Спосіб керування процесом контактного точкового зварювання
Номер патенту: 20927
Опубліковано: 15.02.2007
Автори: Бондаренко Олександр Федорович, Паеранд Юрій Едуардович
Формула / Реферат
Спосіб керування процесом контактного точкового зварювання, що включає вимірювання поточної міжелектродної напруги і зварювального струму, збільшення потужності зварювального струму за квадратичним законом, дозування виділеної між електродами енергії, порівнюючи її із заданою величиною, який відрізняється тим, що потужність зварювального струму збільшують за квадратичним законом доти, доки міжелектродна напруга не досягне порогового значення, що відповідає інтервалу між напругою плавлення і напругою кипіння, і далі підтримують її на цьому рівні.
Текст
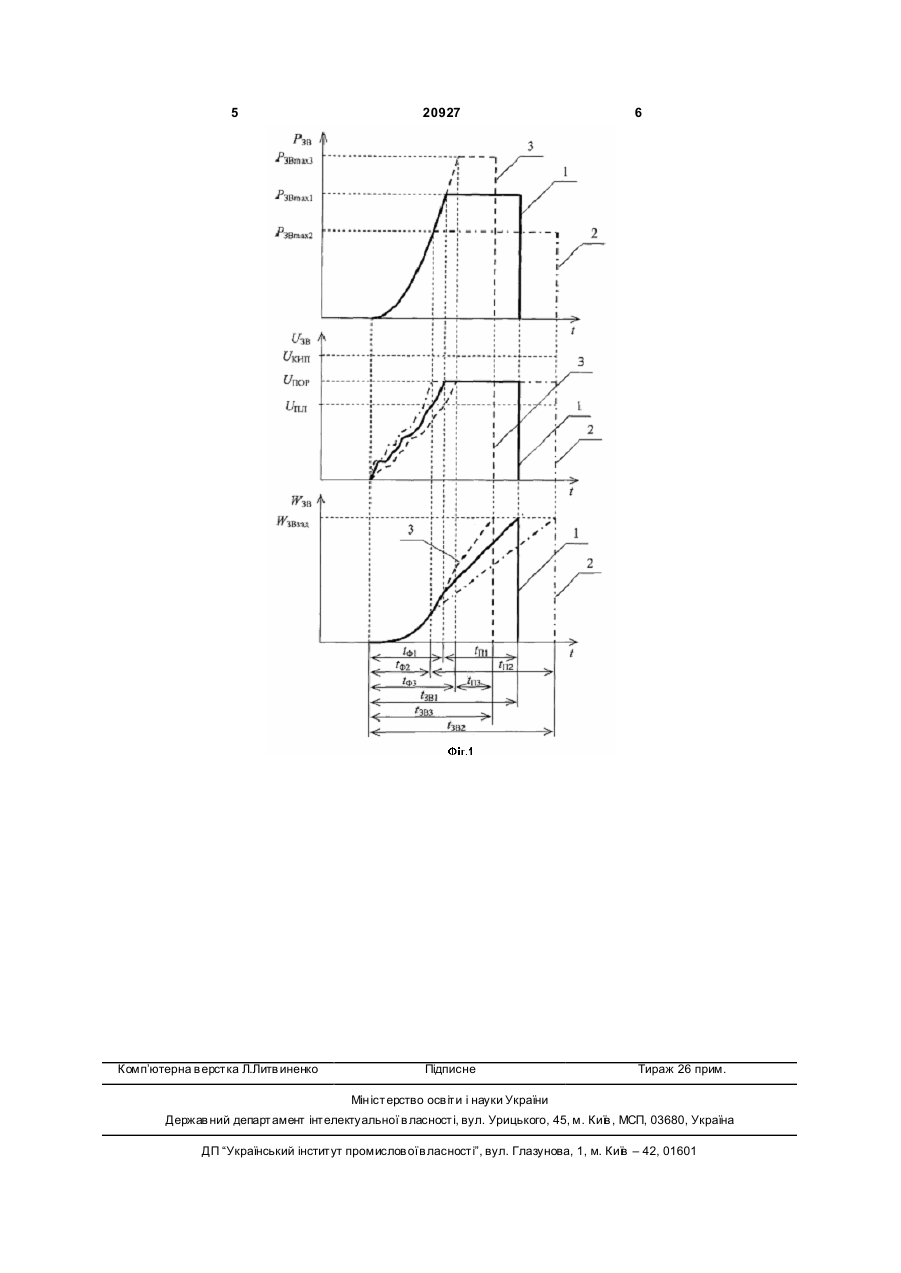
Спосіб керування процесом контактного точкового зварювання, що включає вимірювання поточної міжелектродної напруги і зварювального 3 20927 4 З початком процесу зварювання вимірюють напруга UЗВ досягає порогового значення за менпоточну міжелектродну напругу і зварювальний ший час (tФ2tФ 1). Два останні випадки можуть струму за квадратичним законом. Поточну міжелемати місце при відхиленні розмірів зварюваних ктродну напругу порівнюють із пороговою. В модеталей, різній якості їх підготовки, при зміні стану мент часу, коли поточна міжелектродна напруга робочих поверхонь електродів і інших впливах на зрівняється з пороговою, значення потужності звапроцес контактного зварювання. Природно, що в рювального струму фіксують і далі підтримують на двох останніх випадках, для виділення однакової постійному рівні до моменту досягнення виділекількості енергії WЗВ в зварювальному контакті, ною в зоні зварювання енергією заданої величини, необхідно буде відповідно збільшити час підтримпісля чого відключають зварювальний струм. Знаки потужності зварювального струму РЗВ на почення порогової міжелектродної напруги вибирастійному рівні - tП2 (крива 2), або його зменшити ють з інтервалу між напругою плавлення і напруtП3 (крива 3). гою кипіння. Ця напруга характеризує стан металу Приклад здійснення способу. в зварювальному контакті [Хольм Р. ЭлектричесПеревірка способу здійснювалася при зварюкие контакты. - М. Изд-во иностр. лит-ры. 1961. ванні циліндричних резонаторів коливальних сисс.19,76]. При напрузі на контакті, що нижча за натем електромеханічних фільтрів із елінварового пругу плавлення, розплавлення металу не відбусплаву 44НХМТ діаметром 3мм з дротом вається, а у разі перевищення цією напругою на42НХТЮА діаметром 0,22мм. Для зварювання пруги кипіння відбуватимуться випліскування використовувалися наступні режими: енергія зварозплавленого металу. Для вибору під конкретні рювального імпульсу WЗВ=0,5Дж, порогове знаматеріали необхідного інтервалу «напруга плавчення міжелектродної напруги Uпор=1,4-1,6В; трилення - напруга кипіння» і порогової міжелектродвалість фронту tФ=0,5-1,2мс; тривалість процесу ної напруги можна користуватися розрахунковими зварювання tЗВ=1-2мс, амплітуда потужності зваформулами і табличними даними, що наведені в рювального струму РЗВmах=300-550Вт. Після про[Хольм Р. Электрические контакты. - М. Изд-во ведення серії експериментальних зварювань, були иностр. лит-ры. 1961. с.76,438]. У вказаній літерапідібрані оптимальні режими, які дозволили отритурі наведені значення для контакту детальмати найкращу якість зварних з'єднань (порогове деталь, тому необхідне значення порогової міжзначення міжелектродної напруги UПОР≈1,5В; триелектродної напруги буде дещо більшим унаслідок валість фронту tФ≈0,7мс; тривалість процесу звадодаткового падіння напруги на контактах електрювання tЗВ≈1,5мс; амплітуда потужності зварюварод-деталь. Точніше значення необхідної порогольного струму РЗВmах≈450Вт). Основною вої міжелектродної напруги можна визначити після характеристикою коливальних систем електромепроведення експериментальних зварювань. Відсуханічних фільтрів є амплітудно-частотна характетність випліскувань розплавленого металу і неристика. Її нерівномірність у см узі пропускання проварів свідчитиме про правильно вибране знафільтру істотно залежить від якості зварних з'єдчення порогової міжелектродної напруги, і, нань. Підвищення повторюваності зварних з'єдвідповідно, про правильно вибрані інтервали часу, нань при порівнянні пропонованого способу із прощо характеризують процес зварювання. тотипом виявилося у тому, що зменшилася Таким чином, інтервали часу наростання понерівномірність амплітудно-частотної характеристужності зварювального струму за квадратичним тики електромеханічних фільтрів в середньому на законом та стабільного підтримання потужності 20%. Це позитивно позначилося на технологічнозварювального струму формуються автоматично: му процесі виробництва фільтрів, оскільки фільтперший інтервал -в залежності від значення порори, що відповідають вимогам по нерівномірності гової міжелектродної напруги, яка знаходиться в амплітудно-частотної характеристики, надалі не інтервалі між напругою плавлення та напругою вимагають самої трудомісткої операції - настроюкипіння, а другий інтервал - в залежності від необвання. хідної для зварювання кількості енергії. Таким чином, використання запропонованого Діаграми на Фіг.1 показані для трьох варіантів способу керування процесом контактного точководосягнення міжелектродною напругою UЗВ порогого зварювання дозволяє покращити якість зварнового значення. Варіант перший (криві 1) го з'єднання, а також підвищити повторюваність міжелектродна напруга UЗВ досягає порогового параметрів цього з'єднання шляхом вибору інтерзначення за час tФ1, тривалість всього процесу валів часу, що характеризують процес зварюванзварювання дорівнює tЗВ1 (tП1 - тривалість підтримня, відповідно до напруги, яка характеризує стан ки потужності зварювального струму на постійному металу в зварювальному контакті. рівні). Варіант другий (криві 2) - міжелектродна 5 Комп’ютерна в ерстка Л.Литв иненко 20927 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of process of contact spot welding
Автори англійськоюPaerand Yurii Eduardovych, Bondarenko Oleksandr Fedorovych
Назва патенту російськоюСпособ управления процессом контактной точечной сварки
Автори російськоюПаеранд Юрий Эдуардович, Бондаренко Александр Федорович
МПК / Мітки
МПК: B23K 11/24
Мітки: процесом, спосіб, зварювання, керування, контактного, точкового
Код посилання
<a href="https://ua.patents.su/3-20927-sposib-keruvannya-procesom-kontaktnogo-tochkovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування процесом контактного точкового зварювання</a>
Електрод для контактного точкового зварювання стрижневої сталі

Номер патенту: 62756
Опубліковано: 15.12.2003
Автори: Шебанов Володимир Олександрович, Шебанова Тетяна Володимировна, Щербіна Ніла Павлівна
МПК: B23K 11/30
Мітки: контактного, стрижневої, електрод, зварювання, точкового, сталі
Формула / Реферат:
Електрод для контактного точкового зварювання стрижневої сталі, що має корпус, установлені в його порожнині змінний струмопровідний стрижень і пружний елемент, сполучений з корпусом за допомогою гайки, силовий пуансон, який відрізняється тим, що пружний елемент виконаний з теплостійкого матеріалу, встановлений з зазором по відношенню до корпуса і змінного струмопровідного стрижня, робочий торець якого має фігурну поверхню, а силовий пуансон...
Електрод для контактного точкового зварювання

Номер патенту: 8832
Опубліковано: 15.08.2005
Автори: Горват Валентин Васильович, Горват Віталій Васильович, Кузьменко Анатолій Григорович
МПК: B23K 11/30
Мітки: електрод, точкового, зварювання, контактного
Формула / Реферат:
Електрод для контактного точкового зварювання, що містить центральну струмоведучу частину з високоелектропровідного матеріалу, який відрізняється тим, що на кінці електрода виконана різьба і він оснащений зовнішнім кільцем, виконаним з ізоляційного, термостійкого, жароміцного матеріалу.
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів
Номер патенту: 30514
Опубліковано: 15.11.2000
Автори: Самотий Володимир Васильович, Білобородченко Володимир Іванович
МПК: B23K 11/00
Мітки: пристрій, переважно, зварювання, тугоплавких, матеріалів, точкового, конденсаторного
Формула / Реферат:
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з'єднане з першим тиристором та через перший діод - з накопичувальним конденсатором, зварювальний трансформатор, первинна обмотка якого має принаймні один проміжний вивід, вхід та вихід її під'єднані відповідно до другого діоду та першого тиристора, а вторинна обмотка є виходом пристрою, який відрізняється тим, що в нього...
Спосіб контактного точкового мікрозварювання з автоматичним керуванням
Номер патенту: 72571
Опубліковано: 15.03.2005
Автори: Лебедєв Володимир Констянтинович, Письменний Олексій Олександрович
МПК: B23K 11/25, B23K 11/11
Мітки: точкового, керуванням, автоматичним, контактного, спосіб, мікрозварювання
Формула / Реферат:
1. Спосіб контактного точкового мікрозварювання з автоматичним керуванням, здійснюваний на машині зі стабілізованою напругою живлення як безпосередньо від мережі змінного струму, так і через перетворювач частоти і числа фаз, при якому попередньо підбирають режим зварювання, що задовольняє вимогам і іменований далі як еталонний, запам'ятовують напругу на електродах, зварювальний струм і корисну потужність як функції часу, а при наступних...
Пристрій для контактного точкового зварювання
Номер патенту: 20398
Опубліковано: 15.07.1997
Автори: Кушнарьов Віктор Павлович, Бібік Михайло Дем'янович, Галкін Василь Дмитрович, Перков Євген Тимофійович
МПК: B23K 11/10
Мітки: пристрій, контактного, зварювання, точкового
Формула / Реферат:
1. Устройство для контактной точечной сварки, содержащее сварочный трансформатор, заклю-ченный в металлический корпус, верхний неподвижный и нижний подвижный держатели электродов, подключенные к вторичной обмотке сварочного трансформатора, ручной привод для сжатия электродов и блок управления, отличающееся тем, что сварочный трансформатор выполнен со вторичной обмоткой из двух витков полосовой шины, состоящей из четырех частей, соединенных...
Попередній патент: Плунжерна пара для паливного насоса дизеля
Наступний патент: Спосіб регенерації катіонітів
Випадковий патент: Розважальний апарат