Спосіб гарячої прокатки
Номер патенту: 7895
Опубліковано: 26.12.1995
Автори: Шум Валентин Борисович, Левицький Анатолій Петрович, Кукуй Давид Пенхусович, Абалешев Валерій Олександрович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Столба Володимір Анатолійович
Формула / Реферат
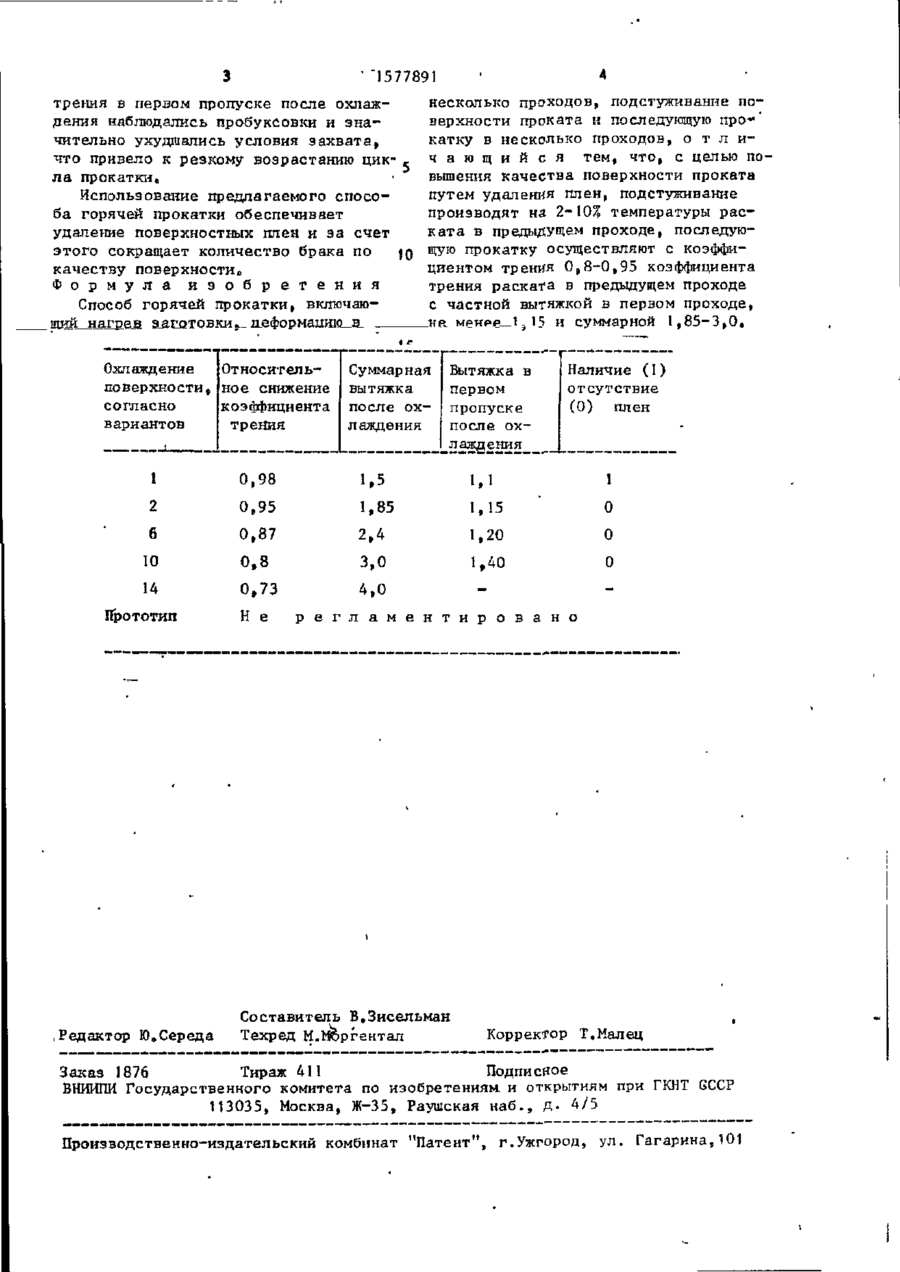
Способ горячей прокатки, включающий нагрев заготовки, деформацию в несколько проходов, подстуживание поверхности проката и последующую прокатку в несколько проходов, отличающийся тем, что, с целью повышения качества поверхности проката путем удаления плен, подстуживание производят на 2-10% температуры раската в предыдущем проходе, последующую прокатку осуществляют с коэффициентом трения 0,8-0,95 коэффициента трения раската в предыдущем проходе с частной вытяжкой в первом проходе, не менее 1,15 и суммарной 1,85-3,0.
Текст
Изобретение относится к прокатному производству и может быть и с пользовано при производстве блюмов, слябов и заготовок в цехах металлургических заводов. Целью изобретения является повышение качества поверхности проката путем удаления плен 0 Для этого во время одной из технологических пауз при прокатке выполняют выдержку для охлаждения поверхности проката, последующую прокатку ведут с пониженным коэффициентом трения при достаточной вытяжке,1 т а б л . О S Изобретение относится к прокатному производству и может быть использовано при производстве блюмов, слябов и заготовок в цехах металлургических заводов*, Целью изобретения является повышение качества поверхности проката путем удаления плен. П р и м е р . На стане 950 производили прокатку 0 160 мм из слитка с е чением 710 х 630 мм. Общая вытяжка составила 17,8 Q Снижение коэффициента трения производили за счет подачи различных эмульсий на чистовые калибры, в то время, как остальная часть бочки валков охлаждалась водой 0 Изменение температуры определяли с помощью оптического пирометра. Выдержку для охлаждения делали после I к а либра (суммарная вытяжка 3 , 0 - 3 | 8 ) и после I I калибра (суммарная вытяжка 1,7-2,4)о Калибры I и I I имели участки с выступами (налипание метал л а ) , а также незначительную кольцевую выработку по выпуску 0 Чистовые калибры ( I I I и IV) имели чистую поверхность. Материал валков 60ХН, Прокатывались слитки стали 40Х, 40ХН, 60С2А и 38ХС. Результаты исследований представлены в таблице. Как видно из приведенных в табли1це данных, прокатка слитков по спосо'бу-прототипу не привела к удалению плен. Снижение коэффициента трения не производилось, так как на I I I и IV калибры подавалась вода (также как и на остальную бочку валков) 0 Прокатка по варианту 1 также не дала желаемых результатов вследствие недостаточного снижения температуры поверхности, коэффициента трения и малой суммарной и частной вытяжек после, охлаждения. При прокатке по варианту 6 вследствие большого снижения коэффициента 00 CD • "1577891 трения в первом пропуске после охлаждения наблюдались пробуксовки и значительно ухудшались условия захвата, что привело к резкому возрастанию цикла прокатки* Использование предлагаемого способа горячей прокатки обеспечивает удаление поверхностных плен и за счет этого сокращает количество брака по качеству поверхностно Ф о р м у л а и з о б р е т е н и я Способ горячей прокатки, включаюпшй нагрев 9_ar_QTOBKHs._ д_еформаншо_в_ Охлаждение Относительповерхности, ное снижение согласно коэффициента вариантов трения несколько проходов, подстуживание поверхности проката и последующую про*' катку в несколько проходов, о т л и ч а ю щ и й с я тем, что, с целью повышения качества поверхности проката путем удаления плен, подстуживание производят нз 2-10^ температуры раската в предыдущем проходе, последующую прокатку осуществляют с коэффициентом трения 0,8-0,95 коэффициента трения раската в предыдущем проходе с частной вытяжкой в первом проходе, _HR МРНРЄ—1s15 и суммарной 1,85-3,0. Суммарная вытяжка после охлаждения Вытяжка в первом пропуске после охлаждения Наличие ( I ) отсутствие (0) плен и 1 0,98 1 .5 1 2 0,95 1 ,85 1 0 6 0,87 2 1,20 0 10 0,8 3 1,40 0 14 0,73 4 Прототип Редактор Ю»Середа Н е >о 1 р е г л а м е н т и р о в а н о Составитель В.Зисельман Техред М.М&ргентал Корректор Т,Малец Заказ 1876 Тираж 411 Подписное В И П Государственного комитета по изобретениям и открытиям при ГКНТ GCCP НИИ 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hot rolling
Автори англійськоюKukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penkhusovych, Stolba Volodymir Anatoliovych, Korin Andrii Oleksandrovych, Levytskyi Anatolii Petrovych, Hubaidulin Viacheslav Fuatovych, Shum Valentyn Borysovych, Abaleshev Valerii Oleksandrovych
Назва патенту російськоюСпособ горячей прокатки
Автори російськоюКукуй Давид Пенхусович, Столба Владимир Анатольевич, Коринь Андрей Александрович, Левицкий Анатолий Петрович, Губайдулин Вячеслав Фуатович, Шум Валентин Борисович, Абалешев Валерий Александрович
МПК / Мітки
МПК: B21B 1/02
Мітки: спосіб, гарячої, прокатки
Код посилання
<a href="https://ua.patents.su/2-7895-sposib-garyacho-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячої прокатки</a>
Спосіб прокатки штаб
Номер патенту: 5597
Опубліковано: 28.12.1994
Автори: Сапригін Хразален Михайлович, Ющевський Віктор Карлович, Филонов Юрій Всеволодович, Афанасьєв Сергій Іванович, Добровольський Владислав Борисович, Єремєєв Віктор Іванович, Коваленко Віктор Федорович, Курандо Ігор Григорович
МПК: B21B 1/22
Формула / Реферат:
(57) 1. Способ прокатки полос, включающий черновую горячую прокатку в некруглых валках с получением волнистого по длине раската и последующую прокатку с выравниванием поверхностей до плоской формы, отличающийся тем, что черновую прокатку ведут с превышением в 1,1-15 раз высоты волны над минимальной толщиной получаемого неэквидистантного раската с изменением поочередного преобладания деформаций сжатия и продольного сдвига со стороны обеих...
Спосіб багатострумкової прокатки
Номер патенту: 7894
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Столба Володимір Анатолійович, Шум Валентин Борисович, Олексенко Миколай Ільіч, Абалешев Валерій Олександрович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: прокатки, багатострумкової, спосіб
Формула / Реферат:
Способ миогоручьевой прокатки, включающий циклическую деформацию ряда заготовок последовательно в центрирующем и в многоручьевых калибрах с касанием при захвате в первом многоручьевом калибре по центровочным канавкам раската, отличающийся тем, что, с целью повышения производительности путем повышения стабильности процесса прокатки в первом многоручьевом калибре, после прокатки в центрирующем калибре выдерживают технологическую паузу, по...
Спосіб збору та очистки стічних вод ділянки чистової групи клітей безперервного стану гарячої прокатки
Номер патенту: 552
Опубліковано: 15.12.1993
Автори: Ірха Віктор Миколаєвич, Герасименко Володимир Петрович, Коросташевський Володимир Павлович, Бойко Володимир Семенович, Коросташевський Павло Володимирович, Ісіров Дмитро Іванович, Пефтієв Володимир Михайлович
МПК: B01D 21/00, C02F 1/00
Мітки: прокатки, чистової, вод, гарячої, збору, ділянки, стану, очистки, спосіб, клітей, стічних, групи, безперервного
Формула / Реферат:
Способ сбора и очистки сточных вод участка чистовой группы клетей непрерывного стана горячей прокатки, включающий сбор сточных вод в лотки, перемещение воды полоткам в первичный отстойник окалины, отстой воды от окалины и перекачку их на вторичную очистку или для повторного использования, отличающийся тем, что воду от участка гидросбива окалины направляют в первичный отстойник окалины, а воду от участка охлаждения валков и межклетевого...
Спосіб прокатки круглих заготівок
Номер патенту: 7893
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Абалешев Валерій Олександрович, Следнев Володимір Петрович
МПК: B21B 1/16
Мітки: круглих, заготівок, спосіб, прокатки
Формула / Реферат:
Способ прокатки круглых заготовок, преимущественно диаметром более 100 мм, включающий формирование предчистового овального раската, задачу вда ребро и последующую прокатку его в круглом калибре, отличающийся тем, что, с целью повышения качества готового проката за счет обеспечения устойчивости раската в калибре без принудительного удержания, овальный раскат перед задачей в круглый калибр изгибают в плоскости его транспортирования, смещая...
Спосіб прокатки штабового металу
Номер патенту: 652
Опубліковано: 15.12.1993
Автори: Гавриленко Євген Дмитрович, Кузнєцов Лев Федорович, Гончар Володимир Павлович, Сапригін Хразален Михайлович, Єремєєв Віктор Іванович, Ющевський Віктор Карлович, Филонов Юрій Всеволодович, Прохода Григорій Сергійович, Крупник Ісаак Абрамович
МПК: B21B 1/38
Мітки: металу, спосіб, штабового, прокатки
Формула / Реферат:
1. Способ прокатки полосового металла, включающий неравномерную деформацию заготовки по ширине с образованием центральной и прикромочных зон прокаткой в профилированных валках с чередованием их в четных и нечетных проходах, отличающийся тем, что, с целью повышения качества проката путем увеличения механических свойств, прокатку в четных проходах центральной и прикромочных зон осуществляют с градиентом коэффициента обжатия,...
Попередній патент: Спосіб багатострумкової прокатки
Наступний патент: Спосіб прокатки біометалу
Випадковий патент: Спосіб голосового керування відеотелефоном-приставкою