Спосіб обробки зварного з’єднання сталей
Номер патенту: 72635
Опубліковано: 15.03.2005
Автори: Савицький Михайло Михайлович, Бурський Георгій Вікторович, ЛУПАН Аркадій Пилипович, Кулик Віктор Михайлович
Завантажити PDF файл.
Формула / Реферат
Спосіб обробки зварного з'єднання сталей, переважно гартівних, що включає його дугове нагрівання електродом, який відрізняється тим, що дугове нагрівання зварного з'єднання здійснюють опосередковано, піддаючи прямій дії дуги прилеглі до нього ділянки металу при зміщенні електрода від осі зварного з'єднання на відстань, не меншу за 0,5 ширини останнього.
Текст
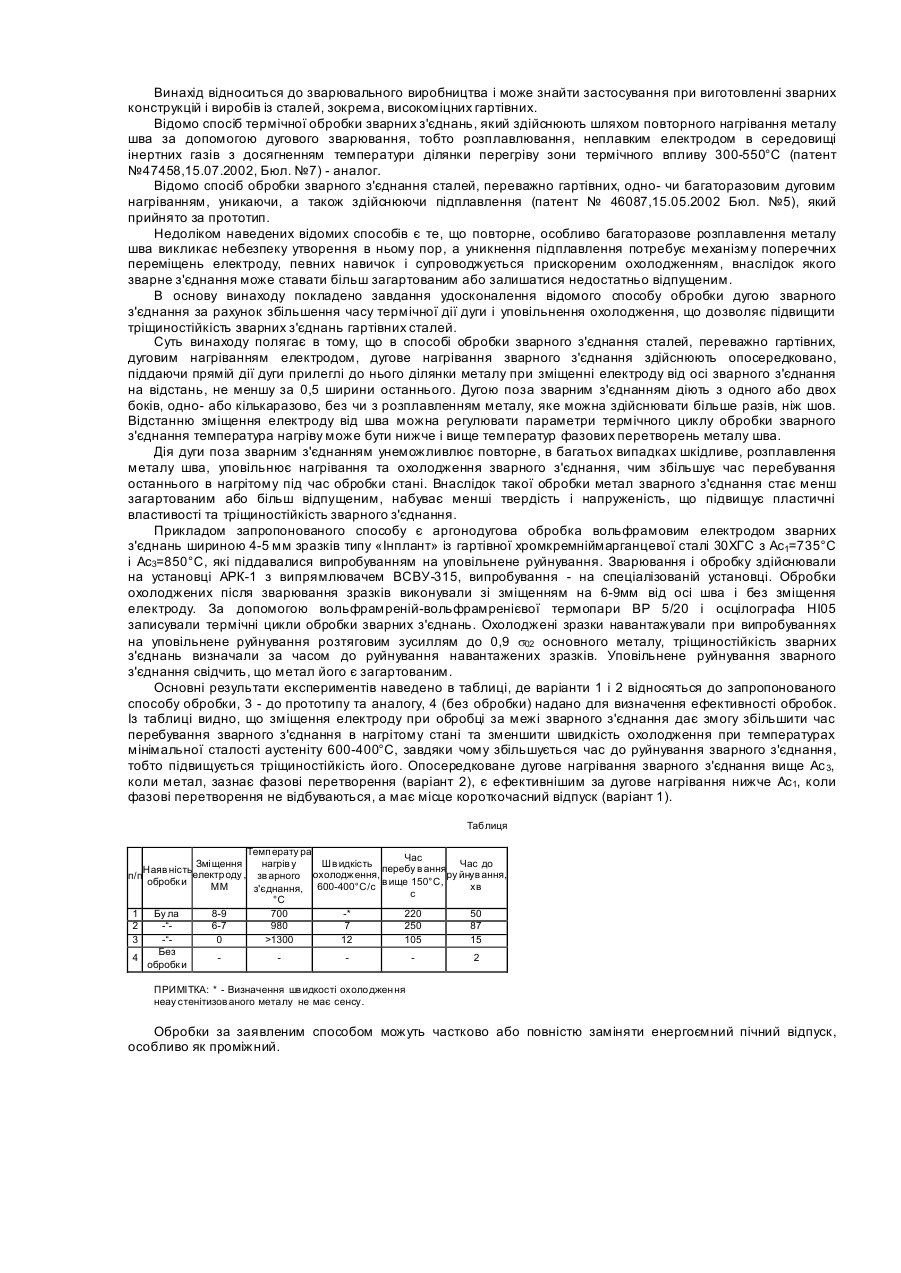
Винахід відноситься до зварювального виробництва і може знайти застосування при виготовленні зварних конструкцій і виробів із сталей, зокрема, високоміцних гартівних. Відомо спосіб термічної обробки зварних з'єднань, який здійснюють шляхом повторного нагрівання металу шва за допомогою дугового зварювання, тобто розплавлювання, неплавким електродом в середовищі інертних газів з досягненням температури ділянки перегріву зони термічного впливу 300-550°С (патент №47458,15.07.2002, Бюл. №7) - аналог. Відомо спосіб обробки зварного з'єднання сталей, переважно гартівних, одно- чи багаторазовим дуговим нагріванням, уникаючи, а також здійснюючи підплавлення (патент № 46087,15.05.2002 Бюл. №5), який прийнято за прототип. Недоліком наведених відомих способів є те, що повторне, особливо багаторазове розплавлення металу шва викликає небезпеку утворення в ньому пор, а уникнення підплавлення потребує механізму поперечних переміщень електроду, певних навичок і супроводжується прискореним охолодженням, внаслідок якого зварне з'єднання може ставати більш загартованим або залишатися недостатньо відпущеним. В основу винаходу покладено завдання удосконалення відомого способу обробки дугою зварного з'єднання за рахунок збільшення часу термічної дії дуги і уповільнення охолодження, що дозволяє підвищити тріщиностійкість зварних з'єднань гартівних сталей. Суть винаходу полягає в тому, що в способі обробки зварного з'єднання сталей, переважно гартівних, дуговим нагріванням електродом, дугове нагрівання зварного з'єднання здійснюють опосередковано, піддаючи прямій дії дуги прилеглі до нього ділянки металу при зміщенні електроду від осі зварного з'єднання на відстань, не меншу за 0,5 ширини останнього. Дугою поза зварним з'єднанням діють з одного або двох боків, одно- або кількаразово, без чи з розплавленням металу, яке можна здійснювати більше разів, ніж шов. Відстанню зміщення електроду від шва можна регулювати параметри термічного циклу обробки зварного з'єднання температура нагріву може бути нижче і вище температур фазових перетворень металу шва. Дія дуги поза зварним з'єднанням унеможливлює повторне, в багатьох випадках шкідливе, розплавлення металу шва, уповільнює нагрівання та охолодження зварного з'єднання, чим збільшує час перебування останнього в нагрітому під час обробки стані. Внаслідок такої обробки метал зварного з'єднання стає менш загартованим або більш відпущеним, набуває менші твердість і напруженість, що підвищує пластичні властивості та тріщиностійкість зварного з'єднання. Прикладом запропонованого способу є аргонодугова обробка вольфрамовим електродом зварних з'єднань шириною 4-5 мм зразків типу «Інплант» із гартівної хромкремніймарганцевої сталі 30ХГС з Ас1=735°С і Ас3=850°С, які піддавалися випробуванням на уповільнене руйнування. Зварювання і обробку здійснювали на установці АРК-1 з випрямлювачем ВСВУ-315, випробування - на спеціалізованій установці. Обробки охолоджених після зварювання зразків виконували зі зміщенням на 6-9мм від осі шва і без зміщення електроду. За допомогою вольфрамреній-вольфрамренієвої термопари ВР 5/20 і осцілографа НІ05 записували термічні цикли обробки зварних з'єднань. Охолоджені зразки навантажували при випробуваннях на уповільнене руйнування розтяговим зусиллям до 0,9 s02 основного металу, тріщиностійкість зварних з'єднань визначали за часом до руйнування навантажених зразків. Уповільнене руйнування зварного з'єднання свідчить, що метал його є загартованим. Основні результати експериментів наведено в таблиці, де варіанти 1 і 2 відносяться до запропонованого способу обробки, 3 - до прототипу та аналогу, 4 (без обробки) надано для визначення ефективності обробок. Із таблиці видно, що зміщення електроду при обробці за межі зварного з'єднання дає змогу збільшити час перебування зварного з'єднання в нагрітому стані та зменшити швидкість охолодження при температурах мінімальної сталості аустеніту 600-400°С, завдяки чому збільшується час до руйнування зварного з'єднання, тобто підвищується тріщиностійкість його. Опосередковане дугове нагрівання зварного з'єднання вище Ас 3, коли метал, зазнає фазові перетворення (варіант 2), є ефективнішим за дугове нагрівання нижче Ас1, коли фазові перетворення не відбуваються, а має місце короткочасний відпуск (варіант 1). Таблиця Темп ерату ра Час Змі щення нагрів у Шв идкість Час до перебу в ання Наяв ність електр оду , ру йнув ання, п/п зв арного охолодж ення, обробк и в ище 150°С, MM хв з'єднання, 600-400°С/с с °С 1 Бу ла 8-9 700 -* 220 50 2 -“6-7 980 7 250 87 3 -“0 >1300 12 105 15 Без 4 2 обробк и ПРИМІТКА: * - Визначення шв идкості охоло джен ня неау стенітизов аного металу не має сенсу. Обробки за заявленим способом можуть частково або повністю заміняти енергоємний пічний відпуск, особливо як проміжний.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for processing welded joint of steels
Автори англійськоюKulyk Viktor Mykhailovych, Savytskyi Mykhailo Mykhailovych, Lupan Arkadii Pylypovych
Назва патенту російськоюСпособ обработки сварного соединения сталей
Автори російськоюКулик Виктор Михайлович, Савицкий Михаил Михайлович, Лупан Аркадий Филиппович
МПК / Мітки
Мітки: сталей, обробки, спосіб, зварного, з'єднання
Код посилання
<a href="https://ua.patents.su/1-72635-sposib-obrobki-zvarnogo-zehdnannya-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки зварного з’єднання сталей</a>
Спосіб термічної обробки зварного виробу із сталей
Номер патенту: 48285
Опубліковано: 15.08.2002
Автори: Савицький Михайло Михайлович, Кулик Віктор Михайлович, ЛУПАН Аркадій Пилипович
Мітки: зварного, сталей, обробки, термічної, виробу, спосіб
Формула / Реферат:
1. Спосіб термічної обробки зварного виробу із сталей, переважно високоміцних, що включає загартування та відпуск, який відрізняється тим, що після відпуску зварний шов та/або зону оплавлення, ЗТВ і прилеглі ділянки виробу шириною до 2 ширин шва нагрівають одно- чи багаторазово дугою.2. Спосіб за п. 1, який відрізняється тим, що нагрівання здійснюють з оплавленням поверхні.3. Спосіб за п.1, який відрізняється тим, що нагрівання...
Спосіб обробки зварного з’єднання
Номер патенту: 46087
Опубліковано: 15.05.2002
Автори: ЛУПАН Аркадій Пилипович, Савицький Михайло Михайлович, Кулик Віктор Михайлович
МПК: C21D 9/50, B21C 37/08
Мітки: спосіб, обробки, зварного, з'єднання
Формула / Реферат:
1. Спосіб обробки зварного з'єднання дуговим нагріванням, який відрізняється тим, що зварне з'єднання сталей, переважно гартівних, або окремі його ділянки нагрівають одно - чи багаторазово, уникаючи підплавлення розосередженням дії дуги поперечними чи круговими коливаннями та подовженням її до 3 - 15 мм.2. Спосіб за п. 1, який відрізняється тим, що нагрівання здійснюють вище Ас3.3. Спосіб за п. 1, який відрізняється тим, що...
Спосіб термічної обробки нержавіючих сталей аустенітного класу
Номер патенту: 43177
Опубліковано: 15.11.2001
Автор: Мироненко Володимир Володимирович
МПК: C21C 1/00
Мітки: аустенітного, класу, обробки, нержавіючих, термічної, спосіб, сталей
Формула / Реферат:
Спосіб термічної обробки нержавіючих сталей аустенітного класу, який включає в себе охолодження у воді нагрітих до температур 950 - 11000С заготовок, який відрізняється тим, що заготовки виготовляють литтям, заливаючи форму розплавом сталі, при досягненні заготовками у формі в процесі твердіння температур 1100-9500С, їх виймають з форми при цій температурі і занурюють у воду.
Спосіб зміцнення зварного шва металевих труб

Номер патенту: 17784
Опубліковано: 20.05.1997
Автори: Тесленко Анатолій Григорович, Пістун Ігор Павлович, Хом'як Йосип Васильович, Березовецький Андрій Петрович
МПК: B21D 26/08
Мітки: металевих, зміцнення, шва, труб, спосіб, зварного
Формула / Реферат:
1. Спосіб зміцнення зварного шва металічних труб енергією ударної хвилі, яка створюється при вибуху заряду, розташованого на оброблювальній поверхні, який відрізняється тим, що, з метою зняття розтягуючих І створення стискаючих напружень в навколишній зоні, між зарядом вибухової речовини І зварним швом розміщують проміжний шар інертного матеріалу з акустичною жорсткістю меншою, ніж у металу труби.2. Спосіб по п. 1, який відрізняється...
Спосіб термічної обробки сталей загартуванням
Номер патенту: 53077
Опубліковано: 15.01.2003
Автори: Бойко Андрій Валерійович, Шаповалов Олексій Вікторович, Шаповалова Оксана Михайлівна
МПК: C21D 1/56
Мітки: термічної, сталей, спосіб, обробки, загартуванням
Формула / Реферат:
Спосіб термічної обробки сталі загартуванням, що включає нагрівання, ізотермічну витримку і загартування у водяному розчині, який відрізняється тим, що перед загартуванням у воді при кімнатній температурі розчиняють 3 - 7 % непридатних відходів - кеку титано-магнієвого виробництва.
Попередній патент: Спосіб відцентрового лиття двошарових прокатних валків
Наступний патент: Спосіб виготовлення дерев’яних паличок, лінія для здійснення способу та галтувальний пристрій з лінії виготовлення дерев’яних паличок
Випадковий патент: Спосіб виготовлення артилерійської гільзи