Склад покриття для захисту поверхні від налипання бризок розплавленого металу
Номер патенту: 8107
Опубліковано: 15.07.2005
Автори: Малигіна Світлана Валеріївна, Чигарьов Валерій Васильович

Формула / Реферат
1. Склад покриття для захисту поверхні від налипання бризок розплавленого металу, що містить крейду і воду, який відрізняється тим, що містить лігнін і марганцевий шлам, при наступному співвідношенні компонентів, мас. %:
крейда
8-10
лігнін
12-15
марганцевий шлам
17-21
вода
решта.
2. Склад за п. 1, який відрізняється тим, що марганцевий шлам містить наступні компоненти, мас. %:
карбонат кальцію
13-15
карбонат калію
3-4
суміш бікарбонату калію і їдкого калію
15-20
марганцевокислий калій
3-4
Піролюзит
8- 10
оксид алюмінію
2,0-2,5
оксид хрому
2,5-3,5
оксид заліза
1-2
Силікати
решта.
Текст
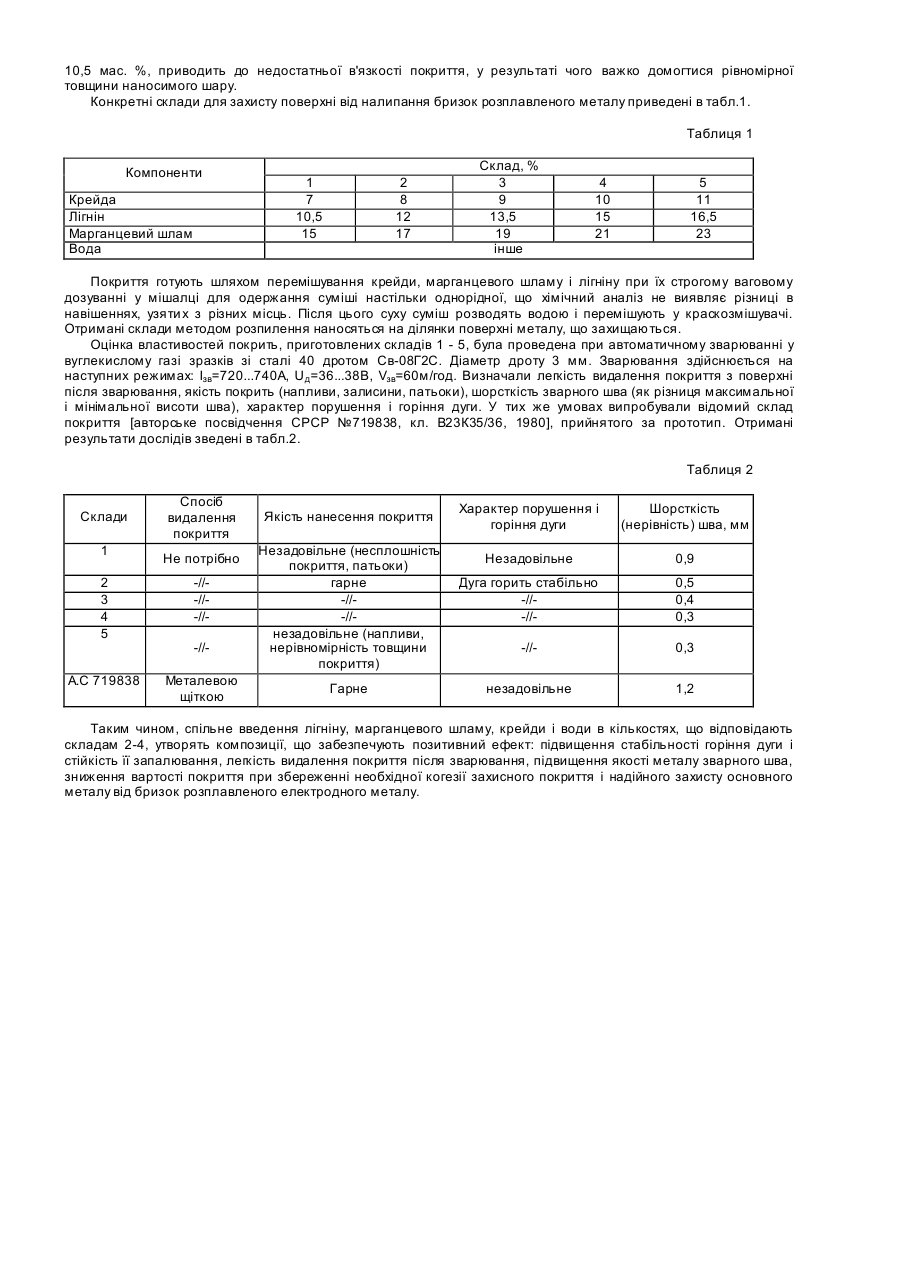
Корисна модель відноситься до галузі техніки, а саме до зварювання, зокрема до складу покриття для захисту поверхні від налипання бризок розплавленого металу. Відомий склад покриття для захисту поверхні від налипання бризок розплавленого металу [авторське посвідчення СРСР №620359 кл. В23К35/36, бюл. №31, 1978p.]. Однак даний склад покриття не забезпечує достатнього захисту металу, що зварюється. Найбільш близько для корисної моделі за сукупністю ознак є склад покриття для захисту поверхні від налипання бризок розплавленого металу [авторське посвідчення СРСР №719838, кл. В23К35/36, бюл. №9, 1980p.], що містить (мас. %): вода 35-40 полівінілацетатна емульсія 10-20 крейда інше. Недоліком цього покриття є наявність у його складі в якості наповнювача значної кількості крейди (40...55 мас. %). Це веде до незадовільного запалювання і горіння дуги. Якість металу шва недостатньо висока - шов має чорний колір, шорсткувату поверхню. При наявності на захисній поверхні іржі у шві створюються пори. Крім того, полівінілацетатна емульсія у покритті має високу адгезію до металу, яка збільшується ще і при нагріванні у процесі зварювання, що приводить до утворення щільної не видаляємої плівки з поверхонь, що захищаються. Видалення такого шару вимагає складних операцій піскоструйки, дробеструйки та ін. В основу корисної моделі поставлено задачу створення складу покриття для захисту поверхні від налипання бризок розплавленого металу, використання якого забезпечувало б підвищення стабільності горіння дуги і якість металу шва, зменшення адгезії покриття. Поставлена задача вирішується тим, що склад покриття, який містить крейду і воду, додатково містить лігнін і марганцевий шлам, при наступному співвідношенні компонентів, мас. %: крейда 8-10 лігнін 12-15 марганцевий шлам 17-21 вода інше. Лігнін є відходом гідролізної і целюлозно-паперової промисловості. У практиці зварювального виробництва відоме застосування цього природного полімеру як пластифікатору обмазувальної маси і газоутворюючої складової електродного покриття [В.В. Благовещенская и др. «Технология изготовления электродов для дуговой сварки». Г., 1966, с.22, 30]. У пропонованому захисному покритті лігнін як органічна добавка виконує функцію зв'язуючого для забезпечення необхідної укриваємості і достатнього зчеплення. Його використання дає позитивний ефект, що полягає в утворенні легко видаляємого покриття. Марганцевий шлам являє собою відхід виробництва перманганату калію і має наступний хімічний склад, мас. %: карбонат кальцію 13-15 карбонат калію 3-4 суміш бікарбонату калію і їдкого калію 15-20 марганцовокислый калій 3-4 піролізит 8-10 оксид алюмінію 2,0-2,5 оксид хрому 2,5-3,5 оксид заліза 1-2 силікати інше. У пропонованому покритті марганцевий шлам разом із крейдою виконує функцію наповнювача. Уведення марганцевого шламу дозволяє значно зменшити вміст крейди в покритті. У результаті досягається гарне запалювання і стабільне горіння дуги. Це зв'язано з оксидом калію, що утвориться у результаті металургійних реакцій та знімає потенціал іонізації дугового проміжку. Підвищення стабільності горіння дуги поліпшує плавлення, перенос і формування металу шва; шов стає дрібно лускатим із плавним переходом до основного металу. Висота нерівностей поверхонь зварених швів (шорсткість) зменшується. Додаткової позитивний ефект виявляється в тому, що марганцевий шлам містить оксиди ряду металів. У результаті в процесі зварювання захисні покриття виконують і роль флюсу, що сприятливо позначається на якості металу шва. Так активізується процес десульфурації металу шва. Наявність у марганцевому шламі оксидів кремнію і заліза сприяє окислюванню вуглецю в металі шва. Це позитивно позначається на підвищенні стійкості металу шва проти утворення кристалізаційних трі щин, за рахунок зменшення концентрації вуглецю в металі. Крім того, підвищується стійкість шва проти пористості від іржі. Використання марганцевого шламу - відходу виробництва перманганату калію - дозволяє ефективно втягнути в промисловий оборот додаткові сировинні джерела калію, кальцію, марганцю, алюмінію, хрому, заліза, кремнію. З економічної точки зору пропоноване захисне покриття більш вигідне, чим відоме, тому що: - лігнін і марганцевий шлам є відходами виробництва; - значне зниження кількості крейди в покритті зменшує енерговитрати на виготовлення складових покриття. Оптимальний вміст інгредієнтів, що вводяться - наповнювача (крейда + марганцевий шлам), зв'язуючого (лігнін) і розчинника (вода) - у пропонованому чотирьохкомпонентному покритті визначено експериментальним шляхом. Уведення до складу покриття марганцевого шламу і крейди найбільше доцільно у діапазонах 17...21 мас. % і 8...10 мас. %. Відповідно зменшення вмісту марганцевого шламу менш 17 мас. % наприклад 15 мас. % і збільшення крейди більш 10 мас. %, наприклад 11 мас. %, веде до незадовільного запалювання і горіння дуги, збільшується шорсткість зварних швів. При збільшенні змісту марганцевого шламу більш 21 мас. %, наприклад, 23 мас. % і зменшення змісту крейди менш 8 мас. %, наприклад 7 мас. %, погіршується когезія покриття. При введенні в покриття лігніну більш 15 мас. %, наприклад, 16,5 мас. %, збільшується в'язкість складу, утрудняється нанесення його на поверхню, що захи щається. Зменшення вмісту лігніну менш 12 мас %, наприклад 10,5 мас. %, приводить до недостатньої в'язкості покриття, у результаті чого важко домогтися рівномірної товщини наносимого шару. Конкретні склади для захисту поверхні від налипання бризок розплавленого металу приведені в табл.1. Таблиця 1 Компоненти Крейда Лігнін Марганцевий шлам Вода 1 7 10,5 15 2 8 12 17 Склад, % 3 9 13,5 19 інше 4 10 15 21 5 11 16,5 23 Покриття готують шляхом перемішування крейди, марганцевого шламу і лігніну при їх строгому ваговому дозуванні у мішалці для одержання суміші настільки однорідної, що хімічний аналіз не виявляє різниці в навішеннях, узяти х з різних місць. Після цього суху суміш розводять водою і перемішують у краскозмішувачі. Отримані склади методом розпилення наносяться на ділянки поверхні металу, що захищаються. Оцінка властивостей покрить, приготовлених складів 1 - 5, була проведена при автоматичному зварюванні у вуглекислому газі зразків зі сталі 40 дротом Св-08Г2С. Діаметр дроту 3 мм. Зварювання здійснюється на наступних режимах: Ізв=720...740А, Uд=36...38В, Vзв=60м/год. Визначали легкість видалення покриття з поверхні після зварювання, якість покрить (напливи, залисини, патьоки), шорсткість зварного шва (як різниця максимальної і мінімальної висоти шва), характер порушення і горіння дуги. У тих же умовах випробували відомий склад покриття [авторське посвідчення СРСР №719838, кл. В23К35/36, 1980], прийнятого за прототип. Отримані результати дослідів зведені в табл.2. Таблиця 2 Склади 1 Спосіб видалення покриття Не потрібно 2 3 4 5 -//-//-// А.С 719838 Металевою щіткою -// Якість нанесення покриття Незадовільне (несплошність покриття, патьоки) гарне -//-//незадовільне (напливи, нерівномірність товщини покриття) Гарне Характер порушення і горіння дуги Шорсткість (нерівність) шва, мм Незадовільне 0,9 Дуга горить стабільно -//-// 0,5 0,4 0,3 -// 0,3 незадовільне 1,2 Таким чином, спільне введення лігніну, марганцевого шламу, крейди і води в кількостях, що відповідають складам 2-4, утворять композиції, що забезпечують позитивний ефект: підвищення стабільності горіння дуги і стійкість її запалювання, легкість видалення покриття після зварювання, підвищення якості металу зварного шва, зниження вартості покриття при збереженні необхідної когезії захисного покриття і надійного захисту основного металу від бризок розплавленого електродного металу.
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition of coating for protection of surface against sticking of metal sprays
Автори англійськоюChyhariov Valerii Vasyliovych
Назва патенту російськоюСостав покрытия для защиты поверхности от налипания брызг расплавленного металла
Автори російськоюЧигарев Валерий Васильевич
МПК / Мітки
МПК: B23K 35/36
Мітки: покриття, захисту, поверхні, металу, налипання, бризок, розплавленого, склад
Код посилання
<a href="https://ua.patents.su/2-8107-sklad-pokrittya-dlya-zakhistu-poverkhni-vid-nalipannya-brizok-rozplavlenogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Склад покриття для захисту поверхні від налипання бризок розплавленого металу</a>
Спосіб захисту вузлів контактних стикових машин від іскор та бризок розплавленого металу і пристрій для його реалізації
Номер патенту: 15877
Опубліковано: 30.06.1997
Автори: Казимов Борис Іванович, Кучук-Яценко Сергій Іванович, Зяхор Ігор Васильович, Череднічок Віталій Тимофійович, Мосендз Ігор Миколаєвич, Швець Юрій Васильович
МПК: B23K 11/00
Мітки: вузлів, стикових, реалізації, захисту, металу, іскор, бризок, контактних, пристрій, розплавленого, машин, спосіб
Формула / Реферат:
(57) 1. Способ защиты узлов контактных стыковых машин от искр и брызг расплавленного металла, при котором между защищаемым узлом и зоной сварки устанавливают щиток с защищенной от попадания брызг металла рабочей поверхностью, отличающийся тем, что для защиты рабочей поверхности щитка на нее непрерывно подают воду, причем толщину слоя воды устанавливают равной максимальному размеру брызг металла, выбрасываемых из зоны...
Склад для нанесення покриття на металеві поверхні

Номер патенту: 73029
Опубліковано: 16.05.2005
Автори: Якуніна Валентина Іванівна, Будьонний Михайло Михайлович, Пирогова Олександра Миколаївна, Голинська Галина Сергіївна, Любченко Анатолій Петрович, Лисова Лариса Михайлівна, Сатановський Євген Абрамович
МПК: C08L 63/00, C09D 163/00
Мітки: покриття, склад, нанесення, поверхні, металеві
Формула / Реферат:
Склад для нанесення покриття на металеві поверхні, який включає епоксидну високомолекулярну діанову смолу та органічний розчинник, який відрізняється тим, що він містить суміш розчинників ацетону та етилацетату 1:1 як органічний розчинник і додатково містить герметик 6Ф при такому співвідношенні компонентів, мас.%: епоксидна високомолекулярна діанова смола 8 -10 герметик 6Ф 10...
Пристрій для захисту контактних стикових зварювальних машин від іскр і бризк розплавленого металу
Номер патенту: 11737
Опубліковано: 25.12.1996
Автори: Мосендз Ігор Миколайович, Кучук-Яценко Сергій Іванович, Свінтицький Анатолій Францевич, Толдін Анатолій Андрійович, Лукін Анатолій Вікторович, Казимов Борис Іванович, Могірчук Олексій Евтихійович, Загадарчук Василь Феодосійович, Лейкін Георгій Петрович
МПК: B23K 11/04
Мітки: машин, пристрій, контактних, стикових, захисту, металу, бризк, розплавленого, зварювальних, іскр
Формула / Реферат:
1. Устройство для защиты контактных стыковых сварочных машин от искр и брызг расплавленного металла, образующихся при оплавлений свариваемых деталей, содержащее искрозащитный щиток, отличающееся тем, что, с целью повышения производительности контактных стыковых сварочных машин за счет улучшения условий их эксплуатации, искрозащитный щиток выполнен изогнутым по кривой, смонтирован на контактной стыковой сварочной машине выпуклой...
Склад електродного покриття

Номер патенту: 60617
Опубліковано: 15.10.2003
Автори: Данільченко Борис Васильович, Левицький Юхим Львович, Будьонний Михайло Михайлович, Солдатов Олександр Іванович, Рюмін Володимир Володимирович, ДОРОШ СЕРГІЙ ІВАНОВИЧ, Рюмін Геннадій Володимирович
МПК: B23K 35/36
Мітки: електродного, склад, покриття
Формула / Реферат:
Склад електродного покриття, що включає хром металевий, графіт, карбід бору, мармур, який відрізняється тим, що додатково містить силікомарганець, борид титану, алюмінієвий порошок, кальциновану соду і польовий шпат при такому вмісті компонентів, мас. %: хром металевий 61,8-62,5 графіт 6,0 - 7,0 карбід бору 5,1-6,0 мармур ...
Склад для вогнезахисного покриття

Номер патенту: 43755
Опубліковано: 15.11.2004
Автори: Григорян Ерос Мовсесович, Чистов Олексій Семенович, Арутюнян Кероб Лендрушович, Кігітов Володимир Іванович
МПК: B27K 3/16, C09K 21/00
Мітки: покриття, склад, вогнезахисного
Формула / Реферат:
Склад для вогнезахисного покриття, що містить рідке скло і пігмент, який відрізняється тим, що він додатково містить нейтралізат продукту кислотного гідролізу глинистого алюмосилікату, карбонат двовалентного металу та / або глинистий алюмосилікат, за наступним співвідношенням вказаних компонентів, мас. % : нейтралізат продукту кислотного гідролізу глинистого алюмосилікату 30,0 - 42,0 пігмент...
Попередній патент: Спосіб виготовлення холоднокатаної стрічки із сплавів на основі міді
Наступний патент: Бульдозер-планувальник
Випадковий патент: Комбінований щілинний розпилювач рідини