Пристрій для керування процесом контактного точкового зварювання
Номер патенту: 21356
Опубліковано: 15.03.2007
Автори: Бондаренко Олександр Федорович, Паеранд Юрій Едуардович
Формула / Реферат
Пристрій для керування процесом контактного точкового зварювання, що містить джерело зварювального струму, регулятор зварювального струму, датчики зварювального струму і напруги між електродами, підключені до входів блока множення, перший інтегратор і перший задатчик, з'єднані з входами першого компаратора, блок керування, перший і другий виходи якого підключені до керуючих входів першого і другого інтеграторів, другий задатчик і блок порівняння, два електронні ключі, буферний підсилювач, третій інтегратор і послідовно з'єднані третій задатчик і другий компаратор, регулятор зварювального струму, включений у вторинне коло джерела зварювального струму, керуючий вхід регулятора зварювального струму через буферний підсилювач з'єднаний з виходом блока порівняння, перший вхід якого з'єднаний з першим виходом блока множення, другий вихід якого з'єднаний через перший електронний ключ з входом першого інтегратора, вихід першого компаратора з'єднаний з першим входом блока керування, третій, четвертий, п'ятий і шостий входи якого з'єднані з керуючими входами буферного підсилювача, третього інтегратора, першого електронного ключа і другого компаратора, вихід другого задатчика через послідовно з'єднані другий електронний ключ, другий і третій інтегратори з'єднаний з другими входамиблока порівняння і другого компаратора, вихід якого з'єднаний з керуючим входом другого електронного ключа, четвертий задатчик закону зміни порогової міжелектродної напруги і другий блок порівняння, причому один з входів останнього підключений до виходу датчика напруги між електродами, другий вхід підключений до четвертого задатчика закону зміни порогової міжелектродної напруги, який відрізняється тим, що розривають зв'язок між другим блоком порівняння і блоком керування і створюють новий зв'язок, підключаючи вихід другого блока порівняння до другого входу другого електронного ключа.
Текст
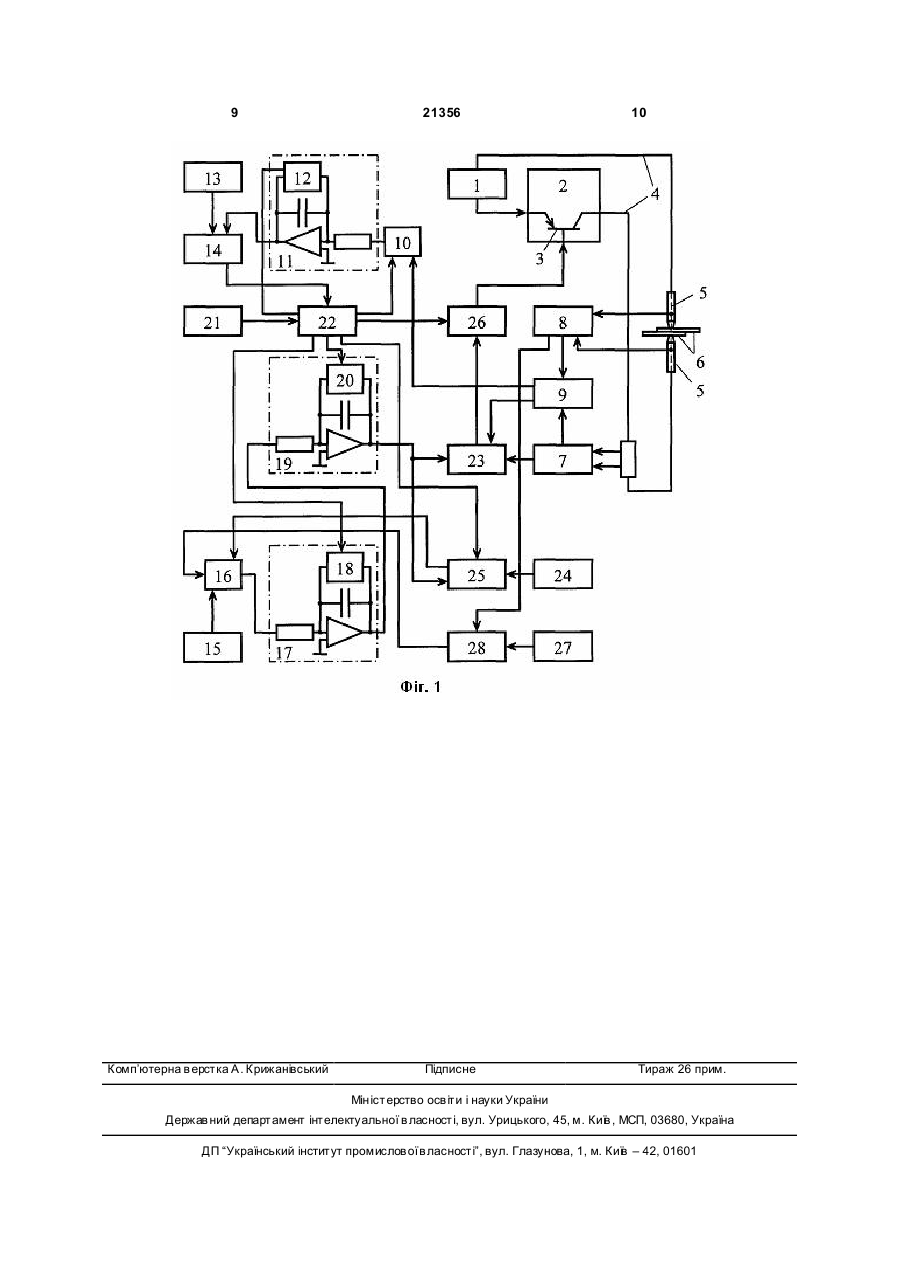
Пристрій для керування процесом контактного точкового зварювання, що містить джерело зварювального струму, регулятор зварювального струму, датчики зварювального струму і напруги між електродами, підключені до входів блока множення, перший інтегратор і перший задатчик, з'єднані з входами першого компаратора, блок керування, перший і другий виходи якого підключені до керуючих входів першого і другого інтеграторів, другий задатчик і блок порівняння, два електронні ключі, буферний підсилювач, третій інтегратор і послідовно з'єднані третій задатчик і другий компаратор, регулятор зварювального струму, включений у вторинне коло джерела зварювального струму, керуючий вхід регулятора зварювального струму через буферний підсилювач з'єднаний з виходом блока порівняння, перший вхід якого з'єднаний з першим U 2 (19) 1 3 21356 4 компаратора, вихід др угого задатчика через входами блока порівняння і другого компаратора, послідовно з'єднані другий електронний ключ, вихід якого з'єднаний з входом, що керує, другого другий і третій інтегратори з'єднаний з другими електронного ключа, четвертий задатчик закону входами блока порівняння і другого компаратора, зміни порогової міжелектродної напруги і другий вихід якого з'єднаний з входом, що керує, другого блок порівняння, причому один з входів електронного ключа, четвертий задатчик закону останнього підключений до виходу датчика зміни порогової міжелектродної напруги і другий напруги між електродами, другий вхід підключений блок порівняння, причому один з входів до четвертого задатчика закону зміни порогової останнього підключений до виходу датчика міжелектродної напруги, згідно корисної моделі напруги між електродами, другий вхід підключений розривають зв'язок між другим блоком порівняння до четвертого задатчика закону зміни порогової і блоком керування і створюють новий зв'язок, міжелектродної напруги, а вихід з'єднаний з підключаючи вихід другого блока порівняння до входом блока керування [А.С. 1281357 СССР, МКИ другого входу другого електронного ключа. В23К11/24. Устройство для управления На Фіг.1 зображена структурна блок-схема процессом, контактной точечной сварки. / В.Е. пропонованого пристрою. Пристрій для керування Атауш, В.П. Леонов, Э.В. Бумбиерис и Е.С. Луцук. процесом контактного точкового зварювання - Опубл. 07.01.1987, Бюл. №1]. містить джерело зварювального струму 1, Недоліком відомого пристрою є те, що в ньому регулятор зварювального струму 2 на керованих відсутня можливість фіксувати значення транзисторах 3, зварювальний контур 4 із потужності зварювального струму в момент зварювальними електродами 5 і зварюваними досягнення міжелектродною напругою порогового деталями 6, датчики зварювального струму 7 і значення і далі витримувати його на постійному напруги 8 на електродах, ви ходи яких з'єднані з рівні. У зв'язку з цим є імовірність виникнення входами блока множення 9, перший електронний непровару aбo випліскувань розплавленого ключ 10, перший інтегратор 11 з першим ключем металу і не завжди вдається отримати бажану 12, перший задатчик 13 необхідній енергії для якість зварних з'єднань. зварювання, перший компаратор 14, другий Технічною задачею корисної моделі є задатчик 15 швидкості наростання потужності створення такого пристрою для керування зварювального струму, др угий електронний ключ процесом контактного точкового зварювання, в 16, другий інтегратор 17 з другим ключем 18, якому за рахунок керування другим електронним третій інтегратор 19 з третім ключем 20, блок ключем по сигналу з виходу друго го блока запуску 21, блок керування 22, перший блок порівняння з'являється можливість фіксувати порівняння 23, третій задатчик 24 максимального значення потужності зварювального струму в значення потужності зварювального струму, момент досягнення міжелектродною напругою другий компаратор 25 і буферний підсилювач 26, порогового значення і далі витримувати його на четвертий задатчик 27 закону зміни порогової постійному рівні. міжелектродної напруги і другий блок порівняння Поставлена задача досягається тим, що у 28. відомому пристрої для керування процесом Призначення окремих блоків пристрою контактного точкового зварювання, що містить наступне. Датчики 7 і 8 призначені, відповідно, для джерело зварювального струму, регулятор вимірювання зварювального струму ІЗВ і напруги зварювального струму, датчики зварювального UЗВ між електродами. Блок множення 9 струму і напруги між електродами, підключені до перемножує ІЗВ і UЗВ, видаючи сигнал про миттєве входів блока множення, перший інтегратор і значення (поточне) потужності зварювального перший задатчик, з'єднані з входами першого струму на перший вхід блока порівняння 23 і через компаратора, блок керування, перший і другий перший електронний ключ 10 на вхід першого виходи якого підключені до входів, що управляють, інтегратора 11. Останній формує сигнал, першого і другого інтеграторів, другий задатчик і пропорційний енергії, що введена між блок порівняння, два електронні ключі, буферний електродами, і подає його на перший компаратор підсилювач, третій інтегратор і послідовно з'єднані 14, який порівнює його із заданим значенням третій задатчик і другий компаратор, регулятор енергії зварювання, що поступає з першого зварювального струму, включений у вторинне задатчика 13. Інтегрування потужності коло джерела зварювального струму, вхід, що здійснюється протягом часу tЗВ=tФ+tП, де tЗВ керує, регулятора зварювального струму, через тривалість всього процесу зварювання; tФ буферний підсилювач з'єднаний з виходом блока тривалість фронту наростання потужності порівняння, перший вхід якого з'єднаний з першим зварювального струму до максимального значення виходом блока множення, другий ви хід якого РЗВmax, tП - тривалість підтримки потужності з'єднаний через перший електронний ключ з зварювального струму на постійному рівні. входом першого інтегратора, вихід першого Послідовно з'єднані другий задатчик 15 швидкості компаратора з'єднаний з першим входом блока наростання потужності зварювального струму, керування, третій, четвертий, п'ятий і шостий через другий електронний ключ 16, другий 17 і входи якого з'єднані з входами, що управляють, третій 19 інтегратори задають закон буферного підсилювача, третього інтегратора, квадратичного наростання потужності першого електронного ключа і другого зварювального струму. При цьому, другим компаратора, вихід др угого задатчика через задатчиком 15 задається швидкість наростання послідовно з'єднані другий електронний ключ, потужності зварювального струму, а, отже, і другий і третій інтегратори з'єднаний з другими тривалість фронту наростання tФ. Третім 5 21356 6 задатчиком 24 задається максимальна потужність контурі 4 і напруга UЗВ між електродами 5 зварювального струму РЗВmax; після досягнення вимірюються відповідно датчиками 7 і 8. Після якої другий електронний ключ 16 розмикається і з включення зварювального струму блок множення виходу третього інтегратора 19 від цього моменту 9, вхідними сигналами якого є сигнали, часу знімається постійний сигнал, пропорційний пропорційні зварювальному струму ІЗВ з датчика 7 РЗВmax. Тривалість tП визначається пропорційно і напрузі UЗВ між електродами 5 з датчика 8, різницею між загальною енергією WЗВзад і перемножує ці сигнали. На виході блока множення виділеною енергією за час фронту наростання tФ 9 формується сигнал, пропорційний значенню потужності зварювального струму до РЗ Вmax. Ключі миттєвої потужності зварювального струму. З 12, 18 і 20 служать для розряду інтегруючих одного виходу блока множення 9 сигнал про конденсаторів, перший електронний ключ 10 - для миттєву потужність зварювального струму підключення і відключення першого інтегратора 11 подається на перший інтегратор 11, а з іншого від блока множення 9, а другий електронний ключ виходу - на один з входів в перший блок 16 - для відключення другого задатчика 15 від порівняння 23. З моменту ввімкнення другого і третього інтеграторів 17 і 19. Блок зварювального струму з др угого задатчика 15 запуску 21 включає блок керування 22, який керує подається опорна напруга UЗАД через другий першим електронним ключем 10 і ключами 12, 18 і електронний ключ 16 на вхід другого інтегратора 20, буферним підсилювачем 26 і другим 17 і з його виходу - на вхід третього інтегратора 19. компаратором 25, який порівнює поточне значення Таким чином, на виході третього інтегратора 19 потужності зварювального струму, що задається, з формується квадратично-наростаюча напруга, що виходу третього інтегратора 19 із заданим задає закон зміни потужності зварювального значенням РЗВmax із задатчика 24 і за умови струму в зварювальному контурі 4. З виходу рівності цих сигналів розмикає електронний ключ третього інтегратора 19 сигнал у вигляді 16. Перший блок порівняння 23 порівнює сигнал квадратичної залежності К1×UЗАД2 dt (де К1 про поточне значення потужності зварювального коефіцієнт пропорційності) подається на другий струму з ви ходу блока множення 9 з сигналом з вхід першого блока порівняння 23 для виділення виходу послідовно з'єднаних другого і третього різниці з сигналом, що поступає з блока множення інтеграторів 17 і 19, що формують сигнал, який 9. Різницевий сигнал, що є відхиленням дійсного задає, миттєве значення і закон зміни потужності значення потужності зварювального струму від зварювального струму. Буферний підсилювач 26 заданого значення, поступає на буферний призначений для посилення різницевого сигналу, підсилювач 26, де він формується і подається на що знімається з блока 23, до рівня, споживаного керований транзистор 3 регулятора вхідними ланцюгами регулятора зварювального зварювального струму 2. При цьому регулятор струму 2, виконаного на керованих транзисторах зварювального струму зменшує або збільшує 3, які комутують зварювальний струм від джерела зварювальний струм в контурі таким чином, щоб живлення 1 відповідно до закону зміни потужності потужність зварювального струму наростала за зварювального струму РЗВ, що задається. У квадратичним законом. другому блоці порівняння 28 відбувається З самого початку процесу з датчика 8 поступає безперервне порівняння сигналів поточної сигнал, пропорційний поточній міжелектродній міжелектродної напруги UЗВ що поступає з датчика напрузі на другий блок порівняння 28, де він 8, і порогової міжелектродної напруги, який постійно порівнюється з програмою порогової поступає із задатчика 27. В момент, коли ці міжелектродної напруги UПОР що поступає з сигнали зрівнюються блок порівняння 28 подає четвертого задатчика 27. Програма порогової сигнал на розмикання електронного ключа 16. міжелектродної напруги може бути довільною. В Пристрій працює таким чином. даному випадку вона являє собою постійний Від педалі механізму стискування через рівень напруги, який знаходиться в інтервалі між релейний елемент (на Фіг.1 не показані) напругою плавлення і напругою кипіння. У момент вмикається блок запуску 21, який вмикає блок досягнення поточною міжелектродною напругою керування 22. Далі з блока керування 22 UЗВ порогової напруги UПОР з'являється сигнал на подається сигнал дозволу роботи на буферний виході блока порівняння 28, який розмикає другий підсилювач 26. Одночасно блок керування електронний ключ 16. Після цього другий і третій виробляє і подає сигнали, на ключі 12, 18 і 20 і інтегратори 17 і 19 запам'ятовують і підтримують перший електронний ключ 10. При цьому до кінця зварювання рівень сигналу з ви ходу вмикаються перший 11, другий 17 і третій 19 третього задатчика 24, тобто потужність інтегратори. Після цього з другого задатчика 15 зварювального струму в контурі витримується далі подається сигнал через другий електронний ключ протягом часу tП на рівні, що відповідає моменту 16 (початковий стан ключа замкнутий) на коли поточна і задана міжелектродні напруги послідовно з'єднані другий 17 і третій 19 зрівнялися. У разі, якщо під дією будь-яких впливів інтегратори і з виходу третього інтегратора 19 на (розміри зварюваних деталей, різна якість, їх перший блок порівняння 23. Далі з першого блока підготовки, зміна стану робочих поверхонь порівняння 23 подається сигнал на буферний електродів і ін.) поточна міжелектродна напруга підсилювач 26, а з нього - на регулятор UЗВ не досягне порогової міжелектродної напруги зварювального струму 2. При цьому в UПОР, сигнал на виході третього інтегратора 19 зварювальному (силовому) контурі 4 починає досягне рівня, відповідного максимальному протікати зварювальний струм. Величина значенню потужності зварювального струму РЗВмах зварювального струму ІЗВ в зварювальному який встановлюється третім задатчиком 24. При 7 21356 8 цьому компаратор 25 подає сигнал на розмикання Таким чином, пристрій повертається в другого електронного ключа 16. Після чого другий і початковий стан і готовий до наступного циклу третій інтегратори 17 і 19 запам'ятовують і зварювання. підтримують до кінця зварювання рівень сигналу, Приклад використання пристрою. заданого за допомогою третього задатчика 24, Пристрій використовувався для зварювання тобто потужність зварювального струму в колі циліндричних резонаторів коливальних систем витримується на заданому максимальному рівні електромеханічних фільтрів з елінварного сплаву РЗВмах протягом часу tП. Одночасно з ввімкненням 44НХМТ діаметром 3мм з дротом 42НХТЮА зварювального струму і першого електронного діаметром 0,22мм. Для зварювання ключа 10 перший інтегратор 11 проводить використовувалися наступні режими: енергія інтегрування сигналу, пропорційного поточному зварювального імпульсу WЗВ=0,5Дж, порогове значенню потужності зварювального струму, що значення міжелектродної напруги UПОР=1,4-1,6В; поступає з виходу блока множення 9. Інтегрування тривалість фронту tФ=0,5-1,2мс; тривалість проводиться протягом часу, що дорівнює процесу зварювання tЗВ=1-2мс, амплітуда тривалості зварювального імпульсу, тобто tЗВ: потужності зварювального струму РЗВмах=300550Вт. Після проведення серії експериментальних t ЗВ t 1 ЗВ зварювань, були підібрані оптимальні режими, які WЗВ = K 2 × ò РЗВ dt = × ò РЗВ dt , RC 0 дозволили отримати найкращу якість зварних 0 з'єднань (порогове значення міжелектродної де К2 - коефіцієнт пропорційності; напруги UПОР≈1,5В; тривалість фронту tФ≈0,7мс; WЗВ - енергія, що виділилася між електродами; тривалість процесу зварювання tЗВ≈1,5мс; РЗВ=IЗВ.UЗВ - поточне значення миттєвої амплітуда потужності зварювального струму потужності; РЗВмах≈450Вт). Основною характеристикою RC - постійна часу зарядного ланцюга коливальних систем електромеханічних фільтрів є інтегратора. амплітудно-частотна характеристика. Її Таким чином, на виході першого інтегратора нерівномірність у смузі пропускання фільтру 11 формується сигнал, пропорційний виділеній істотно залежить від якості зварних з'єднань. енергії між електродами, який подається на Підвищення повторюваності зварних з'єднань при перший вхід першого компаратора 14. Другий порівнянні пропонованого способу із прототипом сигнал на перший компаратор 14 подається з виявилося зменшенням нерівномірності першого задатчика 13, яким задається величина амплітудно-частотної характеристики енергії, необхідної для зварювання WЗВ. Після електромеханічних фільтрів в середньому на 20%. досягнення сигналом з виходу першого Це позитивно позначається на технологічному інтегратора 11 заданого значення з першого процесі виробництва фільтрів, оскільки фільтри, задатчика 13 перший компаратор 14 подає сигнал що відповідають вимогам по нерівномірності в блок керування 22, який дає команду заборони амплітудно-частотної характеристики, надалі не роботи на буферний підсилювач 26. При цьому вимагають самої трудомісткої операції зварювальний струм вимикається. Одночасно з настроювання. тим, як енергія зварювання WЗВ досягне значення Таким чином, використання пропонованого заданого першим задатчиком 13, перший пристрою для керування процесом контактного компаратор 14 подає команду на блок керування точкового зварювання дозволяє, завдяки 22, останній дає команду на розмикання можливості фіксувати значення потужності електронного ключа 10 і замикання ключів 12, 18 і зварювального струму в момент досягнення 20. При цьому перший 10, другий 17 і третій 19 міжелектродною напругою порогового значення і інтегратори повертаються в початковий стан. Блок далі витримувати його на постійному рівні, керування 22 повертає також компаратор 25 в покращити якість зварного з'єднання, а також початковий стан, який знову замикає другий підвищити повторюваність параметрів цього електронний ключ 16 (початковий стан ключа з'єднання. замкнутий). 9 Комп’ютерна в ерстка А. Крижанівський 21356 Підписне 10 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for controlling the process of contact spot welding
Автори англійськоюPaerand Yurii Eduardovych, Bondarenko Oleksandr Fedorovych
Назва патенту російськоюУстройство для управления процессом контактной точечной сварки
Автори російськоюПаеранд Юрий Эдуардович, Бондаренко Александр Федорович
МПК / Мітки
МПК: B23K 11/24
Мітки: процесом, керування, точкового, контактного, пристрій, зварювання
Код посилання
<a href="https://ua.patents.su/5-21356-pristrijj-dlya-keruvannya-procesom-kontaktnogo-tochkovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для керування процесом контактного точкового зварювання</a>
Спосіб керування процесом контактного точкового зварювання
Номер патенту: 20927
Опубліковано: 15.02.2007
Автори: Бондаренко Олександр Федорович, Паеранд Юрій Едуардович
МПК: B23K 11/24
Мітки: зварювання, спосіб, керування, точкового, контактного, процесом
Формула / Реферат:
Спосіб керування процесом контактного точкового зварювання, що включає вимірювання поточної міжелектродної напруги і зварювального струму, збільшення потужності зварювального струму за квадратичним законом, дозування виділеної між електродами енергії, порівнюючи її із заданою величиною, який відрізняється тим, що потужність зварювального струму збільшують за квадратичним законом доти, доки міжелектродна напруга не досягне порогового значення,...
Пристрій для контактного точкового зварювання
Номер патенту: 20398
Опубліковано: 15.07.1997
Автори: Галкін Василь Дмитрович, Кушнарьов Віктор Павлович, Бібік Михайло Дем'янович, Перков Євген Тимофійович
МПК: B23K 11/10
Мітки: зварювання, контактного, точкового, пристрій
Формула / Реферат:
1. Устройство для контактной точечной сварки, содержащее сварочный трансформатор, заклю-ченный в металлический корпус, верхний неподвижный и нижний подвижный держатели электродов, подключенные к вторичной обмотке сварочного трансформатора, ручной привод для сжатия электродов и блок управления, отличающееся тем, что сварочный трансформатор выполнен со вторичной обмоткой из двух витков полосовой шины, состоящей из четырех частей, соединенных...
Переносна машина для контактного точкового зварювання
Номер патенту: 18481
Опубліковано: 25.12.1997
Автори: Хавін Віктор Юлійович, Шкуратов Олег Ігорович, Ілюхін Юрій Миколайович, Дибан Євген Павлович, Панарін Володимир Володимирович, Терешонок Тетяна Романівна
МПК: B23K 11/24
Мітки: контактного, переносна, точкового, машина, зварювання
Формула / Реферат:
Переносная машина для контактной точечной сварки, содержащая сварочный трансформатор, к первичной обмотке которого подключены встречно-параллельно включенные управляемые вентили с блоком их управления, и блок питания, отличающаяся тем, что она дополнительно снабжена последовательно соединенными блоком формирования сварочных импульсов, блоком опорного напряжения и блоком сравнения, а также электронным ключом и терморезистором, первый вход...
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів
Номер патенту: 30514
Опубліковано: 15.11.2000
Автори: Самотий Володимир Васильович, Білобородченко Володимир Іванович
МПК: B23K 11/00
Мітки: зварювання, пристрій, тугоплавких, матеріалів, конденсаторного, точкового, переважно
Формула / Реферат:
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з'єднане з першим тиристором та через перший діод - з накопичувальним конденсатором, зварювальний трансформатор, первинна обмотка якого має принаймні один проміжний вивід, вхід та вихід її під'єднані відповідно до другого діоду та першого тиристора, а вторинна обмотка є виходом пристрою, який відрізняється тим, що в нього...
Пристрій для управління процесом контактного стикового зварювання плавленням
Номер патенту: 732
Опубліковано: 15.12.1993
Автори: Галян Борис Опанасович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Кучук-Яценко Сергій Іванович, Горишняков Олексій Іванович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: управління, контактного, процесом, пристрій, зварювання, стикового, плавленням
Формула / Реферат:
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее последовательно соединенные блок формирования задания по скорости перемещения деталей и привод их перемещения и осадки, сварочный трансформатор, вторичная цепь которого подключена к губкам сварочной машины, а в первичную цепь его включен датчик сварочного тока, выход последнего через коммутатор подключен к компаратору, к другому входу компаратора...
Попередній патент: Спосіб вимірювання рівнів електрично однорідних речовин у ємностях, що їх містять
Наступний патент: Інструмент профілезгинального стана
Випадковий патент: Композиція для виготовлення пісочного печива