Спосіб виготовлення тонкої мідної фольги на алюмінієвому носії для друкованих плат
Номер патенту: 72298
Опубліковано: 15.02.2005
Автори: Троценко Владислав Іванович, Розмологов Валерій Леонідович, Курбатова Ольга Лазарєвна, Журавльова Аліна Борисівна

Формула / Реферат
Спосіб виготовлення тонкої мідної фольги на алюмінієвому носії для друкованих плат, що полягає в електроосадженні шару міді на попередньо оксидовану поверхню основи, виконану з алюмінієвої фольги, що видаляється після з'єднання тонкого шару міді з діелектриком, який відрізняється тим, що алюмінієву фольгу оксидують в розчині сірчаної кислоти від 150 до 200 г/л при щільності струму від 1 до 2 А/дм2 протягом 30-60 с і далі перед осадженням шару міді піддають обтисненню при ступені деформації від 3 до 10%.
Текст
Винахід відноситься до області електролітичного одержання фольги і може бути використаний при електролітичному виготовленні тонкої мідної фольги призначеної для виробництва прецизійних друкованих плат. Відомі способи виготовлення тонкої мідної фольги електроосадженням на попередньо підготовлену поверхню основи, виконаної з алюмінієвої фольги відносно великої товщини, яку видаляють після з'єднання тонкої мідної фольги з діелектричною основою друкованої плати [1, 2]. Недоліками відомих способів є складність підготування поверхні алюмінієвої фольги перед осадженням шару міді і труднощі їхнього поділу після виготовлення фольгованого діелектрика, який здійснюється в умовах підвищених температури і тиску. Найбільш близьким по технічному рішенню є спосіб [3] - прототип, відповідно до якого алюмінієву фольгу, використовувану як основу, піддають травленню в розчині луги та анодному оксидуванню в розчині фосфорної кислоти з наступним осадженням шару міді з електроліту, що містить пірофосфат - іони, щавлеву кислоту, гідрат окислу амонію або аміни. Проте, відомий спосіб не забезпечує стабільності поверхневих властивостей алюмінієвої фольги при її підготуванні, від яких у великій мірі залежать якість тонкої мідної фольги і можливість механічного поділу. Це обумовлено тим, що можливість осадження покриттів міді на оксидованій алюмінієвій основі пов'язана з задачею одержання високопористого оксидного шару, на формування якого впливають багато умов, у тому числі, склад фольги і наявність у ньому важкоконтролюємих домішок. Застосування електролітів, щодо нанесення шару міді, обмежується в цьому випадку пірофосфатним електролітом. Крім того, одержання оксидного шару вимагає великої тривалості анодного оксидування при жорсткому контролі технологічних параметрів, що ускладнює одержання тонкої мідної фольги. Крім того, осадження міді в розвинених порах оксидного шару веде до підвищеної міцності зчеплення фольги з основою і можливості ушкодження тонкого шару при поділі. В основу винаходу поставлено задачу виготовлення тонкої мідної фольги шляхом застосування додаткової механічної обробки оксидованої поверхні алюмінієвої основи, що дозволяє поліпшити умови осадження та підвищити властивості мідної фольги. Рішення поставленої задачі досягається в електроосадженні шару міді на попередньо оксидовану поверхню основи, виконаної з алюмінієвої фольги, що видаляється після з'єднання тонкого шару міді з діелектриком, відрізняється тим, що алюмінієву фольгу оксидують в розчині сірчаної кислоти від 150 до 200 г/л при щільності струму від 1 до 2 А/дм2 протягом 30-60с, і далі, перед осадженням шару міді піддають обтисненню при ступені деформації від 3 до 10%. Обтиснення фольги при зазначеному ступені деформації супроводжується утворенням численних мікротріщін в оксидному шарі, що веде до різкого зростання кількості центрів кристалізації в початковій стадії осадження міді і наступного формування якісного тонкого шару. Характерною ознакою є початкове осадження міді уздовж мікротріщін із подальшим заповненням усієї поверхні основи. Щільність мікротріщін залежить від ступеня обтиснення та істотно впливає, у свою чергу, на процес осадження тонкого шару міді. Вихідний стан оксидного шару, його шпаристість у даному випадку не має особливого значення, що дозволяє істотно спростити процес оксидування, виключити вплив цілого ряду чинників і в цілому підвищити ефективність процесу одержання фольги. При оптимальних, сформульованих вище, умовах осадження тонких якісних шарів міді сполучається з можливістю механічного відділення алюмінієвої основи після виготовлення фольгованого діелектрика при підвищених температурах і тисках. По запропонованому способу позитивний ефект досягається від сполучення двох методів, що відносять до різноманітних областей опрацювання металів: фізико-хімічного опрацювання (анодне оксидування) і опрацювання тиском, що пов'язано з особливостями об'єкта і відповідає його специфіці. По указаній ознаці запропоноване технічне рішення істотно відрізняється від відомих технічних рішень в області одержання фольги для друкованих плат і іншого призначення, тобто відповідає критерію істотності відмінностей. Більш конкретно запропоноване технічне рішення може бути розглянуте на таких прикладах. Приклад 1. Алюмінієва фольга марки А-5 після обезжирювання в розчині тринатрій фосфату 30г/л і вуглекислого натрію 30г/л піддавалася анодному оксидуванню в розчині сірчаної кислоти 200 г/л при щільності току 2 А/дм2 протягом 60 с. Дослідні зразки були отримані обтисненням фольги шириною 200 ми на прокатному стані при ступені обтиснення 8%. Потім застосовувалося осадження шару міді товщиною 5мкм із пірофосфатного електроліту, а також безпосередньо із сірчанокислого електроліту, що містить сірчанокислу мідь 200 г/л, сірчану кислоту 75 г/л, фенол 1 г/л. Для підвищення міцності зчеплення з діелектриком наносився шар із часток міді при щільності току 8 А/дм2 з електроліту, що містить 80г/л сірчанокислої міді і 100 г/л сірчаної кислоти. Потім виготовлялися зразки фольгованого полііміда при температурі отвердження 280°С із витримкою 2 години. Визначалася можливість механічного відшаровування алюмінієвої фольги і вивчалося стан поверхні тонкої мідної фольги на діелектричній основі. Зусилля відшаровування вимірювалося по стандартній методиці за допомогою адгезиометра АМ-2. Про шпаристість тонкої мідної фольги судили по слідах проникнення смоли в процесі виготовлення фольгованого діелектрика. Паралельно виготовлялися зразки фольги і фольгованого діелектрика відповідно до відомого способу. Порівняльні дані наведені в таблиці 1. Таблиця 1 Середнє зусилля Число відшаровування видимих пор (Н/см) на 1 дм2 Відомий спосіб 6,5 10 Запропонований 0,8 0 Спосіб виготовлення спосіб Запропонований спосіб забезпечує можливість осадження тонких якісних шарів міді, що відокремлюються від алюмінієвої основи з низьким зусиллям, що виключає можливість ушкодження тонкої фольги на поверхні отвердженого діелектрика. Про високу якість тонкої фольги свідчить відсутність ознак проникнення смоли на зовнішню поверхню, звернену до алюмінієвої основи. Зразки фольги, виготовлені по відомому способу, характеризуються підвищеною шпаристістю, а зразки фольгованого діелектрика - підвищеною адгезією тонкої фольги до алюмінієвої основи, що веде до необхідності видалення алюмінієвої фольги хімічним травленням. Оптимальним умовам по запропонованому способу відповідає тривалість оксидування 30-60 с, при цьому може бути використаний найбільше простий по складі розчин сірчаної кислоти від 150 до 200г/л і щільність току від 1 до 2А/дм2, необхідна для підтримки напруги 12В, при котрій найбільше ефективно відбувається формування оксидного шару в розчинах сірчаної кислоти. Концентрація сірчаної кислоти та анодна щільність струму в цьому випадку відповідають відомим практичним рекомендаціям для оксидування алюмінію і його сплавів загального призначення. Вибір тривалості оксидування в цих умовах визначається поводженням оксидного шару при обтисненні, можливістю утворення рівномірної сітки мікротріщін і в кінцевому рахунку одержанням суцільного шару міді з мінімальною кількістю пор. Вплив умов оксидування на кількість пор, що осаджується після обтиснення на валеннях (при ступені обтиснення 8 %) тонкої мідної фольги показано в таблиці 2. Таблиця 2 Тривалість оксидування, с. Кількість пор на 1 дм2 15 30 60 5 1 0 Як очевидно, зменшення тривалості оксидування нижче 30 с негативно впливає на можливість одержання суцільного безпористого шару міді, що рекомендується для зазначених умов одержання фольги ступінь обтиснення визначається можливістю розтріскування оксидного шару з утворенням рівномірної сітки мікротріщін. Початок цього процесу відповідає ступеню обтиснення 3% (фіг.). Збільшення ступеня обтиснення понад 10% мало впливає на щільність мікротріщін, але одночасно веде до нерівномірного протікання деформації й ускладнює процес. До переваг запропонованого способу відноситься також можливість використання не тільки пірофосфатного електроліту для одержання якісної тонкої мідної фольги, але також і інших електролітів, включаючи високовиробничі сірчанокислі електроліти, що також сприяє підвищенню ефективності процесу виробництва тонкої мідної фольги з використанням допоміжної основи з алюмінію або його сплавів. Слід зазначити також, що на відміну від інших відомих способів, що включають використання алюмінієвої основи, запропоноване технічне рішення дозволяє вирішити задачу поділу шляхом механічного відшаровування алюмінієвої основи при підвищенні температури отвердження діелектрика в порівнянні з умовами виготовлення фольгованого склотекстоліту. Зокрема, використання запропонованого способу представляється можливим при виготовленні фольгованого полііміда, який стверджується при температурі 2$0°С, який є найбільше перспективним матеріалом для багатошарових і плівкових друкованих плат. Запропонований спосіб виготовлення тонкої мідної фольги для друкованих плат, у порівнянні з відомими способами, забезпечує наступні переваги: - можливість одержання тонкої якісної мідної фольги на оксидованій алюмінієвої основі з мінімальною шпаристістю, що виключає проникнення смоли до зовнішньої поверхні; - зниження зусилля відшаровування, у тому числі з підвищенням температури отвердження діелектрика, виключення при цьому можливості ушкодження тонкого шару міді; - спрощення процесу оксидування, можливість використання кислих електролітів для нанесення шару міді і підвищення ефективності технологічного процесу в цілому. Це дозволить підвищити якість друкованого монтажу та ефективність виробництва прецизійних друкованих плат. Перелік використаної літератури. 1. Пат. 4088544 США, МКВ С25Д1/04. Спосіб одержання тонкої мідної фольги на алюмінієвому носії. 2. Пат. 3990926 США, МКВ С25Д1/04 НКВ 156-3. Спосіб електроосадження тонкої мідної фольги. 3. Пат. 2317380 Франція, МКВ С25Д 3/38. Спосіб електролітичного одержання мідної фольги. 4. Пат. 1460602 Великобританія, МКВ С25Д1/04 НКВ С7В. Спосіб одержання тонкої мідної фольги.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for making thin aluminuim foil on aluminium carrier for printed circuits
Автори англійськоюTrotsenko Vladyslav Ivanovych, Rozmolohov Valerii Leonidovych, Zhuravliova Alina Borysivna
Назва патенту російськоюСпособ изготовления тонкой медной фольги на алюминиевом носителе для печатных плат
Автори російськоюТроценко Владислав Иванович, Розмологов Валерий Леонидович, Журавлева Алина Борисовна
МПК / Мітки
Мітки: алюмінієвому, плат, виготовлення, носії, друкованих, спосіб, фольги, мідної, тонкої
Код посилання
<a href="https://ua.patents.su/3-72298-sposib-vigotovlennya-tonko-midno-folgi-na-alyuminiehvomu-nosi-dlya-drukovanikh-plat.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення тонкої мідної фольги на алюмінієвому носії для друкованих плат</a>
Спосіб отримання мідної фольги
Номер патенту: 44010
Опубліковано: 15.01.2002
Автори: Чорний Богдан Петрович, Смірнов Юрій Костянтинович, Лазоркін Віктор Андрійович, Зейдлиць Михайло Петрович, Клинчук Юрій Іванович, Надемський Віктор Анатолійович
МПК: C25D 1/04
Мітки: мідної, фольги, спосіб, отримання
Формула / Реферат:
Спосіб отримання мідної фольги, що включає осадження шару міді в електроліті міднення на носій, що нескінченно переміщується, і подальше механічне відокремлення його від носія, який відрізняється тим, що як носій є поверхня частково зануреного в електроліт барабана, який обертається, а механічне відокремлення здійснюють шляхом відривання від поверхні цього барабана шару міді, який перед цим було натягнуто по дотичній до цієї поверхні, з...
Спосіб виготовлення тонкої берилієвої фольги
Номер патенту: 12891
Опубліковано: 28.02.1997
Автори: Шокуров Володимир Сергійович, Папіров Ігор Ісакович, Карпов Євген Семенович, Волокита Генадій Іванович
МПК: C23C 14/22
Мітки: виготовлення, тонкої, спосіб, берилієвої, фольги
Формула / Реферат:
Способ изготовления тонкой бериллиевой фольги, включающий многостадийное осаждение паров бериллия на подложку, Отделение конденсата и последующую термообработку, отличающееся тем, что после осаждения паров бериллия толщиной 0,5-5 мкм проводят осаждение слоя окиси бериллия толщиной 2-10 нм, причем цикл осаждения слоев бериллия и окиси бериллия повторяют многократно, при этом осаждают не менее пяти слоев бериллия.
Спосіб виготовлення багатошарових друкованих плат
Номер патенту: 15573
Опубліковано: 30.06.1997
Автор: Каплунов Сергій Геннадійович
МПК: H05K 3/46
Мітки: багатошарових, друкованих, спосіб, виготовлення, плат
Формула / Реферат:
Способ изготовления многослойных печатных плат, включающий формирование отверстий в фольгированных диэлектрических слоях, их металлизацию и формирование рисунков проводников внутренних слоев металлизации, сборку слоев и склеивающих прокладок в пакет, прессование пакета под действием температуры, формирование отверстий в пакете, их металлизацию, получение рисунка проводников на наружных слоях пакета, отличающийся тем, что наружные слои пакета...
Лінія лужного травлення друкованих плат
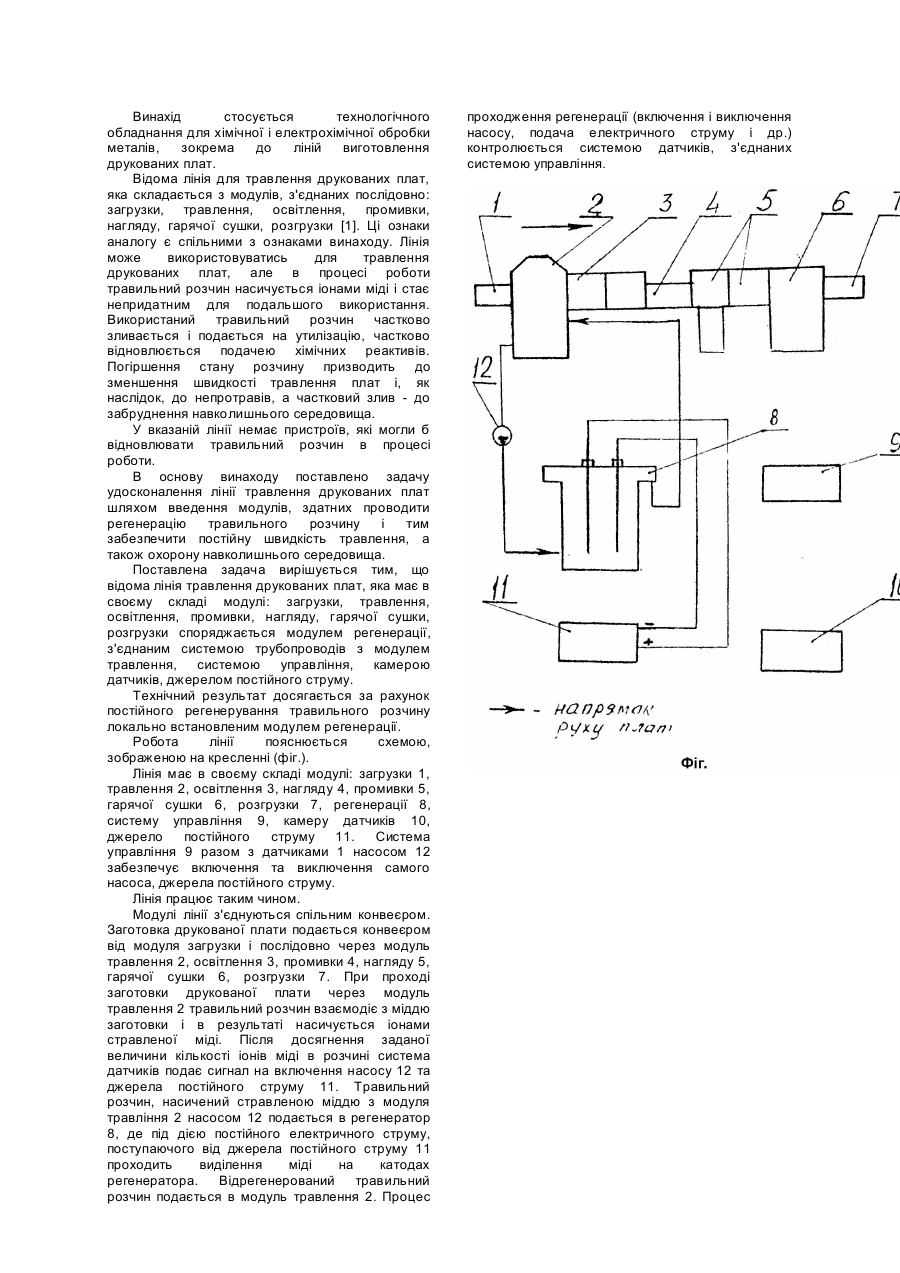
Номер патенту: 24265
Опубліковано: 07.07.1998
Автор: Нестер Анатолій Антонович
МПК: C23F 1/00
Мітки: друкованих, лужного, лінія, травлення, плат
Формула / Реферат:
Лінія лужного травлення друкованих плат, яка має модулі загрузки, травлення, освітлення, промивки, нагляду, гарячого сушіння, розвантаження, яка відрізняється тим, що вона споряджена модулем регенерації, з'єднаним системою трубопроводів з модулем травлення, системою управління, камерою датчиків, джерелом постійного струму.
Спосіб підготовки поверхні алюмінієвої фольги для виготовлення стільникового заповнювача
Номер патенту: 70152
Опубліковано: 15.09.2004
Автори: Борщов Геннадій Васильович, Лівшиц Абрам Борисович, Семенов Лев Петрович, Слівінський Володимир Іванович, Сливинський Михайло Володимирович, Стрижак Михайло Георгійович
МПК: C23F 11/00
Мітки: спосіб, фольги, стільникового, алюмінієвої, підготовки, поверхні, виготовлення, заповнювача
Формула / Реферат:
1. Спосіб підготовки поверхні алюмінієвої фольги для виготовлення стільникового заповнювача, що включає оброблення фольги розчином, що містить знежирюючі і оксидуючі компоненти, промивання і сушіння її, який відрізняється тим, що як знежирюючі та оксидуючі компоненти використовують калій хромовокислий, кислоту ортофосфорну і додатково містить емульгатор синтанол при наступному співвідношенні компонентів, (г/л): калій...
Попередній патент: Спосіб опалювання нагрівальної печі
Наступний патент: Тримач пальників шахтної печі
Випадковий патент: Тренажер літуна аріма