Машина горизонтального безперервного лиття заготовок
Номер патенту: 79415
Опубліковано: 11.06.2007
Автори: Хорошилов Олег Миколайович, Шатагін Олег Олександрович, Сварник Іван Олександрович, Руденко Анатолій Олександрович, Пономаренко Ольга Иванівна
Формула / Реферат
Машина горизонтального безперервного лиття заготовок, яка містить металоприймач розплаву, кристалізатор, графітову втулку кристалізатора (ГВК) з металевим водоохолоджуваним кожухом, тягнучий вузол та вузол розподілу заготовки на задану довжину, яка відрізняється тим, що у металоприймачі донне місце для приймання нових порцій розплаву підняте до рівня верхньої твірної лінії графітової втулки кристалізатора та відокремлене буртом від поглиблення, яке розташовано перед порожниною ГВК, причому, рівень найнижчої точки бурту перевищує рівень твірної лінії ГВК на величину В, яка дорівнює В = (0,3-1,5)D, де D - діаметр заготовки.
Текст
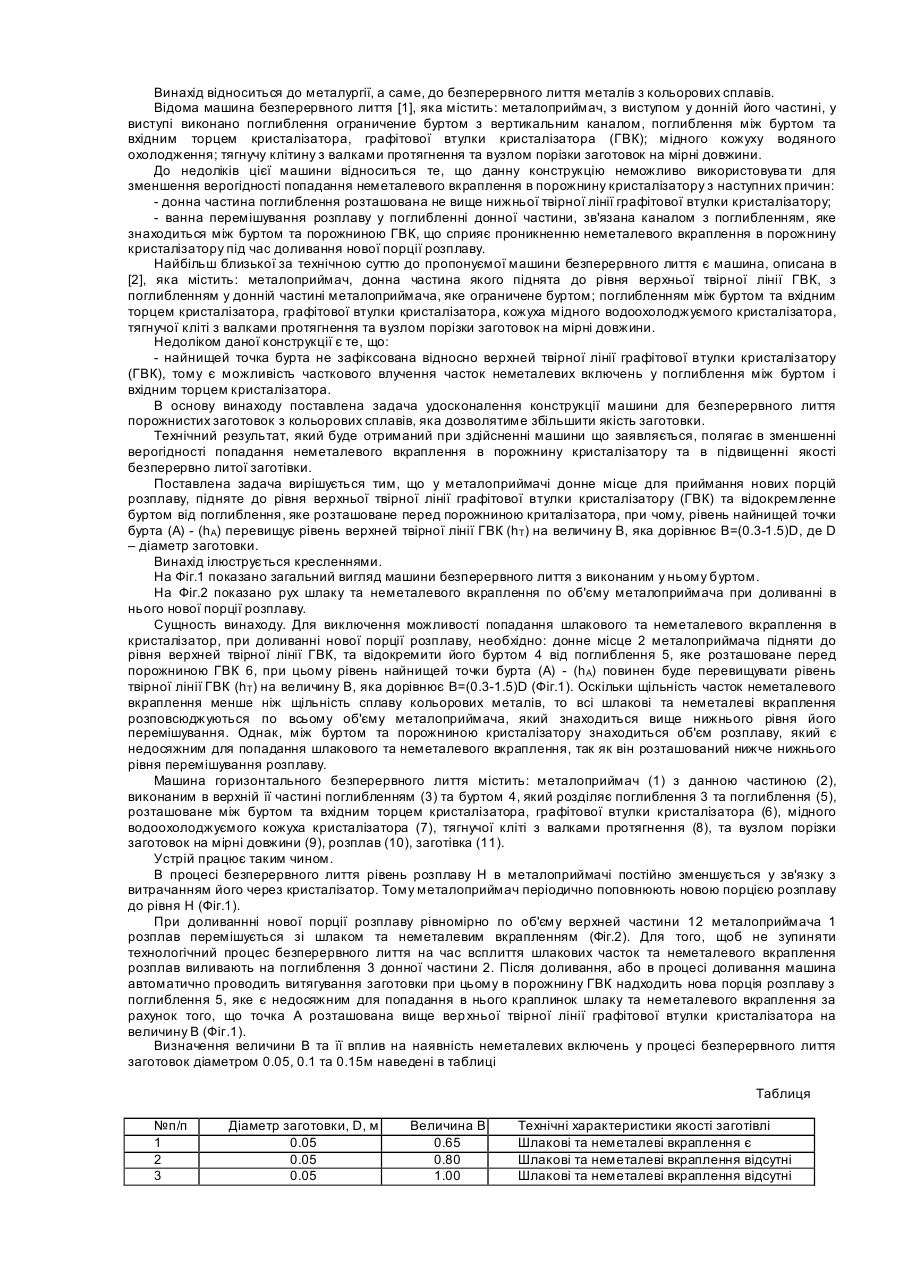
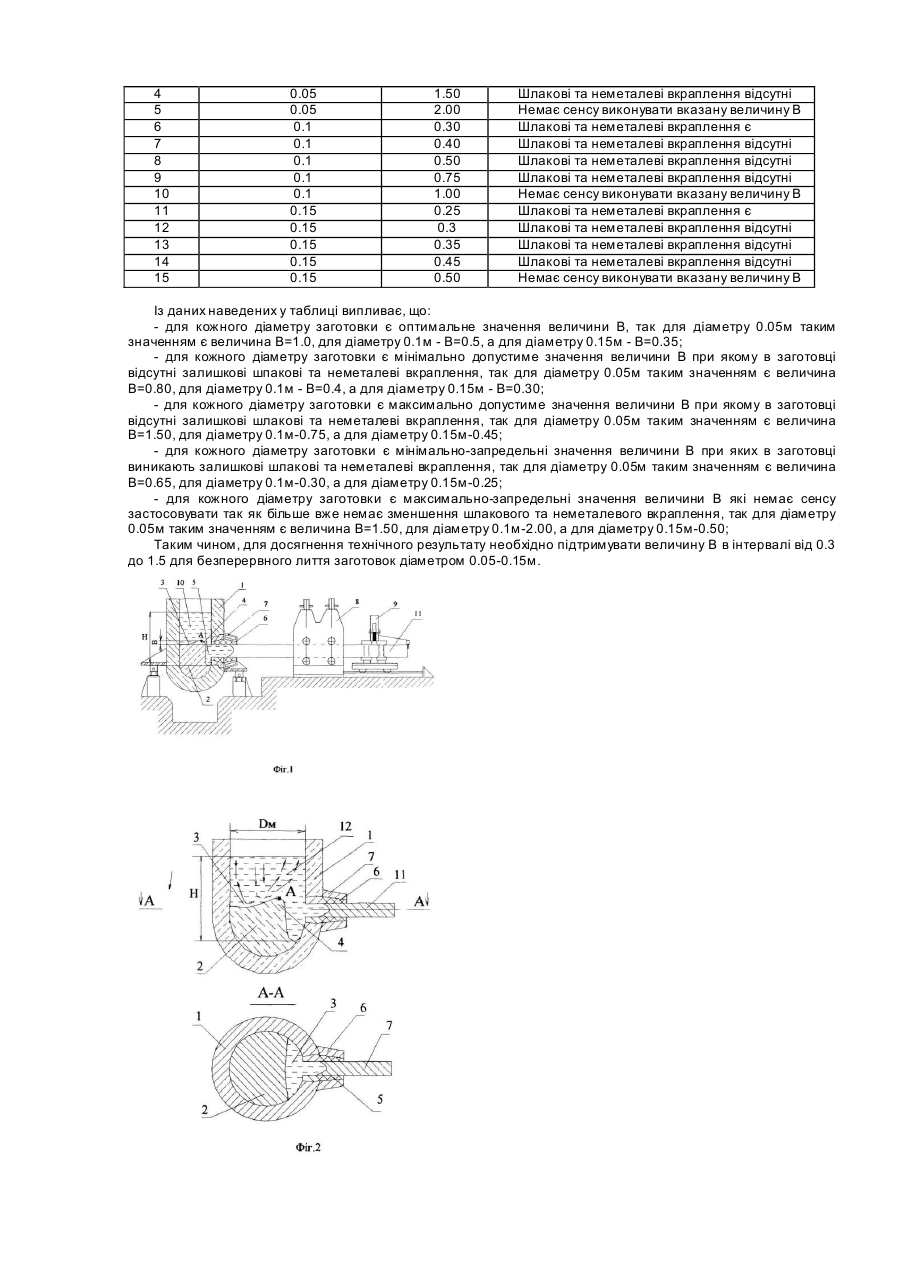
Винахід відноситься до металургії, а саме, до безперервного лиття металів з кольорових сплавів. Відома машина безперервного лиття [1], яка містить: металоприймач, з виступом у донній його частині, у виступі виконано поглиблення ограничение буртом з вертикальним каналом, поглиблення між буртом та вхідним торцем кристалізатора, графітової втулки кристалізатора (ГВК); мідного кожуху водяного охолодження; тягнучу клітину з валками протягнення та вузлом порізки заготовок на мірні довжини. До недоліків цієї машини відноситься те, що данну конструкцію неможливо використовува ти для зменшення верогідності попадання неметалевого вкраплення в порожнину кристалізатору з наступних причин: - донна частина поглиблення розташована не вище нижньої твірної лінії графітової втулки кристалізатору; - ванна перемішування розплаву у поглибленні донної частини, зв'язана каналом з поглибленням, яке знаходиться між буртом та порожниною ГВК, що сприяє проникненню неметалевого вкраплення в порожнину кристалізатору під час доливання нової порції розплаву. Найбільш близької за технічною суттю до пропонуємої машини безперервного лиття є машина, описана в [2], яка містить: металоприймач, донна частина якого піднята до рівня верхньої твірної лінії ГВК, з поглибленням у донній частині металоприймача, яке ограничене буртом; поглибленням між буртом та вхідним торцем кристалізатора, графітової втулки кристалізатора, кожуха мідного водоохолоджуємого кристалізатора, тягнучої кліті з валками протягнення та вузлом порізки заготовок на мірні довжини. Недоліком даної конструкції є те, що: - найнищей точка бурта не зафіксована відносно верхней твірної лінії графітової втулки кристалізатору (ГВК), тому є можливість часткового влучення часток неметалевих включень у поглиблення між буртом і вхідним торцем кристалізатора. В основу винаходу поставлена задача удосконалення конструкції машини для безперервного лиття порожнистих заготовок з кольорових сплавів, яка дозволятиме збільшити якість заготовки. Технічний результат, який буде отриманий при здійсненні машини що заявляється, полягає в зменшенні верогідності попадання неметалевого вкраплення в порожнину кристалізатору та в підвищенні якості безперервно литої заготівки. Поставлена задача вирішується тим, що у металоприймачі донне місце для приймання нових порцій розплаву, підняте до рівня верхньої твірної лінії графітової втулки кристалізатору (ГВК) та відокремленне буртом від поглиблення, яке розташоване перед порожниною криталізатора, при чому, рівень найнищей точки бурта (А) - (hA) перевищує рівень верхней твірної лінії ГВК (hT) на величину В, яка дорівнює В=(0.3-1.5)D, де D – діаметр заготовки. Винахід ілюструється кресленнями. На Фіг.1 показано загальний вигляд машини безперервного лиття з виконаним у ньому буртом. На Фіг.2 показано рух шлаку та неметалевого вкраплення по об'єму металоприймача при доливанні в нього нової порції розплаву. Сущность винаходу. Для виключення можливості попадання шлакового та неметалевого вкраплення в кристалізатор, при доливанні нової порції розплаву, необхідно: донне місце 2 металоприймача підняти до рівня верхней твірної лінії ГВК, та відокремити його буртом 4 від поглиблення 5, яке розташоване перед порожниною ГВК 6, при цьому рівень найнищей точки бурта (A) - (hA) повинен буде перевищувати рівень твірної лінії ГВК (hT) на величину В, яка дорівнює В=(0.3-1.5)D (Фіг.1). Оскільки щільність часток неметалевого вкраплення менше ніж щільність сплаву кольорових металів, то всі шлакові та неметалеві вкраплення розповсюджуються по всьому об'єму металоприймача, який знаходиться вище нижнього рівня його перемішування. Однак, між буртом та порожниною кристалізатору знаходиться об'єм розплаву, який є недосяжним для попадання шлакового та неметалевого вкраплення, так як він розташований нижче нижнього рівня перемішування розплаву. Машина горизонтального безперервного лиття містить: металоприймач (1) з данною частиною (2), виконаним в верхній її частині поглибленням (3) та буртом 4, який розділяє поглиблення 3 та поглиблення (5), розташоване між буртом та вхідним торцем кристалізатора, графітової втулки кристалізатора (6), мідного водоохолоджуємого кожуха кристалізатора (7), тягнучої кліті з валками протягнення (8), та вузлом порізки заготовок на мірні довжини (9), розплав (10), заготівка (11). Устрій працює таким чином. В процесі безперервного лиття рівень розплаву Η в металоприймачі постійно зменшується у зв'язку з витрачанням його через кристалізатор. Тому металоприймач періодично поповнюють новою порцією розплаву до рівня Η (Фіг.1). При доливаннні нової порції розплаву рівномірно по об'єму верхней частини 12 металоприймача 1 розплав перемішується зі шлаком та неметалевим вкрапленням (Фіг.2). Для того, щоб не зупиняти технологічний процес безперервного лиття на час всплиття шлакових часток та неметалевого вкраплення розплав виливають на поглиблення 3 донної частини 2. Після доливання, або в процесі доливання машина автоматично проводить витягування заготовки при цьому в порожнину ГВК надходить нова порція розплаву з поглиблення 5, яке є недосяжним для попадання в нього краплинок шлаку та неметалевого вкраплення за рахунок того, що точка А розташована вище вер хньої твірної лінії графітової втулки кристалізатора на величину В (Фіг.1). Визначення величини В та її вплив на наявність неметалевих включень у процесі безперервного лиття заготовок діаметром 0.05, 0.1 та 0.15м наведені в таблиці Таблиця №п/п 1 2 3 Діаметр заготовки, D, м 0.05 0.05 0.05 Величина В 0.65 0.80 1.00 Технічні характеристики якості заготівлі Шлакові та неметалеві вкраплення є Шлакові та неметалеві вкраплення відсутні Шлакові та неметалеві вкраплення відсутні 4 5 6 7 8 9 10 11 12 13 14 15 0.05 0.05 0.1 0.1 0.1 0.1 0.1 0.15 0.15 0.15 0.15 0.15 1.50 2.00 0.30 0.40 0.50 0.75 1.00 0.25 0.3 0.35 0.45 0.50 Шлакові та неметалеві вкраплення відсутні Немає сенсу виконувати вказану величину В Шлакові та неметалеві вкраплення є Шлакові та неметалеві вкраплення відсутні Шлакові та неметалеві вкраплення відсутні Шлакові та неметалеві вкраплення відсутні Немає сенсу виконувати вказану величину В Шлакові та неметалеві вкраплення є Шлакові та неметалеві вкраплення відсутні Шлакові та неметалеві вкраплення відсутні Шлакові та неметалеві вкраплення відсутні Немає сенсу виконувати вказану величину В Із даних наведених у таблиці випливає, що: - для кожного діаметру заготовки є оптимальне значення величини В, так для діаметру 0.05м таким значенням є величина В=1.0, для діаметру 0.1м - В=0.5, а для діаметру 0.15м - В=0.35; - для кожного діаметру заготовки є мінімально допустиме значення величини В при якому в заготовці відсутні залишкові шпакові та неметалеві вкраплення, так для діаметру 0.05м таким значенням є величина В=0.80, для діаметру 0.1м - В=0.4, а для діаметру 0.15м - В=0.30; - для кожного діаметру заготовки є максимально допустиме значення величини В при якому в заготовці відсутні залишкові шлакові та неметалеві вкраплення, так для діаметру 0.05м таким значенням є величина В=1.50, для діаметру 0.1м-0.75, а для діаметру 0.15м-0.45; - для кожного діаметру заготовки є мінімально-запредельні значення величини В при яких в заготовці виникають залишкові шлакові та неметалеві вкраплення, так для діаметру 0.05м таким значенням є величина В=0.65, для діаметру 0.1м-0.30, а для діаметру 0.15м-0.25; - для кожного діаметру заготовки є максимально-запредельні значення величини В які немає сенсу застосовувати так як більше вже немає зменшення шлакового та неметалевого вкраплення, так для діаметру 0.05м таким значенням є величина В=1.50, для діаметру 0.1м-2.00, а для діаметру 0.15м-0.50; Таким чином, для досягнення технічного результату необхідно підтримувати величину В в інтервалі від 0.3 до 1.5 для безперервного лиття заготовок діаметром 0.05-0.15м.
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine of horizontal continuous casting of billets
Автори англійськоюKhoroshylov Oleh Mykolaiovych, Shatahin Oleh Oleksandrovych, Rudenko Anatolii Oleksandrovych
Назва патенту російськоюМашина горизонтального непрерывного литья заготовок
Автори російськоюХорошилов Олег Николаевич, Шатагин Олег Александрович, Руденко Анатолий Александрович
МПК / Мітки
МПК: B22D 11/045
Мітки: заготовок, безперервного, горизонтального, лиття, машина
Код посилання
<a href="https://ua.patents.su/2-79415-mashina-gorizontalnogo-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Машина горизонтального безперервного лиття заготовок</a>
Багатоструминний кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів
Номер патенту: 28691
Опубліковано: 16.10.2000
Автори: Руденко Анатолій Олександрович, Клєвжіц Алєксандр Сємьоновіч, Козловіч Валєнтін Ніколаєвіч, Глазков Анатолій Якович, Шевченко Віктор Іванович, Пашковскій Андрєй Пєтровіч, Нестеров Дмитро Кузьмич
МПК: B22D 11/045
Мітки: горизонтального, кристалізатор, заготовок, багатоструминний, сплавів, кольорових, безперервного, лиття
Формула / Реферат:
Багатострумковий кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів, який містить водоохолоджуваний кожух та встановлену в ньому графітову формоутворюючу втулку, яка містить робочі порожнини, розташовані горизонтальними рядами, який відрізняється тим, що робочі порожнини кожного наступного горизонтального ряду виконані діаметром, відмінним від діаметру порожнин попереднього горизонтального ряду, при цьому...
Машина горизонтального безперервного лиття заготівок
Номер патенту: 16119
Опубліковано: 17.07.2006
Автор: Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: лиття, безперервного, горизонтального, машина, заготівок
Формула / Реферат:
Машина горизонтального безперервного лиття заготівок, яка містить металоприймач, графітову втулку кристалізатора з водоохолоджувальним кожухом кристалізатора або металевим водоохолоджуваним кристалізатором, вісь якого розташована під кутом до горизонту, тяговий вузол та вузол розподілу заготівки на задану довжину, яка відрізняється тим, що вона додатково містить ресивер, штуцер для подачі газоповітряної суміші у ресивер, а вісь кристалізатора...
Машина горизонтального безперервного лиття заготівок з кольорових металів та сплавів
Номер патенту: 17031
Опубліковано: 15.09.2006
Автори: Хорошилов Олег Миколайович, Шатагін Олег Олександрович, Пономаренко Ольга Иванівна
МПК: B22D 11/04
Мітки: кольорових, машина, безперервного, лиття, металів, горизонтального, сплавів, заготівок
Формула / Реферат:
1. Машина горизонтального безперервного лиття заготівок з кольорових металів та сплавів, яка містить металоприймач, водоохолоджувальний кожух та графітову втулку кристалізатору; вузол, що витягує заготівку з кристалізатора; двигун, гальмо, муфту, яка відрізняється тим, що муфта, яка розташована між двигуном та валом ведучого валка, виконана з двох рухомих частин, одна з яких має штирі, а друга - радіальні пази, при цьому радіальні пази...
Горизонтальна машина безперервного лиття заготовок

Номер патенту: 49205
Опубліковано: 16.09.2002
Автори: Поживанов Олександр Михайлович, Осіпов Володимир Прокопович, Скок Ювеналій Якович, Якобше Ришард Якубович, Кучаєв Олександр Андрійович, Поживанов Михайло Олександрович, Найдек Володимир Леонтійович, Дубодєлов Віктор Іванович
МПК: B22D 11/14
Мітки: заготовок, лиття, горизонтальна, машина, безперервного
Формула / Реферат:
1. Горизонтальна машина безперервного лиття заготовок, що містить горизонтально розташований кристалізатор, металоприймач із каналом для підведення металу в торцеву частину кристалізатора, яка відрізняється тим, що торцеву частину кристалізатора виконують з електропровідного вогнетривкого матеріалу.2. Машина за п.1, яка відрізняється тим, що в її торцевій частині встановлюють лінійні статори рухомого магнітного поля для індукційного...
Кристалізатор для горизонтального безперервного лиття порожнистих заготовок
Номер патенту: 4671
Опубліковано: 28.12.1994
Автори: Богданов Аркадій Іванович, Корягін Олексій Федорович, Козаченко Станіслав Митрофанович, Бєлякова Лілія Іванівна
МПК: B22D 11/04
Мітки: горизонтального, кристалізатор, лиття, безперервного, порожнистих, заготовок
Формула / Реферат:
(57) Кристаллизатор для горизонтального непрерывного литья полых заготовок, со держащий рабочую полость, образованную охлаждаемой втулкой и дорном с каналами, расположенными на расстоянии от втулки, при этом втулка и дорн выполнены из тепло проводного материала определенной твердости, отличающийся тем, что отношение расстояния от каналов дорна до втулки к минимальному размеру рабочей полости кристаллизатора составляет 0,1...0,3, а твердость...
Попередній патент: Експандована полістиролова частинка з функціональним поверхневим шаром, спосіб її одержання, формований продукт з неї та спосіб його виготовлення
Наступний патент: Спосіб виявлення та оцінки параметрів несуцільностей поверхневого шару металопродукції і пристрій для його здійснення
Випадковий патент: Похилий дифузійний апарат