Система керування машиною контактного стикового зварювання оплавленням
Номер патенту: 79064
Опубліковано: 10.05.2007
Автори: Глазов Сергій Емірович, Голіков Андрій Васильович, Норка Сергій Петрович, Назімов Сергій Петрович
Формула / Реферат
1. Система керування машиною контактного стикового зварювання оплавленням, яка містить електрично зв’язані між собою блок задання програми, блок контролю тривалості короткого замикання, блок виміру величини осадки і систему сигналізації, причому до виходу блока задання програми приєднані входи блока визначення моменту закінчення контролю коротких замикань і блока керування градієнтом швидкості переміщення деталей, що зварюються, до входу блока контролю тривалості коротких замикань приєднаний вихід блока визначення моменту закінчення контролю коротких замикань, а до входу системи сигналізації приєднаний вихід блока контролю градієнта швидкості переміщення, який відрізняється тим, що електричний зв’язок між блоком задання програми і блоком керування градієнтом швидкості переміщення деталей, що зварюються, виконаний програмно, на мікроконтролері, а в систему керування машиною контактного стикового зварювання оплавленням уведений кроковий двигун, вхід системи керування яким з’єднаний з виходом блока керування градієнтом швидкості переміщення деталей, що зварюються, а частотний вихід мікроконтролера з’єднаний із входом системи керування кроковим двигуном.
2. Система керування машиною контактного стикового зварювання оплавленням за п. 1, яка відрізняється тим, що система керування кроковим двигуном виконана як блоки фаз із транзисторними ключами, блок захисту ключів і блок комутації фаз, причому вихід останнього з’єднаний із входами блоків фаз, а силові виходи блоків фаз з’єднані з входом блока захисту ключів.
Текст
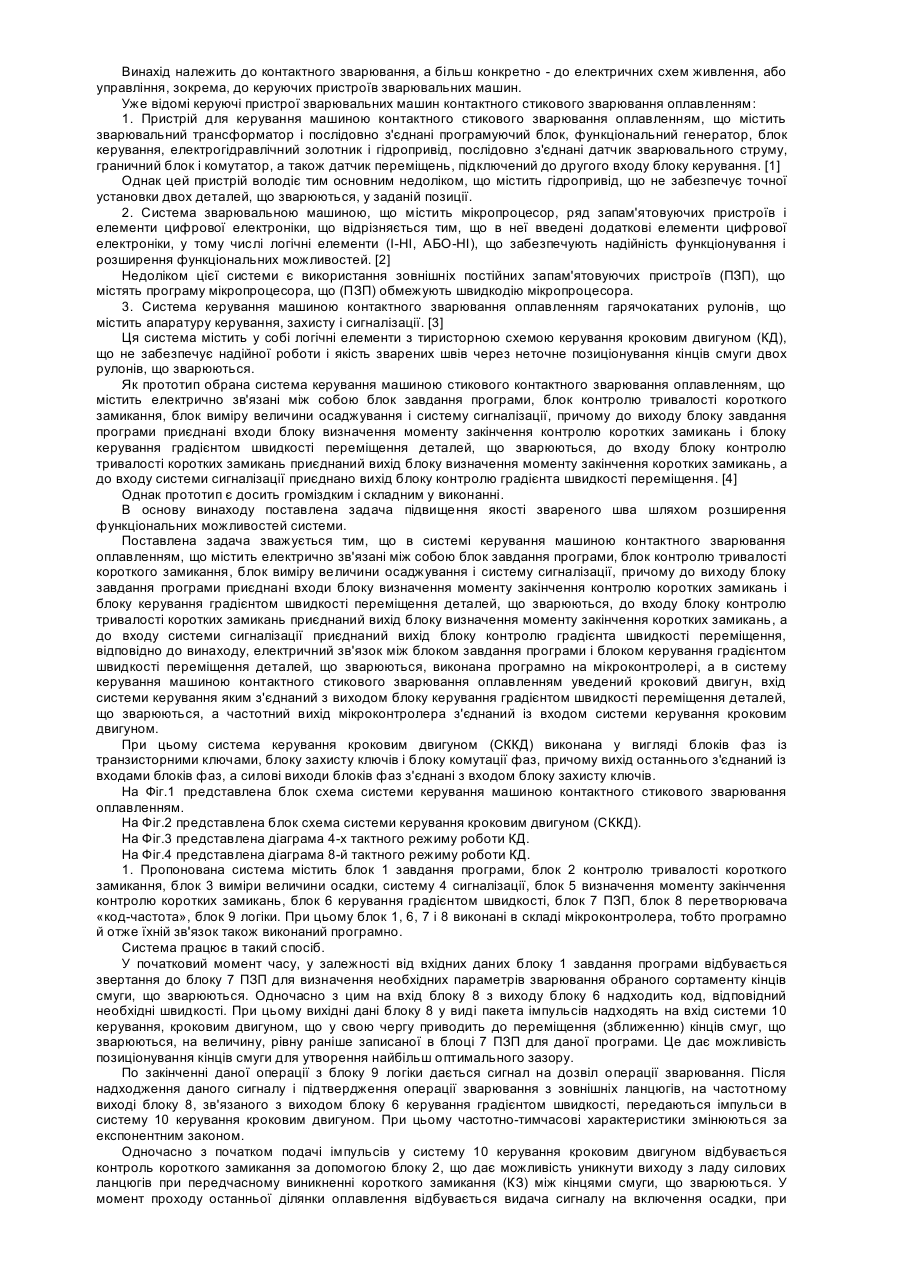
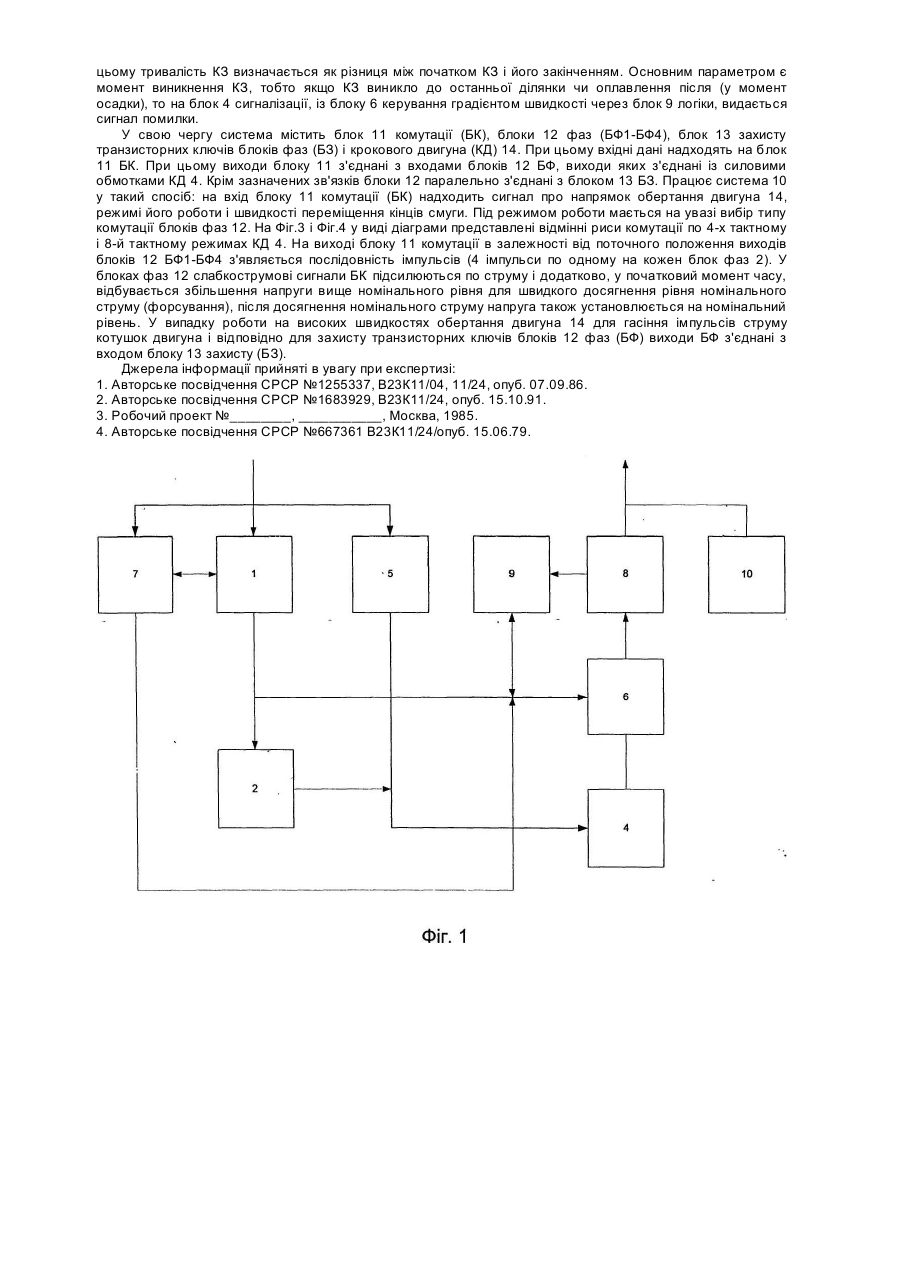
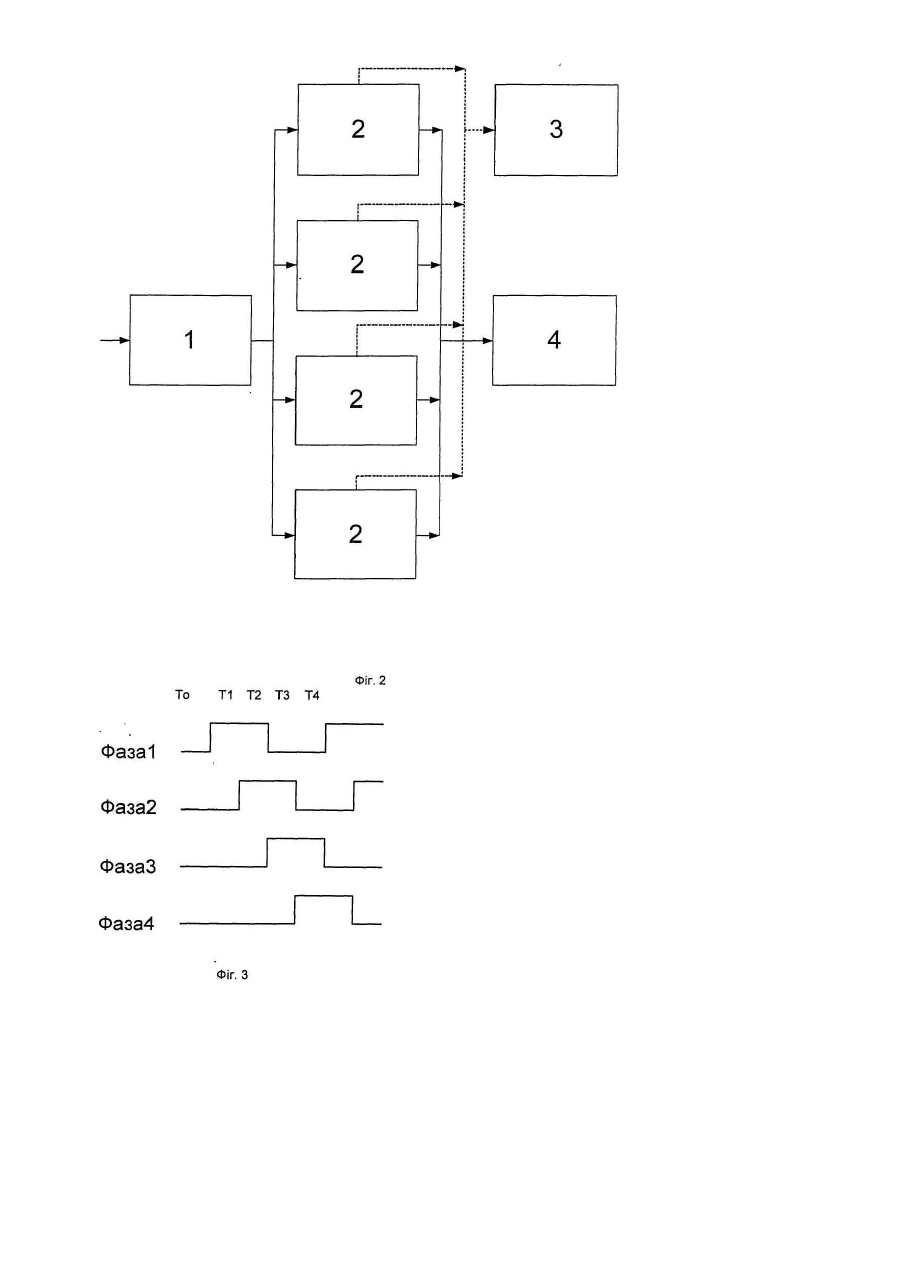
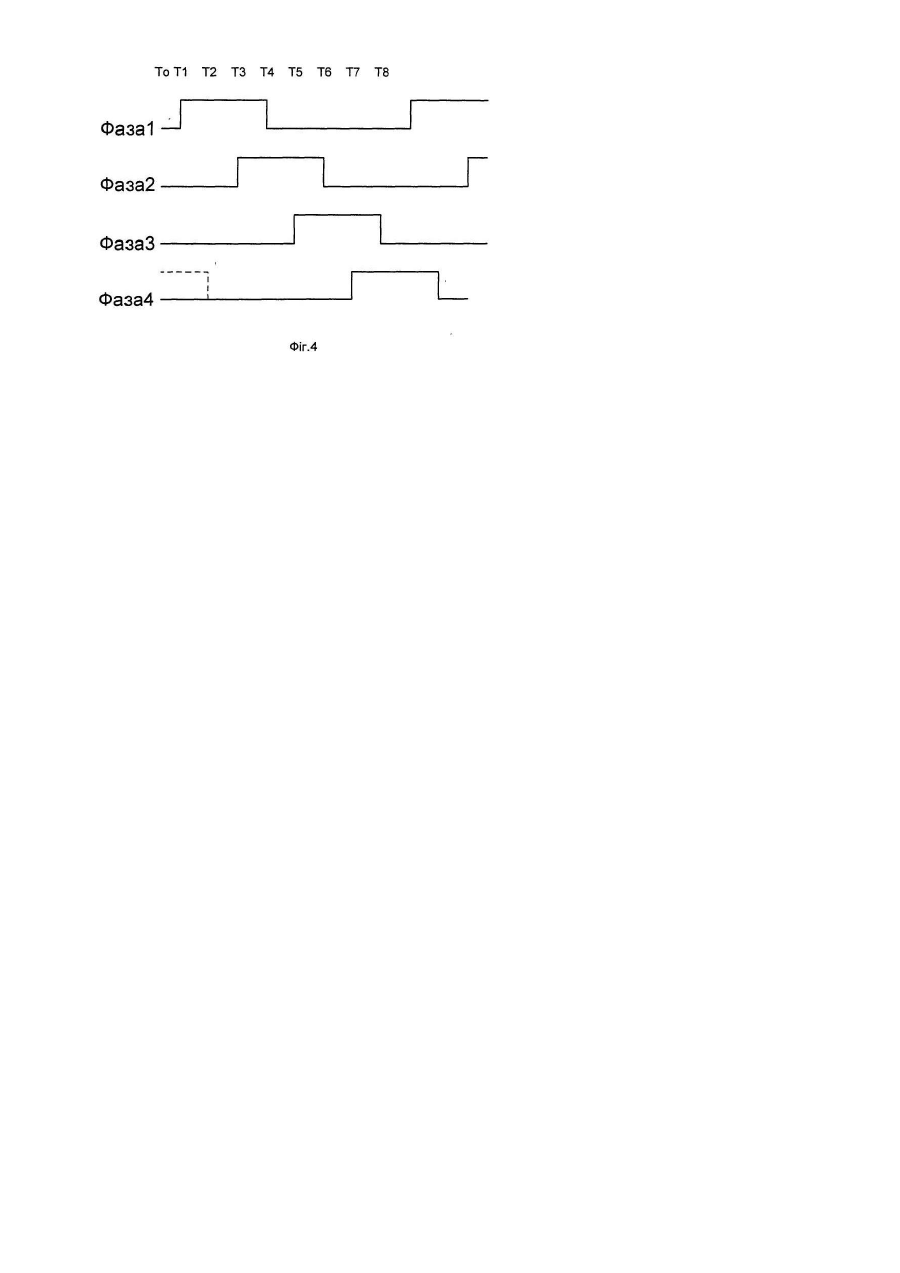
Винахід належить до контактного зварювання, а більш конкретно - до електричних схем живлення, або управління, зокрема, до керуючих пристроїв зварювальних машин. Уже відомі керуючі пристрої зварювальних машин контактного стикового зварювання оплавленням: 1. Пристрій для керування машиною контактного стикового зварювання оплавленням, що містить зварювальний трансформатор і послідовно з'єднані програмуючий блок, функціональний генератор, блок керування, електрогідравлічний золотник і гідропривід, послідовно з'єднані датчик зварювального струму, граничний блок і комутатор, а також датчик переміщень, підключений до другого входу блоку керування. [1] Однак цей пристрій володіє тим основним недоліком, що містить гідропривід, що не забезпечує точної установки двох деталей, що зварюються, у заданій позиції. 2. Система зварювальною машиною, що містить мікропроцесор, ряд запам'ятовуючих пристроїв і елементи цифрової електроніки, що відрізняється тим, що в неї введені додаткові елементи цифрової електроніки, у тому числі логічні елементи (І-НІ, АБО-НІ), що забезпечують надійність функціонування і розширення функціональних можливостей. [2] Недоліком цієї системи є використання зовнішніх постійних запам'ятовуючих пристроїв (ПЗП), що містять програму мікропроцесора, що (ПЗП) обмежують швидкодію мікропроцесора. 3. Система керування машиною контактного зварювання оплавленням гарячокатаних рулонів, що містить апаратуру керування, захисту і сигналізації. [3] Ця система містить у собі логічні елементи з тиристорною схемою керування кроковим двигуном (КД), що не забезпечує надійної роботи і якість зварених швів через неточне позиціонування кінців смуги двох рулонів, що зварюються. Як прототип обрана система керування машиною стикового контактного зварювання оплавленням, що містить електрично зв'язані між собою блок завдання програми, блок контролю тривалості короткого замикання, блок виміру величини осаджування і систему сигналізації, причому до виходу блоку завдання програми приєднані входи блоку визначення моменту закінчення контролю коротких замикань і блоку керування градієнтом швидкості переміщення деталей, що зварюються, до входу блоку контролю тривалості коротких замикань приєднаний вихід блоку визначення моменту закінчення коротких замикань, а до входу системи сигналізації приєднано вихід блоку контролю градієнта швидкості переміщення. [4] Однак прототип є досить громіздким і складним у виконанні. В основу винаходу поставлена задача підвищення якості звареного шва шляхом розширення функціональних можливостей системи. Поставлена задача зважується тим, що в системі керування машиною контактного зварювання оплавленням, що містить електрично зв'язані між собою блок завдання програми, блок контролю тривалості короткого замикання, блок виміру величини осаджування і систему сигналізації, причому до виходу блоку завдання програми приєднані входи блоку визначення моменту закінчення контролю коротких замикань і блоку керування градієнтом швидкості переміщення деталей, що зварюються, до входу блоку контролю тривалості коротких замикань приєднаний вихід блоку визначення моменту закінчення коротких замикань, а до входу системи сигналізації приєднаний вихід блоку контролю градієнта швидкості переміщення, відповідно до винаходу, електричний зв'язок між блоком завдання програми і блоком керування градієнтом швидкості переміщення деталей, що зварюються, виконана програмно на мікроконтролері, а в систему керування машиною контактного стикового зварювання оплавленням уведений кроковий двигун, вхід системи керування яким з'єднаний з виходом блоку керування градієнтом швидкості переміщення деталей, що зварюються, а частотний вихід мікроконтролера з'єднаний із входом системи керування кроковим двигуном. При цьому система керування кроковим двигуном (СККД) виконана у вигляді блоків фаз із транзисторними ключами, блоку захисту ключів і блоку комутації фаз, причому вихід останнього з'єднаний із входами блоків фаз, а силові виходи блоків фаз з'єднані з входом блоку захисту ключів. На Фіг.1 представлена блок схема системи керування машиною контактного стикового зварювання оплавленням. На Фіг.2 представлена блок схема системи керування кроковим двигуном (СККД). На Фіг.3 представлена діаграма 4-х тактного режиму роботи КД. На Фіг.4 представлена діаграма 8-й тактного режиму роботи КД. 1. Пропонована система містить блок 1 завдання програми, блок 2 контролю тривалості короткого замикання, блок 3 виміри величини осадки, систему 4 сигналізації, блок 5 визначення моменту закінчення контролю коротких замикань, блок 6 керування градієнтом швидкості, блок 7 ПЗП, блок 8 перетворювача «код-частота», блок 9 логіки. При цьому блок 1, 6, 7 і 8 виконані в складі мікроконтролера, тобто програмно й отже їхній зв'язок також виконаний програмно. Система працює в такий спосіб. У початковий момент часу, у залежності від вхідних даних блоку 1 завдання програми відбувається звертання до блоку 7 ПЗП для визначення необхідних параметрів зварювання обраного сортаменту кінців смуги, що зварюються. Одночасно з цим на вхід блоку 8 з виходу блоку 6 надходить код, відповідний необхідні швидкості. При цьому вихідні дані блоку 8 у виді пакета імпульсів надходять на вхід системи 10 керування, кроковим двигуном, що у свою чергу приводить до переміщення (зближенню) кінців смуг, що зварюються, на величину, рівну раніше записаної в блоці 7 ПЗП для даної програми. Це дає можливість позиціонування кінців смуги для утворення найбільш оптимального зазору. По закінченні даної операції з блоку 9 логіки дається сигнал на дозвіл операції зварювання. Після надходження даного сигналу і підтвердження операції зварювання з зовнішніх ланцюгів, на частотному виході блоку 8, зв'язаного з виходом блоку 6 керування градієнтом швидкості, передаються імпульси в систему 10 керування кроковим двигуном. При цьому частотно-тимчасові характеристики змінюються за експонентним законом. Одночасно з початком подачі імпульсів у систему 10 керування кроковим двигуном відбувається контроль короткого замикання за допомогою блоку 2, що дає можливість уникнути виходу з ладу силових ланцюгів при передчасному виникненні короткого замикання (КЗ) між кінцями смуги, що зварюються. У момент проходу останньої ділянки оплавлення відбувається видача сигналу на включення осадки, при цьому тривалість КЗ визначається як різниця між початком КЗ і його закінченням. Основним параметром є момент виникнення КЗ, тобто якщо КЗ виникло до останньої ділянки чи оплавлення після (у момент осадки), то на блок 4 сигналізації, із блоку 6 керування градієнтом швидкості через блок 9 логіки, видається сигнал помилки. У свою чергу система містить блок 11 комутації (БК), блоки 12 фаз (БФ1-БФ4), блок 13 захисту транзисторних ключів блоків фаз (БЗ) і крокового двигуна (КД) 14. При цьому вхідні дані надходять на блок 11 БК. При цьому виходи блоку 11 з'єднані з входами блоків 12 БФ, виходи яких з'єднані із силовими обмотками КД 4. Крім зазначених зв'язків блоки 12 паралельно з'єднані з блоком 13 БЗ. Працює система 10 у такий спосіб: на вхід блоку 11 комутації (БК) надходить сигнал про напрямок обертання двигуна 14, режимі його роботи і швидкості переміщення кінців смуги. Під режимом роботи мається на увазі вибір типу комутації блоків фаз 12. На Фіг.3 і Фіг.4 у виді діаграми представлені відмінні риси комутації по 4-х тактному і 8-й тактному режимах КД 4. На виході блоку 11 комутації в залежності від поточного положення виходів блоків 12 БФ1-БФ4 з'являється послідовність імпульсів (4 імпульси по одному на кожен блок фаз 2). У блоках фаз 12 слабкострумові сигнали БК підсилюються по струму і додатково, у початковий момент часу, відбувається збільшення напруги вище номінального рівня для швидкого досягнення рівня номінального струму (форсування), після досягнення номінального струму напруга також установлюється на номінальний рівень. У випадку роботи на високих швидкостях обертання двигуна 14 для гасіння імпульсів струму котушок двигуна і відповідно для захисту транзисторних ключів блоків 12 фаз (БФ) виходи БФ з'єднані з входом блоку 13 захисту (БЗ). Джерела інформації прийняті в увагу при експертизі: 1. Авторське посвідчення СРСР №1255337, В23К11/04, 11/24, опуб. 07.09.86. 2. Авторське посвідчення СРСР №1683929, В23К11/24, опуб. 15.10.91. 3. Робочий проект №________, ___________, Москва, 1985. 4. Авторське посвідчення CРСР №667361 В23К11/24/опуб. 15.06.79.
ДивитисяДодаткова інформація
Назва патенту англійськоюControl system of machine of contact flash butt welding
Автори англійськоюNorka Serhii Petrovych
Назва патенту російськоюСистема управления машиной контактной стыковой сварки оплавлением
Автори російськоюНорка Сергей Петрович
МПК / Мітки
МПК: B23K 11/25, B23K 11/24
Мітки: система, стикового, машиною, оплавленням, керування, контактного, зварювання
Код посилання
<a href="https://ua.patents.su/4-79064-sistema-keruvannya-mashinoyu-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Система керування машиною контактного стикового зварювання оплавленням</a>
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 42540
Опубліковано: 15.10.2001
Автори: Скачков Ігор Олегович, Чвертко Євгенія Петрівна
МПК: B23K 11/04
Мітки: спосіб, контактного, оплавленням, стикового, контролю, процесу, зварювання
Формула / Реферат:
Спосіб контролю процесу контактного стикового, зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, обчислюють їх середньоквадратичне відхилення та визначають час, за який середньоквадратичні...
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 56886
Опубліковано: 15.05.2003
Автори: Чвертко Євгенія Петрівна, Скачков Ігор Олегович
МПК: B23K 11/04
Мітки: зварювання, процесу, стикового, оплавленням, спосіб, контактного, контролю
Формула / Реферат:
Спосіб контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, визначають їх середньоквадратичні відхилення за кожен період мережі живлення та дисперсію...
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 58109
Опубліковано: 15.07.2003
Автори: Скачков Ігор Олегович, Чвертко Євгенія Петрівна
МПК: B23K 11/04
Мітки: процесу, спосіб, контролю, оплавленням, зварювання, стикового, контактного
Формула / Реферат:
Спосіб контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, визначають їхні середньоквадратичні відхилення за період мережі живлення, формують базову...
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Лазебний Іван Леонтійович
МПК: B23K 11/04
Мітки: оплавленням, контактного, пристрій, стикового, управління, машиною, зварювання
Формула / Реферат:
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет...
Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 56816
Опубліковано: 15.05.2003
Автори: Чвертко Євгенія Петрівна, Скачков Ігор Олегович
МПК: B23K 11/04
Мітки: процесу, контактного, спосіб, оплавленням, контролю, стикового, зварювання
Формула / Реферат:
Спосіб контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, визначають їх середньоквадратичне відхилення за період мережі живлення та відношення...
Попередній патент: Гірка настоянка “львівська медова з перцем”
Наступний патент: Комбінований пожежний сповіщувач для приміщення з агресивним і (або) вибухонебезпечним середовищем
Випадковий патент: Пондеромоторний ватметр