Спосіб багатострумкової прокатки
Номер патенту: 7894
Опубліковано: 26.12.1995
Автори: Столба Володимір Анатолійович, Корінь Андрій Олександрович, Олексенко Миколай Ільіч, Губайдулін Вячеслав Фуатович, Абалешев Валерій Олександрович, Кукуй Давид Пенхусович, Шум Валентин Борисович
Формула / Реферат
Способ миогоручьевой прокатки, включающий циклическую деформацию ряда заготовок последовательно в центрирующем и в многоручьевых калибрах с касанием при захвате в первом многоручьевом калибре по центровочным канавкам раската, отличающийся тем, что, с целью повышения производительности путем повышения стабильности процесса прокатки в первом многоручьевом калибре, после прокатки в центрирующем калибре выдерживают технологическую паузу, по длительности равную циклу прокатки, во время которой проводят подстуживание поверхности центровочных канавок раската до температуры, равной 0,98-1,05 температуры наружной поверхности раската.
Текст
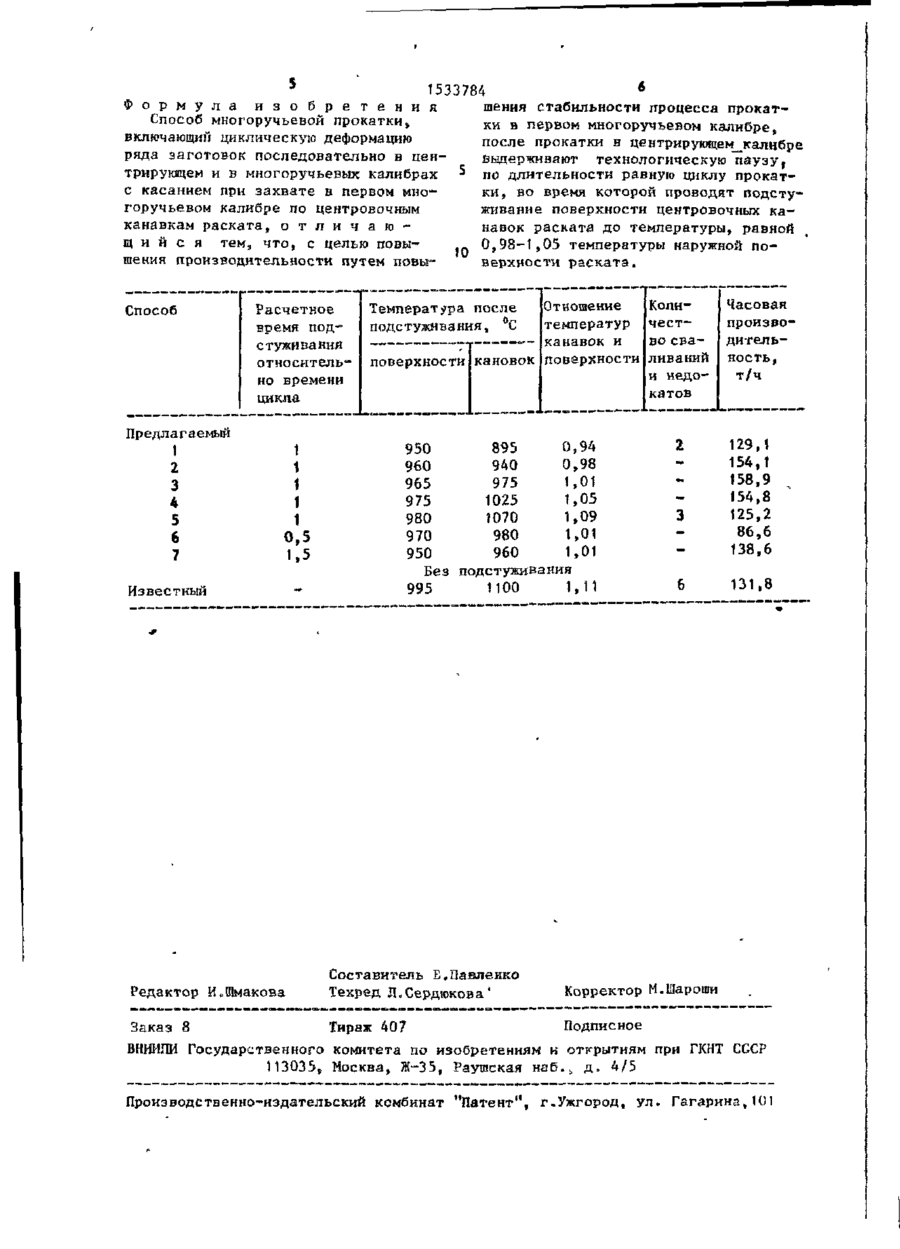
Изобретение относится к прокатному производству, в частности к способам многоручьевой прокатки на обжимных, заготовочных и сортовых станах. Цель изобретения - повышение Изобретение относится к прокатному производству, в частности к способам многоручьевой прокатки на обжимных, заготовочных и сортовых станах. Целью изобретения является повышение производительности путем повышения стабильности процесса прокатки в первом многоручьевом калибре. Согласно изобретению в процессе многоручьевой прокатки осуществляется циклическая деформация ряда заготовок. При этом каждая заготовка по L ШФ производительности путем повышения стабильности процесса прокатки в первом многоручьевом калибре. Согласно изобретению в процессе многоручьевой циклической прокатки ряда заготовок осуществляется их последовательная деформация в центрирующем, а затем в многоручьевых калибрах. При этом после центрирующего капибра производится технологическая пауза, равная циклу прокатки. Во время этой паузы осуществляется подстуживание поверхности канавок, полученных в центровочном калибре, до температуры, равной 0,98-1,05 температуры поверхности раската. Стабилизация процесса прокатки в первом многоручьевом калибре достигается за счет снижения пластичности поверхностей, по которым происходит центрирование. Это повышает надежность центрирования при отклонении геометрических и теплофизических параметров прокатки. 1 табл 0 следовательно деформируется в центрирующем и в многоручьевых калибрах,, При прокатке в первом многоручьевом калибре касание заготовок валков осуществляется по центровочным канавкам, полученным в центрирующем калибре, После прокатки в центрирующем калибре выдерживают технологическую паузу в течение цикла прокатки. Во время этой паузы производят подстуживание поверхности центровочных канавок раската до температуры, равной 0,98-1,05 С , 1533784 температуры наружной поверхности раската. Совокупность операций позволяет производить стабильное центрирование раската в первом многоручьевом калибре при отклонениях теплофизических и геометрических параметров раската, а также и служебных характеристик инструмента и оборудования от номинальных. Подстуживание поверхности центровочных канавок приводит к снижению их пластических свойств и приближению их к величине пластических свойств фланцев раската0 В этом случае гребни первого многоручьевого калибра жестко фиксируются в канавках и устойчиво направляют раскат в очаге деформации в заданном направлении, невзирая на возмущающие воздействия. Так как подстуживание в течение традиционной по величине технологической паузы между пропусками неосуществимо ввиду потребной большой интенсивности охлаждения, негативно сказывающейся на качестве металла в приповерхностных слоях, и недостаточной глубины подстуживаемого слоя, то с целью ликвидации снижения расчетной производительности необходимо увеличить величину технологической паузы до величины не менее циклл прокатки. В этом случае отсутствует снижение производительности, так как прокатку разных заготовок произведут с перекрытием циклов, т.е. во время подстуживания поспедующего раската докатывают предыдущий и т.д. Общая производительность возрастает за счет повышения при стабильной прокатке в первом многоручьевом калибре скорости прокатки, отсутствия длительного и затрудненного докатывания сваленных раскатовл устранения бурежек. Также снижается количество брака и недокатов. Технологическая пауза менее цикла прокатки не позволяет осуществлять перекрытие циклов прокатки разных заготовок, а верхний предеп определяется потребным временем охлаждения до заданного интервала температур поверхности канавок со с ниже-ш ем производительности до значения по базовой технологии„ Оптимальное значение по производительности - пауза, величиной равная циклу прокатки. При температуре поверхности центровочных канавок выше 1,05 температуры наружной поверхности раската велика разница пластических свойств фланцев и канавок, центрирование малоустойчиво, При температуре поверхности канавок ниже 0,98 температуры наружной поверхности раската происходит интенсивный износ вершин гребней первого многоручьевого калибра, затруднен захват раската, возможна неустойчивая и несимметричная деформация до момента касания раскатом боковых стенок 10 многоручьевого калибра. Следовательно, отклонения от рекомендованных значений снижают производительность, t что следует такле из таблицы опытных 15 Данных по прокатке с различными режимами. 25 30 45 50 55 П р и м е р . Из слитка Ст.З массой 7 т на клети 950 получают заготовку сечением 500*210 мм и в трехручьевых калибрах на клети 900 получают строенные заготовки квадрата стороной 140 мм, которые разделяют по перемычкам в валках клети 900. Центрирующий калибр под заготовку 500x210 мм расположен на клети 950, где на поверхности заготовки формируются две пары канавок глубиной 45 мм. Циклы прокатки по клети с учетом пауз равны между собой и в каждой клети в одно и то же время прокатывается по одному раскату, В это же время на транспортном рольганге перед клетью 900 происходит подстуживание третьего раската. Подстуживание осуществляют направленным воздействием водо-воздушной смеси из эжектора. Контроль температуры производится автоматически в заданном соотношении, которое поддерживается в заданном интервале периодическим воздействием охлаждающей среды вплоть до окончания прокатки на клети 900 предыдущего раската. Температура поверхности заготовки по окончании прокатки на клети 950-1ОО0°С, температура в канавках 1100°С. После подстуживания температура поверхности 950°С, температура по канавкам 97О°С, что составляет Т у 02 от температуры наружной поверхности о Температура начала прокатки на клети 900-960°С по поверхности и 980 С по канавкам^ что составляет 1,02 температуры поверхности. Результаты опытно-промышленных исследований показали возможное гь увеличения производительности на 2327 т/ч. 1533784 Ф о р м у л а и з о б р е т е н и я шения стабильности процесса прокатСпособ многоручьевой прокатки, ки в первом многоручьевом калибре, после прокатки в центрирукнцем_калнбре включающий циклическую деформацию выдерживают технологическую паузу, ряда заготовок последовательно в ценпо длительности равную циклу прокаттрирующем и в многоручьевых калибрах ки, во время которой проводят подстус касанием при захвате в первом множивание поверхности центровочных кагоручьевом калибре по центровочным навок раската до температуры, равной канавкам раската, о т л и ч а ю 0,98-1,05 температуры наружной пощ и й с я тем, что, с целью повы10 верхности раската. шения производительности путем повы™ Способ Расчетное время подстуживания относительно времени цикла Г Количест1ГЯ1ІЯНЛК И во сваповерхности кановок поверхности ливаний и недокатов Температура после подстуживания» °С Предлагаемый 1 2 3 4 5 6 7 1 1 1 1 t 0,5 1,5 Известный Отношение температур 950 960 965 895 940 975 0,94 0,98 1,01 975 1025 1070 1,05 1,09 1,01 1,01 Без подстуживания 1100 995 1,11 980 970 950 980 960 Часовая производительность, т/ч 2 3 — — 129 И 154,1 158,9 154,8 125,2 86,6 138,6 6 131,8 Редактор И«Шмакова Составитель Е.Павленко Техред Л. Сердюков а' Корректор М.Шароши Заказ 8 Тираж 407 Подписное ВНИИЛИ Государственного комитета по изобретениям к открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of multipass rolling
Автори англійськоюStolba Volodymir Anatoliovych, Korin Andrii Oleksandrovych, Shum Valentyn Borysovych, Abaleshev Valerii Oleksandrovych, Hubaidulin Viacheslav Fuatovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penhusovych, Kukui Davyd Penkhusovych, Oleksenko Mykolai Ilich
Назва патенту російськоюСпособ многоручьевой прокатки
Автори російськоюСтолба Владимир Анатольевич, Коринь Андрей Александрович, Шум Валентин Борисович, Абалешев Валерий Александрович, Губайдулин Вячеслав Фуатович, Кукуй Давид Пенхусович, Олексенко Николай Ильич
МПК / Мітки
МПК: B21B 1/02
Мітки: багатострумкової, спосіб, прокатки
Код посилання
<a href="https://ua.patents.su/4-7894-sposib-bagatostrumkovo-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб багатострумкової прокатки</a>
Спосіб багатострумкової прокатки
Номер патенту: 7892
Опубліковано: 26.12.1995
Автори: Шульгін Григорій Митрофанович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: багатострумкової, спосіб, прокатки
Формула / Реферат:
Способ многоручьевой прокатки, включающий последовательную деформацию заготовки с поэтапным формированием нескольких сопряженных по ширине перемычками прокатных профилей в подготовительном, центрирующем и многоручьевых калибрах и последующее продольное разделение профилей по зонам сопряжения, отличающийся тем, что, с целью повышения технологичности и качества проката путем стабилизации процесса получения сопряженных профилей и размеров...
Спосіб багатострумкової прокатки

Номер патенту: 7891
Опубліковано: 26.12.1995
Автори: Арефьєв Артур Юрьєвич, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Следнев Володимір Петрович, Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Мітки: прокатки, спосіб, багатострумкової
Формула / Реферат:
Способ многоручьевой прокатки, включающий последовательное формирование из непрерывнолитого слитка одновременно трех соединенных перемычками заготовок с сосредоточением ликвационной зоны в средней заготовке и обжатие на конечном этапе прокатки только в крайних диагональных ручьях по большей оси поперечного сечения ликвационной зоны, отличающийся тем, что, с целью уве-личения выхода годного, расстояние между участками с наибольшей степенью...
Спосіб прокатки круглих заготівок
Номер патенту: 7893
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Абалешев Валерій Олександрович, Следнев Володимір Петрович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович
МПК: B21B 1/16
Мітки: прокатки, спосіб, круглих, заготівок
Формула / Реферат:
Способ прокатки круглых заготовок, преимущественно диаметром более 100 мм, включающий формирование предчистового овального раската, задачу вда ребро и последующую прокатку его в круглом калибре, отличающийся тем, что, с целью повышения качества готового проката за счет обеспечения устойчивости раската в калибре без принудительного удержания, овальный раскат перед задачей в круглый калибр изгибают в плоскости его транспортирования, смещая...
Спосіб прокатки заготовок
Номер патенту: 6060
Опубліковано: 29.12.1994
Автори: Шульгін Григорій Митрофанович, Нечепоренко Володимир Андрійович, Левічев Павло Олексійович, Максаков Анатолій Іванович, Тільга Степан Сергійович, Костюченко Михайло Іванович, Остапенко Віктор Володимирович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: прокатки, заготовок, спосіб
Формула / Реферат:
1. Способ прокатки заготовок, включающий последовательное формирование из исходной заготовки в многоручьевых калибрах двухниточного раската, состоящего из разноосных заготовок, соединенных между собой перемычкой, поворот заготовок вокруг их продольных осей в противоположные стороны и продольное разделение раската, отличающийся тем, что, с целью повышения технологичности процесса, смежные грани заготовок двухниточного раската формируют в...
Спосіб прокатки круглих заготовок
Номер патенту: 7963
Опубліковано: 26.12.1995
Автори: Шум Валентин Борисович, Левицький Анатолій Петрович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Лам Матвій Маркович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: спосіб, заготовок, прокатки, круглих
Формула / Реферат:
Способ прокатки круглых заготовок из подката квадратного сечения на двухвалковом реверсивном стане, включающий деформацию раската с получением подготовительного овала, ребрового овала, предчистрвого овала и готового круглого профиля с промежуточными кантовками между пропусками на 90°, отличающийся тем, что подготовительный овал формируют в плоском горизонтальном овальном калибре, ребровой овал формируют в чистовом калибре за счет...
Попередній патент: Спосіб прокатки круглих заготівок
Наступний патент: Спосіб гарячої прокатки
Випадковий патент: Полімерна композиція для теплоізоляційного матеріалу