Спосіб обробки зварних виробів із конструкційних сталей
Номер патенту: 89432
Опубліковано: 25.01.2010
Автори: Савицький Михайло Михайлович, Кулик Віктор Михайлович

Формула / Реферат
1. Спосіб обробки зварних виробів із конструкційних сталей, що включає аустенітизацію при нагріванні вище Ас3 і загартування при охолодженні зі швидкістю вище критичної та відпуск при нагріванні нижче Ас1, який відрізняється тим, що перед відпуском, зокрема перед аустенітизацією і загартуванням, виконують абразивне видалення підсилення швів та поверхневих дефектів з однієї або двох сторін стикових з'єднань.
2. Спосіб за п. 1, який відрізняється тим, що виробами із конструкційних сталей є зварні циліндричні посудини тиску з обичайок та днищ, поздовжні стикові з'єднання обичайок яких абразивно обробляють з двох сторін перед зварюванням їх з днищами, а кільцеві зварні з'єднання обичайок з днищами абразивно обробляють з лицевої сторони перед відпуском, зокрема перед аустенітизацією і загартуванням зварних посудин.
Текст
1. Спосіб обробки зварних виробів із конструкційних сталей, що включає аустенітизацію при нагріванні вище Ас3 і загартування при охолодженні зі швидкістю вище критичної та відпуск при нагріванні нижче Ас1, який відрізняється тим, що перед відпуском, зокрема перед аустенітизацією і загартуванням, виконують абразивне видалення підсилення швів та поверхневих дефектів з однієї або двох сторін стикових з'єднань. 2. Спосіб за п. 1, який відрізняється тим, що виробами із конструкційних сталей є зварні циліндричні посудини тиску з обичайок та днищ, поздовжні стикові з'єднання обичайок яких абразивно обробляють з двох сторін перед зварюванням їх з днищами, а кільцеві зварні з'єднання обичайок з днищами абразивно обробляють з лицевої сторони перед відпуском, зокрема перед аустенітизацією і загартуванням зварних посудин. Винахід відноситься до зварювального виробництва і може бути застосований при виготовленні зварних виробів із конструкційних сталей, які підлягають загартуванню і відпуску. Відомо спосіб термічної обробки виробів із маловуглецевої низьколегованої сталі, який включає аустенітизацію при Ас1+(60-100)°С і охолодження зі швидкістю, що забезпечує збереження аустеніту до температур мінімальної сталості останнього в області феритно-перлітного перетворення, витримку і охолодження (патент РФ №2034051, С21Д 9/08, 1/20, Бюл. № 1, 2000). Відомо спосіб термічної обробки виробів, переважно із вуглецевих сталей, який включає нагрівання до температури повної аустенітизації, витримку, загартування від Ас1+(5+25)°С і відпуск (авторське свідоцтво СРСР №1488323, С21Д 1/78, Бюл. № 23, 1989). Згідно авторського свідоцтва № 1225865, С21Д 9/50, № 15, 1986 "Спосіб відпуску зварних виробів" виконують нагрівання нижче Ас1 витримку і охолодження. Найбільш близьким до заявленого способу за суттю та ознаками, який обрано за прототип, є спосіб термічної обробки зварних виробів із конструкційних сталей, що включає аустенітизацію при температурі на 100-120°С вище точки Ас3, загартування при охолодженні зі швидкістю вище критичної і наступний відпуск при 550-600°С з охолодженням у маслі (авторське свідоцтво СРСР № 492571, С21Д 9/50, Бюл. №43, 1975). Недоліком способу термічної обробки за прототипом є передчасне руйнування термозміцнених зварних виробів в умовах змінюваного навантаження внаслідок першочергового втомного руйнування металу зварних з'єднань, в тому числі стикових. В основу винаходу покладено задачу поліпшити якість стикових з'єднань і підвищити циклічну довговічність термічно зміцнених зварних виробів механічною обробкою з'єднань, що підвищує опірність втомному руйнуванню. Суть винаходу полягає в тому, що в способі обробки зварних виробів із конструкційних сталей, що включає аустенітизацію при нагріванні вище Ас3 і загартування при охолодженні зі швидкістю вище критичної та відпуск при нагріванні нижче (19) UA (11) 89432 (13) (21) a200804318 (22) 07.04.2008 (24) 25.01.2010 (46) 25.01.2010, Бюл.№ 2, 2010 р. (72) КУЛИК ВІКТОР МИХАЙЛОВИЧ, САВИЦЬКИЙ МИХАЙЛО МИХАЙЛОВИЧ (73) ІНСТИТУТ ЕЛЕКТРОЗВАРЮВАННЯ ІМ. Є.О.ПАТОНА НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ, КУЛИК ВІКТОР МИХАЙЛОВИЧ, САВИЦЬКИЙ МИХАЙЛО МИХАЙЛОВИЧ (56) US 4863091 A, 05.09.1989 Gaspar Jorge. Acabado superficial de soldaduras Deform. metal.. 1987. 13, N127, p. 47-61. (IT), (реферат) Hoogensen P. J. Fatigue: improvement techniques Rev. Soudure. 1991. 47, N3, с. 51-57. (GB), (реферат) C2 1 3 89432 Ас1, перед відпуском, зокрема перед аустенітизацією і загартуванням, виконують абразивне видалення підсилення швів та поверхневих дефектів з однієї або двох сторін стикових з'єднань. При виготовленні зварних циліндричних посудин тиску поздовжні стикові з'єднання обичайок абразивно обробляють з двох сторін перед зварюванням їх з днищами, а кільцеві зварні з'єднання обичайок з днищами абразивно обробляють з лицевої сторони перед відпуском, зокрема перед аустенітизацією і загартуванням зварних посудин. Видалення підсилення швів та поверхневих технологічних дефектів (підрізів, напливів тощо) стикових з'єднань призводить до зменшення концентрації напружень і, відповідно, до підвищення опірності втомному руйнуванню з'єднань. Висока твердість і погана оброблюваність різанням загартованого під час зварювання металу зумовлює найбільшу доцільність місцевого видалення підсилення та поверхневих дефектів формування з'єднання гартівної сталі простим у виконанні абразивним методом. Абразивну обробку здійснюють з однієї або двох сторін стикових з'єднань в залежності від можливості практичного доступу, наявності і значення концентрації напружень. Видалення підсилення швів та поверхневих дефектів перед відпуском, зокрема до аустенітизації і загартування необхідне для усунення або зменшення рівня поверхневих напружень розтягу, які виникають внаслідок абразивної обробки та можуть знижувати опір втомі стикових з'єднань. З урахуванням можливості доступу до зворотної сторони швів абразивну обробку поздовжніх найбільш напружених стикових з'єднань циліндричної обичайки доцільно виконувати з двох сторін перед зварюванням її з днищами, яке передує нагріванню і загартуванню зварної посудини. Так само можна Комп’ютерна верстка І. Скворцова 4 обробляти кільцеві з'єднання зістикованих складових частин обичайки. Вкрай ускладнений доступ до зворотної (внутрішньої) сторони кільцевих з'єднань обичайки з днищами зумовлює виконання абразивної обробки їх з лицевої (зовнішньої) сторони перед відпуском, у тому числі перед нагріванням для загартування посудини. Прикладом запропонованого способу є оброблювання стикових з'єднань сталі 30ХГСА товщиною 3 мм, виконаних аргонодуговим зварюванням вольфрамовим електродом з розплавлюванням присаджуваного дроту Св-18ХМА. Зварні зразки з боковими круглими вибірками піддавали нагріванню при температурі 880оС>Ас3=850оС, загартуванню у воді, в якій швидкість охолодження кілька сот °С/с є більшою за критичну, відпуску при температурі 600°С
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for processing of welded articles from constructional steel
Автори англійськоюKulyk Viktor Mykhailovych, Savytskyi Mykhailo Mykhailovych
Назва патенту російськоюСпособ обработки сварных изделий из конструкционных сталей
Автори російськоюКулик Виктор Михайлович, Савицкий Михаил Михайлович
МПК / Мітки
МПК: B21C 37/08, B23K 7/00, C21D 1/78, C21D 9/50
Мітки: сталей, виробів, спосіб, обробки, конструкційних, зварних
Код посилання
<a href="https://ua.patents.su/2-89432-sposib-obrobki-zvarnikh-virobiv-iz-konstrukcijjnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки зварних виробів із конструкційних сталей</a>
Спосіб термічної обробки конструкційних та інструментальних сталей
Номер патенту: 43110
Опубліковано: 10.08.2009
Автор: Войстриков Микола Якович
МПК: C21D 9/22
Мітки: термічної, спосіб, інструментальних, обробки, конструкційних, сталей
Формула / Реферат:
Спосіб термічної обробки сталі, що включає нагрівання та витримку в гартівному середовищі, який відрізняється тим, що гартівним середовищем є водний розчин кремнієвокислого натрію густиною 1,21-1,23 г/см3.
Спосіб обробки виробів з інструментальних сталей
Номер патенту: 31119
Опубліковано: 25.03.2008
Автори: Афанасьєва Марія Вікторівна, Лобкова Юлія Володимірівна, Алімов Валерій Іванович
Мітки: інструментальних, виробів, обробки, сталей, спосіб
Формула / Реферат:
Спосіб обробки виробів з інструментальних сталей, що включає відпал на зернистий перліт, механічну обробку, гартування й відпуск, який відрізняється тим, що перед відпалом на зернистий перліт здійснюють швидкісне насичення поверхні вуглецем і легуючими елементами за допомогою електродугової низькотемпературної плазми, а перед механічною обробкою виріб калібрують.
Спосіб лазерної обробки виробів з інструментальних та теплостійких сталей та сплавів
Номер патенту: 52766
Опубліковано: 15.01.2003
Автори: Таран-Жовнір Юрій Миколайович, Клименко Фелікс Констянтинович, Тертишна Ольга Валеріївна, Калінушкін Євгеній Павлович
МПК: B23K 26/00
Мітки: лазерної, сталей, виробів, інструментальних, обробки, сплавів, спосіб, теплостійких
Формула / Реферат:
Спосіб лазерної обробки тонкостінних виробів з інструментальних та теплостійких сталей та сплавів, при якому здійснюється нагрів деталі протягом усього цикла переміщення її відносно лазерного випромінювання, після чого деталь охолоджують, який відрізняється тим, що нагрів здійснюють до температури 900-1000 С°, деталь переміщують паралельно відносно лазерного випромінювання, а швидкість нагріву обчислюють за співвідношенням:V...
Спосіб термооброблювання поковок із низько- та середньолегованих конструкційних сталей
Номер патенту: 10127
Опубліковано: 15.11.2005
Автори: Разінкін Борис Іванович, Баличев Юрій Матвійович, Свиридов Олег Віталійович, Міронов Віталій Георгійович, Гоголь Ала Борисівна, Гусакова Тетяна Леонідівна, Шабанов Володимир Борисович
МПК: C21D 9/46, C21D 1/18, C21D 9/48
Мітки: поковок, середньолегованих, спосіб, термооброблювання, сталей, низької, конструкційних
Формула / Реферат:
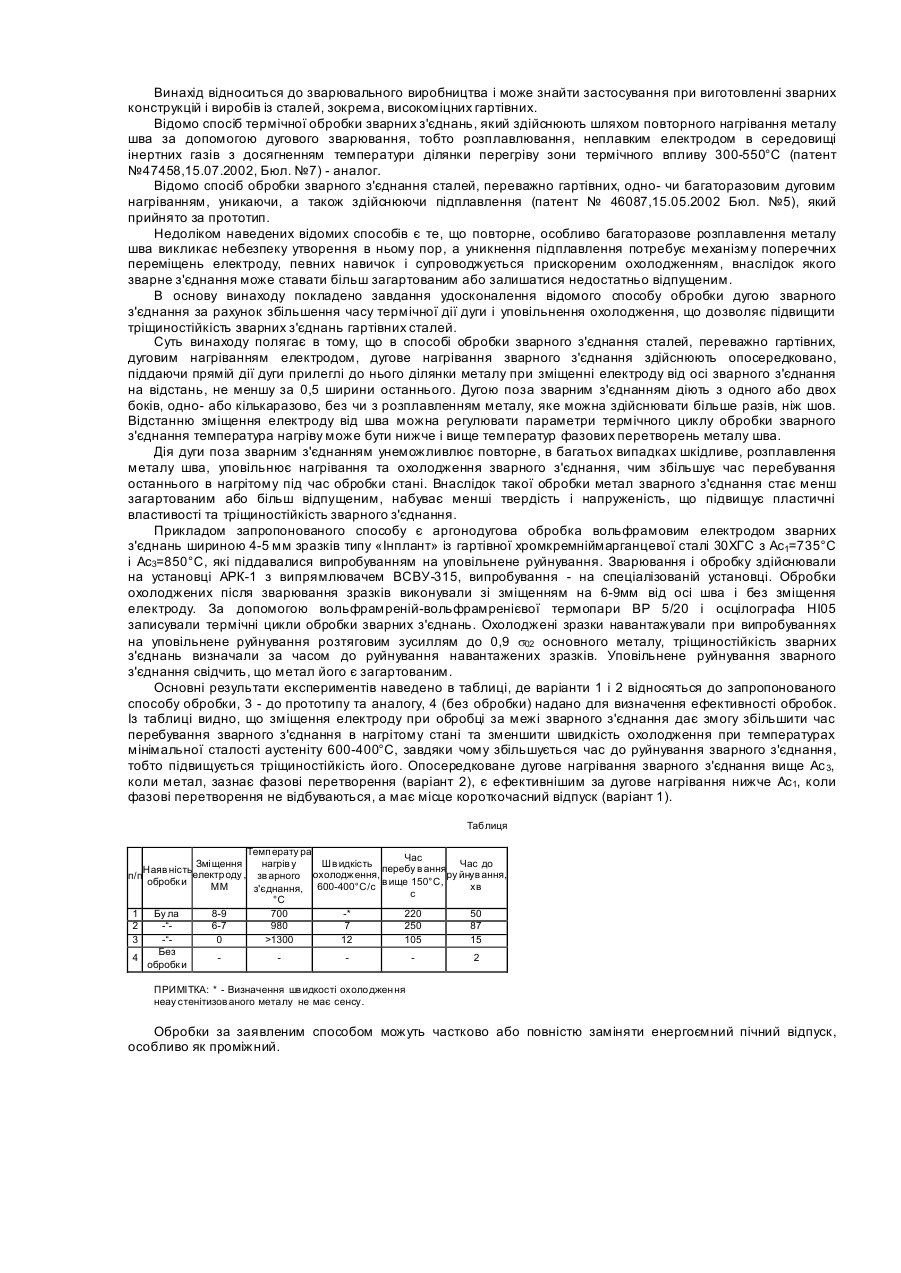
1. Спосіб термооброблювання поковок із низько- та середньолегованих конструкційних сталей круглого суцільного або порожнистого перерізу діаметром чи товщиною стінки 40-400 мм, що включає загартування та високий відпуск, який відрізняється тим, що у процесі гартування відвід тепла в інтервалі температур здійснюється шляхом циклічного охолодження у воді та на повітрі і...
Спосіб обробки зварного з’єднання сталей
Номер патенту: 72635
Опубліковано: 15.03.2005
Автори: ЛУПАН Аркадій Пилипович, Бурський Георгій Вікторович, Кулик Віктор Михайлович, Савицький Михайло Михайлович
Мітки: зварного, з'єднання, сталей, спосіб, обробки
Формула / Реферат:
Спосіб обробки зварного з'єднання сталей, переважно гартівних, що включає його дугове нагрівання електродом, який відрізняється тим, що дугове нагрівання зварного з'єднання здійснюють опосередковано, піддаючи прямій дії дуги прилеглі до нього ділянки металу при зміщенні електрода від осі зварного з'єднання на відстань, не меншу за 0,5 ширини останнього.
Попередній патент: Пристрій для визначення взаємного положення двох по суті плоских елементів
Наступний патент: Спосіб автоматично керованої термообробки зерна
Випадковий патент: Комбінований випробувальний комплекс мікропроцесорної централізації стрілок та сигналів