Спосіб електроосадження тонкої мідної фольги для багатошарових друкованих плат
Номер патенту: 73535
Опубліковано: 15.08.2005
Автори: Курбатова Ольга Лазарєвна, Розмологов Валерій Леонідович, Журавльова Аліна Борисівна, Троценко Владислав Іванович
Формула / Реферат
Спосіб електроосадження тонкої мідної фольги для багатошарових друкованих плат, що включає осадження шару міді на катодній стрічковій основі і наступне його відділення, який відрізняється тим, що процес осадження фольги проводять постадійно, при цьому на основі осаджують початковий шар міді товщиною від 0,5 до 1,0мкм, потім наносять проміжний шар нікелю або сплаву на його основі товщиною від 0,1 до 0,3мкм і далі здійснюють осадження основного шару міді.
Текст
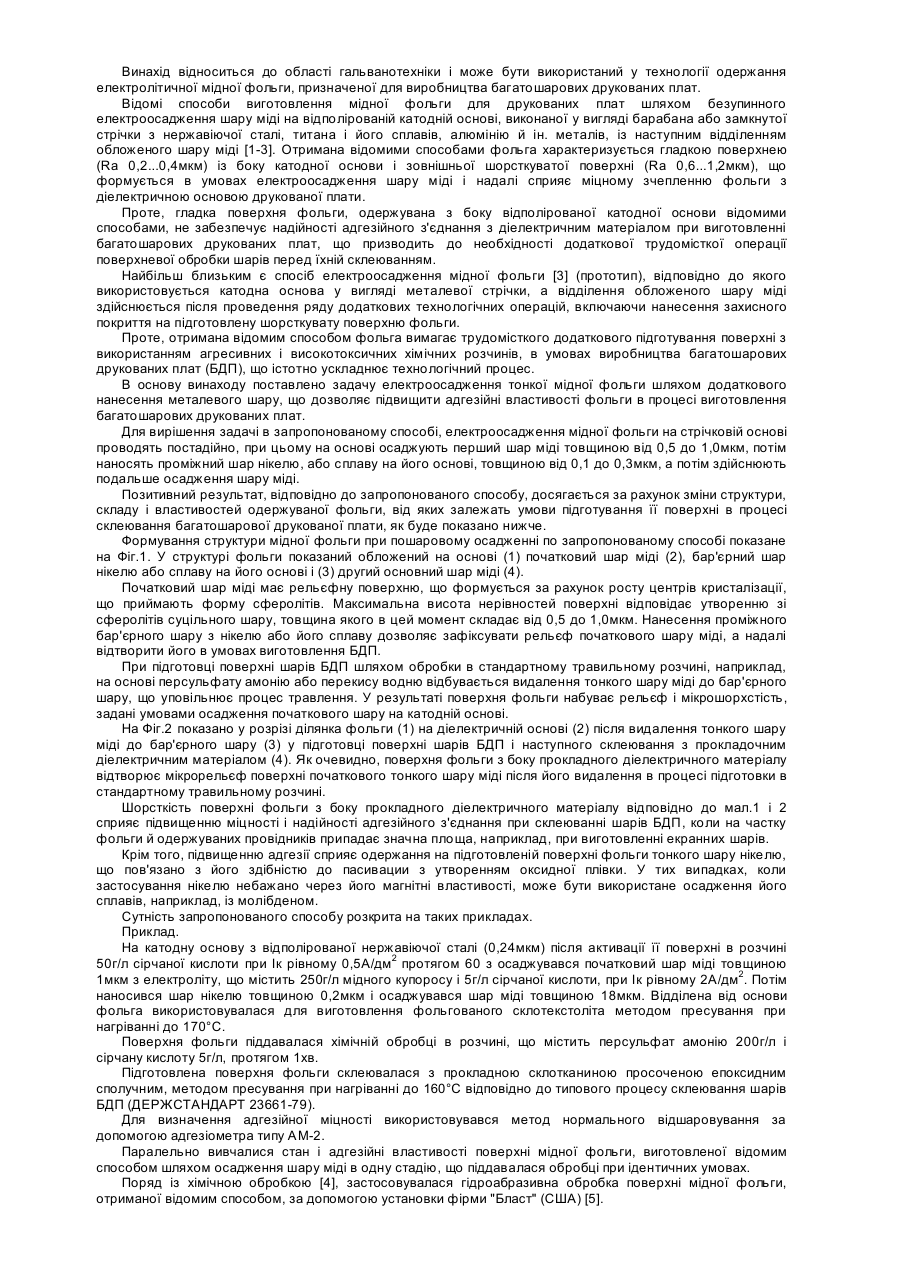
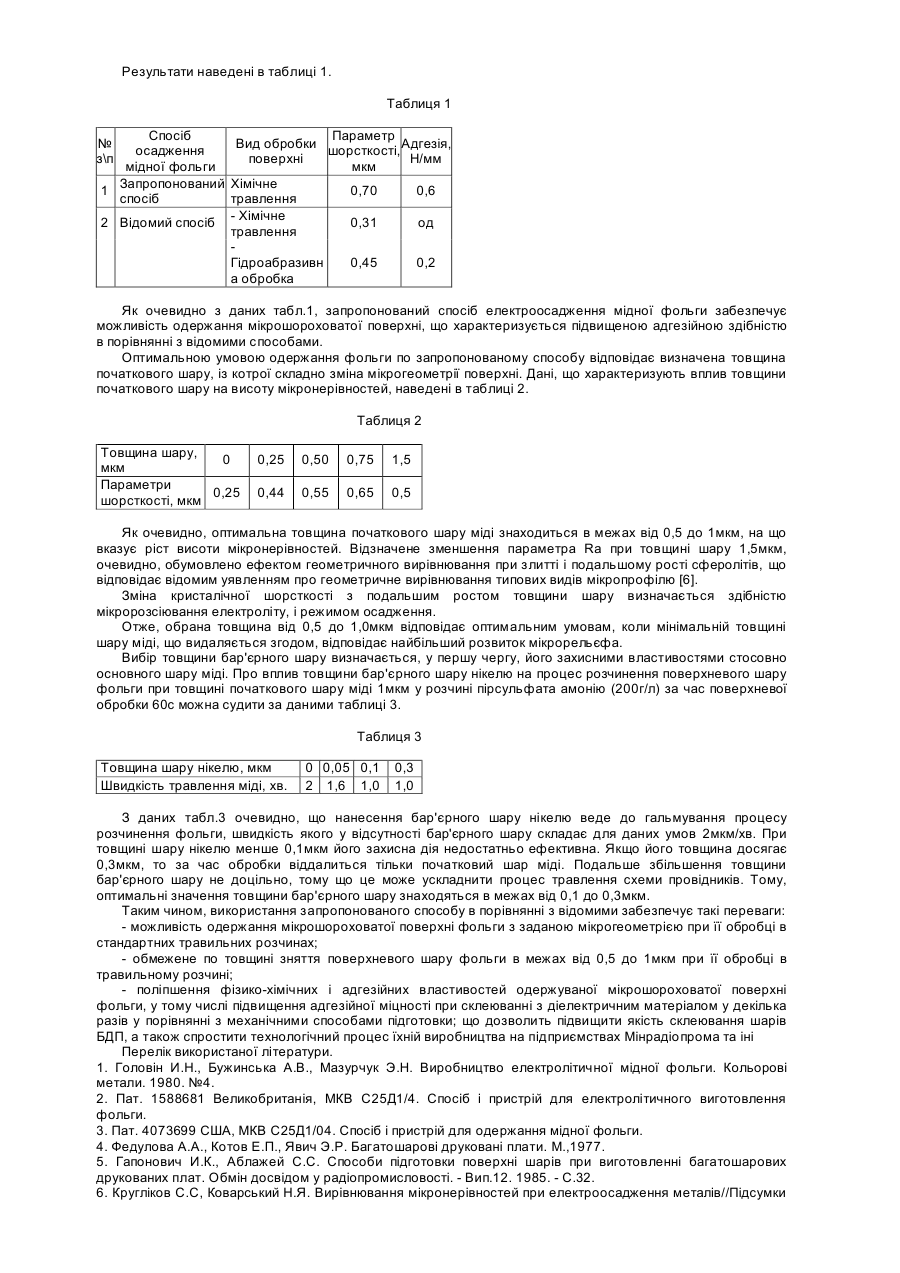
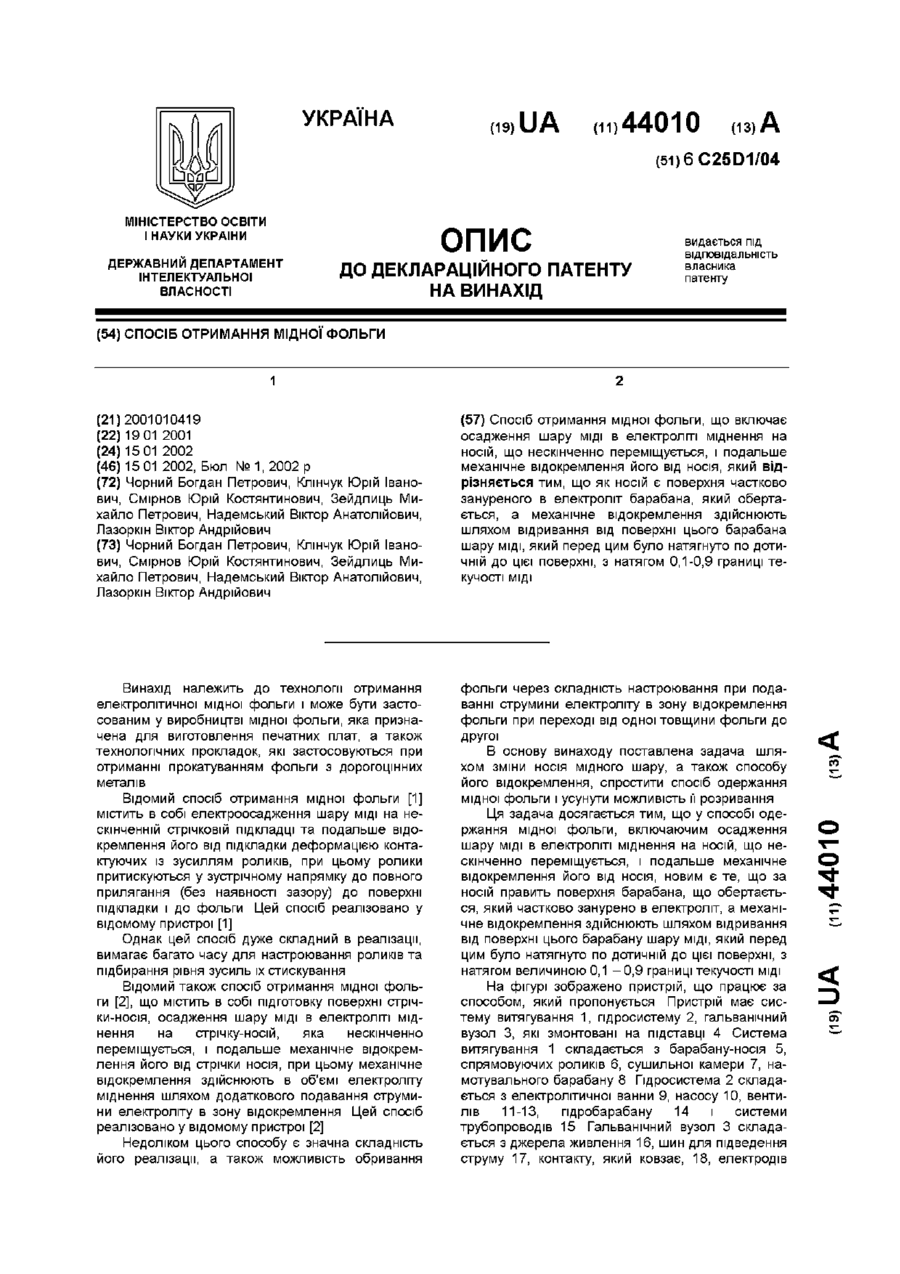
Винахід відноситься до області гальванотехніки і може бути використаний у технології одержання електролітичної мідної фольги, призначеної для виробництва багатошарових друкованих плат. Відомі способи виготовлення мідної фольги для друкованих плат шляхом безупинного електроосадження шару міді на відполірованій катодній основі, виконаної у вигляді барабана або замкнутої стрічки з нержавіючої сталі, титана і його сплавів, алюмінію й ін. металів, із наступним відділенням обложеного шару міді [1-3]. Отримана відомими способами фольга характеризується гладкою поверхнею (Ra 0,2...0,4мкм) із боку катодної основи і зовнішньої шорсткуватої поверхні (Ra 0,6...1,2мкм), що формується в умовах електроосадження шару міді і надалі сприяє міцному зчепленню фольги з діелектричною основою друкованої плати. Проте, гладка поверхня фольги, одержувана з боку відполірованої катодної основи відомими способами, не забезпечує надійності адгезійного з'єднання з діелектричним матеріалом при виготовленні багатошарових друкованих плат, що призводить до необхідності додаткової трудомісткої операції поверхневої обробки шарів перед їхній склеюванням. Найбільш близьким є спосіб електроосадження мідної фольги [3] (прототип), відповідно до якого використовується катодна основа у вигляді металевої стрічки, а відділення обложеного шару міді здійснюється після проведення ряду додаткових технологічних операцій, включаючи нанесення захисного покриття на підготовлену шорсткувату поверхню фольги. Проте, отримана відомим способом фольга вимагає трудомісткого додаткового підготування поверхні з використанням агресивних і високотоксичних хімічних розчинів, в умовах виробництва багатошарових друкованих плат (БДП), що істотно ускладнює технологічний процес. В основу винаходу поставлено задачу електроосадження тонкої мідної фольги шляхом додаткового нанесення металевого шару, що дозволяє підвищити адгезійні властивості фольги в процесі виготовлення багатошарових друкованих плат. Для вирішення задачі в запропонованому способі, електроосадження мідної фольги на стрічковій основі проводять постадійно, при цьому на основі осаджують перший шар міді товщиною від 0,5 до 1,0мкм, потім наносять проміжний шар нікелю, або сплаву на його основі, товщиною від 0,1 до 0,3мкм, а потім здійснюють подальше осадження шару міді. Позитивний результат, відповідно до запропонованого способу, досягається за рахунок зміни структури, складу і властивостей одержуваної фольги, від яких залежать умови підготування її поверхні в процесі склеювання багатошарової друкованої плати, як буде показано нижче. Формування структури мідної фольги при пошаровому осадженні по запропонованому способі показане на Фіг.1. У структурі фольги показаний обложений на основі (1) початковий шар міді (2), бар'єрний шар нікелю або сплаву на його основі і (3) другий основний шар міді (4). Початковий шар міді має рельєфну поверхню, що формується за рахунок росту центрів кристалізації, що приймають форму сферолітів. Максимальна висота нерівностей поверхні відповідає утворенню зі сферолітів суцільного шару, товщина якого в цей момент складає від 0,5 до 1,0мкм. Нанесення проміжного бар'єрного шару з нікелю або його сплаву дозволяє зафіксувати рельєф початкового шару міді, а надалі відтворити його в умовах виготовлення БДП. При підготовці поверхні шарів БДП шляхом обробки в стандартному травильному розчині, наприклад, на основі персульфату амонію або перекису водню відбувається видалення тонкого шару міді до бар'єрного шару, що уповільнює процес травлення. У результаті поверхня фольги набуває рельєф і мікрошорхстість, задані умовами осадження початкового шару на катодній основі. На Фіг.2 показано у розрізі ділянка фольги (1) на діелектричній основі (2) після видалення тонкого шару міді до бар'єрного шару (3) у підготовці поверхні шарів БДП і наступного склеювання з прокладочним діелектричним матеріалом (4). Як очевидно, поверхня фольги з боку прокладного діелектричного матеріалу відтворює мікрорельєф поверхні початкового тонкого шару міді після його видалення в процесі підготовки в стандартному травильному розчині. Шорсткість поверхні фольги з боку прокладного діелектричного матеріалу відповідно до мал.1 і 2 сприяє підвищенню міцності і надійності адгезійного з'єднання при склеюванні шарів БДП, коли на частку фольги й одержуваних провідників припадає значна площа, наприклад, при виготовленні екранних шарів. Крім того, підвищенню адгезії сприяє одержання на підготовленій поверхні фольги тонкого шару нікелю, що пов'язано з його здібністю до пасивации з утворенням оксидної плівки. У тих випадках, коли застосування нікелю небажано через його магнітні властивості, може бути використане осадження його сплавів, наприклад, із молібденом. Сутність запропонованого способу розкрита на таких прикладах. Приклад. На катодну основу з відполірованої нержавіючої сталі (0,24мкм) після активації її поверхні в розчині 50г/л сірчаної кислоти при Ік рівному 0,5А/дм2 протягом 60 з осаджувався початковий шар міді товщиною 1мкм з електроліту, що містить 250г/л мідного купоросу і 5г/л сірчаної кислоти, при Ік рівному 2А/дм2. Потім наносився шар нікелю товщиною 0,2мкм і осаджувався шар міді товщиною 18мкм. Відділена від основи фольга використовувалася для виготовлення фольгованого склотекстоліта методом пресування при нагріванні до 170°С. Поверхня фольги піддавалася хімічній обробці в розчині, що містить персульфат амонію 200г/л і сірчану кислоту 5г/л, протягом 1хв. Підготовлена поверхня фольги склеювалася з прокладною склотканиною просоченою епоксидним сполучним, методом пресування при нагріванні до 160°С відповідно до типового процесу склеювання шарів БДП (ДЕРЖСТАНДАРТ 23661-79). Для визначення адгезійної міцності використовувався метод нормального відшаровування за допомогою адгезіометра типу АМ-2. Паралельно вивчалися стан і адгезійні властивості поверхні мідної фольги, виготовленої відомим способом шляхом осадження шару міді в одну стадію, що піддавалася обробці при ідентичних умовах. Поряд із хімічною обробкою [4], застосовувалася гідроабразивна обробка поверхні мідної фольги, отриманої відомим способом, за допомогою установки фірми "Бласт" (США) [5]. Результати наведені в таблиці 1. Таблиця 1 Спосіб Параметр Вид обробки Адгезія, осадження шорсткості, поверхні Н/мм мідної фольги мкм Запропонований Хімічне 1 0,70 0,6 спосіб травлення - Хімічне 2 Відомий спосіб 0,31 од травлення Гідроабразивн 0,45 0,2 а обробка № з\п Як очевидно з даних табл.1, запропонований спосіб електроосадження мідної фольги забезпечує можливість одержання мікрошороховатої поверхні, що характеризується підвищеною адгезійною здібністю в порівнянні з відомими способами. Оптимальною умовою одержання фольги по запропонованому способу відповідає визначена товщина початкового шару, із котрої складно зміна мікрогеометрії поверхні. Дані, що характеризують вплив товщини початкового шару на висоту мікронерівностей, наведені в таблиці 2. Таблиця 2 Товщина шару, 0 мкм Параметри 0,25 шорсткості, мкм 0,25 0,50 0,75 1,5 0,44 0,55 0,65 0,5 Як очевидно, оптимальна товщина початкового шару міді знаходиться в межах від 0,5 до 1мкм, на що вказує ріст висоти мікронерівностей. Відзначене зменшення параметра Ra при товщині шару 1,5мкм, очевидно, обумовлено ефектом геометричного вирівнювання при злитті і подальшому рості сферолітів, що відповідає відомим уявленням про геометричне вирівнювання типових видів мікропрофілю [6]. Зміна кристалічної шорсткості з подальшим ростом товщини шару визначається здібністю мікророзсіювання електроліту, і режимом осадження. Отже, обрана товщина від 0,5 до 1,0мкм відповідає оптимальним умовам, коли мінімальній товщині шару міді, що видаляється згодом, відповідає найбільший розвиток мікрорельєфа. Вибір товщини бар'єрного шару визначається, у першу чергу, його захисними властивостями стосовно основного шару міді. Про вплив товщини бар'єрного шару нікелю на процес розчинення поверхневого шару фольги при товщині початкового шару міді 1мкм у розчині пірсульфата амонію (200г/л) за час поверхневої обробки 60с можна судити за даними таблиці 3. Таблиця 3 Товщина шару нікелю, мкм Швидкість травлення міді, хв. 0 0,05 0,1 2 1,6 1,0 0,3 1,0 З даних табл.3 очевидно, що нанесення бар'єрного шару нікелю веде до гальмування процесу розчинення фольги, швидкість якого у відсутності бар'єрного шару складає для даних умов 2мкм/хв. При товщині шару нікелю менше 0,1мкм його захисна дія недостатньо ефективна. Якщо його товщина досягає 0,3мкм, то за час обробки віддалиться тільки початковий шар міді. Подальше збільшення товщини бар'єрного шару не доцільно, тому що це може ускладнити процес травлення схеми провідників. Тому, оптимальні значення товщини бар'єрного шару знаходяться в межах від 0,1 до 0,3мкм. Таким чином, використання запропонованого способу в порівнянні з відомими забезпечує такі переваги: - можливість одержання мікрошороховатої поверхні фольги з заданою мікрогеометрією при її обробці в стандартних травильних розчинах; - обмежене по товщині зняття поверхневогошару фольги в межах від 0,5 до 1мкм при її обробці в травильному розчині; - поліпшення фізико-хімічних і адгезійних властивостей одержуваної мікрошороховатої поверхні фольги, у тому числі підвищення адгезійної міцності при склеюванні з діелектричним матеріалом у декілька разів у порівнянні з механічними способами підготовки; що дозволить підвищити якість склеювання шарів БДП, а також спростити технологічний процес їхній виробництва на підприємствах Мінрадіопрома та іні Перелік використаної літератури. 1. Головін И.Н., Бужинська A.B., Мазурчук Э.Н. Виробництво електролітичної мідної фольги. Кольорові метали. 1980. №4. 2. Пат. 1588681 Великобританія, МКВ С25Д1/4. Спосіб і пристрій для електролітичного виготовлення фольги. 3. Пат. 4073699 США, МКВ С25Д1/04. Спосіб і пристрій для одержання мідної фольги. 4. Федулова A.A., Котов Е.П., Явич Э.Р. Багатошарові друковані плати. М.,1977. 5. Гапонович И.К., Аблажей С.С. Способи підготовки поверхні шарів при виготовленні багатошарових друкованих плат. Обмін досвідом у радіопромисловості. - Вип.12. 1985. - С.32. 6. Кругліков С.С, Коварський Н.Я. Вирівнювання мікронерівностей при електроосадження металів//Підсумки науки і техніки. Серія "Електрохімія". М., 1975. Т.10. С.106-180.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for electrical precipitation of thin copper foil for multilayer printed circuits
Автори англійськоюTrotsenko Vladyslav Ivanovych, Rozmolohov Valerii Leonidovych, Zhuravliova Alina Borysivna
Назва патенту російськоюСпособ электроосаждения тонкой медной фольги для многослойных печатных плат
Автори російськоюТроценко Владислав Иванович, Розмологов Валерий Леонидович, Журавлева Алина Борисовна
МПК / Мітки
МПК: B41N 1/00, C25D 1/04, C25D 3/38
Мітки: мідної, тонкої, спосіб, багатошарових, фольги, електроосадження, друкованих, плат
Код посилання
<a href="https://ua.patents.su/3-73535-sposib-elektroosadzhennya-tonko-midno-folgi-dlya-bagatosharovikh-drukovanikh-plat.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроосадження тонкої мідної фольги для багатошарових друкованих плат</a>
Спосіб виготовлення тонкої мідної фольги на алюмінієвому носії для друкованих плат
Номер патенту: 72298
Опубліковано: 15.02.2005
Автори: Розмологов Валерій Леонідович, Журавльова Аліна Борисівна, Троценко Владислав Іванович, Курбатова Ольга Лазарєвна
Мітки: алюмінієвому, тонкої, фольги, плат, виготовлення, спосіб, носії, друкованих, мідної
Формула / Реферат:
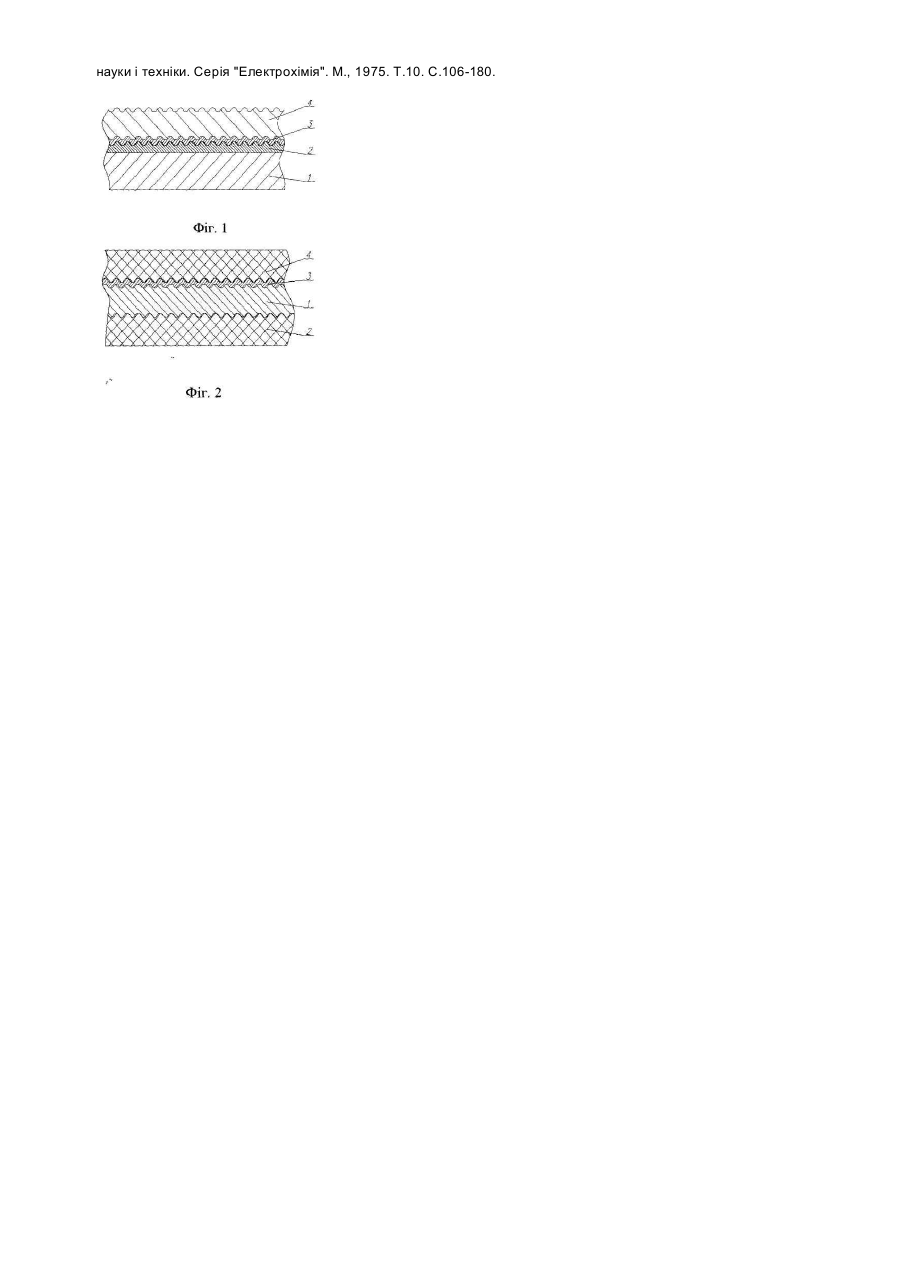
Спосіб виготовлення тонкої мідної фольги на алюмінієвому носії для друкованих плат, що полягає в електроосадженні шару міді на попередньо оксидовану поверхню основи, виконану з алюмінієвої фольги, що видаляється після з'єднання тонкого шару міді з діелектриком, який відрізняється тим, що алюмінієву фольгу оксидують в розчині сірчаної кислоти від 150 до 200 г/л при щільності струму від 1 до 2 А/дм2 протягом 30-60 с і далі перед осадженням шару...
Спосіб отримання мідної фольги
Номер патенту: 44010
Опубліковано: 15.01.2002
Автори: Зейдлиць Михайло Петрович, Лазоркін Віктор Андрійович, Надемський Віктор Анатолійович, Чорний Богдан Петрович, Смірнов Юрій Костянтинович, Клинчук Юрій Іванович
МПК: C25D 1/04
Мітки: фольги, спосіб, отримання, мідної
Формула / Реферат:
Спосіб отримання мідної фольги, що включає осадження шару міді в електроліті міднення на носій, що нескінченно переміщується, і подальше механічне відокремлення його від носія, який відрізняється тим, що як носій є поверхня частково зануреного в електроліт барабана, який обертається, а механічне відокремлення здійснюють шляхом відривання від поверхні цього барабана шару міді, який перед цим було натягнуто по дотичній до цієї поверхні, з...
Спосіб виготовлення багатошарових друкованих плат
Номер патенту: 15573
Опубліковано: 30.06.1997
Автор: Каплунов Сергій Геннадійович
МПК: H05K 3/46
Мітки: плат, виготовлення, друкованих, багатошарових, спосіб
Формула / Реферат:
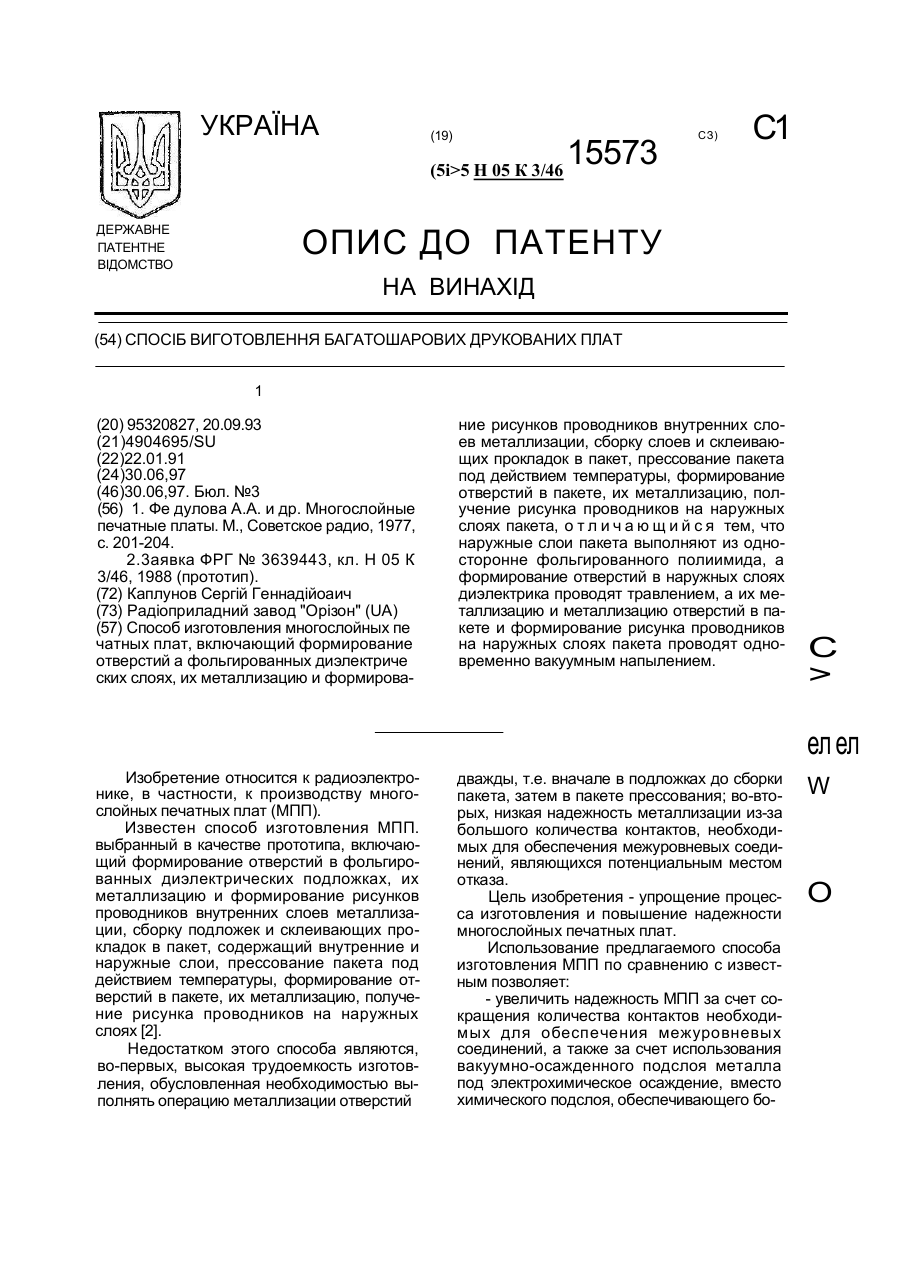
Способ изготовления многослойных печатных плат, включающий формирование отверстий в фольгированных диэлектрических слоях, их металлизацию и формирование рисунков проводников внутренних слоев металлизации, сборку слоев и склеивающих прокладок в пакет, прессование пакета под действием температуры, формирование отверстий в пакете, их металлизацию, получение рисунка проводников на наружных слоях пакета, отличающийся тем, что наружные слои пакета...
Лінія лужного травлення друкованих плат
Номер патенту: 24265
Опубліковано: 07.07.1998
Автор: Нестер Анатолій Антонович
МПК: C23F 1/00
Мітки: друкованих, плат, лінія, лужного, травлення
Формула / Реферат:
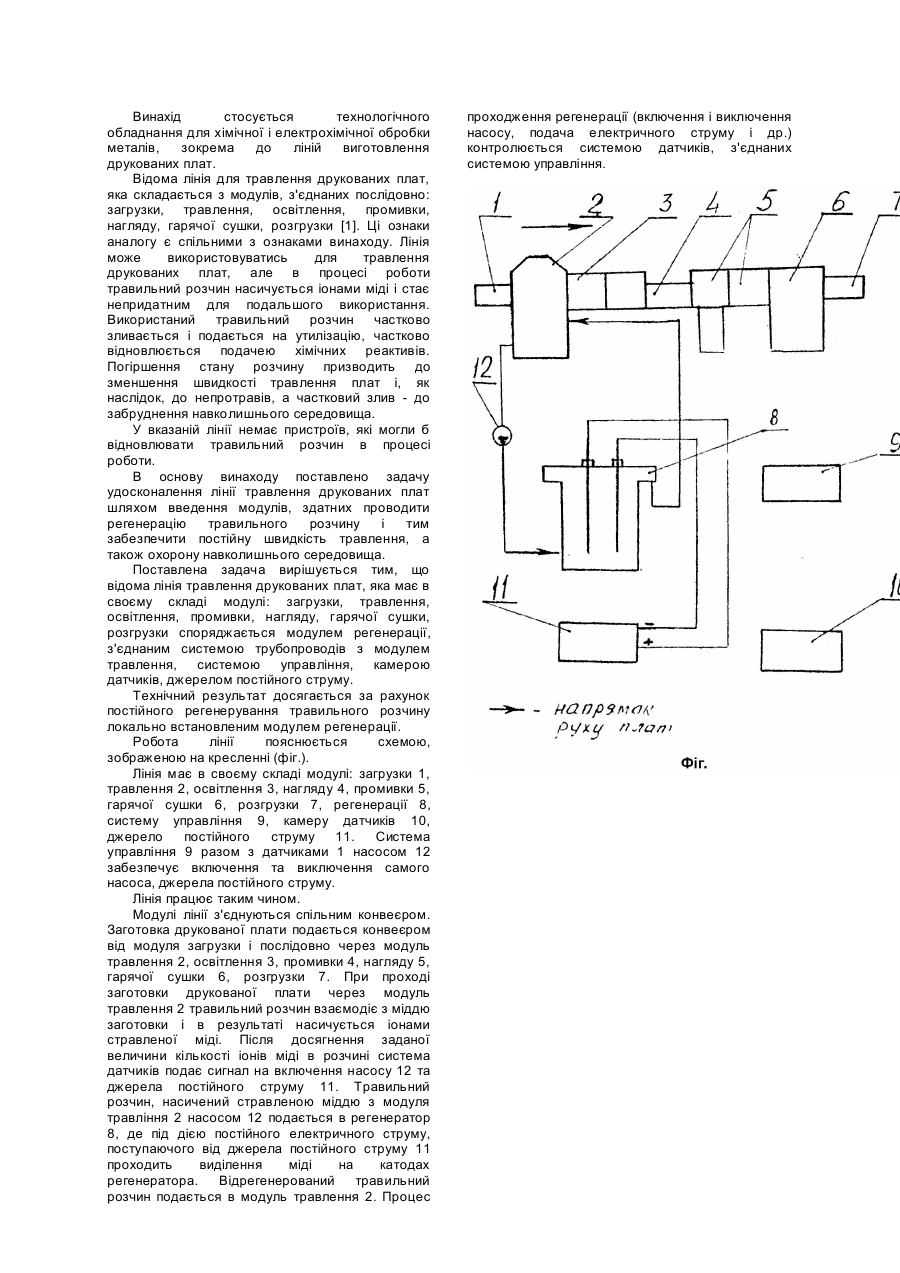
Лінія лужного травлення друкованих плат, яка має модулі загрузки, травлення, освітлення, промивки, нагляду, гарячого сушіння, розвантаження, яка відрізняється тим, що вона споряджена модулем регенерації, з'єднаним системою трубопроводів з модулем травлення, системою управління, камерою датчиків, джерелом постійного струму.
Спосіб виготовлення тонкої берилієвої фольги
Номер патенту: 12891
Опубліковано: 28.02.1997
Автори: Карпов Євген Семенович, Волокита Генадій Іванович, Папіров Ігор Ісакович, Шокуров Володимир Сергійович
МПК: C23C 14/22
Мітки: фольги, спосіб, берилієвої, тонкої, виготовлення
Формула / Реферат:
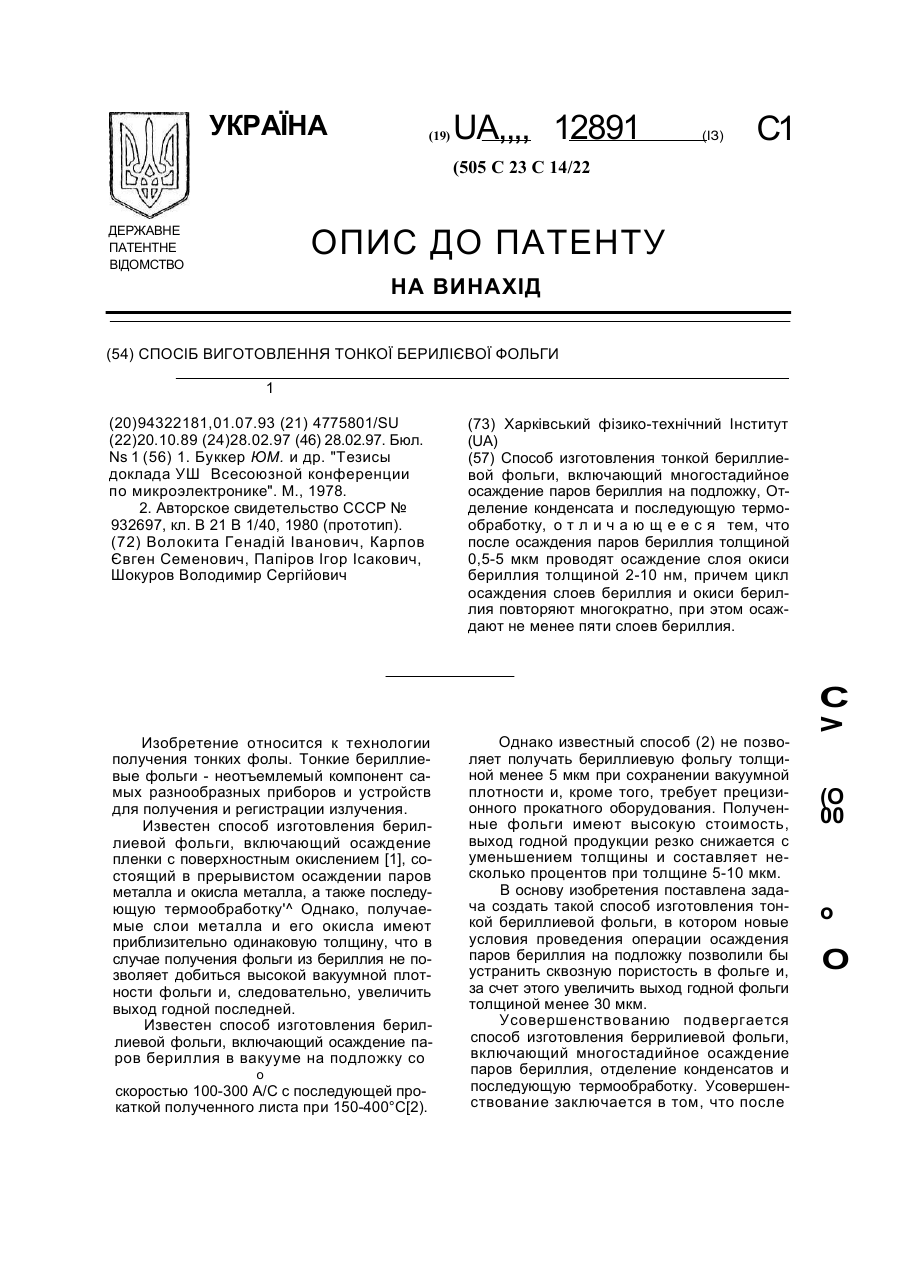
Способ изготовления тонкой бериллиевой фольги, включающий многостадийное осаждение паров бериллия на подложку, Отделение конденсата и последующую термообработку, отличающееся тем, что после осаждения паров бериллия толщиной 0,5-5 мкм проводят осаждение слоя окиси бериллия толщиной 2-10 нм, причем цикл осаждения слоев бериллия и окиси бериллия повторяют многократно, при этом осаждают не менее пяти слоев бериллия.
Попередній патент: Пристрій моделювання процесу розробки рішення
Наступний патент: Спосіб одержання тонкої мідної фольги
Випадковий патент: Роторно-гвинтовий рушій