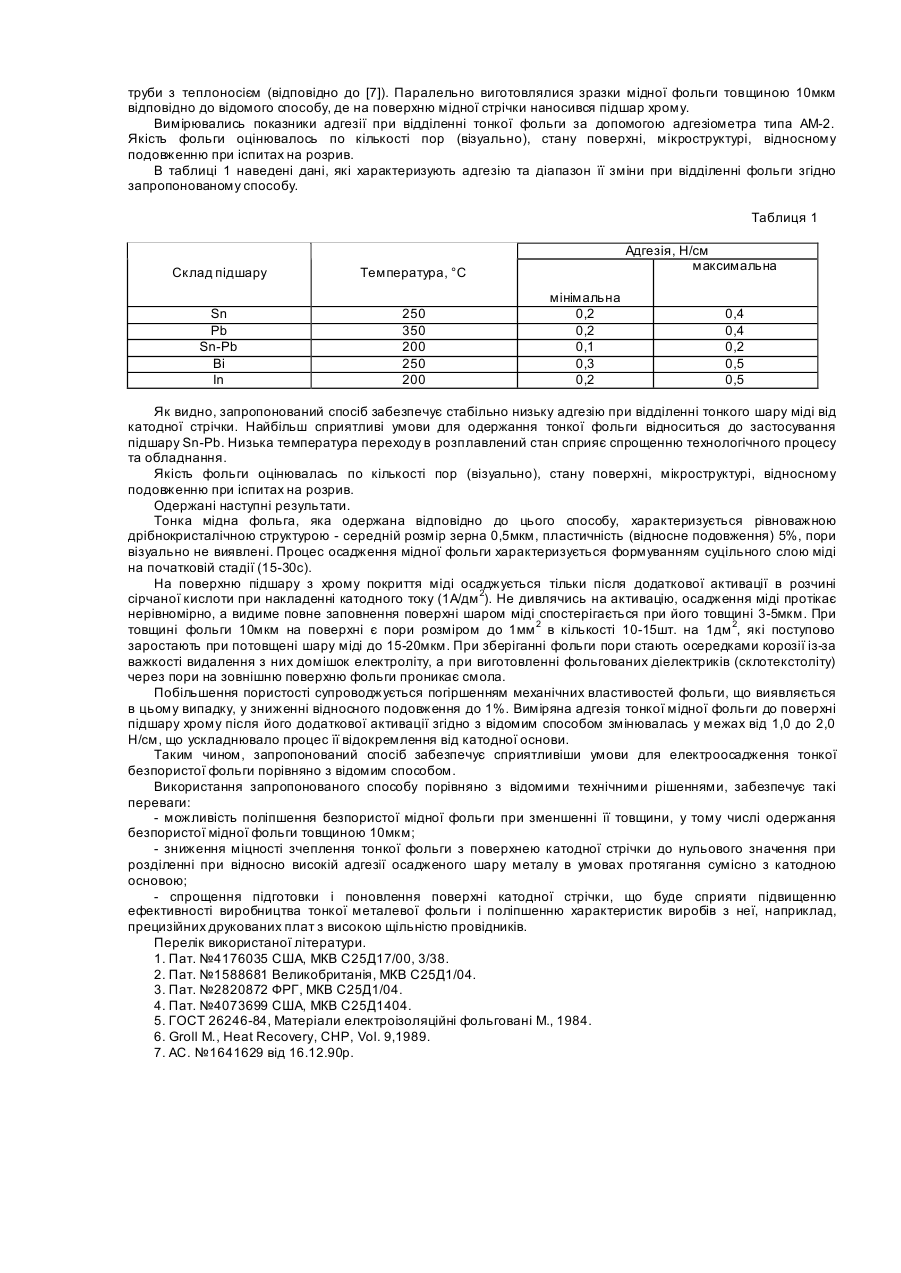
Винахід відноситься до галузі електроосадження металів і може бути використаний в технології електроосадження тонкої металевої фольги, переважно тонкої мідної фольги для прецизійних друкованих плат. Відомі способи виготовлення металевої фольги шляхом електроосадження шару металу на поверхню катоду, зробленого у вигляді нескінченної стрічки із нержавіючої сталі, титану, алюмінію тощо, з послідуючим відокремленням та намотуванням фольги в рулон [1-3]. Однак, відомі способи не забезпечують можливості отримання високоякісної фольги із зменшенням її товщини, що виявляється у підвищенні пористості та погіршенні механічних властивостей осадженого металевого шару. Це обумовлено тим, що пасивна плівка на поверхні катоду, яка необхідна для послідуючого відділення осадженого шару металу, ускладнює процес електрокристалізації, і тим самим перешкоджає формуванню тонкого якісного покриття. Відомий спосіб виготовлення мідної фольги, згідно з патентом США №4073699 [4] прототип, згідно з яким при електролітичному осадженні фольги катодна поверхня підлягає спеціальній багатоопераційній підготовці, включаючи хімічну та механічну обробку, а також гальванічне нанесення підшару металу, переважно, хрому. Відповідно до відомого способу після осадження і відділення мідної фольги поверхня катоду відновлюється шляхом відділення підшару хрому з послідуючою обробкою дрібнодисперсними частками абразивного матеріалу, ретельною відмивкою з використанням ультразвукових коливань, повторним нанесенням підшару хрому. Для використання безперервного процесу, відповідно до [4], використовується секційна хіміко-гальванічна лінія, обладнана направляючими та струмопровідними роликами, по яким переміщується замкнута стрічка-катод, а також роликами для роз'єднання та намотування фольги в рулон. До недоліків відомого способу слід віднести велику тр удомісткість та складність підготовки поверхні стрічки-катоду, обмежений термін експлуатації її при циклічній, хімічній та механічній обробці. При цьому не виключаються труднощі в електроосадженні тонких шарів міді, пов'язані з пасивним станом поверхні хрому або інших подібних металів, які наносяться як підшар. Крім того, із зменшенням товщини фольги різко зростає й імовірність її пошкодження за рахунок деформації і зминання при відшаровуванні за допомогою розділювального ролика відповідно з відомим технічним рішенням. Так, міцність зчеплення, обумовлена мікрошорсткістю поверхні розділу при її підготовці відомим способом може досягати 1-2 Η/см. Якщо урахувати, що стандартна ширина фольги, призначеної для виробництва фольгованих діелектриків, складає 1100+5мм [5], тобто загальне зусилля відшарування по всій ширині дорівнює 11-12кГ, то необхідне для рівномірного відділення фольги зусилля натягу по відношенню складаючих сил в зоні розділу буде оцінено величиною порядку 110кГ, що перевищує межу пружної деформації мідної електролітичної фольги товщиною 10мкм. Задачею винаходу є поліпшення якості фольги із зменшенням її товщини, що виражається у зниженні пористості і підвищенні механічних властивостей, полегшення відшарування тонкого осадженого шару металу, а також спрощення технологічного процесу при підготовці катодної поверхні. Задача вирішується способом, що включає електроосадження металевого підшару та основного шару міді, який відділяють від катодної основи, і відрізняється тим, що застосовують нанесення підшару металу із групи олово, свинець, вісмут, індій або сплаву олово-свинец евтектичного складу, поверхню якого оплавляють перед осадженням шару міді, а наступне відокремлення тонкої фольги від катодної основи здійснюють при нагріванні до переходу підшару у розплавлений стан. Ці відзначні ознаки мають суттєве значення для досягнення поставленої мети. Так, використання підшару з легкоплавкого металу по наданому технічному рішенню суттєво змінює умови одержання тонкої фольги. Відсутність стійкої пасивної плівки, у відміну, наприклад, від покриттів хрому, нікелю, кобальту, які використовуються по прототипу, створює сприятливі умови для електроосадження тонких безпористих слоїв міді та інших металів. Поряд з цим, низька температура плавлення підшару і можливість його переходу в розплавлений стан при нагріванні створюють передумови для розділення катодної основи і тонкої фольги з незначним зусиллям. Крім того, сплавлення підшару відповідно до заявленого технічного рішення веде до відновлення та поліпшення якісного стану поверхні, а при необхідності до згладжування мікрорельєфу до високого класу чистоти, що сприяє одержанню високоякісної тонкої фольги. З інших особливостей одержання фольги по технічному рішенню, що заявляється, необхідно відмітити наступне. Нанесення підшару з легкоплавких евтектичних сплавів на основі олова, свинцю, вісмуту, індію розширяє можливості одержання тонкої фольги з міді та інших металів, оскільки дозволяє значно знизити температуру плавлення підшару, та тим самим, спростити виконання операції оплавлення поверхні перед осадженням фольги та розділення на завершальній стадії технологічного процесу. Поряд з цим, процес нанесення гальванічних покриттів індивідуальних металів з числа перелічених значно простіше та доступніше, порівняно з нанесенням їх сплавів. Серед гальванічних покриттів сплавів на практиці широко використовується покриття олово-свинець як припій (ПОС), яке доцільно використовувати з метою одержання фольги по технічному рішенню, що заявляється. Приклад. На поверхню катодної стрічки із мідної фольги товщиною 75мкм осаджувався підшар олова, свинцю або їх сплаву з кількістю олова 40%. Нанесення підшару здійснювалось із стандартного фторборатного електроліту. Крім того виготовлялись зразки з підшаром із вісмуту та індію, які були нанесені з солянокислого розчину. Оплавлення поверхні здійснювалось нагрівом за допомогою джерела інфрачервоного випромінювання, що поширено в технології виробництва друкованих плат. На оплавлену поверхню підшару із стандартного сірчанокислого електроліту осаджувався шар міді товщиною 10мкм. Додаткова обробка поверхні осадженої фольги до її відділення здійснювалось у ванні катодного хроматування, яка містіть 30г/л К2Сr2О7 при lk=1 А/дм 2. Відділення здійснювалося за допомогою нагрітого ролика, який виконаний у виді герметичної теплової труби з теплоносієм (відповідно до [7]). Паралельно виготовлялися зразки мідної фольги товщиною 10мкм відповідно до відомого способу, де на поверхню мідної стрічки наносився підшар хрому. Вимірювались показники адгезії при відділенні тонкої фольги за допомогою адгезіометра типа АМ-2. Якість фольги оцінювалось по кількості пор (візуально), стану поверхні, мікроструктурі, відносному подовженню при іспитах на розрив. В таблиці 1 наведені дані, які характеризують адгезію та діапазон її зміни при відділенні фольги згідно запропонованому способу. Таблиця 1 Склад підшару Sn Рb Sn-Pb Ві In 250 350 200 250 200 Адгезія, Н/см максимальна Температура, °С мінімальна 0,2 0,2 0,1 0,3 0,2 0,4 0,4 0,2 0,5 0,5 Як видно, запропонований спосіб забезпечує стабільно низьку адгезію при відділенні тонкого шару міді від катодної стрічки. Найбільш сприятливі умови для одержання тонкої фольги відноситься до застосування підшару Sn-Pb. Низька температура переходу в розплавлений стан сприяє спрощенню технологічного процесу та обладнання. Якість фольги оцінювалась по кількості пор (візуально), стану поверхні, мікроструктурі, відносному подовженню при іспитах на розрив. Одержані наступні результати. Тонка мідна фольга, яка одержана відповідно до цього способу, характеризується рівноважною дрібнокристалічною структурою - середній розмір зерна 0,5мкм, пластичність (відносне подовження) 5%, пори візуально не виявлені. Процес осадження мідної фольги характеризується формуванням суцільного слою міді на початковій стадії (15-30с). На поверхню підшару з хрому покриття міді осаджується тільки після додаткової активації в розчині сірчаної кислоти при накладенні катодного току (1А/дм 2). Не дивлячись на активацію, осадження міді протікає нерівномірно, а видиме повне заповнення поверхні шаром міді спостерігається при його товщині 3-5мкм. При товщині фольги 10мкм на поверхні є пори розміром до 1мм 2 в кількості 10-15шт. на 1дм 2, які поступово заростають при потовщені шару міді до 15-20мкм. При зберіганні фольги пори стають осередками корозії із-за важкості видалення з них домішок електроліту, а при виготовленні фольгованих діелектриків (склотекстоліту) через пори на зовнішню поверхню фольги проникає смола. Побільшення пористості супроводжується погіршенням механічних властивостей фольги, що виявляється в цьому випадку, у зниженні відносного подовження до 1%. Виміряна адгезія тонкої мідної фольги до поверхні підшару хрому після його додаткової активації згідно з відомим способом змінювалась у межах від 1,0 до 2,0 Н/см, що ускладнювало процес її відокремлення від катодної основи. Таким чином, запропонований спосіб забезпечує сприятливіши умови для електроосадження тонкої безпористої фольги порівняно з відомим способом. Використання запропонованого способу порівняно з відомими технічними рішеннями, забезпечує такі переваги: - можливість поліпшення безпористої мідної фольги при зменшенні її товщини, у тому числі одержання безпористої мідної фольги товщиною 10мкм; - зниження міцності зчеплення тонкої фольги з поверхнею катодної стрічки до нульового значення при розділенні при відносно високій адгезії осадженого шару металу в умовах протягання сумісно з катодною основою; - спрощення підготовки і поновлення поверхні катодної стрічки, що буде сприяти підвищенню ефективності виробництва тонкої металевої фольги і поліпшенню характеристик виробів з неї, наприклад, прецизійних друкованих плат з високою щільністю провідників. Перелік використаної літератури. 1. Пат. №4176035 США, МКВ С25Д17/00, 3/38. 2. Пат. №1588681 Великобританія, МКВ С25Д1/04. 3. Пат. №2820872 ФРГ, МКВ С25Д1/04. 4. Пат. №4073699 США, МКВ С25Д1404. 5. ГОСТ 26246-84, Матеріали електроізоляційні фольговані М., 1984. 6. Groll Μ., Heat Recovery, CHP, Vol. 9,1989. 7. AC. №1641629 від 16.12.90р.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the preparation of thin copper foil
Автори англійськоюTrotsenko Vladyslav Ivanovych, Dron Mykola Mykhailovych, Zhuravliova Alina Borysivna
Назва патенту російськоюСпособ получения тонкой медной фольги
Автори російськоюТроценко Владислав Иванович, Дронь Николай Михайлович, Журавлева Алина Борисовна
МПК / Мітки
МПК: C25D 1/04
Мітки: фольги, мідної, спосіб, тонкої, одержання
Код посилання
<a href="https://ua.patents.su/2-73536-sposib-oderzhannya-tonko-midno-folgi.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання тонкої мідної фольги</a>
Спосіб виготовлення тонкої мідної фольги на алюмінієвому носії для друкованих плат
Номер патенту: 72298
Опубліковано: 15.02.2005
Автори: Журавльова Аліна Борисівна, Троценко Владислав Іванович, Розмологов Валерій Леонідович, Курбатова Ольга Лазарєвна
Мітки: виготовлення, спосіб, алюмінієвому, мідної, носії, друкованих, тонкої, фольги, плат
Формула / Реферат:
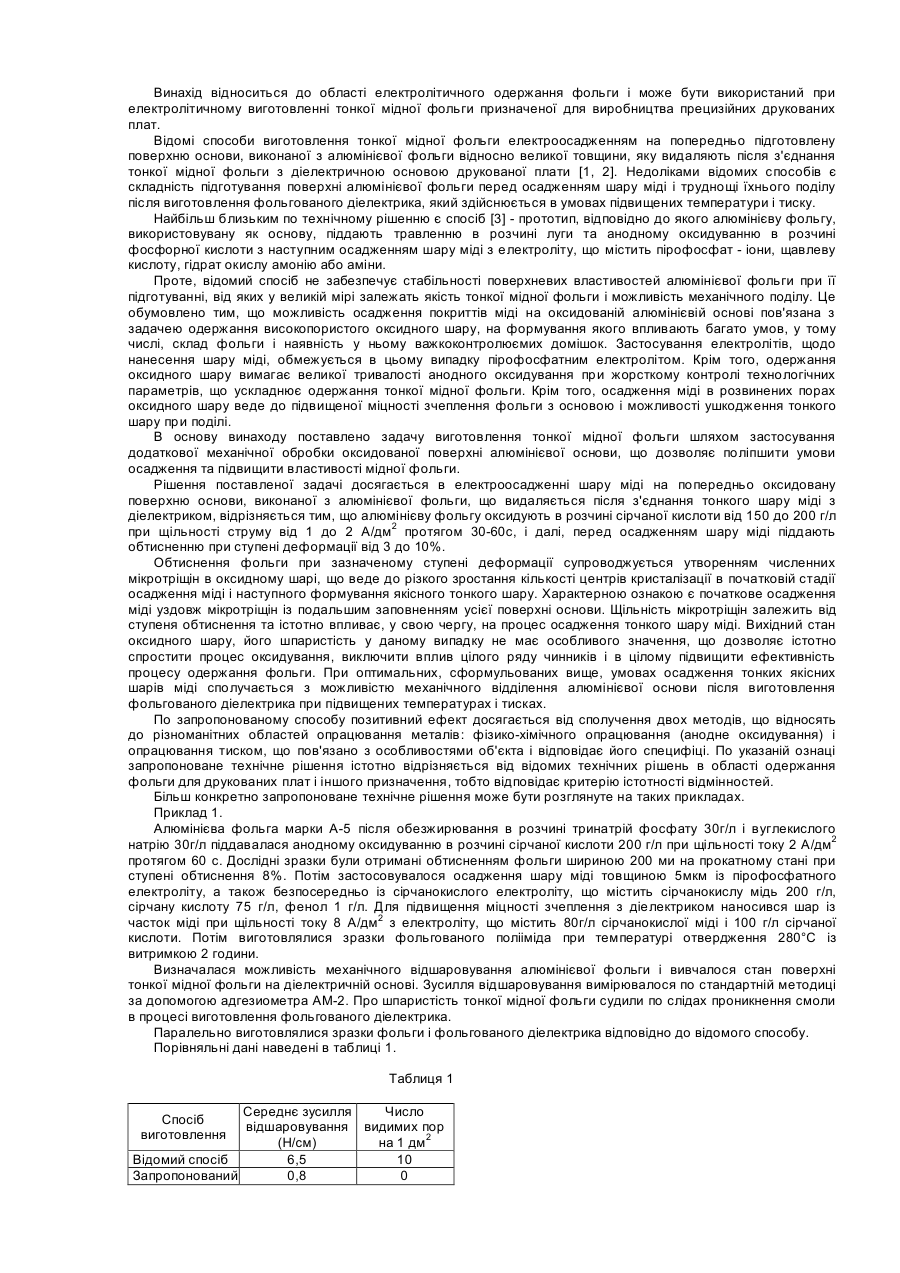
Спосіб виготовлення тонкої мідної фольги на алюмінієвому носії для друкованих плат, що полягає в електроосадженні шару міді на попередньо оксидовану поверхню основи, виконану з алюмінієвої фольги, що видаляється після з'єднання тонкого шару міді з діелектриком, який відрізняється тим, що алюмінієву фольгу оксидують в розчині сірчаної кислоти від 150 до 200 г/л при щільності струму від 1 до 2 А/дм2 протягом 30-60 с і далі перед осадженням шару...
Спосіб електроосадження тонкої мідної фольги для багатошарових друкованих плат
Номер патенту: 73535
Опубліковано: 15.08.2005
Автори: Курбатова Ольга Лазарєвна, Розмологов Валерій Леонідович, Троценко Владислав Іванович, Журавльова Аліна Борисівна
МПК: B41N 1/00, C25D 1/04, C25D 3/38
Мітки: мідної, друкованих, тонкої, електроосадження, плат, спосіб, фольги, багатошарових
Формула / Реферат:
Спосіб електроосадження тонкої мідної фольги для багатошарових друкованих плат, що включає осадження шару міді на катодній стрічковій основі і наступне його відділення, який відрізняється тим, що процес осадження фольги проводять постадійно, при цьому на основі осаджують початковий шар міді товщиною від 0,5 до 1,0мкм, потім наносять проміжний шар нікелю або сплаву на його основі товщиною від 0,1 до 0,3мкм і далі здійснюють осадження основного...
Спосіб отримання мідної фольги
Номер патенту: 44010
Опубліковано: 15.01.2002
Автори: Чорний Богдан Петрович, Зейдлиць Михайло Петрович, Смірнов Юрій Костянтинович, Надемський Віктор Анатолійович, Лазоркін Віктор Андрійович, Клинчук Юрій Іванович
МПК: C25D 1/04
Мітки: фольги, отримання, мідної, спосіб
Формула / Реферат:
Спосіб отримання мідної фольги, що включає осадження шару міді в електроліті міднення на носій, що нескінченно переміщується, і подальше механічне відокремлення його від носія, який відрізняється тим, що як носій є поверхня частково зануреного в електроліт барабана, який обертається, а механічне відокремлення здійснюють шляхом відривання від поверхні цього барабана шару міді, який перед цим було натягнуто по дотичній до цієї поверхні, з...
Спосіб виготовлення тонкої берилієвої фольги
Номер патенту: 12891
Опубліковано: 28.02.1997
Автори: Волокита Генадій Іванович, Шокуров Володимир Сергійович, Карпов Євген Семенович, Папіров Ігор Ісакович
МПК: C23C 14/22
Мітки: тонкої, берилієвої, спосіб, виготовлення, фольги
Формула / Реферат:
Способ изготовления тонкой бериллиевой фольги, включающий многостадийное осаждение паров бериллия на подложку, Отделение конденсата и последующую термообработку, отличающееся тем, что после осаждения паров бериллия толщиной 0,5-5 мкм проводят осаждение слоя окиси бериллия толщиной 2-10 нм, причем цикл осаждения слоев бериллия и окиси бериллия повторяют многократно, при этом осаждают не менее пяти слоев бериллия.
Пристрій для електролітичного отримання та обробки тонкої фольги
Номер патенту: 3780
Опубліковано: 27.12.1994
Автори: Дронь Микола Михайлович, Троценко Владислав Іванович, Пільщиков Веніамін Іванович, Журавльова Аліна Борисівна
МПК: C25D 1/04
Мітки: електролітичного, пристрій, фольги, обробки, тонкої, отримання
Формула / Реферат:
Устройство для электролитического получения и обработки тонкой фольги, содержащее гальванические ванны, направляющие и токоподводящие ролики, моталку, отличающееся тем, что оно снабжено, по меньшей мере, одним стабилизатором натяжения, включающим диск со щетками, выполненными с возможностью взаимодействия с токосъемным элементом токоподводящего ролика, рычаг, датчик давления, блок управления, привод токоподводящего ролика, причем диск со...
Попередній патент: Спосіб електроосадження тонкої мідної фольги для багатошарових друкованих плат
Наступний патент: Спосіб виготовлення світлочутливого матеріалу для запису інформації на основі твердого електроліту
Випадковий патент: Пристрій для повторного навантажування