Спосіб електронно-променевого оплавлення поверхні циліндричного зливка великого діаметра
Номер патенту: 88564
Опубліковано: 26.10.2009
Автори: ТРИГУБ Микола Петрович, Жук Геннадій Віліорович, Березос Володимир Олександрович
Формула / Реферат
Спосіб електронно-променевого оплавлення поверхні циліндричного зливка великого діаметра, що включає нагрівання електронними променями поверхні зливка, формування ванни рідкого металу уздовж його твірної і обертання зливка навколо його горизонтальної вісі, який відрізняється тим, що попередньо нагрівають поверхню зливка розфокусованими скануючими електронними променями до температури 600-800 °С при його обертанні.
Текст
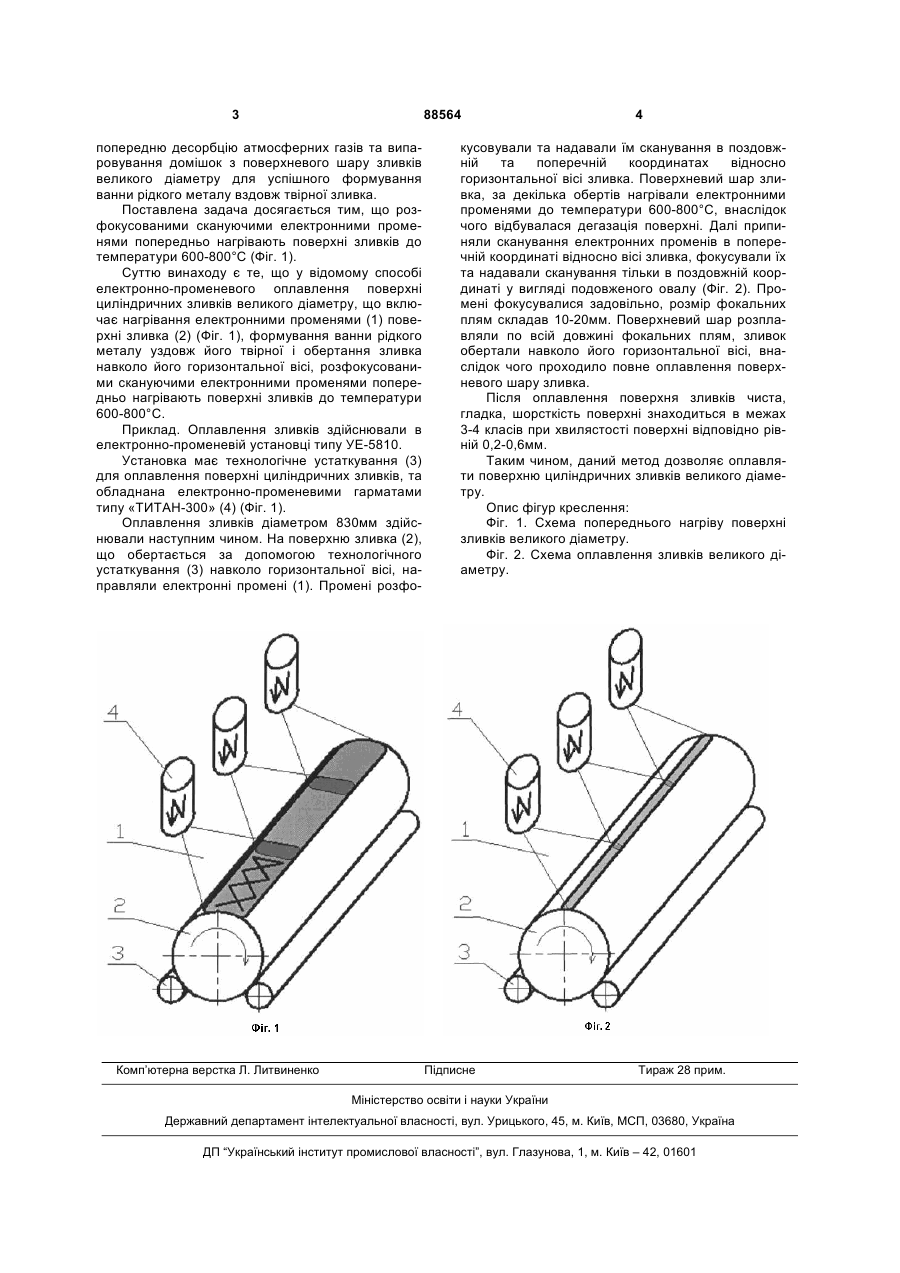
Спосіб електронно-променевого оплавлення поверхні циліндричного зливка великого діаметра, що включає нагрівання електронними променями поверхні зливка, формування ванни рідкого металу уздовж його твірної і обертання зливка навколо його горизонтальної вісі, який відрізняється тим, що попередньо нагрівають поверхню зливка розфокусованими скануючими електронними променями до температури 600-800°С при його обертанні. UA (21) a200803432 (22) 18.03.2008 (24) 26.10.2009 (46) 26.10.2009, Бюл.№ 20, 2009 р. (72) ТРИГУБ МИКОЛА ПЕТРОВИЧ, ЖУК ГЕННАДІЙ ВІЛІОРОВИЧ, БЕРЕЗОС ВОЛОДИМИР ОЛЕКСАНДРОВИЧ (73) ІНСТИТУТ ЕЛЕКТРОЗВАРЮВАННЯ ІМ. Є.О. ПАТОНА НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) SU, 1 566 743, A1, 20.02.2000 UA, 46 061, C2, 15.05.2002 UA, 76 526, C2, 15.12.2005 RU, 2 205 094, C2, 27.11.2001 WO, 85/00622, A1, 14.02.1985 EP, 0 060 257, B1, 02.10.1985 C2 2 (19) 1 3 88564 попередню десорбцію атмосферних газів та випаровування домішок з поверхневого шару зливків великого діаметру для успішного формування ванни рідкого металу вздовж твірної зливка. Поставлена задача досягається тим, що розфокусованими скануючими електронними променями попередньо нагрівають поверхні зливків до температури 600-800°С (Фіг. 1). Суттю винаходу є те, що у відомому способі електронно-променевого оплавлення поверхні циліндричних зливків великого діаметру, що включає нагрівання електронними променями (1) поверхні зливка (2) (Фіг. 1), формування ванни рідкого металу уздовж його твірної і обертання зливка навколо його горизонтальної вісі, розфокусованими скануючими електронними променями попередньо нагрівають поверхні зливків до температури 600-800°С. Приклад. Оплавлення зливків здійснювали в електронно-променевій установці типу УЕ-5810. Установка має технологічне устаткування (3) для оплавлення поверхні циліндричних зливків, та обладнана електронно-променевими гарматами типу «ТИТАН-300» (4) (Фіг. 1). Оплавлення зливків діаметром 830мм здійснювали наступним чином. На поверхню зливка (2), що обертається за допомогою технологічного устаткування (3) навколо горизонтальної вісі, направляли електронні промені (1). Промені розфо Комп’ютерна верстка Л. Литвиненко 4 кусовували та надавали їм сканування в поздовжній та поперечній координатах відносно горизонтальної вісі зливка. Поверхневий шар зливка, за декілька обертів нагрівали електронними променями до температури 600-800°С, внаслідок чого відбувалася дегазація поверхні. Далі припиняли сканування електронних променів в поперечній координаті відносно вісі зливка, фокусували їх та надавали сканування тільки в поздовжній координаті у вигляді подовженого овалу (Фіг. 2). Промені фокусувалися задовільно, розмір фокальних плям складав 10-20мм. Поверхневий шар розплавляли по всій довжині фокальних плям, зливок обертали навколо його горизонтальної вісі, внаслідок чого проходило повне оплавлення поверхневого шару зливка. Після оплавлення поверхня зливків чиста, гладка, шорсткість поверхні знаходиться в межах 3-4 класів при хвилястості поверхні відповідно рівній 0,2-0,6мм. Таким чином, даний метод дозволяє оплавляти поверхню циліндричних зливків великого діаметру. Опис фігур креслення: Фіг. 1. Схема попереднього нагріву поверхні зливків великого діаметру. Фіг. 2. Схема оплавлення зливків великого діаметру. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electron-beam pitting of surface of cilindrical ingot of large diameter
Автори англійськоюTryhub Mykola Petrovych, Zhuk Hennadii Viliorovych, Berezos Volodymyr Oleksandrovych
Назва патенту російськоюСпособ электронно-лучевого оплавления поверхности цилиндрического слитка большого диаметра
Автори російськоюТригуб Николай Петрович, Жук Геннадий Вилиорович, Березос Владимир Александрович
МПК / Мітки
МПК: C21D 1/09, C22B 9/04, B23K 15/00, C22C 33/04, B23K 9/00, B22D 27/04, C22B 9/22, C21D 1/00
Мітки: зливка, великого, поверхні, спосіб, діаметра, оплавлення, циліндричного, електронно-променевого
Код посилання
<a href="https://ua.patents.su/2-88564-sposib-elektronno-promenevogo-oplavlennya-poverkhni-cilindrichnogo-zlivka-velikogo-diametra.html" target="_blank" rel="follow" title="База патентів України">Спосіб електронно-променевого оплавлення поверхні циліндричного зливка великого діаметра</a>
Спосіб електронно-променевого оплавлення поверхні циліндричних злитків
Номер патенту: 46061
Опубліковано: 15.05.2002
Автори: Калинюк Олексій Миколайович, ДЕРЕЧА Олександр Якович, ТРИГУБ Микола Петрович, Жук Генадій Віліорович
Мітки: поверхні, циліндричних, оплавлення, електронно-променевого, злитків, спосіб
Формула / Реферат:
Спосіб електронно-променевого оплавлення поверхні циліндричних злитків, що включає нагрівання електронними променями поверхні злитка, формування ванни рідкого металу уздовж його твірної і обертання злитка навколо його горизонтальної осі, який відрізняється тим, що наводять ванну рідкого металу під кутом до вертикальної площини, що проходить через вісь злитка, і підтримують її під цим кутом на довжині дуги по поверхні злитка,...
Спосіб оплавлення поверхні плоских зливків
Номер патенту: 76526
Опубліковано: 15.08.2006
Автори: Северин Андрій Юрійович, Пікулін Олександр Миколайович, Березос Володимир Олександрович, ТРИГУБ Микола Петрович, Жук Геннадій Віліорович
МПК: C21C 5/56
Мітки: спосіб, оплавлення, зливків, поверхні, плоских
Формула / Реферат:
Спосіб оплавлення поверхні плоских зливків, який включає нагрівання зливка електронними променями шляхом їх розгортання по поверхні зливка, формування ванни рідкого металу та її переміщування по поверхні зливка, який відрізняється тим, що переміщування ванни рідкого металу здійснюють шляхом переміщування електронних променів вздовж довгої грані зливка, причому довжина ванни дорівнює ширині зливка, при цьому плоский зливок має можливість...
Установка для електронно-променевого оплавлення зливків
Номер патенту: 73335
Опубліковано: 15.07.2005
Автори: ТРИГУБ Микола Петрович, Жук Геннадій Віліорович, Корнійчук Валерій Данилович, Пікулін Олександр Миколайович
МПК: B22D 27/02, C21D 9/46, C22C 33/04, C22B 9/04, C22B 9/22
Мітки: електронно-променевого, оплавлення, установка, зливків
Формула / Реферат:
Установка для електронно-променевого оплавлення зливків, що має вакуумну камеру, систему електронно-променевих гармат, валки для розташування циліндричних зливків та механізм обертання валків, яка відрізняється тим, що має раму (15), яка виконана у вигляді двох балок, одна сторона якої закріплена на рухомій кришці (10) камери оплавлення та контактує з рейками, розташованими з зовнішньої сторони камери оплавлення (10), а інша сторона за...
Спосіб електронно-променевого переплаву титанової губки

Номер патенту: 51714
Опубліковано: 16.12.2002
Автори: Патон Борис Євгенович, ДЕРЕЧА Олександр Якович, ТРИГУБ Микола Петрович
МПК: C22B 9/22, C22B 34/12, C22B 9/04
Мітки: переплаву, титанової, електронно-променевого, губки, спосіб
Формула / Реферат:
Спосіб електронно-променевого переплаву титанової губки, який включає в себе подачу титанової губки в зону плавки, її плавлення і формування зливка в кристалізаторі, який відрізняється тим, що титанову губку подають у вигляді блоків криці в проміжний тигель, де блоки плавлять електронними променями, формуючи електронними променями на торці блока поверхню плавлення у вигляді конуса обертання, вершина якого направлена в середину блока, при...
Спосіб одержання порожнистих зливків в установках електронно-променевого переплавляння
Номер патенту: 78393
Опубліковано: 15.03.2007
Автори: Ахонін Сергій Володимирович, Березос Володимир Олександрович, Жук Генадій Віліорович, ТРИГУБ Микола Петрович
МПК: B22D 13/02, C21C 5/56, C22B 9/22, B22D 11/045
Мітки: установках, зливків, порожнистих, переплавляння, електронно-променевого, одержання, спосіб
Формула / Реферат:
Спосіб одержання порожнистих зливків в установках електронно-променевого переплавляння, який включає плавлення заготовки, заливання рідкого металу в горизонтально розташований кристалізатор, що здійснює обертання навколо поздовжньої осі, наведення ванни рідкого металу в кристалізаторі, твердіння металу у вигляді порожнистого зливка, який у міру твердіння видаляють з кристалізатора, який відрізняється тим, що кристалізатор, одночасно з...
Попередній патент: Безінерційна диференціальна передача
Наступний патент: Захисне, просвітлююче та фокусуюче покриття на основі халькогенідного скла і спосіб його нанесення
Випадковий патент: Гаммаd-кристалічна форма гідрохлориду івабрадину, спосіб її одежання і фармацевтична композиція, яка її містить