Спосіб відновлення порожнистих тіл обертання, спрацьованих по внутрішньому діаметру
Номер патенту: 8845
Опубліковано: 15.08.2005
Автори: Калита Микола Миколайович, Магопець Сергій Олександрович, Капелюшний Федір Михайлович, Солових Євгеній Костянтинович, Жулай Олександр Юрійович, Бобрицький Віталій Миколайович, Аулін Віктор Васильович
Формула / Реферат
Спосіб відновлення порожнистих тіл обертання, спрацьованих по внутрішньому діаметру, при якому деталь, що відновлюється, розміщують в матрицю, нагрівають до температури 800-950°С з наступним охолодженням, який відрізняється тим, що для отримання необхідної якості відновлення геометрії внутрішньої поверхні та прискорення його процесу нагрівання проводиться електроконтактним методом, а охолодження - внутрішнім спреєром зі змінною інтенсивністю охолодження.
Текст
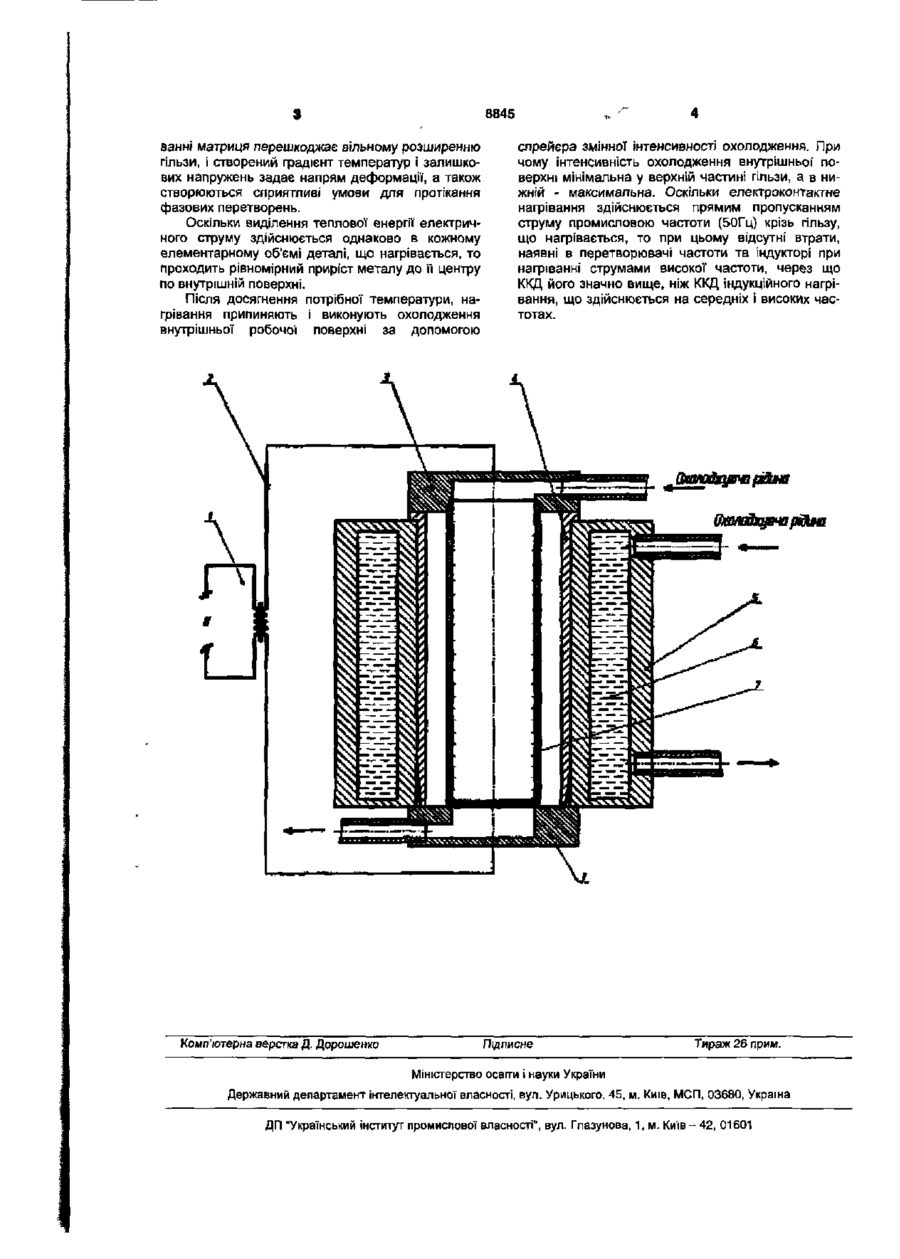
Спосіб відновлення порожнистих тіл обертання, спрацьованих по внутрішньому діаметру, при якому деталь, що відновлюється, розміщують в матрицю, нагрівають до температури 800-950°С з наступним охолодженням, який відрізняється тим, що для отримання необхідної якості відновлення геометрії внутрішньої поверхні та прискорення його процесу нагрівання проводиться електроконтактним методом, а охолодження внутрішнім спреєром зі змінною інтенсивністю охолодження. Корисна модель відноситься до ремонту деталей машин, а саме до методів відновлення спрацьованої' внутрішньої поверхні тіл обертання сталевих та чавунних деталей, переважно гільз циліндрів двигунів внутрішнього згоряння. Відомо спосіб відновлення спрацьованої внутрішньої циліндричної поверхні деталі [1], наприклад, каліброваного кільця, який полягає в нагріванні його зовнішньої поверхні в індукторі на протязі декількох секунд до температури 700...750Х і наступним швидким охолодженням в маслі. При цьому робоча частина кільця скорочується в радіальному напрямі на величину до 0,1мм, що дозволяє подальшою механічною обробкою відновити до необхідного розміру каліброваного кільця. Основний недолік відомого способу полягає в тому, що величина теплової формозміни за один цикл дії невелика. Тому для деталі з відносно великим спрацюванням (0,2мм і більше) відомий спосіб може мати практичне значення лише при багаторазовому повторюванні циклу відновлення. Але при цьому погіршується якість деталі і спостерігається ряд негативних наслідків, в зв'язку з чим їх використання для відновлення деталей з великим спрацюванням може бути недоцільним. Найбільш близьким по технічній суттєвості до корисної моделі, що пропонується є спосіб відновлення порожнистих деталей, спрацьованих по внутрішньому діаметру, при якому деталь, яку від новлюють встановлюють у матрицю із зазором, нагрівають струмами високої частоти до температури 800-950°С із наступним її душовим охолодженням [2]. Однак відомий спосіб не забезпечує необхідної якості відновлення геометрії внутрішньої циліндричної поверхні гільз циліндрів двигунів внутрішнього згоряння із нерівномірним спрацюванням по висоті. Задача, яку вирішує корисна модель, що пропонується полягає в забезпеченні якості відновлення геометрії внутрішньої поверхні та прискоренні процесу відновлення за рахунок того, що нагрівання проводиться електроконтактним методом, а охолодження - внутрішнім спреєром зі змінною інтенсивністю охолодження. На фігурі зображується пристрій для відновлення тіл обертання спрацьованих по внутрішньому діаметру, який складається із джерела струму 1, струмоведучого дроту 2, струмоведучих затискаючих контактів 3, деталі, що відновлюється (гільзи) 4, матриці 5 з охолоджуючою рідиною 6 та внутрішнього спрейєра. Спосіб, що пропонується, здійснюється наступним чином. Спрацьовану гільзу циліндра двигуна внутрішнього згоряння, нагрівають електроконтактним способом в пристрої до температури 800950°С. При цьому гільза вільно роздається до контакту з матрицею, що постійно охолоджується охолоджуючою рідиною. При подальшому нагрі ю ^со 00 8845 ванні матриця перешкоджає вільному розширенню гільзи, і створений градієнт температур і залишкових напружень задає напрям деформації, а також створюються сприятливі умови для протікання фазових перетворень. Оскільки виділення теплової енергії електричного струму здійснюється однаково в кожному елементарному об'ємі деталі, що нагрівається, то проходить рівномірний приріст металу до її центру по внутрішній поверхні. Після досягнення потрібної температури, нагрівання припиняють і виконують охолодження внутрішньої робочої поверхні за допомогою Комп'ютерна верстка Д. Дорошенко спрейєра змінної інтенсивності охолодження. При чому інтенсивність охолодження внутрішньої поверхні мінімальна у верхній частині гільзи, а в нижній - максимальна. Оскільки електроконтактне нагрівання здійснюється прямим пропусканням струму промисловою частоти (50Гц) крізь гільзу, що нагрівається, то при цьому відсутні втрати, наявні в перетворювачі частоти та індукторі при нагріванні струмами високої частоти, через що ККД його значно вище, ніж ККД індукційного нагрівання, що здійснюється на середніх і високих частотах. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reconditioning of hollow solids of revolution worn along internal diameter
Автори англійськоюKapeliushnyi Fedir Mykhailovych, Aulin Viktor Vasyliovych, Kalyta Mykola Mykolaiovych, Mahopets Serhii Oleksandrovych, Bobrytskyi Vitalii Mykolaiovych, Zhulai Oleksandr Yuriiovych
Назва патенту російськоюСпособ восстановления полых тел вращения, сработанных по внутреннему диаметру
Автори російськоюКапэлюшний Федор Михайлович, Аулин Виктор Васильевич, Калита Николай Николаевич, Магопец Сергей Александрович, Бобрицкий Виталий Николаевич, Жулай Александр Юрьевич
МПК / Мітки
МПК: B23P 6/02
Мітки: обертання, спосіб, відновлення, внутрішньому, порожнистих, діаметру, тіл, спрацьованих
Код посилання
<a href="https://ua.patents.su/2-8845-sposib-vidnovlennya-porozhnistikh-til-obertannya-spracovanikh-po-vnutrishnomu-diametru.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення порожнистих тіл обертання, спрацьованих по внутрішньому діаметру</a>
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Молодик Микола Володимирович, Кононогов Юрій Андрійович, Хітров Ігор Олександрович, Гринько Павло Васильович
МПК: B23P 6/00
Мітки: спосіб, внутрішніх, деталей, спрацьованих, поверхонь, відновлення, циліндричних
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки

Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Моргун Олена Анатоліївна, Василенко Михайло Олександрович, Кузьміч Ярослав Анатолійович
Мітки: циліндричних, відновлення, спосіб, деталей, не-базових, техніки, сільськогосподарсько, чавунних, порожнистих
Формула / Реферат:
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва...
Спосіб відновлення спрацьованих акумуляторних батарей з пластинами решітчастого типу
Номер патенту: 20777
Опубліковано: 07.10.1997
Автори: Деркач Анатолій Опанасович, Тетянич Іван Костянтинович, Бучний Віктор Михайлович, Кондратюк Юрій Павлович
МПК: H01M 10/54
Мітки: спрацьованих, решітчастого, відновлення, типу, акумуляторних, пластинами, спосіб, батарей
Формула / Реферат:
Спосіб відновлення спрацьованих акумуляторних батарей з пластинами решітчастого типу, який включає заміну зпрацьованих позитивних блоків пластин негативними, складання та посліду юче формування, який відрізняється тим, що позитивні блоки замінюють негативними без зменшення їх на одну пластину, після чого збирають акумулятори, заливають дистильовану воду та проводять зняття сульфатації шляхом зарядження асиметричним або постійним струмом до...
Спосіб відновлення спрацьованих дисків сільськогосподарської сівалки
Номер патенту: 38536
Опубліковано: 15.05.2001
Автори: Назар Ігор Богданович, Осмак Мирон Іванович
МПК: A01B 15/00, A01B 7/00
Мітки: відновлення, спрацьованих, дисків, сільськогосподарсько, спосіб, сівалки
Формула / Реферат:
Спосіб відновлення опрацьованих дисків сільськогосподарської сівалки, згідно з яким один із спрацьованих дисків обточують до технологічного діаметру, і до обточеного центрального диска приварюють в середовищі захисних газів сектори відновлювального кільця, з попередньою їх фіксацією в осьовому та радіальному напрямках, який відрізняється тим, що сектори, відновлювального кільця виготовляють з іншого спрацьованого диска, внутрішній діаметр...
Спосіб відновлення спрацьованих циліндричних деталей
Номер патенту: 13143
Опубліковано: 28.02.1997
Автори: Тетянич Іван Костянтинович, Орлова Людмила Володимирівна
МПК: B23K 11/06, B23P 6/00
Мітки: спосіб, циліндричних, спрацьованих, деталей, відновлення
Формула / Реферат:
(57) Способ восстановления изношенных цилиндрических деталей, при котором на деталь наматывают металлическую ленту, длина которой соответствует длине окружности детали, и осуществляют контактную приварку ленты к детали по винтовой линии, отличающийся тем, что приваркой ленты ее края и стык соединяют с деталью сплошной шовной сваркой.
Попередній патент: П’єзоелектричний трансформатор
Наступний патент: Спосіб лікування травматичних пошкоджень рогівки
Випадковий патент: Трансформаторна підстанція