Спосіб термооброблювання поковок із низько- та середньолегованих конструкційних сталей
Номер патенту: 10127
Опубліковано: 15.11.2005
Автори: Гусакова Тетяна Леонідівна, Гоголь Ала Борисівна, Шабанов Володимир Борисович, Свиридов Олег Віталійович, Баличев Юрій Матвійович, Міронов Віталій Георгійович, Разінкін Борис Іванович
Формула / Реферат
1. Спосіб термооброблювання поковок із низько- та середньолегованих конструкційних сталей круглого суцільного або порожнистого перерізу діаметром чи товщиною стінки 40-400 мм, що включає загартування та високий відпуск, який відрізняється тим, що у процесі гартування відвід тепла в інтервалі температур ![]() здійснюється шляхом циклічного охолодження у воді та на повітрі і наступним охолодженням від температури
здійснюється шляхом циклічного охолодження у воді та на повітрі і наступним охолодженням від температури ![]() до
до ![]() у маслі.
у маслі.
2. Спосіб за п. 1, який відрізняється тим, що при циклічному охолодженні кількість циклів вода-повітря та тривалість сумарного і разового охолодження у воді і на повітрі зростають пропорційно перерізу поковки та визначаються із співвідношення:
де:
![]() - кількість циклів охолодження вода-повітря;
- кількість циклів охолодження вода-повітря;
![]() - діаметр чи товщина стінки поковки, мм;
- діаметр чи товщина стінки поковки, мм;
![]() - мінімальний переріз поковки, мм;
- мінімальний переріз поковки, мм;
![]() - змінювання перерізу поковки від циклу до циклу, мм;
- змінювання перерізу поковки від циклу до циклу, мм;
![]() - тривалість витримки у воді n-ного циклу, хвилин;
- тривалість витримки у воді n-ного циклу, хвилин;
![]() - тривалість витримки у воді поковки попереднього циклу, хвилин;
- тривалість витримки у воді поковки попереднього циклу, хвилин;
![]() - тривалість витримки на повітрі n-ного циклу, хвилин;
- тривалість витримки на повітрі n-ного циклу, хвилин;
![]() - тривалість витримки на повітрі поковок попереднього циклу, хвилин.
- тривалість витримки на повітрі поковок попереднього циклу, хвилин.
Текст
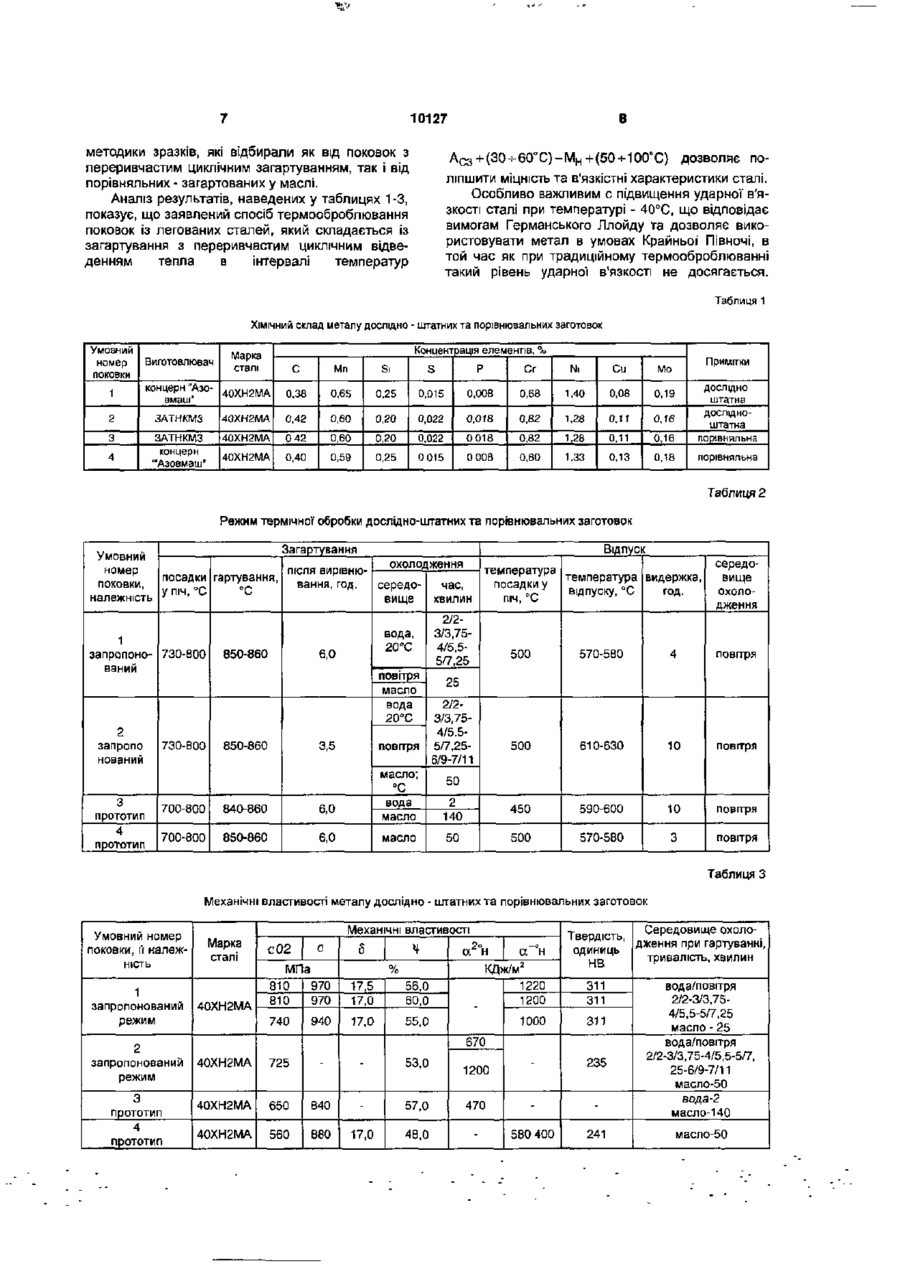
1. Спосіб термооброблювання поковок із низько- та середньолегованих конструкційних сталей круглого суцільного або порожнистого перерізу діаметром чи товщиною стінки 40-400 мм, що включає загартування та високий відпуск, який відрізняється тим, що у процесі гартування відвід тепла в Інтервалі температур А с з + (ЗО 4- 60°С) - М н + (50 -100"С) здійснюється шляхом циклічного охолодження у воді та на повітрі і наступним охолодженням від температури М н + (50-И00°С) до 20-50°С у маслі. 2. Спосіб за п. 1, який відрізняється тим, що при циклічному охолодженні КІЛЬКІСТЬ циклів водаповітря та тривалість сумарного і разового охоло дження у воді і на повітрі зростають пропорційно перерізу поковки та визначаються із співвідношення: n = (S-40)/(20...60); Т 2л =т 2п _ 1 +(1 1 75...8,5) 1 де: п - кількість циклів охолодження вода-повітря; S - діаметр чи товщина стінки поковки, мм; 40 - мінімальний переріз поковки, мм; 20...60 - змінювання перерізу поковки від циклу до циклу, мм; Т1л - тривалість витримки у воді п- ного циклу, хвилин; %,_] - тривалість витримки у воді поковки попереднього циклу, хвилин; Т 2 п - тривалість витримки на повітрі п- ного циклу, хвилин; Х 2п-1 ' тривалість витримки на повітрі поковок попереднього циклу, хвилин. CM О Корисна модель належить до чорної металургії, конкретніше - до виробництва крупних суцільних і порожнистих поковок із низько- та середньолегованих сталей, які можуть використовуватися, наприклад, для гребних судових валів або балерів руля, для деталей круглого перерізу від 40 до 400мм включно, для деталей важкого машинобудування. Відоме технічне рішення [1], при якому поковки із низько- та середньолегованих конструкційних сталей після відпалу, загартовуються у воді або маслі (у залежності від перерізу та ступеня легування) із наступним відпуском. Найбільш близьким технічним рішенням, прийнятим за найближчий аналог, є спосіб термооб роблювання крупних поковок із легованих конструкційних сталей згідно а. с. СРСР № 1647029 з пріоритетом від 05,07.88 р. [2], при якому загартування здійснюється у декількох середовищах із різними охолоджуючими здібностями. Недоліком відомих технічних рішень є висока Імовірність утворення гартівних тріщин при різкому охолодженні крупногабарітних поковок. Рівень фізико-механічних властивостей металу поковок визначається в остаточному підсумку величиною дійсного зерна, властивостями фериту та перліту. ЗІ зменшенням величини фактичного зерна, збільшенням мікротвердості високо відпущеного фериту і ступені дисперсності перліту при заданому рівні міцності зростає пластичність, міц 10127 ність втомлення та знижується схильність до крихкого руйнування. Отримання бажаних структур можливо при утворенні умов відповідних перетворень н сталі шляхом регламентації режимів охолодження при одночасному урахуванні особливостей процесу розпаду аустеніту. Для конструкційних сталей з вміщенням вуглецю від 0,15% до 0,50%, характерна наявність одного мінімуму стійкості аустеніту в зоні перлітного перетворення в інтервалі температур 400600°С. Розпад аустеніту при температурах 400-500°С призводить до утворення дисперсного перліту. Розпад аустеніту при більш високих температурах призводить до утворення грубопластинчатого перліту і структурно вільного фериту із низькою мікротвердістю, що помітно знижує не тільки пластичні властивості, але й характеристики втомленості та опір розповсюдженню тріщин. Охолодження поковок на повітрі не відвертає розпад аустеніту в зоні високих температур, тому що не забезпечує необхідних швидкостей зниження температури. При цьому температура металу на поверхні поковки мало відрізняється від температури металу у центрі та знижується надто повільно. Охолодження у маслі забезпечує більш швидке зниження температури у підповерхніх шарах поковки. У цьому випадку, наприклад, в заготовці діаметром 400мм, на поверхні температура знижується до 500°С приблизно через 15 хвилин, а /з радіуса від поверхні - через 10 хвилин після початку охолодження. При охолодженні поковки у воді швидкість охолодження металу ще більш значна та Імовірність отримання бажаної структури на більшій глибині зростає. Проте при різкому охолодженні у воді крупногабаритних поковок велика можливість утворення гартівних тріщин. Леговані конструкційні сталі, які значно застосовуються у машинобудуванні, як завжди підлягають загартуванню у маслі з високим відпуском. Проте, у крупних перерізах ці спілі не прогартовуються наскрізь і навіть на поверхні можуть мати твердість, яки не відповідає мартенситу. Це пояснюється з одного боку недостатньою стабільністю легованих конструкційних сталей у проміжній зоні, а з другого боку - недостатньою швидкістю зниження температури металу при охолодженні у маслі. Мартенситне перетворення, наприклад, у сталі типа 35ХМ и 40ХН відбувається при температурах 350-300°С [Мн], а у сталі 40ХН2М - при температурах 290-250°С [3]. Внаслідок розпаду аустеніту в проміжній області утворюються бейнітні структури, при відпуску яких одержуються грубодісперсний сорбіт відпуску. Нерівномірний розподіл грубих карбідів зерна та накопичення їх біля границь зерен призводить до погіршення властивостей сталі: різкому зниженню границі текучості при тому ж рівні тимчасового опору, зниженню пластичності, ударної в'яз кості та звищенню критичних температур переходу в крихкий стан. Але ж швидке зниження температури в зоні перетворення та нижче призводить до виникнення більших величин теплових фазових та структурних напружень, які утворюють сприятливі умови для гартівних тріщин. Для запобігання утворення гартовних тріщин мартенситне перетворення легованих конструкційних сталей повинно проходити з уповільненим зниженням температури металу у небезпечному інтервалі температур. Суть корисної моделі полягає у охолодженні поковки у воді з періодичним виносом на повітря для вирівнювання температури по перерізу поковки та здійсненню переривчатого гартування за схемою вода - повітря - масло. В основу корисної моделі поставлене завдання зменшити швидкість зниження температури поковки у порівнянні з найближчим аналогом, тобто при охолодженні у воді, настільки, що вона приближується до швидкості охолодження у маслі. Циклічне гартування за схемою вода-повітря створює умови для ізотермічного розпаду аустеніту у визначеному інтервалі температур за рахунок послідовного вирівнювання температури по перерізу поковки при охолодженні на повітрі. Поставлене завдання вирішується застосуванням переривчастого гартування крупних поковок із низько- та середньолегованих сталей, у процесі якого відведення тепла в інтервалі температур А с з +(30-60°С)-М н +(50-100Х) ЗДІЙСНЮЮТЬ шляхом циклічного поперемінного охолодження у воді та на повітрі з наступним охолодженням від температури м н +(50-10(ҐС) до 2О...50°С у маслі. Конструкційні леговані стилі належать до доевтектоідних. Верхня границя температури нагріву під гуртування для таких сталей повинна бути на ЗО...6О°С вище критичної точки АсзПідвищення температури гартування вище цієї температури викликає зростання зерна аустеніту, що призводить до одержання більш грубої крупноігольчастоґ структури мартенситу та грубого крупнокристалічного злому, знижуючих в'язкість сталі. Нижня границя температури переривистого гартування поковок з поперемінним охолодженням у воді та на повітрі повинна бути вище точки мартенситного перетворення на 50 •• 100°С . Швидке * зниження температури сталі в зоні мартенситного перетворення і нижче призводить до виникнення великих теплових, фазових та структурних напружень. Тому охолодження у середовищі вода - повітря повинне припинитись при температурі на 50^100°С вище точки мартенситного перетворення. У цьому випадку охолодження за схемою вода - повітря нижче зазначено"! межі імовірність утворення гартівних тріщин зростає. Наступне відведення тепла від поковок з метою зниження теплових, фазових та структурних напружень, здійснюється з меншими швидкостями, тобто завершальний етап напружень до температур 2 0 - 5 0 ° С запроваджують у маслі. Технічний результат досягається внаслідок то 6 10127 го, що при циклічному охолодженні кількість циклів вода - повітря І довготривалість сумарного та одноразового охолодження у воді і на повітрі зростають пропорційно перерізу поковки. Інтенсивність відведення тепла при загартуванні визначається кількістю циклів вода - повітря і в залежності від перерізу поковки та марки сталі один цикл відповідає зміненню перерізу поковки на 20-60мм. Кількість циклів вода - повітря можна визначити із співвідношення: n = (S- 40)/(20-60) де n - кількість циклів охолодження вода - повітря; S - діаметр або товщина стінки поковки, мм; 40 - мінімальний переріз поковки, мм; 2 0 ^ 6 0 - змінювання перерізу поковки від циклу до циклу, мм. Швидкість охолодження металу і прогартовуваність залежать від безлічі параметрів, таких як форма поковки, відношення площі поверхні до об'єму, теплопровідність металу та властивості охолоджуючих середовищ та ін. Відомі способи розрахунків процесів охолодження поковок дуже складні. Визначення кількості циклів загартування засновані на експериментальних даних та результатах досліджень сталі після термооброблювання. Автори мають результати експериментів для поковок суцільних та порожнистих діаметром 40400мм двох груп марок конструкційних сталей. Нижня границя імітований чистоти циклів (20мм) відповідає сталям середньолегованим (38X2112 MA, 40XH2MA, 38ХНЗМА). Для менш легованих сталей частота циклів вода - повітря може бути нижчою і границя змінювання частоти циклів (60мм) відповідає сталям ЗОХ, 40Х, 38ХМА і т. і. Введення легуючих елементів призводить до суттєвого змінювання прогартовуваності. Усі легуючи елементи, крім кобальта, зменшують критичну швидкість загартування. Одночасне введення кількох легуючих елементів призводить до сильного зниження критичної швидкості гартування та до різкого поліпшення прогартовуваності. [1] Наприклад, для валу діаметром 40мм може бути достатнім одного занурювання у воду та видержки на повітрі; для валу діаметром 300мм кількість змін охолоджуючого середовища зростає до 10, тривалість одноразової видержки у воді може досягнути 5,0 хвилин, на повітрі - до 7 хвилин із зростанням сумарної тривалості охолодження у воді до 50 хвилин, на повітрі - 52 хвилин. Технічний результат досягається також внаслідок того, що тривалість разового охолодження у воді складає 1...10 хвилин, на повітрі - 1,5...15 хвилин. Тривалість видержки при циклічному гартуванні у воді і на повітрі для поковок з перерізом до 400мм може бути описана вираженням: Т 1 п =т 1 п _ 1 + (1,0...6,0); Т 2п=х 2 п _-, +(1,75...8,5), Т1п - тривалість видержки у воді n-ного циклу, хвилин; x l n _i - тривалість видержки у воді попереднього циклу, хвилин; Т2п - тривалість видержки на повітрі п-ного циклу, хвилин; Т 2п-і - тривалість видержки на повітрі поковки попереднього циклу, хвилин. Нижні границі тривалості разового охолодження відповідають поковкам найменшого перерізу або найменшій товщині порожнистої поковки (40мм) і найкращі для сталей з високою отупінню легування. Верхні границі тривалості разового охолодження відповідають поковкам перерізом до 400мм, які прийняті з урахуванням результатів досліджень металу поковок. Сумарна тривалість відводу тепла прямо пропорційна перерізу поковки. Це пояснюється прагненням до утворення умов, які наближаються до ізотермічного розпаду аустеніту внаслідок послідовного вирівнювання температури по перерізу поковки. При досягненні тривалості разового охолодження вище вказаних величин ефект переривчастого циклічного гартування слабішає та приближується до традиційного, імовірність появи гартувальних тріщин збільшується. На відміну від найближчого аналога при використанні переривчастого гартування технічний результат досягається внаслідок більш рівномірного охолодження перерізу поковки, що в свою чергу призводить до формування потрібної однорідної мікроструктури та механічних властивостей по перерізу, зниженню гартувальних напружень та зменшенню імовірності появи гартувальних тріщин у поковці. Запропонований спосіб термічної обробки дослідно-штатних поковок реалізовано в умовах концерну "Азовмаш" і ЗАТ "Новокраматорський машинобудівний завод". Обробку зазнали діючим та запропонованим режимом вали діаметром 260мм, довжиною 3110мм (концерн "Азовмаш") та поковки для руля балеру із сталі марки 40ХН2МА з діаметрами ділянок 300, 380 та 400мм довжиною 5265 + 30мм (ЗАО НКМЗ). Загальна технологія виплавки сталі, відливка зливків, нагріву перед куванням, кування та попередня термічна обробка виконувались відповідно діючій на підприємствах технічної та технологічної документації. Хімічний склад металу по результатах аналізу проб сталі з розливки порівняльних та дослідних поковок наведені у таблиці 1. Термічне оброблювання порівняльних заготівок складалось із загартування у воді та в маслі (№ 3) або тільки в маслі (№ 4) з наступним високим відпуском; дослід но-штати их - із загартування з ступінчастим циклічним охолодженням у воді та на повітрі з наступним охолодженням у маслі та високим відпуском. Фактичний режим термічної обробки наведено в таблиці 2. Механічні властивості дослідноштатних та порівняльних заготовок після термооброблювання наведені у таблиці 3. Дослідження якості метилу поковок були викопані механічними випробуваннями із стандарті ті 10127 методики зразків, які відбирали як від поковок з переривчастим циклічним загартуванням, так і від порівняльних - загартованих у маслі. Аналіз результатів, наведених у таблицях 1-3, показує, що заявлений спосіб термооброблювання поковок із легованих сталей, який складається із загартування з переривчастим циклічним відведенням тепла в інтервалі температур А с з + (30-нб0 о С)-М н +(50-И00''С) дозволяє поліпшити міцність та в'язкістні характеристики сталі. Особливо важливим с підвищення ударної в'язкості сталі при температурі - 40°С, що відповідає вимогам Германського Ллойду та дозволяє використовувати метал в умовах Крайньої' Півночі, в той час як при традиційному термооброблюванні такий рівень ударної в'язкості не досягається. Таблиця 1 ХІМІЧНИЙ склад металу дослідно - штатних та порівнювальних заготовок Умовний номер поковки Виготовлювач 1 Концентрація елементів, % Марка сталі С Мп Si S Р Сг Ni Си концерн "Азо40ХН2МА вмаш" 0,38 0,65 0,25 0,015 0,008 0,68 1,40 0,08 Примітки Mo 0,19 ДОСЛІДНО штатна дослідноштатна 2 ЗАТНКМЗ 40ХН2МА 0,42 0,60 0,20 0,022 0,018 0,82 1,28 0,11 0,16 3 ЗАТНКМЗ концерн "Азовмаш" 40ХН2МА 0 42 0,60 0,20 0,022 0018 0,82 1,28 0,11 0,16 ПОРІВНЯЛЬНЕ 40ХН2МА 0,40 0,59 0,25 0015 оооа 0,80 1,33 0,13 0,18 порівняльна 4 Таблиця 2 Режим термічної обробки дослідно-штатних та порівнювальних заготовок Відпуск Загартування Умовний охолодження номер температура після вирівнютемпература видержка, посадки гартування, поковки, вання, год. посадки у середочас, у піч, а С °С відпуску, °С год. належність піч, °С вище хвилин 1 запропоно- 730-800 ваний 2 запропо ноааний 3 прототип 4 прототип 730-800 850-860 вода, 20"С 6,0 повітря масло вода 20°С 850-860 3,5 700-800 840-860 850-860 500 570-580 4 повітря 500 610-630 10 повітря 25 2/23/3,754/5.55/7,256/9-7/11 масло; °С вода масло 6,0 2 140 450 590-600 10 повітря масло 6,0 700-800 повітря 2/23/3,754/5,55/7,25 середовище охолодження 50 500 570-580 3 повітря 50 Таблиця З Механічні властивості металу дослідно - штатних та порівнювальних заготовок Механічні властивості Умовний номер поковки, І"І належність Марка сталі 1 запропонований режим 40ХН2МА 2 запропонований режим 3 прототип 4 прототип с 02 с 5 Ч МПа 810 970 810 970 17,5 17,0 56,0 60,0 740 17,0 а2сн КДж/м2 1220 1200 55,0 940 % а °н Середовище охолоТвердість, дження при гартуванні, одиниць тривалість, хвилин НВ 311 311 1000 311 235 670 40ХН2МА 725 53,0 40ХН2МА 650 840 57,0 470 40ХН2МА 560 880 17,0 48,0 580 400 241 1200 вода/повітря 2/2-3/3,754/5,5-5/7,25 масло - 25 вода/повітря 2/2-3/3,75-4/5,5-5/7, 25-6/9-7/11 маспо-50 вода-2 масло-140 масло-50 10127 Література: 1. Металловедение и термическая обработка стали и чугуна. Справочник под редакцией академика Гудцова Н.Т., М., 1956 г., с. 543-545. 2. Открытия, изобретения, №17, М., с. 81, А.С. Комп'ютерна верстка А. Крулевський 10 СССР №1647029, заявка 4480394/02 от 05.07.88 г. 3. Попова Л.Е., Попов Л.А. «Изотермические и термокинетические диаграммы распада переохлажденного аустенита», «Металлургия», М., 1965 г. Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДЛ "Український Інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the thermal treatment of forgings from low- and medium-alloyed structural steels
Автори англійськоюRazinkin Borys Ivanovych, Hohol Alla Borysivna, Shabanov Volodymyr Borysovych
Назва патенту російськоюСпособ термообработки поковок из низко- и среднелегированных конструкционных сталей
Автори російськоюРазинкин Борис Иванович, Гоголь Алла Борисовна, Шабанов Владимир Борисович
МПК / Мітки
МПК: C21D 9/46, C21D 1/18, C21D 9/48
Мітки: конструкційних, термооброблювання, сталей, середньолегованих, поковок, спосіб, низької
Код посилання
<a href="https://ua.patents.su/6-10127-sposib-termoobroblyuvannya-pokovok-iz-nizko-ta-serednolegovanikh-konstrukcijjnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб термооброблювання поковок із низько- та середньолегованих конструкційних сталей</a>
Спосіб термічної обробки інструменту з середньолегованих сталей
Номер патенту: 12943
Опубліковано: 28.02.1997
Автори: Моісєєв Владислав Федорович, Антонов Віктор Васильович, Шимко Олена Володимирівна, Заблоцький Володимир Кирилович
МПК: C21D 9/22
Мітки: сталей, термічної, спосіб, інструменту, середньолегованих, обробки
Формула / Реферат:
(57) Способ термической обработки инструмента из среднелегированных сталей, включающий предварительный подогрев, последующий нагрев до температуры закалки, выдержку, охлаждение и отпуск, отличающийся тем, что нагрев ведут до температуры, превышающей Асз на 30-40°С, а охлаждение проводят в воде с температурой 80-100°С и выдержкой в ней в течение 1-3 часов с последующим охлаждением на воздухе.
Спосіб виготовлення поковок прямокутного перерізу радіальним куванням
Номер патенту: 30608
Опубліковано: 17.02.2003
Автори: Лазоркін Віктор Андрійович, Смирнов Юрій Константинович, Чорний Богдан Петрович
МПК: B21J 1/04
Мітки: виготовлення, куванням, перерізу, прямокутного, поковок, радіальним, спосіб
Формула / Реферат:
Спосіб виготовлення поковок прямокутного перерізу радіальним куванням, що полягає в обтискуванні заготовки у двох взаємно перпендикулярних площинах трьох її частин, які зміщені відносно одна одної по повздовжній осі, трьома парами бойків, що мають частини для заходу і калібрування, і періодичного подавання заготовки у напрямі повздовжньої осі, який відрізняється тим, що на першій і третій частинах заготовки, розташованих у напрямі її...
Спосіб виготовлення поковок
Номер патенту: 48530
Опубліковано: 15.08.2002
Автори: Лазоркін Віктор Андрійович, Лазоркіна Дар'я Вікторівна, Терновий Юрій Федорович, Артамонов Юрій Вікторович, Бедросова Лариса Василівна
МПК: B21J 1/04
Мітки: спосіб, поковок, виготовлення
Формула / Реферат:
Спосіб виготовлення поковок, який включає виплавлення, розливання та кристалізацію металу в злиток, нагрівання та подальше його деформування на пресах або молотах, який відрізняється тим, що перед нагріванням видаляють 93-97% прибуткової частини злитка, а після кування видаляють її залишок.
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Кузнєцов Микола Миколайович, Михайленко Борис Омелянович, Соколов Лев Миколайович
МПК: B21J 1/04
Мітки: поковок, типу, виготовлення, спосіб, пластин
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Спосіб виготовлення поковок типу плит та пластин
Номер патенту: 7481
Опубліковано: 15.06.2005
Автори: Соколов Лев Миколайович, Роганов Лев Леонідович, Роганов Максим Львович, Марков Олег Євгенійович, Корчак Олена Сергіївна
МПК: B21J 1/04
Мітки: спосіб, поковок, плит, виготовлення, типу, пластин
Формула / Реферат:
Спосіб виготовлення поковок типу плит та пластин шляхом протягання круглого білета в бойках з кутом робочих поверхонь 90-120°, який відрізняється тим, що циліндрична заготовка обтискається в опуклих бойках та V-подібній підпружиненій вставці до висоти , де - діаметр заготовки (білета), Нn - висота поковки...
Попередній патент: Спосіб механічного з’єднання арматури
Наступний патент: Пристрій для відпрацьовування практичних навичок гри у м’яч, переважно в футбол
Випадковий патент: Спосіб голосового оповіщення населення та розповсюдження інформаційних і рекламних повідомлень на основі контролерів, що підключені до інтернету