Пристрій для керування процесом контактного точкового зварювання
Номер патенту: 79189
Опубліковано: 25.05.2007
Автори: Бондаренко Олександр Федорович, Паеранд Юрій Едуардович
Формула / Реферат
Пристрій для керування процесом контактного точкового зварювання, що містить джерело зварювального струму, регулятор зварювального струму, включений у вторинний ланцюг джерела зварювального струму, буферний підсилювач, блок порівняння, блок множення, керуючий вхід регулятора зварювального струму через буферний підсилювач з'єднаний з виходом блока порівняння, перший вхід якого з'єднаний з виходом блока множення, датчик зварювального струму і датчик напруги між електродами, підключені до входів блока множення, який відрізняється тим, що в нього введені мікроконтролер і цифро-аналоговий перетворювач, причому вихід мікроконтролера з'єднаний з входом цифро-аналогового перетворювача, а вихід цифро-аналогового перетворювача - з другим входом блока порівняння.
Текст
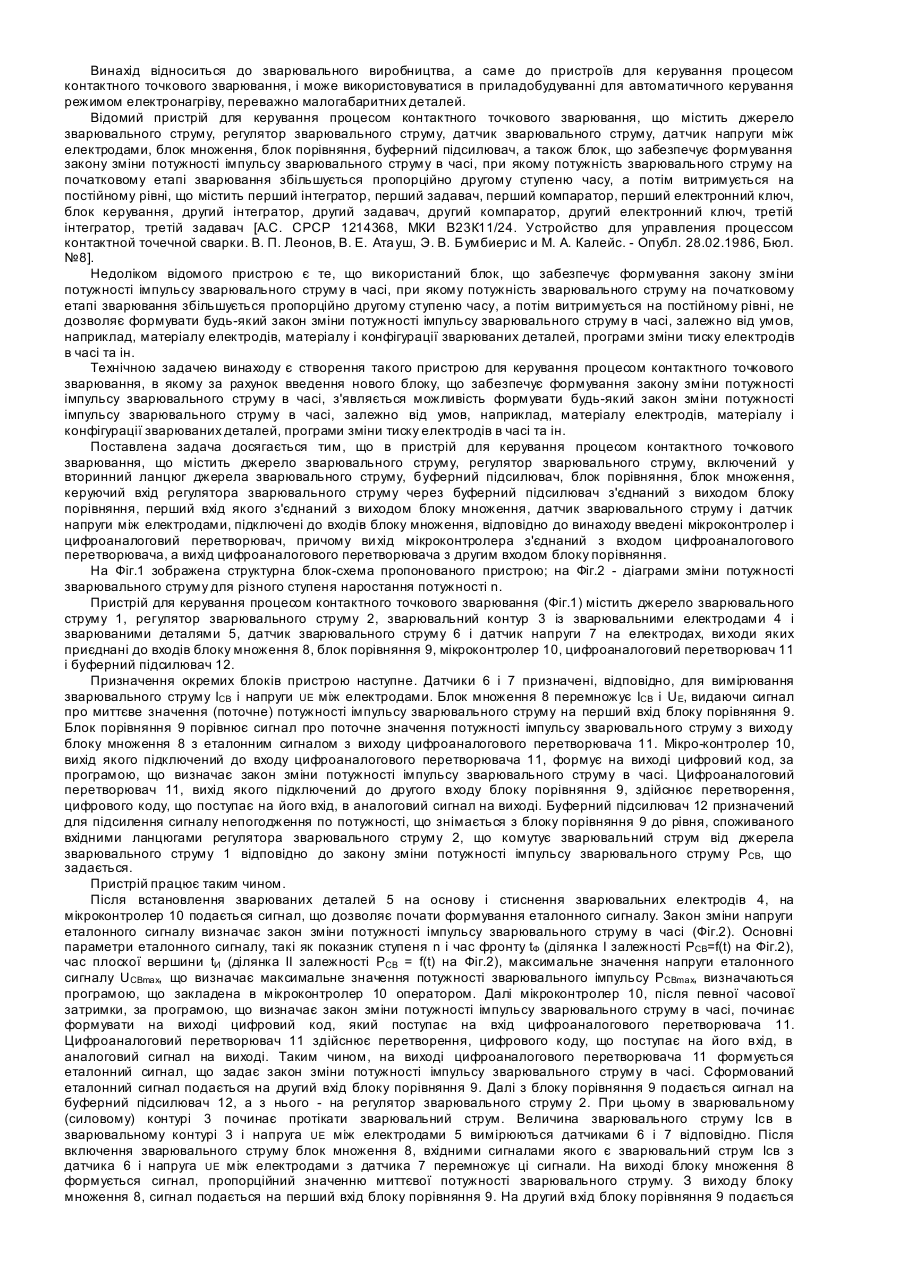
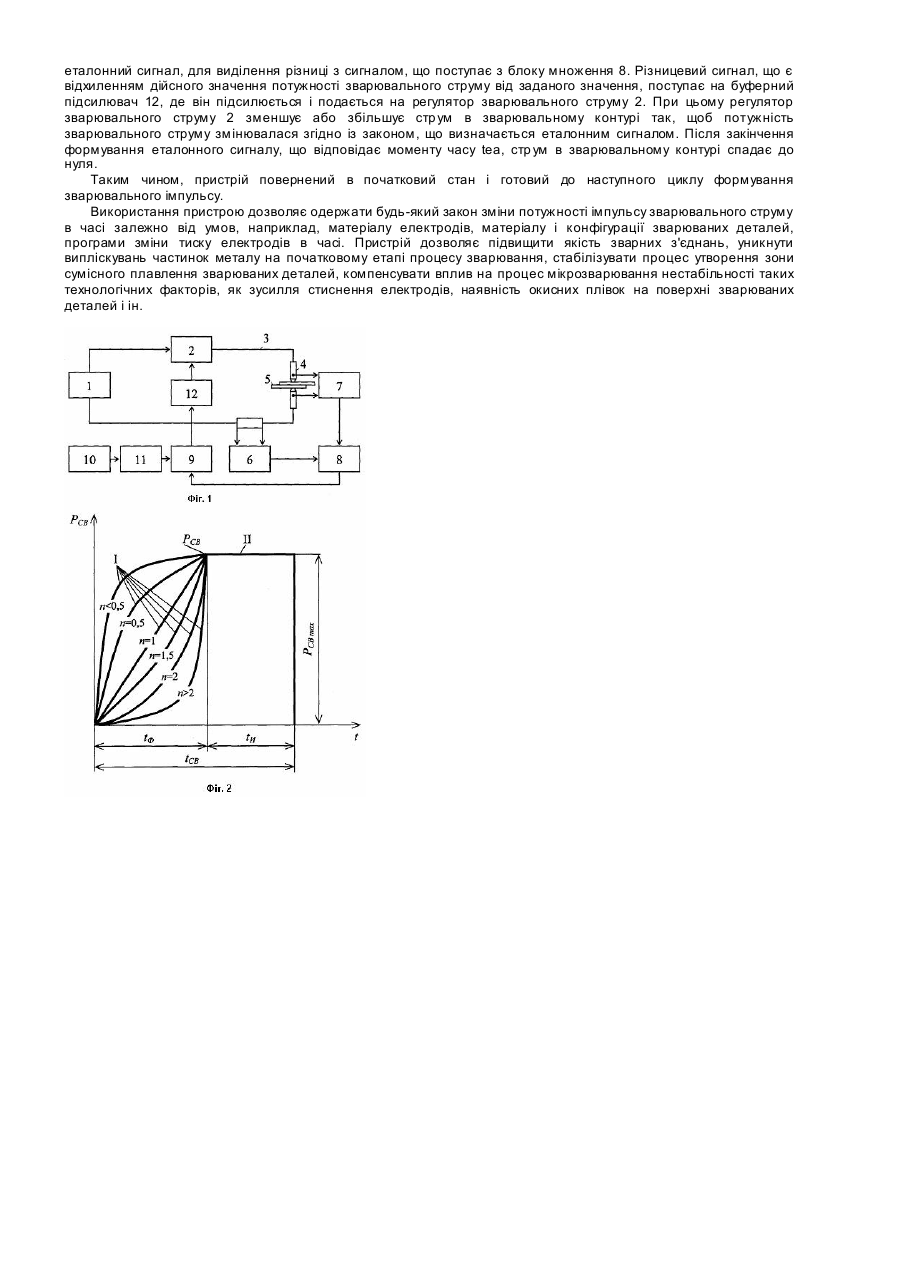
Винахід відноситься до зварювального виробництва, а саме до пристроїв для керування процесом контактного точкового зварювання, і може використовуватися в приладобудуванні для автоматичного керування режимом електронагріву, переважно малогабаритних деталей. Відомий пристрій для керування процесом контактного точкового зварювання, що містить джерело зварювального струму, регулятор зварювального струму, датчик зварювального струму, датчик напруги між електродами, блок множення, блок порівняння, буферний підсилювач, а також блок, що забезпечує формування закону зміни потужності імпульсу зварювального струму в часі, при якому потужність зварювального струму на початковому етапі зварювання збільшується пропорційно другому ступеню часу, а потім витримується на постійному рівні, що містить перший інтегратор, перший задавач, перший компаратор, перший електронний ключ, блок керування, другий інтегратор, другий задавач, другий компаратор, другий електронний ключ, третій інтегратор, третій задавач [А.С. СPСР 1214368, МКИ В23К11/24. Устройство для управления процессом контактной точечной сварки. В. П. Леонов, В. Е. Атауш, Э. В. Бумбиерис и М. А. Калейс. - Опубл. 28.02.1986, Бюл. №8]. Недоліком відомого пристрою є те, що використаний блок, що забезпечує формування закону зміни потужності імпульсу зварювального струму в часі, при якому потужність зварювального струму на початковому етапі зварювання збільшується пропорційно другому ступеню часу, а потім витримується на постійному рівні, не дозволяє формувати будь-який закон зміни потужності імпульсу зварювального струму в часі, залежно від умов, наприклад, матеріалу електродів, матеріалу і конфігурації зварюваних деталей, програми зміни тиску електродів в часі та ін. Технічною задачею винаходу є створення такого пристрою для керування процесом контактного точкового зварювання, в якому за рахунок введення нового блоку, що забезпечує формування закону зміни потужності імпульсу зварювального струму в часі, з'являється можливість формувати будь-який закон зміни потужності імпульсу зварювального струму в часі, залежно від умов, наприклад, матеріалу електродів, матеріалу і конфігурації зварюваних деталей, програми зміни тиску електродів в часі та ін. Поставлена задача досягається тим, що в пристрій для керування процесом контактного точкового зварювання, що містить джерело зварювального струму, регулятор зварювального струму, включений у вторинний ланцюг джерела зварювального струму, буферний підсилювач, блок порівняння, блок множення, керуючий вхід регулятора зварювального струму через буферний підсилювач з'єднаний з виходом блоку порівняння, перший вхід якого з'єднаний з виходом блоку множення, датчик зварювального струму і датчик напруги між електродами, підключені до входів блоку множення, відповідно до винаходу введені мікроконтролер і цифроаналоговий перетворювач, причому ви хід мікроконтролера з'єднаний з входом цифроаналогового перетворювача, а вихід цифроаналогового перетворювача з другим входом блоку порівняння. На Фіг.1 зображена структурна блок-схема пропонованого пристрою; на Фіг.2 - діаграми зміни потужності зварювального струму для різного ступеня наростання потужності n. Пристрій для керування процесом контактного точкового зварювання (Фіг.1) містить джерело зварювального струму 1, регулятор зварювального струму 2, зварювальний контур 3 із зварювальними електродами 4 і зварюваними деталями 5, датчик зварювального струму 6 і датчик напруги 7 на електродах, ви ходи яких приєднані до входів блоку множення 8, блок порівняння 9, мікроконтролер 10, цифроаналоговий перетворювач 11 і буферний підсилювач 12. Призначення окремих блоків пристрою наступне. Датчики 6 і 7 призначені, відповідно, для вимірювання зварювального струму ІCB і напруги UE між електродами. Блок множення 8 перемножує ІCB і UE, видаючи сигнал про миттєве значення (поточне) потужності імпульсу зварювального струму на перший вхід блоку порівняння 9. Блок порівняння 9 порівнює сигнал про поточне значення потужності імпульсу зварювального струму з виходу блоку множення 8 з еталонним сигналом з виходу цифроаналогового перетворювача 11. Мікро-контролер 10, вихід якого підключений до входу цифроаналогового перетворювача 11, формує на виході цифровий код, за програмою, що визначає закон зміни потужності імпульсу зварювального струму в часі. Цифроаналоговий перетворювач 11, вихід якого підключений до другого входу блоку порівняння 9, здійснює перетворення, цифрового коду, що поступає на його вхід, в аналоговий сигнал на виході. Буферний підсилювач 12 призначений для підсилення сигналу непогодження по потужності, що знімається з блоку порівняння 9 до рівня, споживаного вхідними ланцюгами регулятора зварювального струму 2, що комутує зварювальний струм від джерела зварювального струму 1 відповідно до закону зміни потужності імпульсу зварювального струму РCB, що задається. Пристрій працює таким чином. Після встановлення зварюваних деталей 5 на основу і стиснення зварювальних електродів 4, на мікроконтролер 10 подається сигнал, що дозволяє почати формування еталонного сигналу. Закон зміни напруги еталонного сигналу визначає закон зміни потужності імпульсу зварювального струму в часі (Фіг.2). Основні параметри еталонного сигналу, такі як показник ступеня n і час фронту tФ (ділянка І залежності РСВ=f(t) на Фіг.2), час плоскої вершини tИ (ділянка II залежності РСВ = f(t) на Фіг.2), максимальне значення напруги еталонного сигналу UСBmax, що визначає максимальне значення потужності зварювального імпульсу РСBmax, визначаються програмою, що закладена в мікроконтролер 10 оператором. Далі мікроконтролер 10, після певної часової затримки, за програмою, що визначає закон зміни потужності імпульсу зварювального струму в часі, починає формувати на виході цифровий код, який поступає на вхід цифроаналогового перетворювача 11. Цифроаналоговий перетворювач 11 здійснює перетворення, цифрового коду, що поступає на його вхід, в аналоговий сигнал на виході. Таким чином, на виході цифроаналогового перетворювача 11 формується еталонний сигнал, що задає закон зміни потужності імпульсу зварювального струму в часі. Сформований еталонний сигнал подається на другий вхід блоку порівняння 9. Далі з блоку порівняння 9 подається сигнал на буферний підсилювач 12, а з нього - на регулятор зварювального струму 2. При цьому в зварювальному (силовому) контурі 3 починає протікати зварювальний струм. Величина зварювального струму Ісв в зварювальному контурі 3 і напруга UE між електродами 5 вимірюються датчиками 6 і 7 відповідно. Після включення зварювального струму блок множення 8, вхідними сигналами якого є зварювальний струм Ісв з датчика 6 і напруга UE між електродами з датчика 7 перемножує ці сигнали. На виході блоку множення 8 формується сигнал, пропорційний значенню миттєвої потужності зварювального струму. З виходу блоку множення 8, сигнал подається на перший вхід блоку порівняння 9. На другий вхід блоку порівняння 9 подається еталонний сигнал, для виділення різниці з сигналом, що поступає з блоку множення 8. Різницевий сигнал, що є відхиленням дійсного значення потужності зварювального струму від заданого значення, поступає на буферний підсилювач 12, де він підсилюється і подається на регулятор зварювального струму 2. При цьому регулятор зварювального струму 2 зменшує або збільшує стр ум в зварювальному контурі так, щоб потужність зварювального струму змінювалася згідно із законом, що визначається еталонним сигналом. Після закінчення формування еталонного сигналу, що відповідає моменту часу tea, стр ум в зварювальному контурі спадає до нуля. Таким чином, пристрій повернений в початковий стан і готовий до наступного циклу формування зварювального імпульсу. Використання пристрою дозволяє одержати будь-який закон зміни потужності імпульсу зварювального струму в часі залежно від умов, наприклад, матеріалу електродів, матеріалу і конфігурації зварюваних деталей, програми зміни тиску електродів в часі. Пристрій дозволяє підвищити якість зварних з'єднань, уникнути випліскувань частинок металу на початковому етапі процесу зварювання, стабілізувати процес утворення зони сумісного плавлення зварюваних деталей, компенсувати вплив на процес мікрозварювання нестабільності таких технологічних факторів, як зусилля стиснення електродів, наявність окисних плівок на поверхні зварюваних деталей і ін.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for control of process of resistance spot welding
Автори англійськоюPaerand Yurii Eduardovych, Bondarenko Oleksandr Fedorovych
Назва патенту російськоюУстройство для управления процессом контактной точечной сварки
Автори російськоюПаеранд Юрий Эдуардович, Бондаренко Александр Федорович
МПК / Мітки
МПК: B23K 11/24
Мітки: зварювання, точкового, контактного, керування, пристрій, процесом
Код посилання
<a href="https://ua.patents.su/2-79189-pristrijj-dlya-keruvannya-procesom-kontaktnogo-tochkovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для керування процесом контактного точкового зварювання</a>
Пристрій для керування процесом контактного точкового зварювання
Номер патенту: 21356
Опубліковано: 15.03.2007
Автори: Паеранд Юрій Едуардович, Бондаренко Олександр Федорович
МПК: B23K 11/24
Мітки: керування, зварювання, пристрій, процесом, точкового, контактного
Формула / Реферат:
Пристрій для керування процесом контактного точкового зварювання, що містить джерело зварювального струму, регулятор зварювального струму, датчики зварювального струму і напруги між електродами, підключені до входів блока множення, перший інтегратор і перший задатчик, з'єднані з входами першого компаратора, блок керування, перший і другий виходи якого підключені до керуючих входів першого і другого інтеграторів, другий задатчик і блок...
Спосіб керування процесом контактного точкового зварювання
Номер патенту: 20927
Опубліковано: 15.02.2007
Автори: Бондаренко Олександр Федорович, Паеранд Юрій Едуардович
МПК: B23K 11/24
Мітки: спосіб, контактного, процесом, зварювання, керування, точкового
Формула / Реферат:
Спосіб керування процесом контактного точкового зварювання, що включає вимірювання поточної міжелектродної напруги і зварювального струму, збільшення потужності зварювального струму за квадратичним законом, дозування виділеної між електродами енергії, порівнюючи її із заданою величиною, який відрізняється тим, що потужність зварювального струму збільшують за квадратичним законом доти, доки міжелектродна напруга не досягне порогового значення,...
Електрод для контактного точкового зварювання стрижневої сталі

Номер патенту: 62756
Опубліковано: 15.12.2003
Автори: Щербіна Ніла Павлівна, Шебанова Тетяна Володимировна, Шебанов Володимир Олександрович
МПК: B23K 11/30
Мітки: зварювання, електрод, сталі, стрижневої, точкового, контактного
Формула / Реферат:
Електрод для контактного точкового зварювання стрижневої сталі, що має корпус, установлені в його порожнині змінний струмопровідний стрижень і пружний елемент, сполучений з корпусом за допомогою гайки, силовий пуансон, який відрізняється тим, що пружний елемент виконаний з теплостійкого матеріалу, встановлений з зазором по відношенню до корпуса і змінного струмопровідного стрижня, робочий торець якого має фігурну поверхню, а силовий пуансон...
Пристрій для контактного точкового зварювання
Номер патенту: 20398
Опубліковано: 15.07.1997
Автори: Бібік Михайло Дем'янович, Галкін Василь Дмитрович, Кушнарьов Віктор Павлович, Перков Євген Тимофійович
МПК: B23K 11/10
Мітки: контактного, пристрій, точкового, зварювання
Формула / Реферат:
1. Устройство для контактной точечной сварки, содержащее сварочный трансформатор, заклю-ченный в металлический корпус, верхний неподвижный и нижний подвижный держатели электродов, подключенные к вторичной обмотке сварочного трансформатора, ручной привод для сжатия электродов и блок управления, отличающееся тем, что сварочный трансформатор выполнен со вторичной обмоткой из двух витков полосовой шины, состоящей из четырех частей, соединенных...
Система керування машиною контактного стикового зварювання оплавленням
Номер патенту: 79064
Опубліковано: 10.05.2007
Автори: Глазов Сергій Емірович, Голіков Андрій Васильович, Норка Сергій Петрович, Назімов Сергій Петрович
МПК: B23K 11/25, B23K 11/24
Мітки: зварювання, машиною, контактного, стикового, система, керування, оплавленням
Формула / Реферат:
1. Система керування машиною контактного стикового зварювання оплавленням, яка містить електрично зв’язані між собою блок задання програми, блок контролю тривалості короткого замикання, блок виміру величини осадки і систему сигналізації, причому до виходу блока задання програми приєднані входи блока визначення моменту закінчення контролю коротких замикань і блока керування градієнтом швидкості переміщення деталей, що зварюються, до входу...
Попередній патент: Процес виготовлення циліндричних пруткових виробів з пам`яттю форми із полімерних композиційних матеріалів
Наступний патент: Живильник магнітного сепаратора
Випадковий патент: Склад важкого бетону