Ріжучий елемент
Номер патенту: 9727
Опубліковано: 30.09.1996
Автори: Ломонова Єлєна Євгеньєвна, Карбань Валерій Іванович, Пащенко Микола Григорович, Воронько Юрій Козьміч, Новіков Микола Васильович, Осіко Вячеслав Васільєвіч
Формула / Реферат
Режущий элемент, содержащий корпус с режущей кромкой, образованной двумя гранями, сопряженными со вспомогательными гранями, которые образуют угол предварительной заточки режущей кромки, отличающийся тем, что вершина режущей кромки смешена относительно оси симметрии корпуса, а ось симметрии граней, образующих режущую кромку, расположена под углом к оси симметрии корпуса, при этом одна из вспомогательных граней является продолжением смежной с ней боковой поверхности корпуса.
Текст
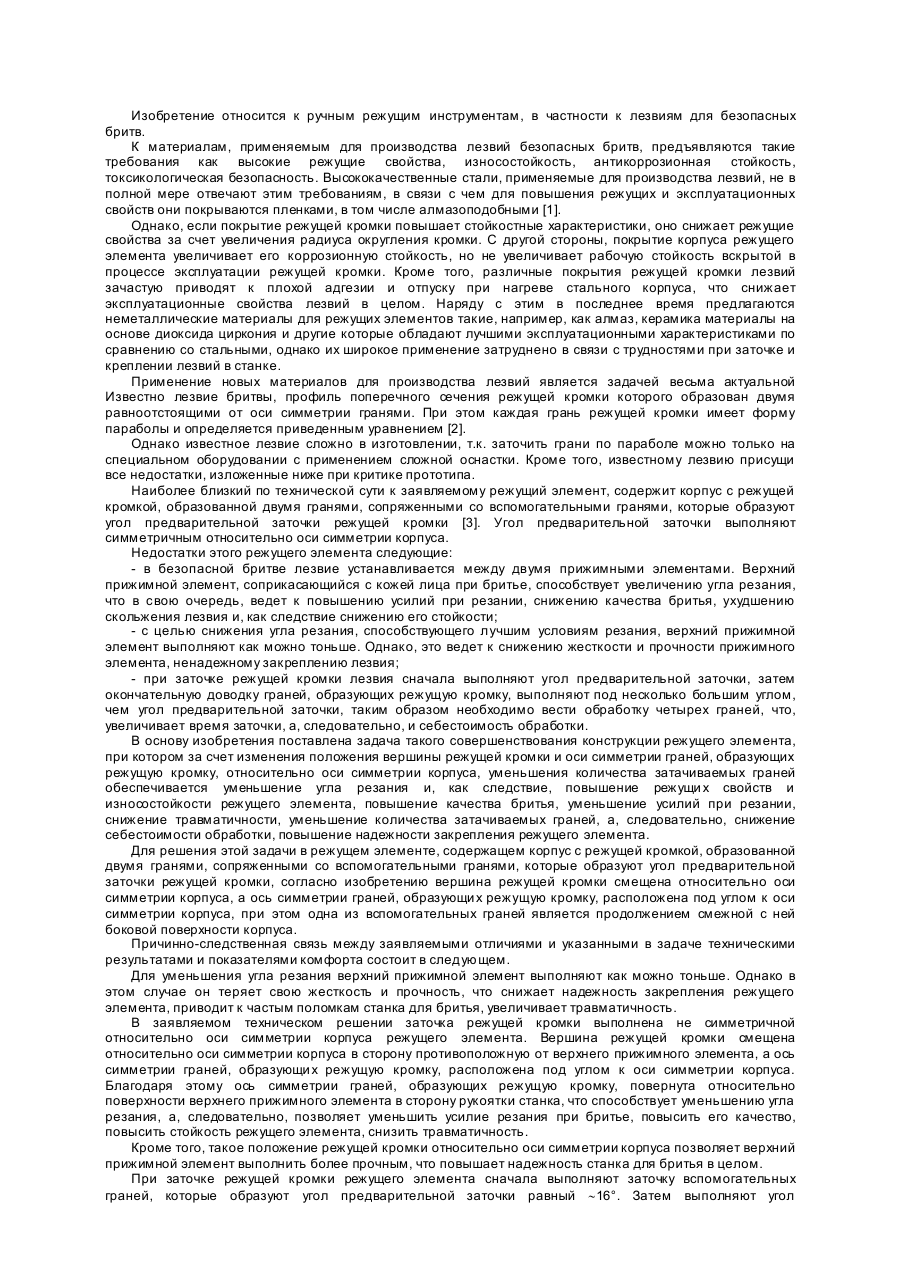
Изобретение относится к ручным режущим инструментам, в частности к лезвиям для безопасных бритв. К материалам, применяемым для производства лезвий безопасных бритв, предъявляются такие требования как высокие режущие свойства, износостойкость, антикоррозионная стойкость, токсикологическая безопасность. Высококачественные стали, применяемые для производства лезвий, не в полной мере отвечают этим требованиям, в связи с чем для повышения режущих и эксплуатационных свойств они покрываются пленками, в том числе алмазоподобными [1]. Однако, если покрытие режущей кромки повышает стойкостные характеристики, оно снижает режущие свойства за счет увеличения радиуса округления кромки. С другой стороны, покрытие корпуса режущего элемента увеличивает его коррозионную стойкость, но не увеличивает рабочую стойкость вскрытой в процессе эксплуатации режущей кромки. Кроме того, различные покрытия режущей кромки лезвий зачастую приводят к плохой адгезии и отпуску при нагреве стального корпуса, что снижает эксплуатационные свойства лезвий в целом. Наряду с этим в последнее время предлагаются неметаллические материалы для режущих элементов такие, например, как алмаз, керамика материалы на основе диоксида циркония и другие которые обладают лучшими эксплуатационными характеристиками по сравнению со стальными, однако их широкое применение затруднено в связи с трудностями при заточке и креплении лезвий в станке. Применение новых материалов для производства лезвий является задачей весьма актуальной Известно лезвие бритвы, профиль поперечного сечения режущей кромки которого образован двумя равноотстоящими от оси симметрии гранями. При этом каждая грань режущей кромки имеет форму параболы и определяется приведенным уравнением [2]. Однако известное лезвие сложно в изготовлении, т.к. заточить грани по параболе можно только на специальном оборудовании с применением сложной оснастки. Кроме того, известному лезвию присущи все недостатки, изложенные ниже при критике прототипа. Наиболее близкий по технической сути к заявляемому режущий элемент, содержит корпус с режущей кромкой, образованной двумя гранями, сопряженными со вспомогательными гранями, которые образуют угол предварительной заточки режущей кромки [3]. Угол предварительной заточки выполняют симметричным относительно оси симметрии корпуса. Недостатки этого режущего элемента следующие: - в безопасной бритве лезвие устанавливается между двумя прижимными элементами. Верхний прижимной элемент, соприкасающийся с кожей лица при бритье, способствует увеличению угла резания, что в свою очередь, ведет к повышению усилий при резании, снижению качества бритья, ухудшению скольжения лезвия и, как следствие снижению его стойкости; - с целью снижения угла резания, способствующего лучшим условиям резания, верхний прижимной элемент выполняют как можно тоньше. Однако, это ведет к снижению жесткости и прочности прижимного элемента, ненадежному закреплению лезвия; - при заточке режущей кромки лезвия сначала выполняют угол предварительной заточки, затем окончательную доводку граней, образующих режущую кромку, выполняют под несколько большим углом, чем угол предварительной заточки, таким образом необходимо вести обработку четырех граней, что, увеличивает время заточки, а, следовательно, и себестоимость обработки. В основу изобретения поставлена задача такого совершенствования конструкции режущего элемента, при котором за счет изменения положения вершины режущей кромки и оси симметрии граней, образующих режущую кромку, относительно оси симметрии корпуса, уменьшения количества затачиваемых граней обеспечивается уменьшение угла резания и, как следствие, повышение режущи х свойств и износостойкости режущего элемента, повышение качества бритья, уменьшение усилий при резании, снижение травматичности, уменьшение количества затачиваемых граней, а, следовательно, снижение себестоимости обработки, повышение надежности закрепления режущего элемента. Для решения этой задачи в режущем элементе, содержащем корпус с режущей кромкой, образованной двумя гранями, сопряженными со вспомогательными гранями, которые образуют угол предварительной заточки режущей кромки, согласно изобретению вершина режущей кромки смещена относительно оси симметрии корпуса, а ось симметрии граней, образующи х режущую кромку, расположена под углом к оси симметрии корпуса, при этом одна из вспомогательных граней является продолжением смежной с ней боковой поверхностикорпуса. Причинно-следственная связь между заявляемыми отличиями и указанными в задаче техническими результатами и показателями комфорта состоит в следующем. Для уменьшения угла резания верхний прижимной элемент выполняют как можно тоньше. Однако в этом случае он теряет свою жесткость и прочность, что снижает надежность закрепления режущего элемента, приводит к частым поломкам станка для бритья, увеличивает травматичность. В заявляемом техническом решении заточка режущей кромки выполнена не симметричной относительно оси симметрии корпуса режущего элемента. Вершина режущей кромки смещена относительно оси симметрии корпуса в сторону противоположную от верхнего прижимного элемента, а ось симметрии граней, образующи х режущую кромку, расположена под углом к оси симметрии корпуса. Благодаря этому ось симметрии граней, образующих режущую кромку, повернута относительно поверхности верхнего прижимного элемента в сторону рукоятки станка, что способствует уменьшению угла резания, а, следовательно, позволяет уменьшить усилие резания при бритье, повысить его качество, повысить стойкость режущего элемента, снизить травматичность. Кроме того, такое положение режущей кромки относительно оси симметрии корпуса позволяет верхний прижимной элемент выполнить более прочным, что повышает надежность станка для бритья в целом. При заточке режущей кромки режущего элемента сначала выполняют заточку вспомогательных граней, которые образуют угол предварительной заточки равный ~16°. Затем выполняют угол окончательной заточки и доводки режущи х граней, который равен ~22°. В заявляемом техническом решении одна из вспомогательных граней является продолжением смежной с ней боковой поверхности корпуса, а угол заточки второй вспомогательной грани по отношению к боковой поверхности корпуса составляет 16°, т. е. затачивается только одна вспомогательная грань, а второй вспомогательной гранью служит боковая поверхность корпуса. Такое решение позволяет уменьшить количество затачиваемых граней, а, следовательно, снизить трудоемкость и себестоимость заточки. Возможность осуществимости предложения иллюстрируется чертежом, на котором показан профиль поперечного сечения режущей кромки режущего элемента. Режущий элемент содержит корпус 1 с режущей кромкой 2, образованной двумя гранями 3 и 4, сопряженными со вспомогательными гранями 5 и 6, которые образуют угол a предварительной заточки режущей кромки 2. При этом вершина режущей кромки 2 смещена относительно оси симметрии 7 корпуса 1, а ось симметрии 8 граней 3 и 4, образующих режущую кромку 2, расположена под углом b к оси симметрии 7 корпуса 1. Кроме того, одна из вспомогательных граней 6 является продолжением смежной с ней боковой поверхности 9 корпуса 1. Заточка и установка режущего элемента производится следующим образом. Сначала в режущем элементе затачивают вспомогательную грань 5, образуя угол предварительной заточки между гранью 5 и гранью 6, являющейся продолжением боковой поверхности 9 корпуса 1. Затем осуществляют окончательную заточку и доводку граней 3 и 4, образуя режущую кромку 2. Режущая кромка расположена на общей оси симметрии вспомогательных граней 5 и 6 и граней 3 и 4, образующи х режущую кромку. Устанавливают режущий элемент в станок для бритья таким образом, чтобы вспомогательная грань 5 была со стороны верхнего прижимного элемента. Затем режущий элемент надежно закрепляют между верхним и нижним прижимами (на чертеже не изображены). Предлагаемый режущий элемент проходил испытания при срезании волосяного покрова различной жесткости. В процессе испытаний было установлено, что предлагаемый режущий элемент обладает более высокой износостойкостью (стойкость до 4-х месяцев), меньшими усилиями при резании, более высоким качеством бритья, более высокой коррозийной стойкостью по сравнению с известными режущими элементами.
ДивитисяДодаткова інформація
Назва патенту англійськоюCutting element
Автори англійськоюNovikov Mykola Vasyliovych, Osiko Viacheslav Vasilievich, Karban Valerii Ivanovych, Paschenko Mykola Hryhorovych, Lomonova Yeliena Yevhenievna, Voronko Yurii Kozmich
Назва патенту російськоюРежущий элемент
Автори російськоюНовиков Николай Васильевич, Осико Вячеслав Васильевич, Карбань Валерий Иванович, Пащенко Николай Григорьевич, Ломонова Елена Евгеньевна, Воронько Юрий Козьмич
МПК / Мітки
МПК: B26B 21/00
Код посилання
<a href="https://ua.patents.su/2-9727-rizhuchijj-element.html" target="_blank" rel="follow" title="База патентів України">Ріжучий елемент</a>
Збірний ріжучий інструмент
Номер патенту: 296
Опубліковано: 30.04.1993
Автори: Сиволоб Степан Андрійович, Лаврентьєв Микола Олександрович, Татаринов Володимир Романович, Бєлаш Микола Миколайович, Тернопол Сергій Олександрович
МПК: B23B 27/16
Мітки: збірний, інструмент, ріжучий
Формула / Реферат:
Сборный режущий инструмент, в наклонном прямоугольном уступе на торце державки которого размещена сменная режущая пластина, предназначенная для взаимодействия с упорной планкой с клиновым элементом, установленной с возможностью перемещения в продольной канавке державки, и прихватом с зажимными винтами, отличающийся, тем, что в державке параллельно уступу, расположенному на торце, выполнен выступ со скосом в сторону уступа, а прихват выполнен...
Кормозбиральний комбайн
Номер патенту: 2527
Опубліковано: 26.12.1994
Автори: Синякевич Володимир Макарович, Кучеренко Григорій Федорович, Українець Валентин Володимирович
МПК: A01D 34/412
Мітки: комбайн, кормозбиральний
Формула / Реферат:
1. Кормоуборочный комбайн, содержащий раму, режущий аппарат, вращающийся вокруг горизонтальной оси с шарнирно подвешенными V-образными ножами, шнек, устройство транспортировки растительной массы, отличающийся тем, что режущий аппарат расположен под углом, находящимся в пределах 93...100° к направлению движения комбайна.2. Кормоуборочный комбайн по п. 1, отличающийся тем, что на торце каждого из
Спосіб автоматичної компенсації розтягуючих напруг, діючих на передній поверхні різальної пластини в процесі різання
Номер патенту: 4653
Опубліковано: 28.12.1994
Автор: Пожидаєв Олександр Валентинович
МПК: B23Q 15/00
Мітки: діючих, компенсації, різання, процесі, розтягуючих, напруг, передній, автоматичної, різальної, спосіб, поверхні, пластини
Формула / Реферат:
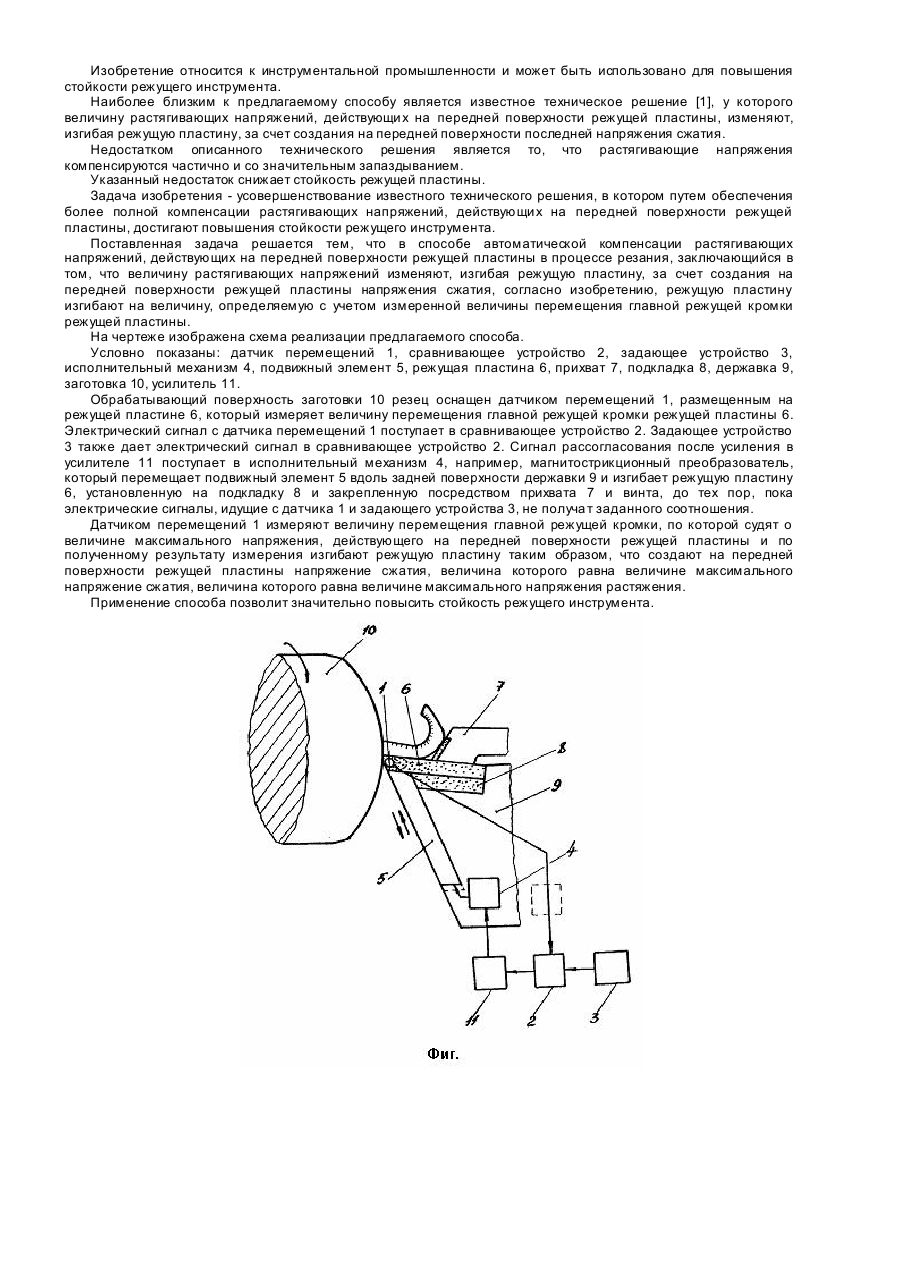
Способ автоматической компенсации растягивающих напряжений, действующих на передней поверхности режущей пластины в процессе резания, заключающийся в том, что величину растягивающих напряжений изменяют, изгибая режущую пластину, за счет создания на передней поверхности режущей пластины напряжения сжатия, отличающийся тем, что режущую пластину изгибают на величину, определяемую с учетом измеренной величины перемещения главной режущей кромки...
Складений стиковий елемент
Номер патенту: 7457
Опубліковано: 29.09.1995
Автор: Гірченко Анатолій Георгійович
МПК: E04B 1/38
Мітки: стиковий, елемент, складений
Формула / Реферат:
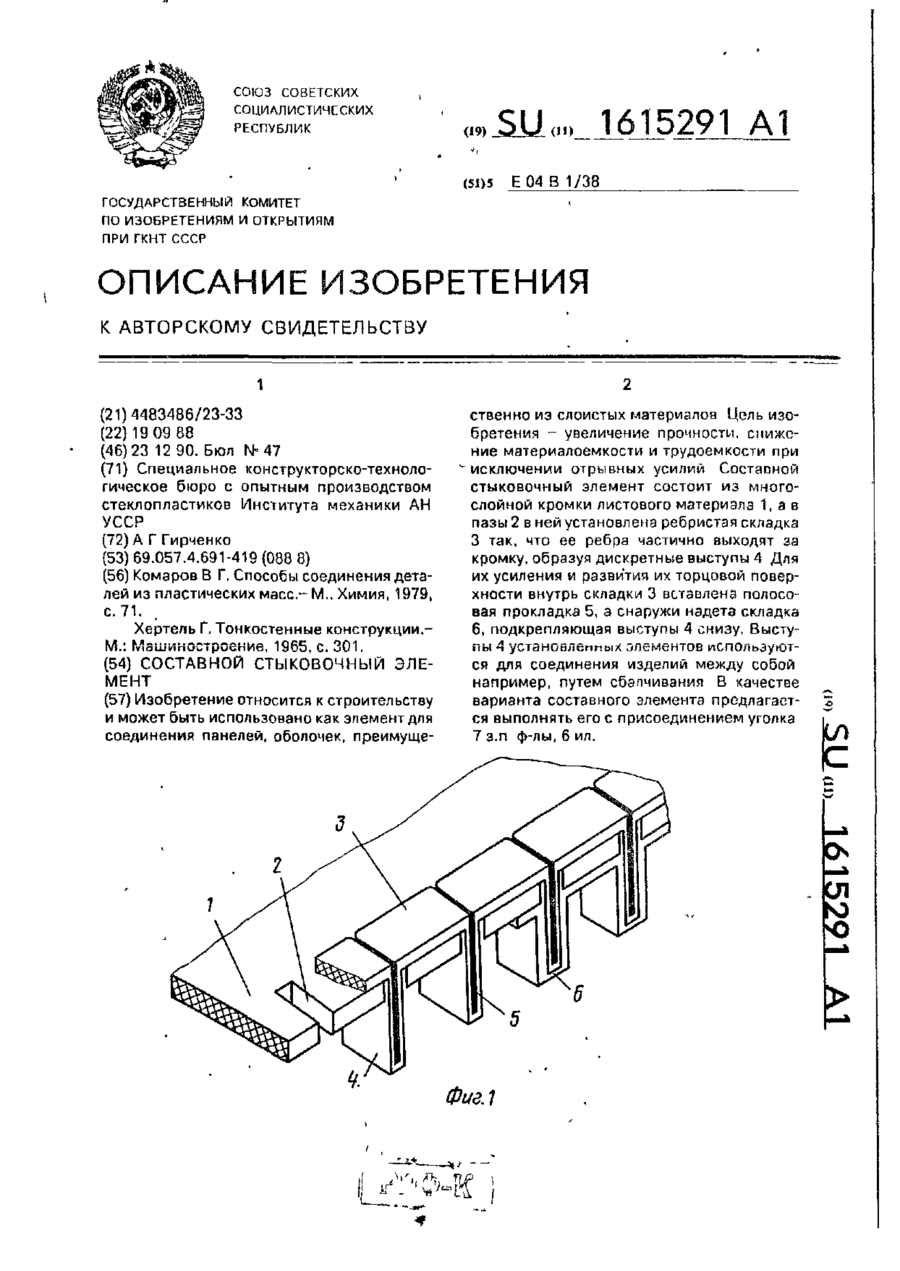
1. Составной стыковочный элемент из композиционного материала, включающий кромку ограждающего элемента и прикрепленный к ней профиль, отличающийся тем, что, с целью увеличения прочности, снижения материалоемкости и трудоемкости изготовления при исключений отрывных усилий, профиль выполнен в виде ребристого складчатого или гофрированного элемента, ребра которого заведены в выполненные в кромке пазы с образованием дискретных выступов, а...
Футеровочний елемент кузова транспортного засобу

Номер патенту: 1015
Опубліковано: 30.12.1993
Автори: Степіна Алла Іллівна, Кокін Володимир Михайлович, Деревянко Василь Іванович, Малий Юрій Георгійович, Кулагин Георгій Федорович, Поляков Володимир Миколайович, Цимбал Володимир Данилович, Зарецький Михайло Давидович
МПК: B62D 33/02
Мітки: кузова, транспортного, елемент, футеровочний, засобу
Формула / Реферат:
Формула изобретенияФутеровочный элемент кузова транспортного средства, включающий прямоугольное в сечении основание, образованное нижней, верхней и боковыми гранями, два упрочняющих ребра, выступающих над верхней гранью основания, на поверхности которой между ребрами выполнена по крайней мере одна канавка, отличающийся тем, что, с целью снижения металлоемкости при одновременном повышении долговечности, основание выполнено с уменьшением...
Попередній патент: Універсальна відцентрова форсунка
Наступний патент: Шахтний затяг
Випадковий патент: Фармацевтична композиція у формі таблеток з гіпоглікемічною дією