Шум Валентин Борисович
Спосіб прокатки сортових профілів конструкційних марок сталі
Номер патенту: 89558
Опубліковано: 25.04.2014
Автори: Цуканов Владислав Іванович, Суміна Вера Василівна, Кривицький Дмитро Володимирович, Ємченко Андрій Валентинович, Борискін Валентин Валентинович, Шум Валентин Борисович, Смирнов Євген Миколайович, Рудь Антон Вікторович
МПК: B21B 1/16
Мітки: марок, профілів, спосіб, сортових, конструкційних, сталі, прокатки
Формула / Реферат:
Спосіб прокатки сортових профілів конструкційних марок сталі, що включає деформування безперервнолитої заготовки одночасно у парних калібрах, послідовно розташованих по ходу прокатки в чорновій і чистовій групах клітей, який відрізняється тим, що починаючи з мінімальної і далі в наступних за мінімальною парах чистової групи клітей деформування ведуть з накопиченням деформації за залежністю:Λ=-0,9945+1,1628•і+1,1933•а-0,1697•...
Спосіб прокатки штабобульбових профілів
Номер патенту: 88179
Опубліковано: 11.03.2014
Автори: Смирнов Євген Миколайович, Шум Валентин Борисович, Цуканов Владислав Іванович, Слєднєва Валентина Андріївна, Єфремов Андрій Олександрович, Кривицький Дмитро Володимирович, Борискін Валентин Валентинович
МПК: B21B 1/08
Мітки: спосіб, прокатки, профілів, штабобульбових
Формула / Реферат:
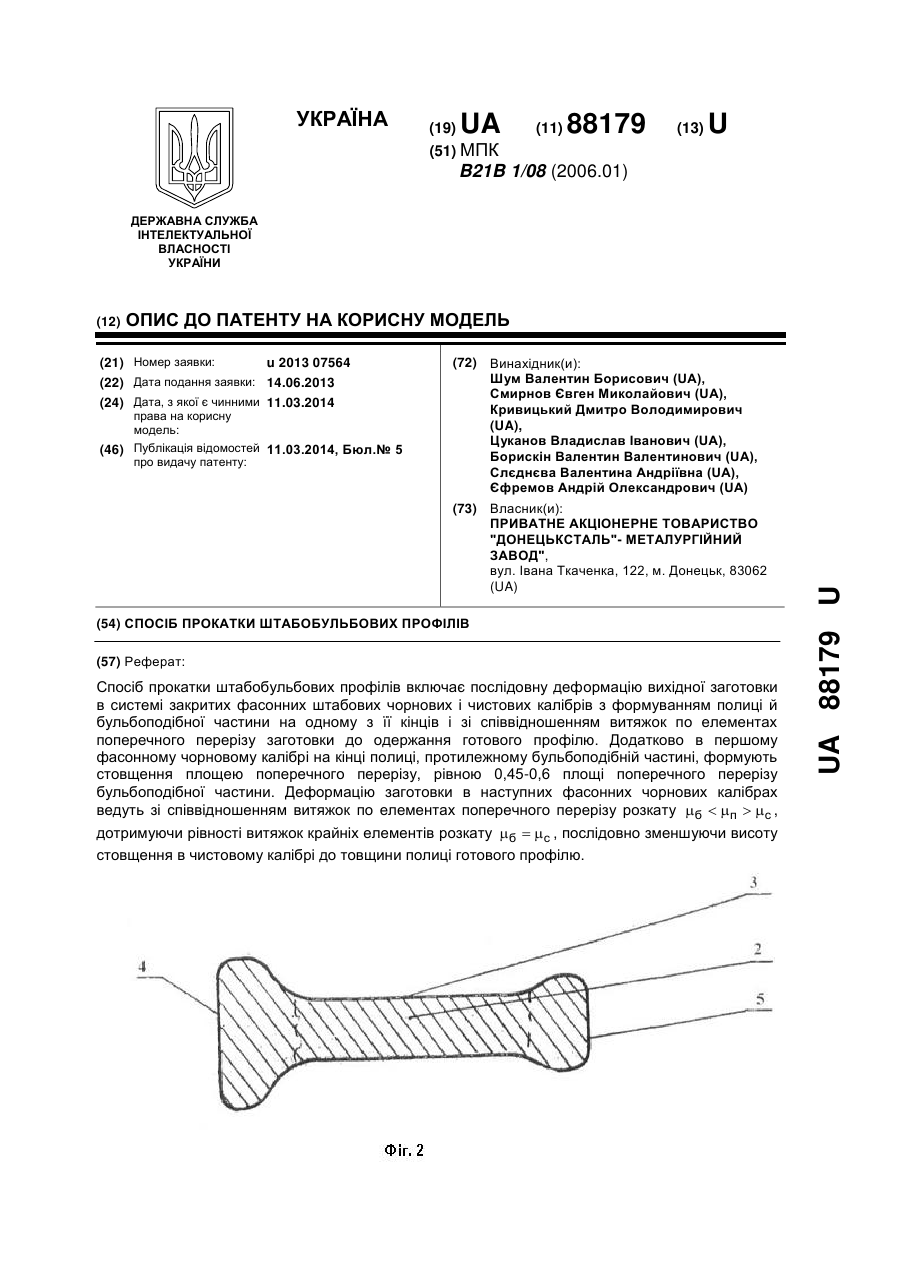
Спосіб прокатки штабобульбових профілів, що включає послідовну деформацію вихідної заготовки в системі закритих фасонних штабових чорнових і чистових калібрів з формуванням полиці й бульбоподібної частини на одному з її кінців і зі співвідношенням витяжок по елементах поперечного перерізу заготовки до одержання готового профілю, який відрізняється тим, що додатково в першому фасонному чорновому калібрі на кінці полиці, протилежному...
Спосіб прокатки круглих профілів
Номер патенту: 102915
Опубліковано: 27.08.2013
Автори: Шум Валентин Борисович, Яковченко Олександр Васильович, Борискін Валентин Валентинович, Гайдук Руслан Євгенович, Курилов Анатолій Васильович, Никиташев Володимир Михайлович
МПК: B21B 1/16, B21B 1/02, B21B 1/08 ...
Мітки: круглих, профілів, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки круглих профілів, що включає формування передчистового овального і чистового круглого профілю, який відрізняється тим, що овальний профіль формують з бічними ділянками, розташованими симетрично відносно головних осей чистового калібру, причому крайні точки бічних ділянок обмежені центральними кутами у чистовому калібрі 90±1,5° і 140±10°, при цьому бічні ділянки обтискають у чистовому калібрі на величину
Спосіб прокатки фланцевих профілів
Номер патенту: 77045
Опубліковано: 25.01.2013
Автори: Борискін Валентин Валентинович, Кривицький Дмитро Володимирович, Слєднєва Валентина Андріївна, Цуканов Владислав Іванович, Смирнов Євген Миколайович, Шум Валентин Борисович, Крикунов Борис Петрович
МПК: B21B 1/08
Мітки: профілів, фланцевих, спосіб, прокатки
Формула / Реферат:
Спосіб прокатки фланцевих профілів, переважно швелерних, що включає деформацію сталевих заготовок в коритній системі дворівчакових калібрів з впровадженням гребеня в переріз вихідної заготовки, який відрізняється тим, що чорновий переріз профілю формують фланцями вгору впровадженням гребеня у верхньому рівчаку калібру на глибину, при якій товщина стінки (hcT) не перевищує висоту фланців (hф) згідно з залежністю hст = (0,85-1,0) hф, після...
Спосіб прокатки сортового штабового профілю
Номер патенту: 70034
Опубліковано: 25.05.2012
Автори: Борискін Валентин Валентинович, Ємченко Андрій Валентинович, Шум Валентин Борисович, Нетреба Артем Олександрович, Кривицький Дмитро Володимирович, Рудь Антон Вікторович, Смирнов Євген Миколайович
МПК: B21B 1/02
Мітки: штабового, прокатки, спосіб, сортового, профілю
Формула / Реферат:
Спосіб прокатки сортового штабового профілю, що включає деформацію заготовки послідовно в системі підготовчих закритих смугових калібрів із завершальним чистовим проходом на гладких валках, який відрізняється тим, що деформацію в чистовому проході здійснюють в асиметричній зоні деформації, що створюють шляхом зсуву вертикальної осі нижнього прокатного валка останнього проходу в напрямку виходу чистового штабового профілю з зони деформації,...
Спосіб прокатки безперервнолитої заготовки

Номер патенту: 58851
Опубліковано: 26.04.2011
Автори: Асикін Олександр Олександрович, Шум Валентин Борисович, Алексєєв Олександр Володимирович, Смирнов Євген Миколайович, Ємченко Андрій Валентинович
МПК: B21B 1/16
Мітки: безперервнолитої, заготовки, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки безперервнолитої заготовки, що включає її деформацію в обтискній лінії сортопрокатного стана в системі витяжних ящикових калібрів, подальше обтиснення в системі чорнових калібрів з формуванням профілю підкату, який відрізняється тим, що деформацію заготовки в обтискній лінії сортопрокатного стана здійснюють послідовно не менш ніж у трьох парах ящикових калібрів з однаковою конфігурацією дна рівчаків і висотою нижнього рівчака...
Спосіб прокатки ресорної штаби

Номер патенту: 57309
Опубліковано: 25.02.2011
Автори: Смирнов Євген Миколайович, Ємченко Андрій Вікторович, Мітьєв Анатолій Петрович, Байков Віталій Євгенович, Перогів Олександр Анатолійович, Байков Євген Вікторович, Шум Валентин Борисович
МПК: B21B 1/00
Мітки: штаби, ресорної, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки ресорної штаби, яка має форму поперечного перерізу у вигляді трапеції, що включає нагрівання заготовки, її подальшу прокатку у прямокутних калібрах обтискної групи клітей, чергову прокатку в циліндричних валках на гладкій бочці та у валках з калібрами зі скосом кромок чорнової групи клітей і чистовому фасонному калібрі, який відрізняється тим, що прокатку в циліндричних валках на гладкій бочці здійснюють з непогодженими...
Чистовий універсальний калібр для прокатки круглих профілів
Номер патенту: 85697
Опубліковано: 25.02.2009
Автори: Смирнов Євген Миколайович, Борискін Валентин Валентинович, Шум Валентин Борисович, Яковченко Олександр Васильович
Мітки: прокатки, чистовий, профілів, калібр, круглих, універсальний
Формула / Реферат:
Чистовий універсальний калібр для прокатки круглих профілів, що включає два симетрично розташованих із зазором рівчаки, окреслених радіусом rk, який відрізняється тим, що величина радіуса калібру, що окреслює його контур, дорівнює проміжній величині між величинами радіусів двох суміжних профілів і визначається по формулі , при цьому ширина калібру становить
Опорний валок кліті кварто

Номер патенту: 8643
Опубліковано: 15.08.2005
Автори: Богатирьов Леонід Петрович, Шум Валентин Борисович, Олексенко Микола Ілліч, Петров Володимир Миколайович, Борискін Валентин Валентинович
МПК: B21B 27/00
Мітки: валок, кліті, кварто, опорний
Формула / Реферат:
Опорний валок кліті кварто, що складається з бочки з виконаними по її краях на зовнішній поверхні компенсуючими частинами і шийок з обох торців бочки, який відрізняється тим, що компенсуючі частини виконані у вигляді пояса з більш пластичної, щодо тіла валка, марки сталі, які монолітно зв'язані з бочкою зовнішнім діаметром, рівним діаметрові бочки, шириною, обумовленою виразом: bп=0,3-0,5(lб-bcp), і товщиною, обумовленою виразом:...
Спосіб прокатки штабобульбової сталі
Номер патенту: 67656
Опубліковано: 15.06.2004
Автори: Левицький Анатолій Петрович, Шум Валентин Борисович, Юдковський Володимир Веніамінович, Кіріченко Олександр Олександрович, Яковченко Олександр Васильович
МПК: B21B 1/08
Мітки: сталі, штабобульбової, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки штабобульбової сталі, що включає деформацію елемента профілю "стінка" із криволінійної ділянки підготовчого перерізу, який відрізняється тим, що елемент "стінка" у поперечному перерізі підготовчих калібрів формують східчастим, розносячи крайні ділянки по висоті в межах вертикального розміру профілю.
Спосіб прокатки злитків спокійних марок сталі
Номер патенту: 7886
Опубліковано: 26.12.1995
Автори: Волошин Валентин Авксеньтійович, Левицький Анатолій Петрович, Шум Валентин Борисович, Следнев Володимір Петрович, Крикунов Борис Петрович, Абалешев Валерій Олександрович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Столба Володимір Анатольйович
Мітки: спокійних, прокатки, спосіб, сталі, марок, злитків
Формула / Реферат:
Способ прокатки слитков спокойных марок сталей, включающий задачу слитка головной и (или) донной частями при снятии конусности прибыли и обжатие взаимно перпендикулярных граней с кантовками на двухвалковом реверсивном стане с индивидуальным приводом валков, отличающийся тем, что, с целью повышения выхода годного путем снижения головной обрези слитка, прокатку до снятия конусности с прибыли ведут при отношении абсолютных обжатий при задаче...
Спосіб прокатки злитків
Номер патенту: 7900
Опубліковано: 26.12.1995
Автори: Следнев Володимір Петрович, Светлічний Олексій Васильович, Коцегуб Павло Харитонович, Хрістиченко Олександр Миколайович, Губайдулін Вячеслав Фуатович, Столба Володимір Анатолійович, Шум Валентин Борисович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: злитків, прокатки, спосіб
Формула / Реферат:
Способ прокатки слитков по авт. св. № 1565551, отличающийся тем, что, с целью увеличения производительности процесса путем исключения пробуксовок валков, после снятия конусности слитка скорость задачи слитка в валки увеличивают в каждом последующем пропуске на величину, равнуюгде 0,1 £ K £ 1;Н0 - высота раската после снятия конусности, мм;Нn - высота раската в данном пропуске, мм.
Спосіб гарячої прокатки
Номер патенту: 7895
Опубліковано: 26.12.1995
Автори: Столба Володимір Анатолійович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Левицький Анатолій Петрович, Корінь Андрій Олександрович, Абалешев Валерій Олександрович, Шум Валентин Борисович
МПК: B21B 1/02
Мітки: гарячої, прокатки, спосіб
Формула / Реферат:
Способ горячей прокатки, включающий нагрев заготовки, деформацию в несколько проходов, подстуживание поверхности проката и последующую прокатку в несколько проходов, отличающийся тем, что, с целью повышения качества поверхности проката путем удаления плен, подстуживание производят на 2-10% температуры раската в предыдущем проходе, последующую прокатку осуществляют с коэффициентом трения 0,8-0,95 коэффициента трения раската в предыдущем...
Спосіб багатострумкової прокатки
Номер патенту: 7894
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Абалешев Валерій Олександрович, Столба Володимір Анатолійович, Олексенко Миколай Ільіч, Корінь Андрій Олександрович, Шум Валентин Борисович
МПК: B21B 1/02
Мітки: прокатки, спосіб, багатострумкової
Формула / Реферат:
Способ миогоручьевой прокатки, включающий циклическую деформацию ряда заготовок последовательно в центрирующем и в многоручьевых калибрах с касанием при захвате в первом многоручьевом калибре по центровочным канавкам раската, отличающийся тем, что, с целью повышения производительности путем повышения стабильности процесса прокатки в первом многоручьевом калибре, после прокатки в центрирующем калибре выдерживают технологическую паузу, по...
Спосіб прокатки круглих заготовок
Номер патенту: 7963
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Лам Матвій Маркович, Шум Валентин Борисович, Левицький Анатолій Петрович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: заготовок, круглих, спосіб, прокатки
Формула / Реферат:
Способ прокатки круглых заготовок из подката квадратного сечения на двухвалковом реверсивном стане, включающий деформацию раската с получением подготовительного овала, ребрового овала, предчистрвого овала и готового круглого профиля с промежуточными кантовками между пропусками на 90°, отличающийся тем, что подготовительный овал формируют в плоском горизонтальном овальном калибре, ребровой овал формируют в чистовом калибре за счет...
Спосіб прокатки

Номер патенту: 7959
Опубліковано: 26.12.1995
Автори: Шум Валентин Борисович, Риженков Олександр Миколайович, Ігнат'єв Станіслав Миколайович, Лам Матвій Маркович, Кукуй Давид Пенхусович, Левицький Анатолій Петрович, Корінь Андрій Олександрович, Толпа Анатолій Андрійович
МПК: B21B 1/02
Формула / Реферат:
Способ прокатки, включающий последовательную деформацию заготовки в овальном, шестиугольном и врезанном по диагонали в валки чистовом калибрах, у которого вершины образованы пересечением прямолинейных образующих, отличающийся тем, что после деформации заготовки в овальном калибре изменяют направление деформации на 90° и формируют заготовку овального сечения с соотношением размеров осей 1,05... 1,8, после чего меняют направление...
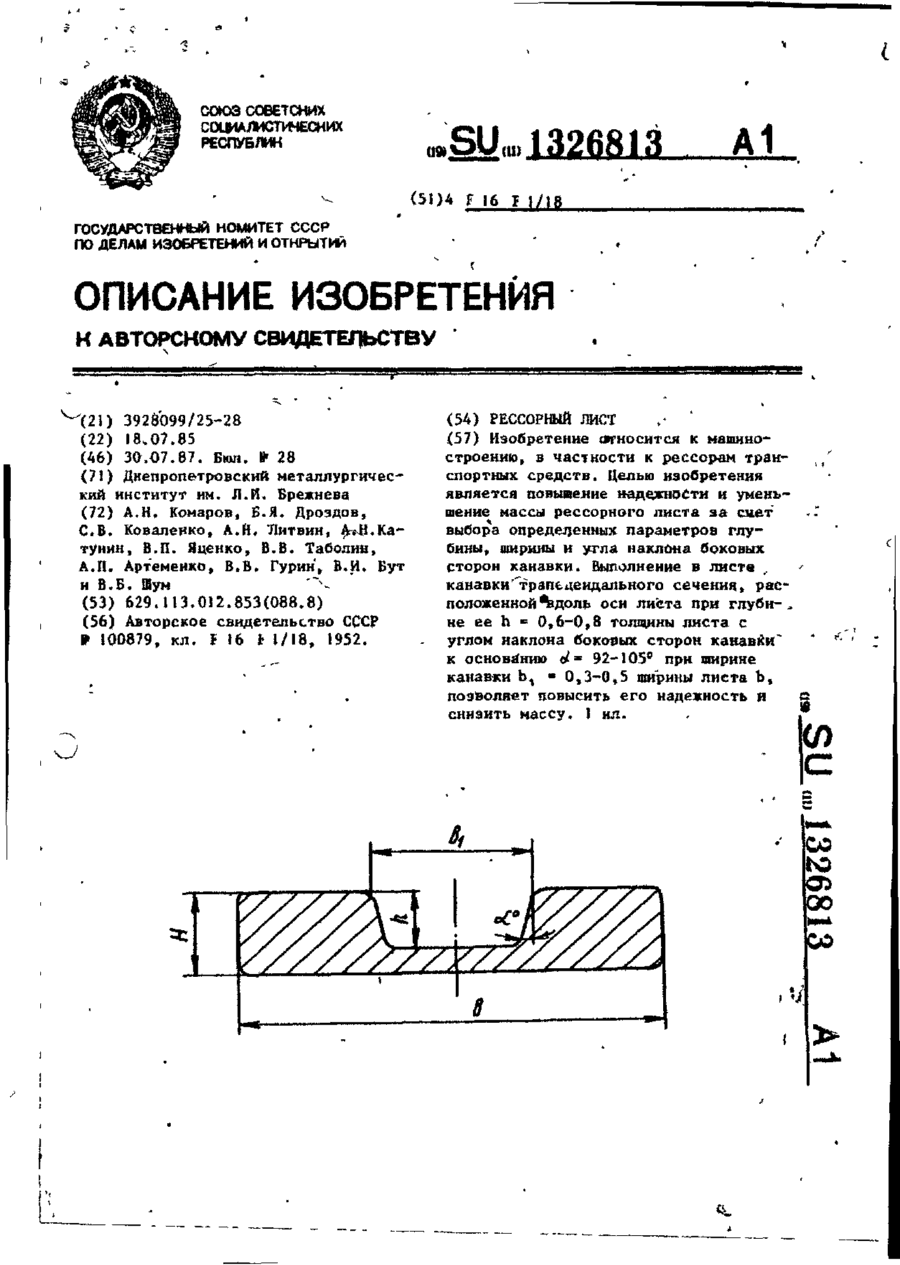
Ресорний лист
Номер патенту: 2433
Опубліковано: 26.12.1994
Автори: Дроздов Борис Якович, Литвин Олександр Миколайович, Артеменко Анатолій Петрович, Катунін Олександр Миколайович, Комаров Олександр Миколайович, Гурін Валерій Володимирович, Яценко Владислав Петрович, Бут Валерій Іванович, Коваленко Сергій Володимирович, Таболін Володимир Володимирович, Шум Валентин Борисович
МПК: F16F 1/02
Формула / Реферат:
Рессорный лист, имеющий поперечное сечение в виде многоугольника со скругленными углами с двумя параллельными основаниями и канавкой трапецеидального сечения, расположенной вдоль оси листа, отличающийся тем, что, с целью повышения надежности и уменьшения массы, глубина канавки выбрана в пределах 0,6—0,8 толщины листа, а угол наклона боковых сторон канавки к основанию 92—105° при ширине канавки 0,3—0,5 ширины листа.
Багатолистова ресора

Номер патенту: 2431
Опубліковано: 26.12.1994
Автори: Таболін Володимир Володимирович, Шум Валентин Борисович, Гридін Юрій Вікторович, Артеменко Анатолій Петрович, Зубков Володимир Миколайович, Комаров Олександр Миколайович, Плахов Володимир Семенович, Литвин Олександр Миколайович, Дроздов Борис Якович, Коваленко Сергій Володимирович, Обловацький Анатолій Костянтинович, Харкун Володимир Миколайович, Катунін Олександр Миколайович, Табака Володимир Іосипович, Следнєв Володимир Петрович
МПК: F16F 1/02, B60G 11/02
Мітки: ресора, багатолистова
Формула / Реферат:
Многолистовая рессора, содержащая листы различной длины с фиксирующими выступами по концам для предотвращения поперечного смещения листов, отличающаяся тем, что, с целью упрощения конструкции и уменьшения ширины концов листов рессоры, листы имеют П-образный профиль в поперечном сечении, а ширина фиксирующих выступов равна ширине канавки для контактирования с боковыми сторонами канавки соседнего листа.