Спосіб прокатки біометалу
Номер патенту: 7896
Опубліковано: 26.12.1995
Автори: Кіценко Василь Васильович, Нікітенко Євген Миколайович, Лабецький Андрій Володимирович, Савранський Костянтин Наумович, Савіцкий Сергій Георгійович, Горелік Вадім Семенович, Лейві Борис Ісаакович, Байков Євген Вікторович, Завертяєв Олександр Валентинович, Дмітров Леонтій Миколайович
Формула / Реферат
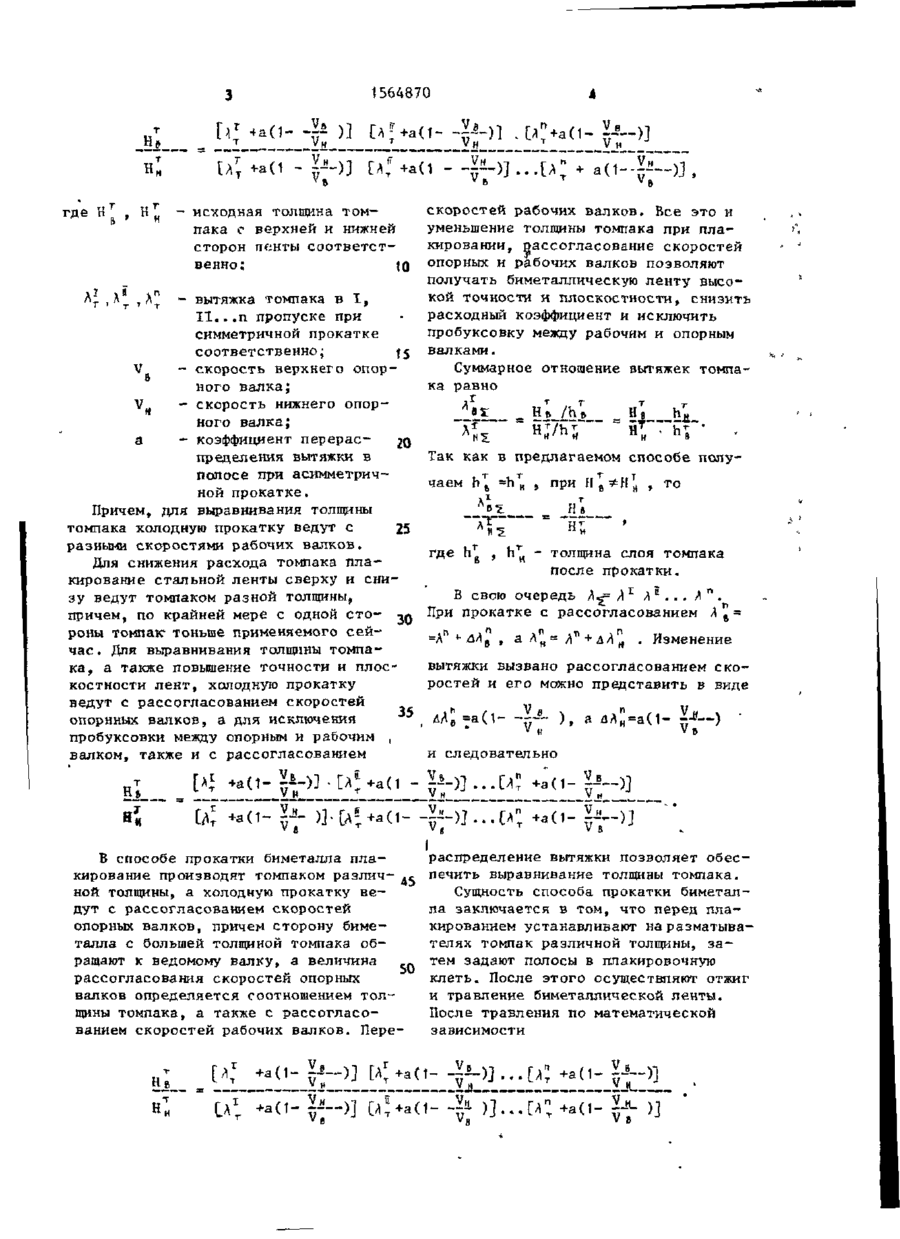
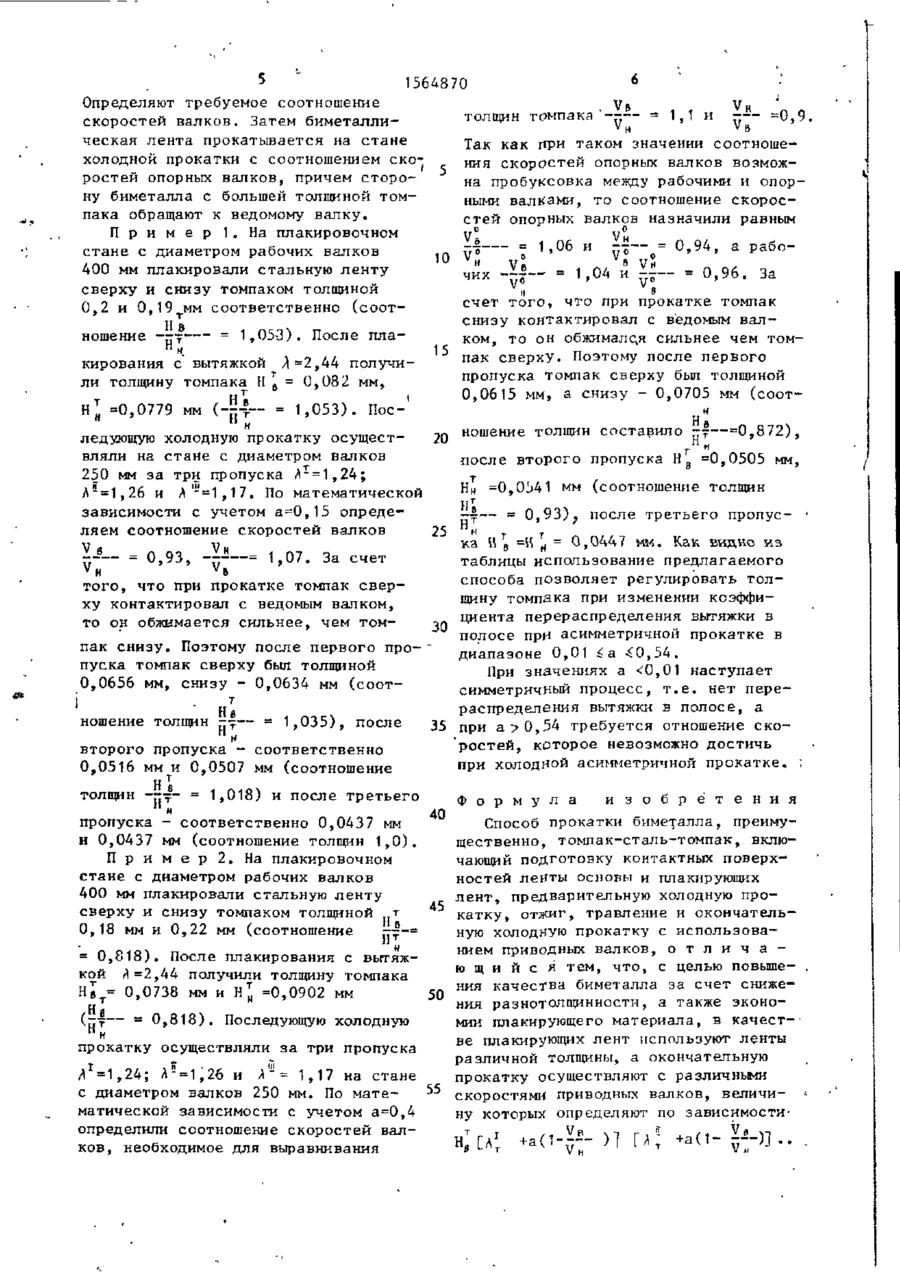
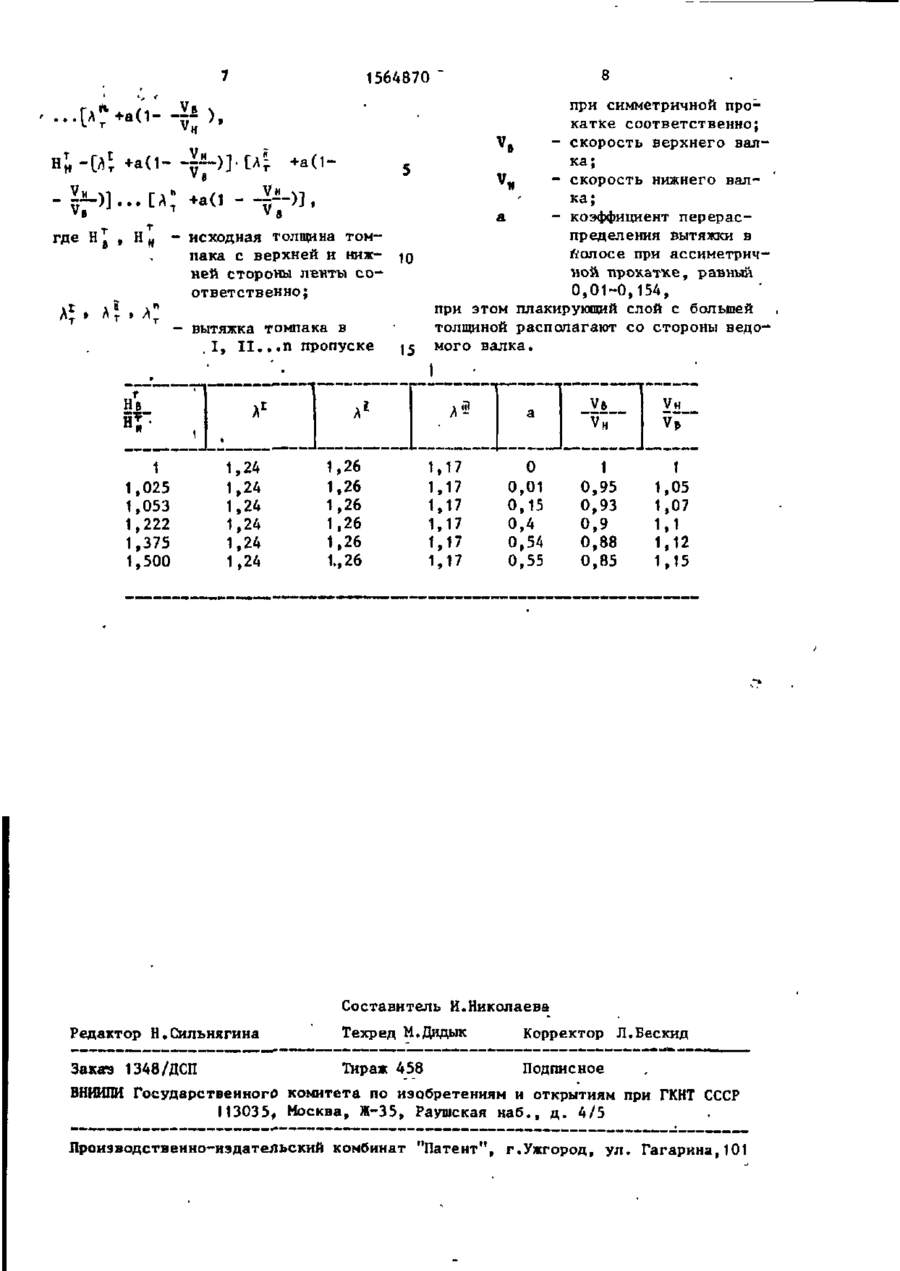
Способ прокатки биметалла, преимущественно, томпак-сталь-томпак, включающий подготовку контактных поверхностей ленты основы и плакирующих лент, предварительную холодную прокатку, отжиг, травление и окончательную холодную прокатку с использованием приводных валков, отличающийся тем, что, с целью повышения качества биметалла за счег снижения разнотолщинности, а также экономии плакирующего материала, в качестве плакирующих лент используют ленты различной толщины, а окончательную прокатку осуществляют с различными скоростями приводных валков, величину которых определяют по зависимости
где НBT, НHT - исходная толщина томпака с верхней и нижней стороны ленты соответственно;
lTI, lTII, l Tn - вытяжка томпака в I, II...n пропуске при симметричной прокатке соответственно;
VB - скорость верхнего валка;
VH -скорость нижнего валка;
а - коэффициент перераспределения вытяжки в полосе при асимметричной прокатке, равный 0,01- 0,154, при этом плакирующий слой с большей толщиной располагают со стороны ведомого валка.
Текст
ДЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ ЭКЗ. N* СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК (I9) SU(11) 1 5 6 4 8 7 0 (5115 А В 23 К 20/U4 ГОСУДАРСТВЕННЫЙ НОМИТЕТ ' ПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМ ПРИ ГННТ СССР ОПИСАНИЕ ИЗОБРЕТЕНИЯ Н АВТОРСНОМУ СВИДЕТЕЛЬСТВУ 1 (21) 4316349/31-27 * (22) 12.10.87 (71) Донецкий политехнический институт (72) Е.Н.Никитенко, В.С.Горелик, К.Н.Савранский, С.Г.Савицкий, Е.В.Банков, А.Б.Лабецкий, Л.Н.Дмитров, В.В.Киценко, Б.И.Лейви и А.В.Завертяев (53) 621.771.8 (088.8) (56) Засуха В.П. и др. Биметаллический прокат. М.: Металлургия, 1970, с.205-206. , , . (54) СПОСОБ ПРОКАТКИ БИМЕТАЛЛА Y • (57) Изобретение относится к прокатному производству, в частности к производству биметаллических лент, и может быть осуществлено в прокатных цехах металлургических заводов.Целью изобретения является повышение качества за счет увеличения точности и плоскостности лент и экономия материалов. Плакирование стальной ленты ведут лентами томпака разной толщины, а холодную прокатку осуществляют с рас- ' согласованием скоростей опорных валков, причем сторону биметалла с большей толщиной томпака обращают к ведомому валку, а величина рассогласования скоростей опорных валков определяется соотношением толщин томпака в соответствии с математической зависимостью H J / Н И - [ О * +a(1-Ve/VM)]x :{[*l +a(l-V H /V B )]- C4 +a(l-V H /V B )J... ..ДА" +a(1-VH/VB)]j , где Нтв , Нтн исходная толщина томпака с верхней и нижней стороны соответственно; Д* , Д- , Л" - вытяжка томпака в I , I I . . . . . . п пропуске при симметричной прокатке соответственно; VB - скорость верхнего опорного валка; VH *- скорость нижнего опорного валка; а коэффициент перераспределения вытяжки в полосе при ассиметричной прокатке. Представленная зависимость позволяет регулировать толщину томпака при изменении коэффициента перераспределения вытяжки, что уменьшает расход томпака. 1 табл. і (Л С 65 00 Изобретение относится к прокатному производству, в частности к производству биметаллических лент, и может быть осуществлено в прокатных цехах металлургических заводов. Целью изобретения является повышение качества за счет снижения разнотолщинности и экономии плаки, рующего материала. Б способе прокатки биметалла, плакирование стальной 1Й-90 ленты ведут лентами томпака разной толщины, а холодную прокатку осуществляют с рассогласованием скоростей опорных валков, причем сторону биметалла с большей толщиной томпака обращают к ведомому валку, а величина рзссогласованЕїя скоростей опорных валков определяется соотношением толщины^ томпака в соответствий с мате матической зависимостью 1564870 к Н, где , Нтя - исходная толщина томпака с верхней и нижней сторон пенты соответственно; to - вытяжка томпака в I, II...п пропуске при симметричной прокатке соответственно; f5 - скорость верхнего опорV ного валка; - скорость нижнего опорV ного валка; а - коэффициент перерас20 пределения вытяжки в полосе при асимметричной прокатке. Причем, для выравнивания толщины томпака холодную прокатку ведут с 25 разными скоростями рабочих валков. Для снижения расхода томпака плакирование стальной ленты сверху и снизу ведут томпаком разной толщины, причем, по крайней мере с одной сто- 30 роны томпак тоньше применяемого сейчас . Для выравнивания толщины томпака, а также повышение точности и плоскостности лент, холодную прокатку ведут с рассогласованием скоростей опорнных валков, а для исключения пробуксовки между опорным и рабочим , валком, также и с рассогласованием В способе прокатки биметалла плакирование производят томпаком раэличной толщины, а холодную прокатку ведут с рассогласованием скоростей опорных валков, причем сторону биметалла с большей толщиной томпака обращают к ведомому валку, а величина _„ рассогласования скоростей опорных валков определяется соотношением толщины томпака, а также с рассогласованием скоростей рабочих валков. Пере+ a(1 скоростей рабочих валков. Все это и уменьшение толщины томпака при плакировании, рассогласование скоростей опорных и рабочих валков позволяют получать биметаллическую ленту высокой точности и плоскостности, снизить расходный коэффициент и исключить пробуксовку между рабочим и опорным валками. Суммарное отношение вытяжек томпака равно н;/ч К к Так как в предлагаемом способе получаем h. ~h „ , при Н - =£Н . то Не "нї , hT, - толщина слоя томпака после прокатки. В свою очередь Л
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling bimetal
Автори англійськоюHorelik Vadim Semenovych, Savitskyi Serhii Heorhiiovych, Baikov Yevhen Viktorovych, Labetskyi Andrii Volodymyrovych, Dmitrov Leontii Mykolaiovych, Kitsenko Vasyl Vasyliovych, Leivi Borys Isaakovych, Zavertiaiev Oleksandr Valentynovych
Назва патенту російськоюСпособ прокатки биметалла
Автори російськоюГорелик Вадим Семенович, Савицкий Сергей Георгиевич, Байков Евгений Викторович, Лабецкий Андрей Владимирович, Дмитров Леонтий Николаевич, Киценко Василий Васильевич, Лейви Борис Исаакович, Завертяев Александр Валентинович
МПК / Мітки
МПК: B23K 20/04
Мітки: прокатки, спосіб, біометалу
Код посилання
<a href="https://ua.patents.su/4-7896-sposib-prokatki-biometalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки біометалу</a>
Спосіб прокатки злитків
Номер патенту: 7940
Опубліковано: 26.12.1995
Автори: Шеремет Володимир Олександрович, Ротару Іон Теодорович, Нечепоренко Володимир Андрійович, Омєсь Миколай Михайлович, Аскерко Григорій Михайлович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Тільга Степан Сергійович, Макаров Григорій Арестович, Полуновський Ісаак Овсійович
МПК: B21B 1/02
Мітки: спосіб, злитків, прокатки
Формула / Реферат:
Способ прокатки слитков спокойных и полу-спокойных низколегированных сталей, включающий прокатку на гладкой бочке и в ящичных калибрах в несколько проходов, отличающийся тем, что прокатку в ящичных калибрах ведут с отношением скорости деформирования центрального продольного участка слитка к скорости деформирования крайних участков в пределах 1,015-1,045.
Спосіб прокатки злитків на дуореверсивному стані
Номер патенту: 8080
Опубліковано: 26.12.1995
Автори: Отерін Володимир Давидович, Светлічний Олексій Васильйович, Коцегуб Павло Харитонович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Пілюшенко Олександр Віталійович, Левицький Анатолій Петрович, Кукуй Давид Пенхусович, Лам Матвій Маркович, Терещенко Володимир Петрович
МПК: B21B 1/02
Мітки: спосіб, злитків, дуореверсивному, стані, прокатки
Формула / Реферат:
Способ прокатки с различными массами слитков на дуореверсивных станах, включающий задачу слитков с различными массами в валки со скоростью, превышающей горизонтальную составляющую окружной скорости валков в очаге деформации, отличающийся тем, что, с целью повышения качества проката путем улучшения условий захвата металла валками при прокатке, соотношение скоростей задачи слитков в валки выдерживают в пределахгде VМ, VБ -...
Спосіб гарячої прокатки
Номер патенту: 7895
Опубліковано: 26.12.1995
Автори: Шум Валентин Борисович, Левицький Анатолій Петрович, Столба Володимір Анатолійович, Абалешев Валерій Олександрович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: спосіб, прокатки, гарячої
Формула / Реферат:
Способ горячей прокатки, включающий нагрев заготовки, деформацию в несколько проходов, подстуживание поверхности проката и последующую прокатку в несколько проходов, отличающийся тем, что, с целью повышения качества поверхности проката путем удаления плен, подстуживание производят на 2-10% температуры раската в предыдущем проходе, последующую прокатку осуществляют с коэффициентом трения 0,8-0,95 коэффициента трения раската в предыдущем...
Спосіб прокатки штаб
Номер патенту: 5597
Опубліковано: 28.12.1994
Автори: Ющевський Віктор Карлович, Єремєєв Віктор Іванович, Афанасьєв Сергій Іванович, Сапригін Хразален Михайлович, Курандо Ігор Григорович, Коваленко Віктор Федорович, Филонов Юрій Всеволодович, Добровольський Владислав Борисович
МПК: B21B 1/22
Формула / Реферат:
(57) 1. Способ прокатки полос, включающий черновую горячую прокатку в некруглых валках с получением волнистого по длине раската и последующую прокатку с выравниванием поверхностей до плоской формы, отличающийся тем, что черновую прокатку ведут с превышением в 1,1-15 раз высоты волны над минимальной толщиной получаемого неэквидистантного раската с изменением поочередного преобладания деформаций сжатия и продольного сдвига со стороны обеих...
Спосіб прокатки заготівки
Номер патенту: 7888
Опубліковано: 26.12.1995
Автори: Остапенко Віктор Володимирович, Нечепоренко Володимир Андрійович, Максаков Анатолій Іванович, Солод Володимир Сергійович, Костюченко Михайло Іванович, Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович, Левічев Павло Олексійович, Тільга Степан Сергійович
МПК: B21B 1/02
Мітки: заготівки, прокатки, спосіб
Формула / Реферат:
1. Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью упрощения технологического процесса путем совмещения технологических операций и расширения области использования, продольное разделение раската осуществляют в процессе локального деформирования металла в районе перемычек путем ребрового обжатия раската с относительным обжатием 8-40% на ширине, равной по меньшей мере трехкратной толщине перемычки.2....
Попередній патент: Спосіб гарячої прокатки
Наступний патент: Спосіб прокатки смуг
Випадковий патент: Комплекс розмінування