Спосіб грудкування відсіву вапна брикетуванням
Номер патенту: 74510
Опубліковано: 15.12.2005
Автори: Ткачов Василь Миколайович, Івашина Володимир Володимирович, Климанчук Владислав Владиславович, Ожогін Володимир Володимирович, Бочек Анатолій Павлович, Лещенко Єгор Миколайович, Фентісов Ігор Миколайович, Томаш Олександр Анатольович, Бойко Володимир Семенович, Прахнін Вячеслав Леонідович, Чернова Світлана Геннадіївна, Кузнецов Олександр Михайлович
Формула / Реферат
Спосіб грудкування відсіву вапна брикетуванням, що включає підготовку шихти змішуванням відсіву вапна і додаткового компоненту та її пресування, який відрізняється тим, що як додатковий компонент у шихту вводять 25-40 мас. % відсіву агломерату, а пресування здійснюють у прес-формі, на внутрішню поверхню якої перед завантаженням шихти наносять шар масляно-графітової суспензії.
Текст
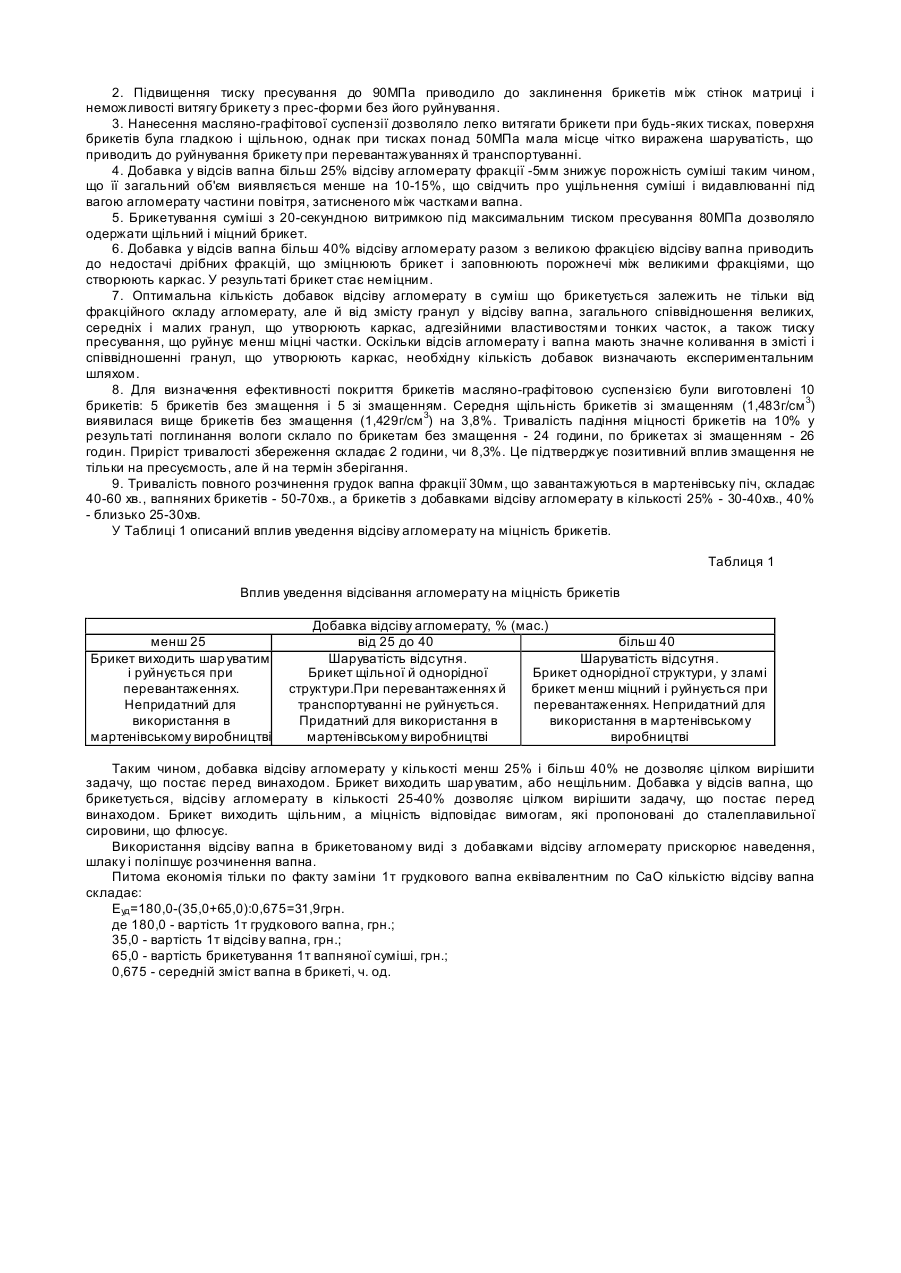
Винахід належить до металургії і може бути використаний в сталеплавильному виробництві при утилізації відсіву вапна. Відомий спосіб гарячого брикетування відсіву вапна фракції -8мм, що у гарячому стані подають у брикетний прес [Pietsch W, Brikettieren, Kompactieren und Kompaktieren /Granulieren von Kalk und Kalkhaltigen Stoffen // Zement-Kalk-Gips, 1970. -Bd 23. - №5. -S.210-215]. Перевагою відомого способу є те, що при брикетуванні вапна в гарячому стані потрібно менші питомі тиски пресування, чим при огрудкуванні охолодженого вапна; брикети мають досить високу міцність і щільність 2,3г/см 3 при щільності вапна 3,3г/см 3. Відомий спосіб не дозволяє вирішити задачу винаходу тому, що брикети, які отримані гарячим способом брикетування, мають підвищену крихкість і знижену активність у порівнянні з брикетами, які виготовлені в холодному стані; до того ж для брикетування гарячого вапна вимагаються спеціальні валкові преси малої продуктивність Відомий спосіб брикетування відсіву вапна в холодному стані з бітумним зв’язуючім, що забезпечує міцність брикетів 0,5-1,0кн/брикет. [Gerbe J.L., Mulsant M. Valorisation des fines de chaux par compactage Industrie Minerale // Ser. miner, 1973.-№1.-p.50-70.Discuss.-p.83-84]. Незважаючи на те, що використання бітуму підвищує міцність вапняних брикетів, наявність зв'язуючого ускладнює та здорожчує процес пресування і витягу з прес-форми брикетів. Недоліком відомого способу також є невисока активність вапняних брикетів, брикети повільно розчиняються в сталеплавильній ванні, що погіршує процеси наведення шлаку. Найбільш близьким до винаходу відомим способом огрудкування відсіву вапна фракції -8мм, його прототипом, є спосіб огрудкування відсіву вапна брикетуванням, що включає підготовку шихти змішуванням та її пресування. [Rieschel Н. Uber die Brikettierbarket von Branntkalk // Zement - Kalk - Gips, 1974.-Bd27.-№4.-S.185-189]. Відомий спосіб брикетування з добавками окислів заліза також дозволяє одержувати вапняні брикети задовільної міцності й активності при тисках пресування до 90МПа. Загальна міцність брикету досягається за рахунок гарного двостороннього пресування, викликаного невеликим розміром брикету (менш 7см 3) і відносно високою питомою поверхнею брикету, значно більшої міцності в порівнянні з внутрішніми шарами. Однак даний спосіб не дозволяє цілком вирішити задачу, що постає перед винаходом, тому що пресування невеликих розмірів брикетів має низьку продуктивність. Підвищення розмірів вапняних брикетів за умови збереження міцності потребує великого тиску, більше 90МПа, і приводить до зниження розчинності брикету у сталеплавильній ванні. В основу винаходу поставлена задача створення способу огрудкування вапна брикетуванням, в якому за рахунок введення додаткового компоненту шихти та обробці внутрішньої поверхні пресформи досягається виключення розшаровуємості, прискорення розчинності, зниження влагопоглинаємості і поліпшення виймаємості брикетів. Поставлена задача вирішується тим, що в способі огрудкування відсіву вапна брикетуванням, що включає підготовку шихти змішуванням і її пресування, у відповідності до винаходу, у ши хту уводять 25-40% (мас.) відсіву агломерату, а на вн утрішню поверхню прес-форми перед завантаженням суміші наносять шар маслянографітової суспензії. У силу своїх широких можливостей (висока продуктивність, технологічна простота, допустимість обробки матеріалів різного фракційного складу) брикетування є найбільш прийнятним способом огрудкування відсіву вапна. Брикетування найбільш ефективно й продуктивно на середніх тисках пресування при одержанні брикетів невеликих об'ємів. Дослідженням фірми "Копперн", Німеччина, встановлено, що при об'ємі осередків преса, близькому до 100см 3 має місце нерівномірна пропресовка брикетів, що вимагає збільшення тиску, або зменшення обсягу брикетів [Равич Б.М. Брикетування в кольоровій і чорній металургії. - М.: Металургія, 1975. - 232 с.]. Виходячи з цих розумінь, для вапняних брикетів прийнятий оптимальний розмір, що складає 29х19х13мм. Багаторазове збільшення розмірів брикету разом з використанням однобічного пресування приводить до появи горизонтальної шаруватості брикетів, що викликано пружною деформацією вапна, його малими адгезійними й когезійними властивостями, і надлишком повітря, що затиснено між тонких часток, яке не змогло вийти через зазори прес-форми. Для усунення шаруватості і викликаного цим явищем утрати міцності, у брикет варто вводити середньофракційні уваговуючі добавки, що знижують порожність суміші, утворюють канали в брикеті, по яких виходить повітря. Оскільки вапно має високі адгезійні властивості, при пресуванні має місце налипання вапна на стінки пресформи. Досвідами, проведеними французьким дослідником Жерондо, було показано, що при пресуванні товстих брикетів робота, яка затрачена на брикетування, витрачається нераціонально. Витрати енергії на тертя об стінки прес-форми брикету, що осаджується, складає до 70%; на власне пресування - тільки 30% [Лур'є Л.А. Брикетування в чорній і кольоровій металургії. - М. : Металур гвидав, 1963. -324с.]. Для зниження нераціональних витрат по пресуванню, особливо, по виймаємості брикетів із прес-форми необхідно знижувати тертя брикетів об прес-форму, що досягається змазуванням її поверхово-активною речовиною, наприклад, масляно-графітовою суспензією. Побічним ефектом від нанесення змащення є поява щільного захисного шару на поверхні брикету, що знижує поглинаємость вологи. Для реалізації способу в промислових умовах на лабораторному механічному пресі було виконано експериментальне пресування вапняних брикетів діаметром 30мм і висотою 16-18мм масою 20-35г. Питомий тиск пресування, який забезпечувався пресом, - до 90МПа. При цьому були отримані наступні результати: 1. Брикетування чистого відсіву вапна при тиску до 50МПа дозволяло витягати брикети з прес-форми, однак вони мали недостатню міцність і руйнувалися при падінні з висоти 2м. 2. Підвищення тиску пресування до 90МПа приводило до заклинення брикетів між стінок матриці і неможливості витягу брикету з прес-форми без його руйнування. 3. Нанесення масляно-графітової суспензії дозволяло легко витягати брикети при будь-яких тисках, поверхня брикетів була гладкою і щільною, однак при тисках понад 50МПа мала місце чітко виражена шаруватість, що приводить до руйнування брикету при перевантажуваннях й транспортуванні. 4. Добавка у відсів вапна більш 25% відсіву агломерату фракції -5мм знижує порожність суміші таким чином, що її загальний об'єм виявляється менше на 10-15%, що свідчить про ущільнення суміші і видавлюванні під вагою агломерату частини повітря, затисненого між частками вапна. 5. Брикетування суміші з 20-секундною витримкою під максимальним тиском пресування 80МПа дозволяло одержати щільний і міцний брикет. 6. Добавка у відсів вапна більш 40% відсіву агломерату разом з великою фракцією відсіву вапна приводить до недостачі дрібних фракцій, що зміцнюють брикет і заповнюють порожнечі між великими фракціями, що створюють каркас. У результаті брикет стає неміцним. 7. Оптимальна кількість добавок відсіву агломерату в суміш що брикетується залежить не тільки від фракційного складу агломерату, але й від змісту гранул у відсіву вапна, загального співвідношення великих, середніх і малих гранул, що утворюють каркас, адгезійними властивостями тонких часток, а також тиску пресування, що руйнує менш міцні частки. Оскільки відсів агломерату і вапна мають значне коливання в змісті і співвідношенні гранул, що утворюють каркас, необхідну кількість добавок визначають експериментальним шляхом. 8. Для визначення ефективності покриття брикетів масляно-графітовою суспензією були виготовлені 10 брикетів: 5 брикетів без змащення і 5 зі змащенням. Середня щільність брикетів зі змащенням (1,483г/см 3) виявилася вище брикетів без змащення (1,429г/см 3) на 3,8%. Тривалість падіння міцності брикетів на 10% у результаті поглинання вологи склало по брикетам без змащення - 24 години, по брикетах зі змащенням - 26 годин. Приріст тривалості збереження складає 2 години, чи 8,3%. Це підтверджує позитивний вплив змащення не тільки на пресуємость, але й на термін зберігання. 9. Тривалість повного розчинення грудок вапна фракції 30мм, що завантажуються в мартенівську піч, складає 40-60 хв., вапняних брикетів - 50-70хв., а брикетів з добавками відсіву агломерату в кількості 25% - 30-40хв., 40% - близько 25-30хв. У Таблиці 1 описаний вплив уведення відсіву агломерату на міцність брикетів. Таблиця 1 Вплив уведення відсівання агломерату на міцність брикетів менш 25 Брикет виходить шар уватим і руйнується при перевантаженнях. Непридатний для використання в мартенівському виробництві Добавка відсіву агломерату, % (мас.) від 25 до 40 більш 40 Шаруватість відсутня. Шаруватість відсутня. Брикет щільної й однорідної Брикет однорідної структури, у зламі структури.При перевантаженнях й брикет менш міцний і руйнується при транспортуванні не руйнується. перевантаженнях. Непридатний для Придатний для використання в використання в мартенівському мартенівському виробництві виробництві Таким чином, добавка відсіву агломерату у кількості менш 25% і більш 40% не дозволяє цілком вирішити задачу, що постає перед винаходом. Брикет виходить шар уватим, або нещільним. Добавка у відсів вапна, що брикетується, відсіву агломерату в кількості 25-40% дозволяє цілком вирішити задачу, що постає перед винаходом. Брикет виходить щільним, а міцність відповідає вимогам, які пропоновані до сталеплавильної сировини, що флюсує. Використання відсіву вапна в брикетованому виді з добавками відсіву агломерату прискорює наведення, шлаку і поліпшує розчинення вапна. Питома економія тільки по факту заміни 1т грудкового вапна еквівалентним по СаО кількістю відсіву вапна складає: Еуд=180,0-(35,0+65,0):0,675=31,9грн. де 180,0 - вартість 1т грудкового вапна, грн.; 35,0 - вартість 1т відсіву вапна, грн.; 65,0 - вартість брикетування 1т вапняної суміші, грн.; 0,675 - середній зміст вапна в брикеті, ч. од.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for lumping the undersized lime by caking
Автори англійськоюBoiko Volodymyr Semenovych, Klymanchuk Vladyslav Vladyslavovych, Fentisov Ihor Mykolaiovych, Ozhohin Volodymyr Volodymyrovych, Leschenko Yehor Mykolaiovych, Tomash Oleksandr Anatoliovych, Prakhnin Viacheslav Leonidovych, Kuznetsov Oleksandr Mykhailovych, Bochek Anatolii Pavlovych, Chernova Svitlana Hennadiivna
Назва патенту російськоюСпособ комкования отсева извести брикетированием
Автори російськоюБойко Владимир Семенович, Климанчук Владислав Владиславович, Фентисов Игорь Николаевич, Ожогин Владимир Владимирович, Лещенко Егор Николаевич, Томаш Александр Анатольевич, Прахнин Вячеслав Леонидович, Кузнецов Александр Михайлович, Бочек Анатолий Павлович, Чернова Светлана Геннадьевна
МПК / Мітки
МПК: C22B 1/14
Мітки: брикетуванням, відсіву, грудкування, вапна, спосіб
Код посилання
<a href="https://ua.patents.su/2-74510-sposib-grudkuvannya-vidsivu-vapna-briketuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб грудкування відсіву вапна брикетуванням</a>
Спосіб виготовлення вапна для сталеплавильного виробництва
Номер патенту: 33292
Опубліковано: 15.10.2003
Автор: Савченко Володимир Ілліч
МПК: C04B 2/00
Мітки: виробництва, сталеплавильного, спосіб, виготовлення, вапна
Формула / Реферат:
Спосіб виготовлення вапна для сталеплавильного виробництва, який включає випал кальцієвмісної речовини, який відрізняється тим, що як кальцієвмісну речовину використовують крейдяну карбонатну породу, при цьому її випал проводять в обертовій печі, в якій послідовно випаровують фізичну вологу при температурі 100-120°С, виконують термопідготовку з нагрівом сухої речовини до температури 800-850°С, випалюють кальцієвмісну речовину з...
Спосіб виготовлення вапна озалізненого для сталеплавильного виробництва
Номер патенту: 34388
Опубліковано: 15.10.2003
Автор: Савченко Володимир Ілліч
Мітки: сталеплавильного, виготовлення, вапна, спосіб, озалізненого, виробництва
Формула / Реферат:
1. Спосіб виробництва вапна озалізненого для сталеплавильного виробництва, що включає завантаження в обертову піч шихти у вигляді карбонатовмісної сировини та залізовмісної добавки та її випал, який відрізняється тим, що як карбонатовмісну сировину використовують крейду, а її випал здійснюють при температурі 1400-1500°С.2. Спосіб за п. 1, який відрізняється тим, що як залізовмісну добавку використовують окалину або залізорудні...
Спосіб виготовлення брикетів для виплавки сталі
Номер патенту: 61866
Опубліковано: 17.11.2003
Автори: Романченко Валерій Леонідович, Мальчіков Костянтин Віталійович, Серветник Віталій Михайлович, Вавілов Олександр Федорович
МПК: C22B 1/24
Мітки: спосіб, брикетів, сталі, виготовлення, виплавки
Формула / Реферат:
1. Спосіб виготовлення брикетів для виплавки сталі, що включає завантаження суміші із твердих дисперсних залізовмісних, шлакоутворюючих і вуглецевмісних матеріалів в матрицю преса та брикетування, який відрізняється тим, що брикетування здійснюють в замкнутому об'ємі в оболонці із синтетичних полімерних матеріалів.2. Спосіб по п. 1, який відрізняється тим, що оболонку виготовляють із заліза.3. Спосіб по п. 1, який відрізняється...
Спосіб виробництва конвертерного вапна
Номер патенту: 42552
Опубліковано: 15.10.2001
Автори: Бондаренко Дмитро Тарасович, Степаненко Костянтин Пантелійович, Щербань Микола Григорович, Гуржій Вікторія Володимирівна
МПК: C04B 2/00
Мітки: конвертерного, виробництва, вапна, спосіб
Формула / Реферат:
Спосіб виробництва конвертерного вапна, що містить завантаження, наприклад, у шахтну піч, нагрівання, випал і охолодження вапняку, який відрізняється тим, що у піч спочатку завантажують вапняк із вмістом Mg СО3 від 7% до 25%, підігрівають його до температури 400°С протягом 2,8-4,0 годин, потім роблять випал при температурі 700°С протягом 2,1-2,6 годин, після чого роблять випал при температурі 950°С протягом 4,7-5,4 годин і охолоджують вапно...
Спосіб отримання гашеного вапна при очищенні фосфогіпсу
Номер патенту: 5328
Опубліковано: 15.03.2005
Автори: Крайнюк Олена Володимирівна, Ольгінський Олександр Георгійович
МПК: C04B 2/00
Мітки: отримання, очищенні, вапна, гашеного, фосфогіпсу, спосіб
Формула / Реферат:
Спосіб отримання гашеного вапна при очищенні фосфогіпсу, що включає його обробку хлоридом амонію і добування рідкісноземельних елементів (РЗЕ), який відрізняється тим, що після обробки хлоридом амонію осад відділяють, а розчин оброблюють розчином гідроксиду натрію і відділяють осад гашеного вапна від розчину солей важких металів.
Попередній патент: Пристрій для утворення шпар
Наступний патент: Електродуговий вібратор рідкого металу
Випадковий патент: Троакар для проведення синтетичної стрічки крізь м'які тканини людського організму