Спосіб нанесення багатошарового покриття, що служить тепловим бар’єром, на виріб із суперсплаву і багатошарове покриття, одержане цим способом (варіанти)
Номер патенту: 35620
Опубліковано: 16.04.2001
Автори: Белл Стенлі Рассел, Уінг Родні Джордж, Рікербі Девід Стаффорд


Формула / Реферат
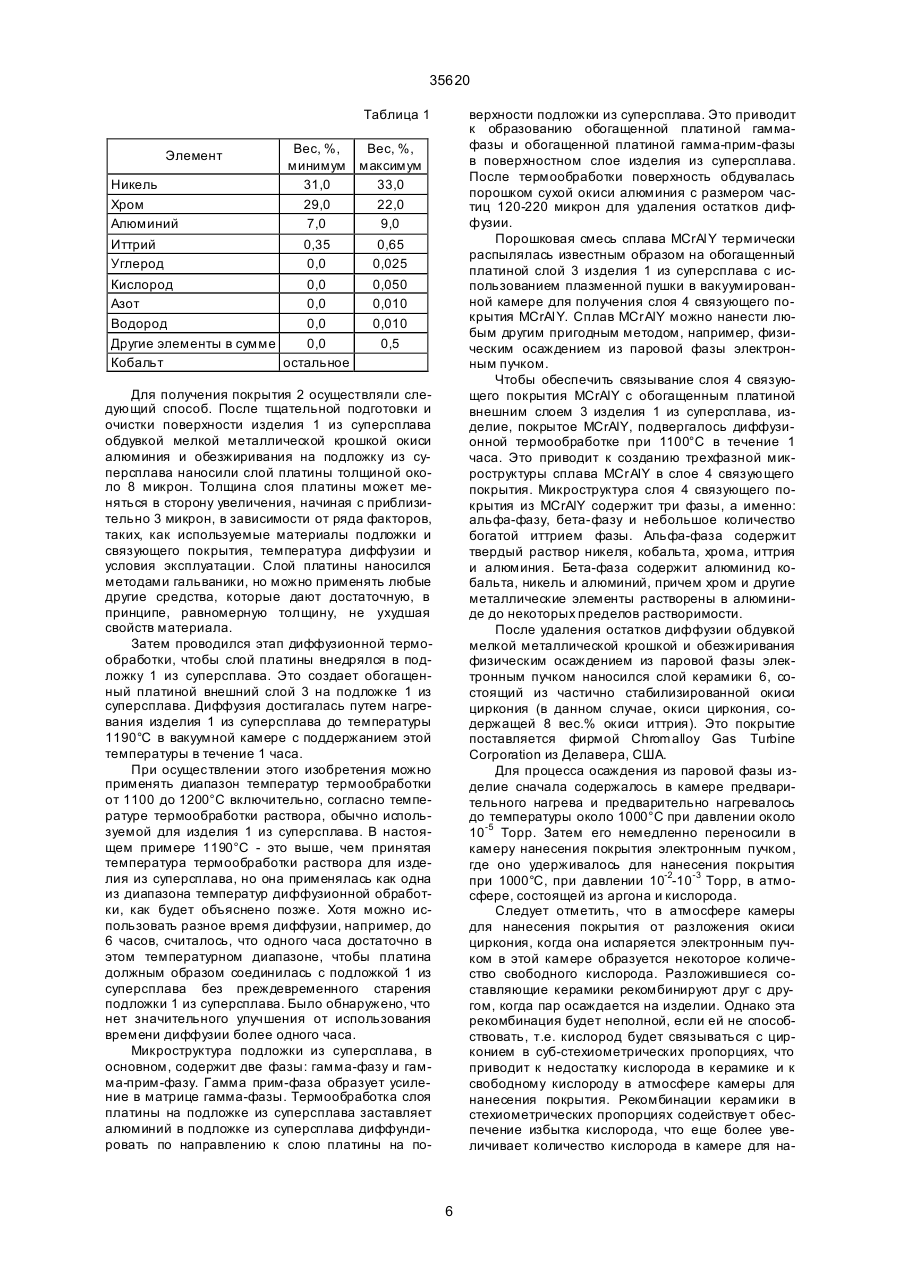
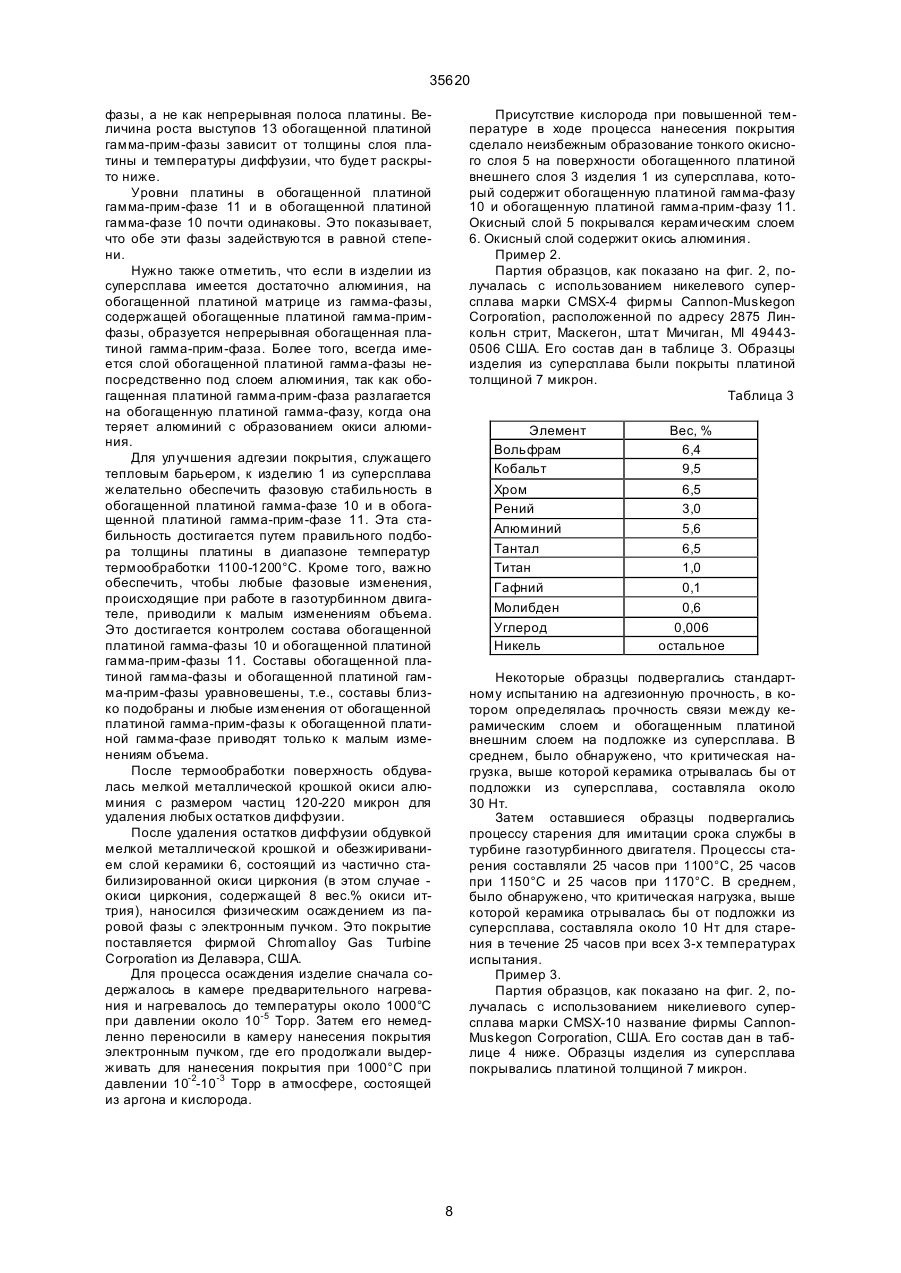
1. Способ нанесения многослойного покрытия, служащего тепловым барьером, на изделие из суперсплава, включающий нанесение слоя металла группы платины на изделие из суперсплава, термообработку изделия из суперсплава с нанесенным покрытием из металла группы платины и нанесение керамического покрытия, отличающийся тем, что для диффузии металла группы платины в изделие из суперсплава и создания на изделии внешнего слоя, обогащенного металлом группы платины, термообработку ведут в диапазоне температур 1100-1200°С в зависимости от температуры термообработки раствора, соответствующей изделию из суперсплава.
2. Способ по п. 1, отличающийся тем, что термообработку ведут в течение времени до 6 часов.
3. Способ по п. 1 или 2, отличающийся тем, что включает образование на обогащенном металлом группы платины внешнем слое изделия из суперсплава тонкого присоединенного слоя окисла и нанесение керамического покрытия на слой окисла.
4. Способ по п. 1 или 2, отличающийся тем, что включает нанесение покрытия из сплава, содержащего алюминий, на обогащенный металлом группы платины внешний слой изделия из суперсплава, образование на нем тонкого присоединенного слоя окисла и нанесение керамического покрытия на слой окисла.
5. Способ по п. 4, отличающийся тем, что покрытие из сплава, содержащего алюминий, включает сплав MCrAlY, где М – это, по крайней мере, один металл из группы, состоящей из Ni, Co и Fe.
6. Способ по любому из пунктов 1-5, отличающийся тем, что металл группы платины наносят гальваническим способом.
7. Способ по любому из пунктов 1-6, отличающийся тем, что металл группы платины представляет собой платину.
8. Способ по п. 7, отличающийся тем, что толщина слоя платины, который наносят до термообработки, составляет более 3 и менее 12,5 микрон.
9. Способ по п. 8, отличающийся тем, что толщина слоя платины, который наносят до термообработки, составляет 5 микрон.
10. Способ по любому из пунктов 1-9, отличающийся тем, что термообработку осуществляют в течение 1 часа.
11. Способ по п. 3, отличающийся тем, что тонкий присоединенный слой окисла образуют нагреванием обогащенного металлом группы платины внешнего слоя в атмосфере, содержащей кислород.
12. Способ по п. 4, отличающийся тем, что тонкий присоединенный слой окисла образуют нагреванием покрытия из сплава, содержащего алюминий, в атмосфере, содержащей кислород.
13. Способ по любому из пунктов 1-12, отличающийся тем, что керамическое покрытие наносят физическим осаждением из паровой фазы посредством электронного пучка.
14. Способ по п. 13, отличающийся тем, что тонкий присоединенный слой окисла образуют в процессе физического осаждения из паровой фазы посредством электронного пучка.
15. Способ по любому из пунктов 1-14, отличающийся тем, что вместе со слоем металла группы платины или на этот слой наносят регулируемое количество гафния или иттрия.
16. Способ по п. 15, отличающийся тем, что гафний или иттрий наносят физическим или химическим осаждением из паровой фазы.
17. Способ по п. 16, отличающийся тем, что гафний или иттрий добавляют в количестве до 0,8 вес. %.
18. Способ по п. 3, отличающийся тем, что изделие из суперсплава содержит более 4,5 вес.% алюминия, менее 1,5 вес. % гафния и менее 1,5 вес. % титана.
19. Способ по любому из пунктов 1-18, отличающийся тем, что он включает нанесение дополнительного слоя на изделие из суперсплава до нанесения металла группы платины.
20. Способ по любому из пунктов 1-18, отличающийся тем, что он включает нанесение дополнительного слоя на слой металла группы платины до термообработки изделия из суперсплава для диффузии металла группы платины в изделие из суперсплава.
21. Способ по п. 19, отличающийся тем, что он включает термообработку изделия из cуперсплава в диапазоне температур 1000-1100°С до нанесения слоя из металла группы платины для диффузии дополнительного слоя в изделие из суперсплава
22. Способ по п. 1, отличающийся тем, что он включает нанесение дополнительного слоя на обогащенный металлом группы платины внешний слой изделия из суперсплава и термообработку изделия из суперсплава для диффузии дополнительного слоя в обогащенный платиной внешний слой изделия из суперсплава.
23. Способ по любому из пунктов 19-22, отличающийся тем, что дополнительный слой содержит кобальт или хром.
24. Способ по любому из пунктов 19-23, отличающийся тем, что дополнительный слой наносят физическим осаждением из паровой фазы, химическим осаждением из паровой фазы или гальваническим способом.
25. Способ по любому из пунктов 19-24, отличающийся тем, что толщина дополнительного слоя, который наносят до термообработки, составляет до 8 микрон.
26. Способ по любому из пунктов 1-25, отличающийся тем, что время термообработки выбирают достаточным для образования в обогащенном металлом группы платины внешнем слое изделия из суперсплава обогащенной платиной гамма-фазы и обогащенной платиной гамма прим-фазы.
27. Способ по п. 26, отличающийся тем, что он включает нанесение дополнительного слоя металла группы платины на обогащенный металлом группы платины внешний слой изделия из суперсплава термообработку изделия из суперсплава для диффузии дополнительного слоя металла группы платины в изделие из суперсплава, причем термообработку проводят в диапазоне температур 900-1100°С и в течение времени, достаточного для того, чтобы в обогащенном металлом группы платины внешнем слое изделия из суперсплава образовался верхний слой из обогащенной металлом группы платины гамма-фазы и/или упорядоченной фазы из металла группы платины, никеля и алюминия, и нижний слой, содержащий обогащенную металлом группы платины гамма-фазу и обогащенную металлом группы платины гамма-прим-фазу, образование на обогащенном металлом группы платины внешнем слое тонкого присоединенного слоя окисла и нанесение на слой окисла керамического покрытия.
28. Способ по п. 27, отличающийся тем, что толщина слоя металла группы платины, нанесенного перед термообработкой, составляет более 3 и менее 12,5 микрон, а толщина дополнительного слоя металла группы платины, нанесенного перед термообработкой, составляет более 3 и менее 8 микрон.
29. Способ по п. 28, отличающийся тем, что толщина нанесенного слоя металла группы платины составляет 7 микрон, а толщина нанесенного дополнительного слоя металла группы платины составляет 5 микрон.
30. Многослойное покрытие, служащее тепловым барьером, для изделия из суперсплава, содержащее обогащенный металлом группы платины внешний слой на изделии из суперсплава и керамическое покрытие на нем, отличающееся тем, что внешний слой включает обогащенную металлом группы платины гамма-фазу и обогащенную металлом группы платина гамма-прим-фазу, полученные термообработкой слоя металла группы платины на изделии из суперсплава при температуре 1100-1200°С, причем на обогащенном металлом группы платины внешнем слое образован тонкий присоединенный слой окисла, включающий окись алюминия, а керамическое покрытие находится на тонком присоединенном слое окисла.
31. Многослойное покрытие, служащее тепловым барьером, для изделия из суперсплава, содержащее обогащенный металлом группы платины внешний слой на изделии из суперсплава и керамическое покрытие на нем, отличающееся тем, что внешний слой включает обогащенную металлом группы платины гамма-фазу и стабильную обогащенную металлом группы платины гамма-прим-фазу, полученные термообработкой слоя металла группы платины на изделии из суперсплава при температуре 1100-1200°С, причем обогащенный металлом группы платины внешний слой снабжен покрытием из сплава, содержащего алюминий, на котором образован тонкий присоединенный слой окисла, а керамическое покрытие находится на тонком присоединенном слое окисла.
32. Многослойное покрытие по п. 31, отличающееся тем, что обогащенный металлом группы платины внешний слой изделия из суперсплава содержит верхний слой из обогащенной металлом группы платины гамма-фазы и/или обогащенной металлом группы платины гамма-прим-фазы и/или упорядоченной фазы из металла группы платины, никеля и алюминия, и нижний слой, содержащий обогащенную металлом группы платины гамма-фазу и обогащенную металлом группы платины гамма-прим-фазу, а присоединенный слой окисла образован на верхнем слое.
33. Многослойное покрытие по п. 31, отличающееся тем, что обогащенный металлом группы платины внешний слой изделия из суперсплава содержит верхний слой из обогащенной металлом группы платины гамма-фазы и/или кобальт-платиновой фазы и нижний слой, содержащий обогащенную металлом группы платины гамма-фазу и обогащенную металлом группы платины гамма-прим-фазу, а присоединенный слой окисла образован на верхнем слое.
34. Многослойное покрытие по п. 33, отличающееся тем, что верхний слой содержит обогащенную платиной гамма-прим-фазу.
35. Многослойное покрытие по п. 33 или 34, отличающееся тем, что упорядоченная фаза металла группы платины, никеля и алюминия содержит 44-50ат.% Pt, 25-28ат.% Ni, 13-17ат.% А1, 6-8ат.% Сг, 4-5ат.% Со, 0,3-0,5ат.% Ті и 0-0,1ат.% Та.
36. Многослойной покрытие по любому из пунктов 30-35, отличающееся тем, что керамическое покрытие содержит окись циркония, стабилизированную окисью иттрия.
37. Многослойное покрытие по любому из пунктов 30-36, отличающееся тем, что керамическое покрытие имеет столбчатую структуру.
38. Многослойное покрытие по любому из пунктов 30-37, отличающееся тем, что изделие выполнено из сплава на основе никеля.
39. Многослойное покрытие по любому из пунктов 30-38, отличающееся тем, что изделие из суперсплава содержит более 4,5 вес.% алюминия, менее 1,5 вес.% гафния и менее 1,5 вес.% титана.
40. Многослойное покрытие по п. 39, отличающееся тем, что обогащенный металлом группы платины внешний слой содержит до 0,8 вес.% гафния или до 0,8 вес.% иттрия.
41. Многослойное покрытие по любому из пунктов 30-40, отличающееся тем, что обогащенный металлом группы платины внешний слой обогащен кобальтом или хромом.
42. Многослойное покрытие по любому из пунктов 30-41, отличающееся тем, что металл группы платины представляет собой платину.
43. Многослойное покрытие по любому из пунктов 30-42, отличающееся тем, что обогащенная металлом группы платины гамма-прим-фаза и обогащенная металлом группы платины гамма-фаза выполнены для предотвращения или снижения миграции элементов переходных металлов из изделия из суперсплава к керамическому покрытию.
Текст
1. Способ нанесения многослойного покрытия, служащего тепловым барьером, на изделие из суперсплава, включающий нанесение слоя металла группы платины на изделие из суперсплава, термообработку изделия из суперсплава с нанесенным покрытием из металла группы платины и нанесение керамического покрытия, отличающийся тем, что для диффузии металла группы платины в изделие из суперсплава и создания на изделии внешнего слоя, обогащенного металлом группы платины, термообработку ведут в диапазоне температур 1100-1200°С в зависимости от температуры термообработки раствора, соответствующей изделию из суперсплава. 2 Способ по п. 1, отличающийся тем, что термообработку ведут в течение времени до 6 часов. 3. Способ по п. 1 или 2, отличающийся тем, что включает образование на обогащенном металлом группы платины внешнем слое изделия из суперсплава тонкого присоединенного слоя окисла и нанесение керамического покрытия на слой окисла. 4. Способ по п. 1 или 2, отличающийся тем, что включает нанесение покрытия из сплава, содержащего алюминий, на обогащенный металлом группы платины внешний слой изделия из суперсплава, образование на нем тонкого присоединенного слоя окисла и нанесение керамического покрытия на слой окисла. 5. Способ по п. 4, отличающийся тем, что покрытие из сплава, содержащего алюминий, включает сплав MCrAlY, где М - это, по крайней мере, один металл из группы, состоящей из Ni, Co и Fe. 6. Способ по любому из пунктов 1-5, отличающийся тем, что металл группы платины наносят гальваническим способом. 7. Способ по любому из пунктов 1-6, отличаю C2 (54) СПОСІБ НАНЕСЕННЯ БАГАТОШАРОВОГО ПОКРИТТЯ, ЩО СЛУЖИТЬ ТЕПЛОВИМ БАР'ЄРОМ, НА ВИРІБ ІЗ СУП ЕРСПЛАВУ І БАГАТОШАРОВЕ ПОКРИТТЯ, ОДЕРЖАНЕ ЦИМ СПОСОБОМ (ВАРІАНТИ) 35620 термообработки изделия из суперсплава для диффузии металла группы платины в изделие из суперсплава. 21. Способ по п. 19, отличающийся тем, что он включает термообработку изделия из суперсплава в диапазоне температур 1000-1100°С до нанесения слоя из металла группы платины для диффузии дополнительного слоя в изделие из суперсплава. 22. Способ по п. 1, отличающийся тем, что он включает нанесение дополнительного слоя на обогащенный металлом группы платины внешний слой изделия из суперсплава и термообработку изделия из суперсплава для диффузии дополнительного слоя в обогащенный платиной внешний слой изделия из суперсплава. 23. Способ по любому из пунктов 19-22, отличающийся тем, что дополнительный слой содержит кобальт или хром. 24. Способ по любому из пунктов 19-23, отличающийся тем, что дополнительный слой наносят физическим осаждением из паровой фазы, химическим осаждением из паровой фазы или гальваническим способом. 25. Способ по любому из пунктов 19-24, отличающийся тем, что толщина дополнительного слоя, который наносят до термообработки, составляет до 8 микрон. 26. Способ по любому из пунктов 1-25, отличающийся тем, что время термообработки выбирают достаточным для образования в обогащенном металлом группы платины внешнем слое изделия из суперсплава обогащенной платиной гаммафазы и обогащенной платиной гамма-прим-фазы. 27. Способ по п. 26, отличающийся тем, что он включает нанесение дополнительного слоя металла группы платины на обогащенный металлом группы платины внешний слой изделия из суперсплава, термообработку изделия из суперсплава для диффузии дополнительного слоя металла группы платины в изделие из суперсплава, причем термообработку проводят в диапазоне температур 900-1100°С и в течение времени, достаточного для того, чтобы в обогащенном металлом группы платины внешнем слое изделия из суперсплава образовался верхний слой из обогащенной металлом группы платины гамма-фазы и/или упорядоченной фазы из металла группы платины, никеля и алюминия, и нижний слой, содержащий обогащенную металлом группы платины гамма-фазу и обогащенную металлом группы платины гаммаприм-фазу, образование на обогащенном металлом группы платины внешнем слое тонкого присоединенного слоя окисла и нанесение на слой окисла керамического покрытия. 28. Способ по п. 27, отличающийся тем, что толщина слоя металла группы платины, нанесенного перед термообработкой, составляет более 3 и менее 12,5 микрон, а толщина дополнительного слоя металла группы платины, нанесенного перед термообработкой, составляет более 3 и менее 8 микрон. 29. Способ по п. 28, отличающийся тем, что толщина нанесенного слоя металла группы платины составляет 7 микрон, а толщина нанесенного дополнительного слоя металла группы платины составляет 5 микрон. 30. Многослойное покрытие, служащее тепловым барьером, для изделия из суперсплава, содержащее обогащенный металлом группы платины внешний слой на изделии из суперсплава и керамическое покрытие на нем, отличающееся тем, что внешний слой включает обогащенную металлом группы платины гамма-фазу и обогащенную металлом группы платина гамма-прим-фазу, полученные термообработкой слоя металла группы платины на изделии из суперсплава при температуре 1100-1200°С, причем на обогащенном металлом группы платины внешнем слое образован тонкий присоединенный слой окисла, включающий окись алюминия, а керамическое покрытие находится на тонком присоединенном слое окисла. 31. Многослойное покрытие, служащее тепловым барьером, для изделия из суперсплава, содержащее обогащенный металлом группы платины внешний слой на изделии из суперсплава и керамическое покрытие на нем, отличающееся тем, что внешний слой включает обогащенную металлом группы платины гамма-фазу и стабильную обогащенную металлом группы платины гаммаприм-фазу, полученные термообработкой слоя металла группы платины на изделии из суперсплава при температуре 1100-1200°С, причем обогащенный металлом группы платины внешний слой снабжен покрытием из сплава, содержащего алюминий, на котором образован тонкий присоединенный слой окисла, а керамическое покрытие находится на тонком присоединенном слое окисла. 32. Многослойное покрытие по п. 31, отличающееся тем, что обога щенный металлом группы платины внешний слой изделия из суперсплава содержит верхний слой из обогащенной металлом группы платины гамма-фазы и/или обогащенной металлом группы платины гамма-прим-фазы, и/или упорядоченной фазы из металла группы платины, никеля и алюминия, и нижний слой, содержащий обогащенную металлом группы платины гамма-фазу и обогащенную металлом группы платины гамма-прим-фазу, а присоединенный слой окисла образован на верхнем слое. 33. Многослойное покрытие по п. 31, отличающееся тем, что обога щенный металлом группы платины внешний слой изделия из суперсплава содержит верхний слой из обогащенной металлом группы платины гамма-фазы и/или кобальт-платиновой фазы и нижний слой, содержащий обогащенную металлом группы платины гамма-фазу и обогащенную металлом группы платины гаммаприм-фазу, а присоединенный слой окисла образован на верхнем слое. 34. Многослойное покрытие по п. 33, отличающееся тем, что верхний слой содержит обогащенную платиной гамма-прим-фазу. 35. Многослойное покрытие по п. 33 или 34, отличающееся тем, что упорядоченная фаза металла группы платины, никеля и алюминия содержит 4450 ат.% Pt, 25-28 ат.% Ni, 13-17 ат.% Аl, 6-8 ат.% Сr, 4-5 ат.% Со, 0,3-0,5 ат.% Ті и 0-0,1 ат.% Та. 36. Многослойной покрытие по любому из пунктов 30-35, отличающееся тем, что керамическое покрытие содержит окись циркония, стабилизированную окисью иттрия. 37. Многослойное покрытие по любому из пунктов 2 35620 30-36, отличающееся тем, что керамическое покрытие имеет столбчатую стр уктуру. 38. Многослойное покрытие по любому из пунктов 30-37, отличающееся тем, что изделие выполнено из сплава на основе никеля. 39. Многослойное покрытие по любому из пунктов 30-38, отличающееся тем, что изделие из суперсплава содержит более 4,5 вес.% алюминия, менее 1,5 вес.% гафния и менее 1,5 вес.% титана. 40. Многослойное покрытие по п. 39, отличающееся тем, что обога щенный металлом группы платины внешний слой содержит до 0,8 вес.% гафния или до 0,8 вес.% иттрия. 41. Многослойное покрытие по любому из пунктов 30-40, отличающееся тем, что обогащенный металлом группы платины внешний слой обогащен кобальтом или хромом. 42. Многослойное покрытие по любому из пунктов 30-41, отличающееся тем, что металл гр уппы платины представляет собой платину. 43. Многослойное покрытие по любому из пунктов 30-42, отличающееся тем, что обогащенная металлом группы платины гамма-прим-фаза и обогащенная металлом группы платины гамма-фаза выполнены для предотвращения или снижения миграции элементов переходных металлов из изделия из суперсплава к керамическому покрытию. Приоритет установлен: 24.12.94, GB 9426257.3 по пп. 1, 2, 4-10, 12-14, 19, 21, 22, 31, 36-38, 42, 43; 10.08.95, GB 9516422.4 по пп. 3, 11, 15-18, 20, 2326, 30, 39-41; 22.12.95 по пп. 27-29, 32-35. Настоящее изобретение относится к способу нанесения покрытия, служащего тепловым барьером, на поверхность изделия из суперсплава, например, на лопатку турбины газотурбинного двигателя. Постоянные требования все более высоких рабочих температур для газотурбинных двигателей первоначально выполнялись путем воздушного охлаждения лопаток турбины и разработки суперсплавов для изготовления лопаток, причем и то и другое увеличивало их срок службы. Все большие повышения температур сделало необходимым разработку материалов керамического покрытия для изоляции лопаток турбины от тепла, содержащегося в газах, выпускаемых из камеры сгорания, что также увеличило срок службы турбины. Однако это увеличение было ограничено, потому что покрытия страдали неадекватной адгезией к подложкам из суперсплава, и одна причина этого - несоответствие коэффициентов теплового расширения между подложкой из суперсплава и керамическим покрытием. Адгезия покрытия улучшалась путем разработки разных видов связующи х покрытий из сплавов, содержащих алюминий, которые термически распылялись или иным образом наносились на подложку из суперсплава до нанесения керамического покрытия. Такие связующие покрытия – это, обычно, так называемые типы алюминида (диффузионного) или "MCrAl Y", где М означает разное количество кобальта, никеля и железа. Использование связующи х покрытий было успешным в предотвращении обширного отслаивания покрытий, служащих тепловым барьером во время эксплуатации, однако локализованное отслаивание керамики, где нарушается адгезия между связующим покрытием и слоем керамики, все же имеет место. Это подвергает связующее покрытие полному воздействию горючих газов, что ведет к преждевременной поломке лопатки турбины. Связующие покрытия типа алюминида (диффузионного) описываются, например, в патентах США 4880614, 4916022 и 5015502. Этот вид связующего покрытия получается при реакции алюминия с подложкой из суперсплава с формированием связующего покрытия с диффузионным алюминидом. Реагирование алюминия с подлож кой из суперсплава осуществляют любым из промышленно применяющихся способов алюминирования с использованием паров алюминия или богатого алюминием порошка сплава, например, алюминирования с уплотнением порошка, химическим осаждением из паровой фазы, металлизацией распылением, электрофорезом и т.п., за чем следует диффузионная термообработка. В этих патентах также описано использование связующи х покрытий из алюминида платины на подложках из суперсплава. Связующие покрытия типа MCrAlY описаны в патентах США 4321311, 4401697 и 4405659. Этот тип связующего покрытия получают осаждением сплава MCrAl Y на подложку из суперсплава. Кроме того, в трех упомянутых выше патентах США 4880614, 4916022 и 5015502 также описывается применение алюминидного покрытия в сочетании с покрытием MCrAlY как связующим покрытием. Более конкретно, в них описано, что подложка сначала алюминируется, как говорилось выше, а затем на алюминированную подложку из суперсплава наносится покрытие MСrAlY. В международной заявке W093/18199 также описано использование алюминидного покрытия в сочетании с покрытием MCrAlY как связующим покрытием. Более конкретно, в ней указано, что суперсплав имеет покрытие MCrAlY с вер хним покрытием из алюминида или покрытие MCrAl Y с верхним покрытием из алюминида платины. Далее, из патента США 4399199 известно, что можно создать слой металла группы платины на подложке из суперсплава в качестве связующего покрытия для керамического покрытия, служащего тепловым барьером. Металл гр уппы платины подвергают термообработке при 700°С для его связывания с подложкой из суперсплава. В патенте США 5427866 (В32В 15/04, 1995) описан способ нанесения многослойного покрытия, служащего тепловым барьером, на изделие из суперсплава, включающий нанесение слоя металла группы платины на изделие из суперсплава, термообработку изделия из суперсплава с нанесенным покрытием из металла группы платины и нанесение керамического покрытия. Термообработку осуществляют при температуре 980-1090°С. Полученное многослойное покрытие, служащее тепловым барьером, содержит обогащенный 3 35620 металлом группы платины внешний слой на изделии из суперсплава и керамическое покрытие. В результате термообработки при 980-1095°С в покрытии между подложкой суперсплава и металлом группы платины образуется междиффузионная область алюминида металла группы платины. Этот алюминид не стабилен, поскольку в процессе работы газотурбинного двигателя он постоянно растет. Возникающие при этом фазовые и объемные изменения алюминида могут вызвать отслаивание керамического слоя. В основу изобретения поставлена задача разработки способа нанесения многослойного покрытия, служащего тепловым барьером, который обеспечивал бы такие изменения фазового и структурного состава покрытия в процессе его нанесения, которые обеспечивали бы прочное прикрепление его к изделию из суперсплава. В способе нанесения многослойного покрытия, служащего тепловым барьером, на изделие изсуперсплава, включающем нанесение слоя металла группы платины на изделие из суперсплава, термообработку изделия из суперсплава с нанесенным покрытием из металла группы платины и нанесение керамического покрытия, поставленная задача, согласно изобретению, решена тем, что для диффузии металла группы платины в изделие из суперсплава и создания на изделии внешнего слоя, обогащенного металлом группы платины, термообработку ведут в диапазоне температур 1100-1200°С, в зависимости от температуры раствора, соответствующей изделию из суперсплава. Желательно термообработку вести в течение времени до 6 часов, предпочтительно, в течение одного часа. Предпочтительно, чтобы на обогащенном металлом группы платины внешнем слое изделия из суперсплава создавался тонкий присоединенный слоя окисла, а керамическое покрытие наносилось на этот слой. Перед нанесением слоя окисла на обогащенный металлом группы платины внешний слой может наноситься покрытие из сплава, содержащего алюминий. Это покрытие из сплава, содержащего алюминий, может включать сплав MCrAl Y, где М – это, по крайней мере, один металл из группы, состоящей из Ni, Co и Fе. Металлом группы платины может быть платина, а нанесение его может осуществляться гальваническим способом. Толщина слоя металла группы платины может составлять более 3 и менее 12,5 микрон, предпочтительно, 5 микрон. Предпочтительно, тонкий присоединенный слой окисла создавать нагреванием обогащенного металлом группы платины внешнего слоя, а в случае использования покрытия из сплава, содержащего алюминий, нагреванием этого покрытия, в атмосфере, содержащей кислород. Керамическое покрытие целесообразно наносить физическим осаждением из паровой фазы посредством электронного пучка. Тонкий присоединенный слой окисла может быть создан также в процессе физического осаждения из паровой фазы посредством электронного пучка. Вместе со слоем металла группы платины или на этот слой может быть нанесено регулируемое количество гафния или иттрия в количестве до 0,8 вес.%. Желательно, чтобы изделие из суперсплава содержало более 4,5 вес.% алюминия, менее 1,5 вес.% гафния и менее 1,5 вес.% титана. Способ может включать нанесение дополнительного слоя на изделие из суперсплава до нанесения металла группы платины и последующую термообработку изделия из суперсплава в диапазоне температур 1000-1100°С для диффузии дополнительного слоя в изделие из суперсплава. Способ может включать нанесение дополнительного слоя на обогащенный металлом группы платины внешний слой с последующей термообработкой для диффузии дополнительного слоя в обогащенный металлом группы платины внешний слой. Предпочтительно, чтобы дополнительный слой содержал кобальт или хром. Он может быть нанесен физическим осаждением из паровой фазы, химическим осаждением из паровой фазы или гальваническим способом. Толщина дополнительного слоя может составлять до 8 микрон. Время термообработки выбирают из условия образования в обогащенном металлом группы платины внешнем слое изделия из суперсплава обогащенной платиной гамма-фазы и обогащенной платиной гамма-прим-фазы. Термообработку изделия из суперсплава для диффузии дополнительного слоя, нанесенного на обогащенный металлом группы платины внешний слой металла, в изделие из суперсплава проводят в диапазоне температур 900-1100°С и в течение времени, достаточного для того, чтобы в обогащенном металлом группы платины внешнем слое изделия из суперсплава образовался верхний слой из обогащенной металлом группы платины гамма-фазы и/или упорядоченной фазы из металла группы платины, никеля и алюминия, и нижний слой, содержащий обогащенную металлом группы платины гамма-фазу и обогащенную металлом группы платины гамма-прим-фазу, с созданием на обогащенном металлом группы платины внешнем слое тонкого присоединенного слоя окисла для нанесения на слой окисла керамического покрытия. Предпочтительно, чтобы толщина слоя металла группы платины, нанесенного перед термообработкой, составляла более 3 и менее 12,5 микрон, а толщина дополнительного слоя металла группы платины, нанесенного перед термообработкой, более 3 и менее 8 мкм. Лучший результат достигается, когда толщина нанесенного слоя металла группы платины составляет 7 микрон, а толщина нанесенного дополнительного слоя металла группы платины составляет 5 микрон. Еще одной задачей изобретения является разработка многослойного покрытия, состав и структура которого обеспечивали бы его высокую адгезионную стойкость в процессе работы газотурбинного двигателя. В многослойном покрытии, служащем тепловым барьером, для изделия из суперсплава, содержащем обогащенный металлом группы платины внешний слой на изделии из суперсплава и керамическое покрытие на нем, поставленная за 4 35620 дача, согласно изобретению, решается тем, что внешний слой включает обогащенную металлом группы платины гамма-фазу и обогащенную металлом группы платина гамма-прим-фазу, образованные термообработкой слоя металла группы платины на изделии из суперсплава при температуре 1100-1200°С, причем обогащенный металлом группы платины внешний слой снабжен тонким присоединенным слоем окисла, включающим окись алюминия, а керамическое покрытие находится на тонком присоединенном слое окисла. Как вариант, обогащенный металлом группы платины внешний слой может быть снабжен покрытием из сплава, содержащего алюминий, а тонкий присоединенный слой окисла расположен на этом покрытии. Предпочтительно, чтобы обогащенный металлом группы платины внешний слой изделия из суперсплава содержал верхний слой из обогащенной металлом группы платины гамма-фазы и/или обогащенной металлом группы платины гамма прим-фазы, и/или упорядоченной фазы из металла группы платины, никеля и алюминия, и нижний слой, содержащий обогащенную металлом группы платины гамма-фазу и обогащенную металлом группы платины гамма-прим-фазу, а присоединенный слой окисла был расположен на верхнем слое. Обогащенный металлом группы платины внешний слой изделия из суперсплава может содержать верхний слой из обогащенной металлом группы платины гамма-фазы и/или кобальтплатиновой фазы и нижний слой, содержащий обогащенную металлом группы платины гаммафазу и обогащенную металлом группы платины гамма-прим-фазу, а присоединенный слой окисла может быть расположен на верхнем слое. Желательно, чтобы верхний слой содержал некоторое количество обогащенной платиной гамма-прим-фазы. Желательно, чтобы упорядоченная фаза металла группы платины, никеля и алюминия содержала 44-50 ат.% Pt, 25-28ar.% Ni, 13-17 ат.% Аl, 68 ат.% Сr, 4-5ат.% Со, 0,3-0,5 ат.% Ti и 0-0,1 ат.% Та. Предпочтительно, чтобы керамическое покрытие содержало окись циркония, стабилизированную окисью иттрия, и имело столбчатую структур у. Предпочтительно, чтобы изделие было выполнено из сплава на основе никеля. Желательно, чтобы изделие из суперсплава содержало более 4,5 вес.% алюминия, менее 1,5 вес.% гафния и менее 1,5 вес.% титана. Желательно, чтобы обогащенный металлом группы платины внешний слой содержал до 0,8 вес.% гафния или до 0,8 вес.% иттрия. Желательно, чтобы обогащенный металлом группы платины внешний слой был обогащен кобальтом или хромом. Предпочтительно, чтобы металлом группы платины была платина, а обогащенная металлом группы платины гамма-прим-фаза и обогащенная металлом группы платины гамма-фаза были вы полнены для предотвращения или снижения миграции элементов переходных металлов из изделия из суперсплава к керамическому покрытию. Изобретения полнее описаны на примерах со ссылками на сопроводительные чертежи, на которых: Фиг. 1 - поперечное сечение металлического изделия с покрытием, служащим тепловым барьером, полученным способом, согласно этому изобретению; Фиг. 2 - поперечное сечение другого металлического изделия с покрытием, служащим тепловым барьером, полученным способом, согласно этому изобретению; Фиг. 3 - увеличенное поперечное сечение покрытия, показанного на фиг. 2; Фиг. 4 - гистограмма, показывающая результаты испытаний 4-х различных видов покрытий, полученных на разных подложках из суперсплава; Фиг. 5 - увеличенное поперечное сечение металлического изделия, имеющее покрытие, служащее тепловым барьером, полученное известным способом; Фиг. 6 - гистограмма, показывающая результаты испытаний 4-х различных видов покрытий, полученных с использованием разных температур термообработки; Фиг. 7 - гистограмма, показывающая результаты испытаний 4-х различных видов покрытий с разными толщинами платины; Фиг. 8 - гистограмма, показывающая результаты испытаний 3-х различных видов покрытий, полученных с использованием платины с гафнием, платины и без использования платины; Фиг. 9 - гистограмма, сравнивающая время на отслаивание покрытий, согласно этому изобретению, и покрытий, согласно известным способам, для циклического испытания при 1135°С с поддержанием при 1135°С и с поддержанием при 1190°С. На фиг. 1 показано изделие 1 из суперсплава, имеющее многослойное покрытие 2, служащее тепловым барьером. Оно показано в состоянии "как получено". Покрытие 2 содержит обогащенный платиной внешний слой 3 на поверхности изделия 1 из суперсплава, слой 4 связующего покрытия из сплава MCrAlY на обогащенном платиной слое 3, тонкий окисный слой 5 на слое 4 связующего покрытия из сплава MCrAlY и слой керамики 6 на тонком окисном слое 5. MCrAl Y – это, в общем случае, NiCrAlY, CoCrAl Y, NiCoCrAlY или FeCrAlY, что хорошо известно специалистам. Изделие 1 из суперсплава, образующее подложку для покрытия 2, выполнено из суперсплава на основе никеля или кобальта. В этом примере сплав MCrAl Y связующего покрытия 4 имеет состав, представленный в таблице 1. Сплав, указанный в таблице 1, можно купить у фирмы Praxair Surface Technologies, Inc. (ранее Union Carbide Coating Service Corporation) из Индианаполиса, США, марка LC022. 5 35620 Таблица 1 верхности подложки из суперсплава. Это приводит к образованию обогащенной платиной гаммафазы и обогащенной платиной гамма-прим-фазы в поверхностном слое изделия из суперсплава. После термообработки поверхность обдувалась порошком сухой окиси алюминия с размером частиц 120-220 микрон для удаления остатков диффузии. Порошковая смесь сплава MCrAl Y термически распылялась известным образом на обогащенный платиной слой 3 изделия 1 из суперсплава с использованием плазменной пушки в вакуумированной камере для получения слоя 4 связующего покрытия MCrAl Y. Сплав MCrAlY можно нанести любым другим пригодным методом, например, физическим осаждением из паровой фазы электронным пучком. Чтобы обеспечить связывание слоя 4 связующего покрытия MCrAlY с обогащенным платиной внешним слоем 3 изделия 1 из суперсплава, изделие, покрытое MCrAlY, подвергалось диффузионной термообработке при 1100°С в течение 1 часа. Это приводит к созданию трехфазной микроструктуры сплава MCrAlY в слое 4 связующего покрытия. Микроструктура слоя 4 связующего покрытия из MCrAlY содержит три фазы, а именно: альфа-фазу, бета-фазу и небольшое количество богатой иттрием фазы. Альфа-фаза содержит твердый раствор никеля, кобальта, хрома, иттрия и алюминия. Бета-фаза содержит алюминид кобальта, никель и алюминий, причем хром и другие металлические элементы растворены в алюминиде до некоторых пределов растворимости. После удаления остатков диффузии обдувкой мелкой металлической крошкой и обезжиривания физическим осаждением из паровой фазы электронным пучком наносился слой керамики 6, состоящий из частично стабилизированной окиси циркония (в данном случае, окиси циркония, содержащей 8 вес.% окиси иттрия). Это покрытие поставляется фирмой Chromalloy Gas Turbine Corporation из Делавера, США. Для процесса осаждения из паровой фазы изделие сначала содержалось в камере предварительного нагрева и предварительно нагревалось до температуры около 1000°С при давлении около 10-5 Торр. Затем его немедленно переносили в камеру нанесения покрытия электронным пучком, где оно удерживалось для нанесения покрытия при 1000°С, при давлении 10-2-10-3 Торр, в атмосфере, состоящей из аргона и кислорода. Следует отметить, что в атмосфере камеры для нанесения покрытия от разложения окиси циркония, когда она испаряется электронным пучком в этой камере образуется некоторое количество свободного кислорода. Разложившиеся составляющие керамики рекомбинируют друг с другом, когда пар осаждается на изделии. Однако эта рекомбинация будет неполной, если ей не способствовать, т.е. кислород будет связываться с цирконием в суб-стехиометрических пропорциях, что приводит к недостатку кислорода в керамике и к свободному кислороду в атмосфере камеры для нанесения покрытия. Рекомбинации керамики в стехиометрических пропорциях содействуе т обеспечение избытка кислорода, что еще более увеличивает количество кислорода в камере для на Вес, %, Вес, %, минимум максимум Никель 31,0 33,0 Хром 29,0 22,0 Алюминий 7,0 9,0 Иттрий 0,35 0,65 Углерод 0,0 0,025 Кислород 0,0 0,050 Азот 0,0 0,010 Водород 0,0 0,010 Другие элементы в сумме 0,0 0,5 Кобальт остальное Элемент Для получения покрытия 2 осуществляли следующий способ. После тщательной подготовки и очистки поверхности изделия 1 из суперсплава обдувкой мелкой металлической крошкой окиси алюминия и обезжиривания на подложку из суперсплава наносили слой платины толщиной около 8 микрон. Толщина слоя платины может меняться в сторону увеличения, начиная с приблизительно 3 микрон, в зависимости от ряда факторов, таких, как используемые материалы подложки и связующего покрытия, температура диффузии и условия эксплуатации. Слой платины наносился методами гальваники, но можно применять любые другие средства, которые дают достаточную, в принципе, равномерную толщину, не ухудшая свойств материала. Затем проводился этап диффузионной термообработки, чтобы слой платины внедрялся в подложку 1 из суперсплава. Это создает обогащенный платиной внешний слой 3 на подложке 1 из суперсплава. Диффузия достигалась путем нагревания изделия 1 из суперсплава до температуры 1190°С в вакуумной камере с поддержанием этой температуры в течение 1 часа. При осуществлении этого изобретения можно применять диапазон температур термообработки от 1100 до 1200°С включительно, согласно температуре термообработки раствора, обычно используемой для изделия 1 из суперсплава. В настоящем примере 1190°С - это выше, чем принятая температура термообработки раствора для изделия из суперсплава, но она применялась как одна из диапазона температур диффузионной обработки, как будет объяснено позже. Хотя можно использовать разное время диффузии, например, до 6 часов, считалось, что одного часа достаточно в этом температурном диапазоне, чтобы платина должным образом соединилась с подложкой 1 из суперсплава без преждевременного старения подложки 1 из суперсплава. Было обнаружено, что нет значительного улучшения от использования времени диффузии более одного часа. Микроструктура подложки из суперсплава, в основном, содержит две фазы: гамма-фазу и гамма-прим-фазу. Гамма прим-фаза образует усиление в матрице гамма-фазы. Термообработка слоя платины на подложке из суперсплава заставляет алюминий в подложке из суперсплава диффундировать по направлению к слою платины на по 6 35620 несения покрытия. Присутствие кислорода при повышенной температуре во время процесса покрытия осаждения покрытия сделало неизбежным образование тонкого окисного слоя 5 на поверхности слоя 4 связующего покрытия из MCrAl Y. Окисный слой 5 покрывался керамическим слоем 6 и содержал смесь окиси алюминия, окиси хрома и другие шпинели. Пример 1. Партия образцов, как показано на фиг. 1, получалась с использованием никелиевого суперсплава марки MAR-M 002 фирмы Martin Marietta Corporation из Бетесды, штат Мэриленд, США. Его состав представлен в таблице 2. сплава обдувкой мелкой металлической крошкой окиси алюминия и обезжириванием на поверхность изделия из суперсплава наносили слой платины толщиной около 8 микрон. Толщина слоя платины может изменяться в сторону увеличения от 3 микрон, в зависимости от ряда факторов, таких как подложка, температура диффузии и условия эксплуатации. Слой платины наносился гальваническими методами, но можно было использовать любые другие способы, дающие достаточную, равномерную толщин у, не ухудшая свойств материала. Затем, чтобы заставить слой платины комбинировать с подложкой 1 из суперсплава, проводился этап диффузионной термообработки. Это давало обогащенный платиной внешний слой 3 на подложке 1 из суперсплава. Диффузия достигалась путем нагревания изделия из суперсплава 1 до температуры 1150°С в вакуумной камере и поддержания этой температуры в течение 1 часа. Для осуществления этого изобретения можно использовать диапазон температур термообработки от 1100 до 1200°С включительно, согласно температуре термообработки раствора, обычно используемой для изделия 1 из суперсплава. Хотя можно применять другое время диффузии, например, до 6 часов, считалось, что одного часа достаточно для этого температурного диапазона, чтобы платина качественно соединялась с подложкой 1 из суперсплава без преждевременного старения подложки. Микроструктура подложки 1 из суперсплава обычно содержит две фазы, как более ясно видно на фиг. 3, а именно: матрицу из гамма-фазы 7 и гамма-прим-фазу 8 в матрице из гамма-фазы 7. Гамма-прим-фаза 8 образует усиление в матрице гамма-фазы 7. Термообработка слоя платины 9 на подложке 1 из суперсплава заставляет алюминий в подложке из сверсплава диффундировать по направлению к слою платины 9. Это приводит к образованию в поверхностном слое изделия 1 из суперсплава обогащенной платиной гамма-фазы 10 и обогащенной платиной гамма-прим-фазы 11. Алюминия в обогащенном платиной поверхностном слое 3 изделия 1 из суперсплава достаточно для образования окиси алюминия 5. Следует отметить, что область 12 изделия 1 из суперсплава, расположенная непосредственно ниже обогащенного платиной слоя 3 на внешней поверхности, не имеет гамма-прим-фазы 8. Термообработка заставляет алюминий в этой гамма-прим-фазе перемещаться к слою платины 9, что расчленяет гамма-прим-фазу из-за большего химического сродства алюминия с платиной. Следует отметить, что некоторые области обогащенной платиной гамма-прим-фазы 11 в обогащенном платиной внешнем поверхностном слое 3 имеют отчетливые выступы или "колышки", которые выросли вовнутрь в область 12 изделия 1 из суперсплава. Считается, что эти выступы 13 обогащенной платиной гамма-прим-фазы вростают в изделие из суперсплава и втягивают алюминий из областей гамма-прим-фазы в изделие 1 из суперсплава. Таким образом, можно видеть, что платина из слоя платины диффундируе т в изделие 1 из суперсплава только в этих отдельных выступах 13 обогащенной платиной гамма-прим Таблица 2 Элемент Вольфрам Кобальт Хром Алюминий Тантал Титан Гафний Углерод Никель Вес, % 10 10 9 5,5 2,5 1,5 1,5 0,15 остальное Некоторые образцы подвергались стандартному испытанию на адгезионную прочность, при котором определялась прочность связи между керамическим слоем и обогащенным платиной внешним слоем на подложке из суперсплава. В среднем было обнаружено, что критическая нагрузка, выше которой керамика оторвалась бы от подложки из суперсплава, составляла около 85 Нт. Затем оставшиеся образцы подвергались процессу старения для увеличения срока службы в турбине газотурбинного двигателя. Процессы старения составляли 100 часов при 1050°С, 100 часов при 1100°С и 100 часов при 1150°С. В среднем было обнаружено, что критическая нагрузка, выше которой керамика оторвалась бы от подложки из суперсплава, составляла около 65 Нт для старения в течение 100 часов при 1050°С, 40 Нт для старения в течение 100 часов при 1100°С и 0 Нт для старения в течение 100 часов при 1150°С. На фиг. 2 показано изделие из суперсплава 1, имеющее многослойное покрытие 2, служащее тепловым барьером. Оно показано в состоянии "как получено". Покрытие 2, служащее тепловым барьером, содержит обогащенный платиной внешний слой 3 на поверхности подложки из изделия 1 из суперсплава, тонкий окисный слой 5 на обогащенном платиной слое 3 и керамический слой 6 на тонком окисном слое 5. Изделие из суперсплава 1, образующее подложку для покрытия 2, получено из суперсплава на основе никеля или кобальта. Для получения покрытия 2 осуществляли следующий способ. После тщательного приготовления и очистки поверхности изделия 1 из супер 7 35620 фазы, а не как непрерывная полоса платины. Величина роста выступов 13 обогащенной платиной гамма-прим-фазы зависит от толщины слоя платины и температуры диффузии, что буде т раскрыто ниже. Уровни платины в обогащенной платиной гамма-прим-фазе 11 и в обогащенной платиной гамма-фазе 10 почти одинаковы. Это показывает, что обе эти фазы задействуются в равной степени. Нужно также отметить, что если в изделии из суперсплава имеется достаточно алюминия, на обогащенной платиной матрице из гамма-фазы, содержащей обогащенные платиной гамма-примфазы, образуется непрерывная обогащенная платиной гамма-прим-фаза. Более того, всегда имеется слой обогащенной платиной гамма-фазы непосредственно под слоем алюминия, так как обогащенная платиной гамма-прим-фаза разлагается на обогащенную платиной гамма-фазу, когда она теряет алюминий с образованием окиси алюминия. Для улучшения адгезии покрытия, служащего тепловым барьером, к изделию 1 из суперсплава желательно обеспечить фазовую стабильность в обогащенной платиной гамма-фазе 10 и в обогащенной платиной гамма-прим-фазе 11. Эта стабильность достигается путем правильного подбора толщины платины в диапазоне температур термообработки 1100-1200°С. Кроме того, важно обеспечить, чтобы любые фазовые изменения, происходящие при работе в газотурбинном двигателе, приводили к малым изменениям объема. Это достигается контролем состава обогащенной платиной гамма-фазы 10 и обогащенной платиной гамма-прим-фазы 11. Составы обогащенной платиной гамма-фазы и обогащенной платиной гамма-прим-фазы уравновешены, т.е., составы близко подобраны и любые изменения от обогащенной платиной гамма-прим-фазы к обогащенной платиной гамма-фазе приводят только к малым изменениям объема. После термообработки поверхность обдувалась мелкой металлической крошкой окиси алюминия с размером частиц 120-220 микрон для удаления любых остатков диффузии. После удаления остатков диффузии обдувкой мелкой металлической крошкой и обезжириванием слой керамики 6, состоящий из частично стабилизированной окиси циркония (в этом случае окиси циркония, содержащей 8 вес.% окиси иттрия), наносился физическим осаждением из паровой фазы с электронным пучком. Это покрытие поставляется фирмой Chromalloy Gas Turbine Corporation из Делавэра, США. Для процесса осаждения изделие сначала содержалось в камере предварительного нагревания и нагревалось до температуры около 1000°С при давлении около 10-5 Торр. Затем его немедленно переносили в камеру нанесения покрытия электронным пучком, где его продолжали выдерживать для нанесения покрытия при 1000°С при давлении 10-2-10-3 Торр в атмосфере, состоящей из аргона и кислорода. Присутствие кислорода при повышенной температуре в ходе процесса нанесения покрытия сделало неизбежным образование тонкого окисного слоя 5 на поверхности обогащенного платиной внешнего слоя 3 изделия 1 из суперсплава, который содержит обогащенную платиной гамма-фазу 10 и обогащенную платиной гамма-прим-фазу 11. Окисный слой 5 покрывался керамическим слоем 6. Окисный слой содержит окись алюминия. Пример 2. Партия образцов, как показано на фиг. 2, получалась с использованием никелевого суперсплава марки CMSX-4 фирмы Cannon-Muskegon Corporation, расположенной по адресу 2875 Линкольн стрит, Маскегон, шта т Мичиган, Ml 494430506 США. Его состав дан в таблице 3. Образцы изделия из суперсплава были покрыты платиной толщиной 7 микрон. Таблица 3 Элемент Вольфрам Кобальт Хром Рений Алюминий Тантал Титан Гафний Молибден Углерод Никель Вес, % 6,4 9,5 6,5 3,0 5,6 6,5 1,0 0,1 0,6 0,006 остальное Некоторые образцы подвергались стандартному испытанию на адгезионную прочность, в котором определялась прочность связи между керамическим слоем и обогащенным платиной внешним слоем на подложке из суперсплава. В среднем, было обнаружено, что критическая нагрузка, выше которой керамика отрывалась бы от подложки из суперсплава, составляла около 30 Нт. Затем оставшиеся образцы подвергались процессу старения для имитации срока службы в турбине газотурбинного двигателя. Процессы старения составляли 25 часов при 1100°С, 25 часов при 1150°С и 25 часов при 1170°С. В среднем, было обнаружено, что критическая нагрузка, выше которой керамика отрывалась бы от подложки из суперсплава, составляла около 10 Нт для старения в течение 25 часов при всех 3-х температурах испытания. Пример 3. Партия образцов, как показано на фиг. 2, получалась с использованием никелиевого суперсплава марки CMSX-10 название фирмы CannonMuskegon Corporation, США. Его состав дан в таблице 4 ниже. Образцы изделия из суперсплава покрывались платиной толщиной 7 микрон. 8 35620 Таблица 4 Элемент Вольфрам Кобальт Хром Рений Алюминий Тантал Титан Молибден Ниобий Никель того платиной изделия из суперсплава не всегда дают удовлетворительную связь между изделием из суперсплава и керамическим покрытием. Это происходит из-за составляющих изделия из суперсплава. Например, процесс дает удовлетворительные связи для CMSX-4 и C MSX-10, но не для МАМ-М 002. Это вызвано тем, что доли гафния и титана, в частности, в MAR-M 002, слишком велики. Считается, что платина в обогащенном платиной внешнем слое 3 изделия из суперсплава помогает образованию окиси алюминия 5, которая играет ключевую роль в связывании керамического слоя 6 с изделием из 1 суперсплава. Платина в обогащенном платиной внешнем слое 3 заставляет диффундировать алюминий из подложки из суперсплава в обогащенный платиной внешний слой 3 изделия 1 из суперсплава. Также считается, что платина в обогащенном платиной внешнем слое 3 изделия из суперсплава 1 действует в качестве барьера для миграции элементов переходных металлов из изделия 1 из суперсплава в основание керамического слоя 6, предотвращая тем самым рост шпинелей или других смешанных окислов, имеющих стр уктуры решетки, несовместимые со структурой окиси алюминия. Однако обогащенного платиной слоя 3 недостаточно для того, чтобы не позволить относительно большим количествам титана и гафния мигрировать от изделия 1 из суперсплава к основанию керамического слоя 6. Это происходит потому, что обогащенный платиной слой 3 содержит обогащенную платиной гамма-фазу и обогащенную платиной гамма-прим-фазу, и потому не существует непрерывного барьера гамма-прим-фазы для миграции гафния и титана. Для титана и гафния есть возможность мигрировать через обогащенную платиной матрицу из гамма-фазы. Было обнаружено, что если пропорция гафния в изделии из суперсплава составляет менее приблизительно 1,5 вес.%, обогащенный платиной слой 3 не позволяет гафнию мигрировать к слою керамики. Было также обнаружено, что если доля титана в изделии из суперсплава составляет менее приблизительно 1,5 вес.%, обогащенный платиной слой 3 не дает титану мигрировать к керамическому слою. Кроме того, соотношение между уровнем алюминия в изделии из суперсплава и уровнями гафния и титана является критическим. Если отношение алюминия к гафнию или/и титану ниже приблизительно 3, обогащенный платиной слой 3 не препятствует миграции гафния или/и титана к слою керамики. Если титан присутствует в суперсплаве в виде карбида, например, карбида титана или карбида титана/тантала, он не обладает свободой мигрировать к окисному связующему слою. Однако если титан не связан в суперсплаве в качестве карбида, он может свободно мигрировать к керамическому слою. Таким образом, если в суперсплаве имеется более приблизительно 1,5 вес.% свободного титана, то обогащенный платиной слой 3 не мешает миграции титана к керамическому слою. Например, суперсплав CMSX-4, имеющий 1,0 вес.% титана, который весь является свободным титаном, т.к. углерода очень мало, чтобы об Вес, % 5,5 3,3 2,2 6,2 5,8 8,3 0,2 0,4 0,1 остальное Некоторые образцы подвергались стандартному испытанию на адгезионную прочность, в котором определялась прочность связи между керамическим слоем и обогащенным платиной внешним слоем на подложке из суперсплава. В среднем, было обнаружено, что критическая нагрузка, выше которой керамика отрывалась бы от подложки из суперсплава, составляла около 25 Нт. Остальные образцы затем подвергались процессу старения для имитации срока службы в турбине газотурбинного двигателя. Процессы старения составляли 25 часов при 1100°С, 25 часов при 1150°С и 25 часов при 1170 градусах С. В среднем, было обнаружено, что критическая нагрузка, выше которой керамика отрывалась бы от подложки из суперсплава, составляла около 10 Нт для старения в течение 25 часов при всех трех температурах испытания. Пример 4. Партия образцов, как показано на фиг. 2, была получена с использованием суперсплава на основе никеля марки MAR-M 002 фирмы Martin Marietta Corporation из Бетесды, штат Мэриленд, США. Его состав приведен в таблице 2 выше. Образцы изделия из суперсплава покрывались платиной толщиной 7 микрон. Некоторые образцы подвергались стандартному испытанию на адгезионную прочность, в котором определялась прочность связи между керамическим слоем и обогащенным платиной внешним слоем на подложке из суперсплава. В среднем, было найдено, что критическая нагрузка, выше которой керамика отрывалась бы от подложки из суперсплава, составляла около 20 Нт. Затем оставшиеся образцы подвергались процессу старения для имитации срока службы в турбине газотурбинного двигателя. Процессы старения снова составляли 25 часов при 1100°С, 25 часов при 1150°С и 25 часов при 1170°С. В среднем, было найдено, что критическая нагрузка, выше которой керамика отрывалась бы от подложки из суперсплава, составляла около 0 Нт для старения в течение 25 часов при всех трех температурах испытания. На фиг. 4 показаны сравнительные значения прочности сцепления для покрытий, согласно примерам 1, 2, 3 и 4 при воздействии диапазона обработок методом старения. Из примеров 2, 3 и 4 видно, что нанесение платины и термообработка гальванически покры 9 35620 разовать карбиды, образует удовлетворительно связанный керамический слой. Считается, что платина образует прочные сложные молекулы со свободным титаном и не дает титану мигрировать к керамическому слою. Анализ окисного слоя, образованного на обогащенном платиной внешнем слое суперсплава CMSX-4, показал, что окисел содержит окись алюминия. Однако окисный слой, образованный непосредственно на суперсплаве CMSX-4 без обогащенного платиной слоя, содержит смесь окиси алюминия и окиси титана/тантала. Таким образом, можно видеть, что обогащенный платиной слой предотвращает миграцию титана к керамическому слою. Если уровень алюминия в изделии из суперсплава составляет менее приблизительно 4,5 вес.%, содержания алюминия в изделии из суперсплава недостаточно для диффузии в обогащенный платиной слой 3 для образования непрерывного слоя окиси алюминия. Однако гафний в контролируемых количествах, ниже определенного уровня, благоприятен для образования связей и образования окиси алюминия. Предпочтительно добавлять контролируемые количества-гафния или/и иттрия в слой платины. Гафний или/и иттрий добавляются в слой платины физическим осаждением из паровой фазы или химическим осаждением из паровой фазы. Гафний добавляется в слой платины до уровня 0,8 вес.% и иттрий добавляется в платину до уровня 0.8 вес.%. В другом варианте изобретения на изделие из суперсплава методами гальваники наносится слой кобальта или хрома. Затем на слой кобальта или хрома методами гальваники наносится слой платины. После этого слои кобальта или хрома и платины на изделии из суперсплава термообрабатываются в диапазоне температур 1100-1200°С с образованием обогащенного платиной внешнего слоя на изделии из суперсплава. Это снова образует обогащенные платиной гамма-прим и гаммафазу. Кобальт или хром также поступает в гамма или гамма-прим-фазу и образует комплексы. Кобальт или хром также улучшают образование окиси алюминия. После этапа термообработки слой керамики снова осаждают на окисном слое, который образуется на обогащенном платиной слое до или во время физического осаждения керамического слоя из паровой фазы электронным пучком. Кобальт или хром осаждаются с толщиной до 5 микрон. Как альтернатива, - можно сначала наносить платину на изделие из суперсплава и затем осаждать кобальт или хром. Однако первая процедура является более предпочтительным процессом. Признаком хорошего связующего покрытия для хорошей адгезии покрытия, служащего тепловым барьером, является то, что связующее покрытие должно быть способным предотвратить или уменьшить миграцию элементов переходных металлов к керамическому покрытию, служащему тепловым барьером. Миграция элементов переходных металлов должна блокироваться непрерывным слоем в связующем покрытии или замедляется путем образования стабильных соединений в некотором слое в связующем покрытии. Этот признак позволяет получившемуся термиче ски выращенному окислу, образованному на связующем покрытии, быть очень чистой окисью алюминия. Связующее покрытие должно быть стабильным к старению при высоких температурах с тем, чтобы оно все еще предупреждало или снижало миграцию элементов переходных металлов, обеспечивая то, что любой дальнейший рост окисла на связующем покрытии происходит за счет образования окиси алюминия. Получение этих признаков облегчается образованием стабильного слоя, примыкающего к термически выращенной окисной поверхности раздела между связующим покрытием и керамическим покрытием, служащим тепловым барьером. Преимуществом использования керамического слоя непосредственно на обогащенном платиной внешнем слое изделия из суперсплава, вместо использования керамики на связующем покрытии из MСrAl Y или керамики на обогащенном платиной внешнем слое связующего покрытия из MCrAlY, является то, что покрытие имеет меньший вес, что делает его более приемлемым для авиационных газотурбинных двигателей, и его дешевле производить. Кроме того, покрытие имеет лучшие аэротермические характеристики. Однако недостатки состоят в том, что оно не имеет такой высокой температурной способности и такой хорошей связи с керамикой, какую имеет керамика на связующем покрытии MCrAIY или керамика на обогащенном платиной внешнем слое связующего покрытия из MCrAlY. Тем не менее, температуростойкость покрытия, служащего тепловым барьером, достаточна для температур до приблизительно 1170°С. Пример 5. Партия образцов получалась с использованием никелиевого суперсплава, марки CMSX-4 фирмы Cannon Muskegon Corporation, США. Его состав дан в таблице 3 выше. Некоторые из образцов изделия из суперсплава покрывались платиной с разными толщинами, а именно: 3, 7, 12,5 и 17,5 микрон, - для определения влияния толщины платины на долговечность покрытия, служащего тепловым барьером. Затем эти образцы термообрабатывались при 1150°С. Некоторые из образцов изделия из суперсплава покрывались платиной толщиной 7 микрон, и эти образцы подвергались термообработке при разных температурах для определения влияния температуры термообработки, а именно: 1000, 1100, 1150 и 1190°С, - на долговечность покрытия, служащего тепловым барьером. Некоторые из этих образцов, как упоминалось выше, были гальванически покрыты платиной и термообработаны, но керамика не наносилась. Проводился рентгеновский дифракционный анализ внешней поверхности изделий из суперсплава после гальванического нанесения платины и термообработки. Рентгеновский дифракционный анализ внешнего поверхностного слоя способен проникать на глубин у 3-5 микрон от поверхности изделия из суперсплава. Анализ образца со слоем нанесенной платины толщиной 7 микрон, который прошел термообработку при 1000°С, что соответствует известному ранее способу, изложенному в патенте США 10 35620 5427866, показал, что были получены обогащенная платиной гамма-фаза и обогащенная платиной гамма-прим-фаза, но была обнаружена также неизвестная фаза. Микрографическое исследование подтвердило, что структура, показанная на фиг. 3, не была получена, а скорее получилась структура, показанная на фиг. 5, в которой обогащенная платиной гамма-фаза и обогащенная платиной гамма-прим-фаза образуются с неизвестной фазой непосредственно на их внешней поверхности. Неизвестная фаза имела более низкие уровни алюминия, только 3,3 вес.%, по сравнению с обогащенной платиной гамма-фазой и обогащенной платиной гамма-прим-фазой. Считается, что эта неизвестная фаза не имеет достаточно алюминия для образования окиси алюминия для связывания керамики с подложкой из суперсплава. Как видно из фиг. 5, микроструктура подложки 1 из суперсплава в общем случае содержит две фазы, а именно: матрицу из гамма-фазы 7 и гамма-прим-фазу 8 в матрице гамма-фазы 7. Гаммаприм-фаза 8 образует усиление в матрице из гамма-фазы 7. Термообработка платинового слоя 9 толщиной 7 микрон на подложке 1 из суперсплава заставляет алюминий в подложке 1 из суперсплава диффундировать по направлению к слою платины 9 на поверхности подложки 1 из суперсплава. Это приводит к образованию обогащенной платиной гамма-фазы 10 и обогащенной платиной гамма-прим-фазы 11 и неизвестной фазы 14 на фазах 10 и 11 на внешнем поверхностном слое изделия 1 из суперсплава. Алюминия в неизвестной фазе 14 на внешнем поверхностном слое изделия 1 из суперсплава достаточно для образования окиси алюминия 5 для связывания с керамическим слоем 6. При работе структура, представленная на фиг. 5, не стабильна, потому что рабочие температуры в газотурбинном двигателе будут вызывать фазовые изменения под окисью алюминия и керамикой. В частности, наблюдается значительное изменение объема, когда неизвестная фаза изменяется на обогащенную платиной гамма-фазу или обогащенную платиной гамма прим-фазу из-за того, что размеры кристаллических структур значительно различны для обогащенной платиной гамма-фазы, обогащенной платиной гамма примфазы и неизвестной фазы. Это делает использование структуры, показанной на фиг. 5, непригодным для прикрепления керамического слоя к изделию из суперсплава, поскольку эти изменения объема, связанные с фазовыми изменениями, ведут к тому, что слой керамики отслаивается. Анализ образца с нанесенной платиной толщиной 7 микрон, термообработанного при 1100°С, показал, что получались обогащенные платиной гамма- и гамма-прим-фазы. Микрографическое исследование подтвердило, что была получена структура, показанная на фиг. 3. Составы обогащенной платиной гамма-фазы и обогащенной платиной гамма-прим-фазы, в принципе, те же самые, что и при термообработке при 1150°С. Анализ образца с толщиной нанесенной платины 7 микрон, прошедшего термообработку при 1150°С, показал, что были получены обогащенные платиной гамма- и гамма-прим-фазы, и микрографическое исследование подтвердило, что по лучена стр уктура, показанная на фиг. З. Состав одной из обогащенных платиной гамма-прим-фаз составляет приблизительно: 53,7 вес.% Pt, 29,5 вес.% Ni, 2,5 вес.% Та, 1,0 вес.% Ti, 4.8 вес.% Al, 0,35 вес.% Re, 1,6 вес.% W, 0,2 вес.% Мо, 3,6 вес.% Со, и 3,0 вес.% Cr. Состав одной из обогащенных платиной гамма-фаз составляет это: 48,6 вес.% Pt, 29,7 вес.% Ni, 0,8 вес.% Та, 0,3 вес.% Ti, 2,75 вес.% AI, 1,2 вес.% Re, 2,6 вес.% W, 0,5 вес.% Мо, 6,7 вес.% Со и 6,9 вес.% Сr. Анализ образца с толщиной нанесенной платины 7 микрон, который подвергался термообработке при 1190°С, показал, что были получены обогащенные платиной гамма- и гамма-прим-фазы, и микрографическое исследование подтвердило, что получилась структура, показанная на фиг. 3. Составы обогащенных платиной гамма-фазы и гамма-прим-фазы, в принципе, те же самые, что и при термообработке при 1150°С. Анализ образца с нанесенной платиной толщиной 3 микрона, который был термообработан при 1150°С, показал, что были получены обогащенные платиной гамма- и гамма-прим-фазы, и микрографическое исследование подтвердило, что получилась структура, показанная на фиг. З. Однако было обнаружено, что при этом не было такого большого обогащения платиной, как для образца со слоем платины 7 микрон, и, следовательно, в этом случае образуются обогащенные платиной гамма- и гамма-прим-фазы с разными составами. Это не непрерывный обогащенный платиной внешний поверхностный слой. Анализ образца с нанесенной платиной толщиной 12,5 микрон, который подвергался термообработке при 1150°С, показал, что были получены обогащенные платиной гамма- и гамма-примфазы и также была обнаружена дополнительная неизвестная фаза. Микрографическое исследование подтвердило, что структура, показанная на фиг. 3, не была получена, а скорее это была структура, показанная на фиг. 5, в которой обогащенные платиной гамма- и гамма-прим-фазы образуются с неизвестной фазой непосредственно на обогащенных платиной гамма- и гамма-примфазах на их внешней поверхности. Неизвестная фаза имела более низкие уровни алюминия, только 3,3 вес.%, по сравнению с обогащенными платиной гамма- и гамма-прим-фазами. Эта неизвестная фаза не имеет достаточно алюминия для образования в принципе чистой окиси алюминия для связывания керамики с подложкой из суперсплава. Анализ образца с нанесенной платиной толщиной 17,5 микрон, который подвергался термообработке при 1150°С, показал, что была получена та же самая неизвестная фаза, что и для толщины 12,5 микрон. Микрографическое исследование подтвердило, что эта неизвестная фаза была получена, но и что были получены обогащенные платиной гамма- и гамма-прим-фазы и структура, показанная на фиг. 5, в которой обогащенные платиной гамма и гамма прим фазы образуются с неизвестной фазой непосредственно на обогащенных платиной гамма и гамма-прим фазах на их внешней поверхности. Толщина неизвестной фазы намного больше и поэтому рентгеновские лучи не могут проникать к обогащенным платиной 11 35620 гамма- и гамма-прим-фазам. Неизвестная фаза имеет более низкие уровни алюминия, всего 3,3 вес.%, по сравнению с обогащенными платиной гамма- и гамма-прим-фазами. Эта неизвестная фаза не имеет достаточно алюминия для образования в принципе чистой окиси алюминия для связывания керамики с подложкой из суперсплава. Считается, что неизвестная фаза представляет собой некоторый вид упорядоченной фазы платины, никеля и алюминия. Было определено, что состав неизвестной фазы является таким: 79 вес.% Pt, 12,6 вес.% Ni, 3,0 вес.% Al, 0,11 вес.% Ti, 2,3 вес.% Co, 2,7 вес.% Сr и едва обнаруживаемые уровни Re, W, Мо и Та. Различие между структурами для толщины 7 микрон платины при температурах 1100, 1150 и 1190°С состоит в том, что обогащенные платиной выступы гамма-прим-фазы становятся более крупными с повышением температуры. Некоторые из этих образцов подвергались стандартному испытанию на адгезионную прочность, в котором определялась прочность связи между керамическим слоем и обогащенным платиной внешним слоем на подложке из суперсплава, и результаты показаны на фиг. 6 и 7. Слой платины толщиной 7 микрон, прошедший термообработку при 1000°С, имел критическую нагрузку 10 Нт в состоянии "как обработан" без старения. Слой платины толщиной 7 микрон, прошедший термообработку при 1100°С, имел критическую нагрузку 15 Нт в состоянии "как обработан" без старения. Слой платины толщиной 7 микрон, прошедший термообработку при 1150°С, имел критическую нагрузку 25 Нт в состоянии "как обработан" без старения. Слой платины толщиной 7 микрон, прошедший термообработку при 1190°С, имел критическую нагрузку 10 Нт в состоянии "как обработан" без старения. Слой платины толщиной 3 микрона, прошедший термообработку при 1150°С, имел критическую нагрузку 10 Нт в состоянии "как обработан" без старения. Слой платины толщиной 12,5 микрон, прошедший термообработку при 1150°С, имел критическую нагрузку 35 Нт в состоянии "как обработан" без старения. Слой платины толщиной 17,5 микрон, прошедший термообработку при 1150°С, имел критическую нагрузку 25 Нт в состоянии "как обработан" без старения. Остальные образцы затем подвергались процессу старения для имитации срока службы в турбине газотурбинного двигателя. Процессы старения составляли 25 часов при 1100°С, 25 часов при 1150°С, 25 часов при 1170°С, 25 часов при 1190°С и 25 часов при 1210°С, после чего определялись сравнительные величины прочности сцепления разных связующи х покрытий. Если покрытие выходило из строя в креплении устройства для определения прочности сцепления, ему присваивалась прочность 5 Нт. Слой платины в 7 микрон, подвергнутый термообработке при 100°С, имел критическую нагрузку 5 Нт при 1100°С, 10 Нт при 1150°, но имел критическую нагрузку 5 Нт при 1170, 1190 и 1210°С. Слой платины в 7 микрон, подвергнутый термообработке при 1100°С, имел критическую нагрузку 10 Нт при температурах 1100, 1150 и 1190°С и имел критическую нагрузку 5 Нт при 1170 и 1210°С. Слой платины в 7 микрон, прошедший термообработку при 1150°С, имел критическую нагрузку 10 Нт при температурах до 1190°С и имел критическую нагрузку 5 Нт при 1210°С. Слой платины в 7 микрон, прошедший термообработку при 1190°С, имел критическую нагрузку 10 Нт при температурах 1100 и 1150°С и имел критическую нагрузку 5 Нт при 1170, 1190 и 1210°С. Результаты влияния прочности сцепления при разных температурах термообработки на слой платины толщиной 7 микрон более ясно показаны на фиг. 6. Слой платины в 3 микрона, прошедший термообработку при 1150°С имел критическую нагрузку 5 Нт при 1100 и 1150°С, но имел критическую нагрузку 0 Нт при 1170, 1190 и 1210°С, потому что покрытие отслоилось. Слой платины толщиной 12,5 микрон, прошедший термообработку при 1150°С, имел критическую нагрузку 10 Нт при 1100, 1150 и 1190°С и имел критическую нагрузку 5 Нт при 1170 и 1210°С. Слой платины в 17,5 микрон, прошедший термообработку при 1150°С, имел критическую нагрузку 10 Нт при температурах до 1150°С и имел критическую нагрузку 5 Нт при 1170, 1190 и 1210°С. Зависимость прочности сцепления от разных толщин слоя платины при температуре термообработки 1150°С более ясно представлены на фиг. 7. Таким образом, из результатов испытаний можно видеть, что термообработка в диапазоне 1100 до 1200°С для слоя платины толщиной 7 микрон дает лучшие результаты, чем в случае термообработки при 1000°С для слоя платины в 7 микрон, и фактически имеется улучшение температурной стойкости на 40°С до возникновения поломки. Толщина платины, равная 3 микрона или менее, не дает приемлемой прочности адгезии керамического покрытия, служащего тепловым барьером. Можно видеть, что существует некоторое несоответствие в прочности сцепления для слоя платины толщиной 7 микрон, прошедшего термообработку при 1100°С в течение 1 часа, и для слоя платины толщиной 12,5 микрон, термообработанного при 1150°С в течение 1 часа. Слой платины толщиной 12,5 микрон может подвергаться термообработке при 1150°С в течение более длительного периода времени, чтобы обеспечить, чтобы вся платина прокомбинировала с образованием обогащенных платиной гамма и гамма прим фазы и чтобы не образовывалась никакая неизвестная фаза. Можно применять термообработку в течение более длительных периодов времени для слоя платины толщиной 17,5 микрон, но это не имеет никаких преимуществ по сравнению с более тонкими слоями платины, а стоит дороже. Элементы гафний, титан и тантал обычно благоприятствуют образованию обогащенной платиной гамма-прим-фазы. Постулируе тся, что при уровнях эти х переходных металлов в обогащенной платиной гамма-прим-фазе, достигающих некоего критического значения, происходит сокращение адгезии покрытия, служащего тепловым барьером. Существует теория, что это может вызываться понижением температуры сольвус (растворения) гамма-прим-фазы, и что любые пре 12 35620 имущества, благодаря обогащению платиной, уменьшаются, когда присутствуют большие концентрации этих переходных металлов, т.е. обогащенная платиной гамма-прим--фаза выделяет большее количество переходных металлов с повышениями концентрации элементов переходных металлов, и эти высвобожденные переходные металлы могут влиять на окисный слой. Обогащенные платиной гамма- и гамма-примфазы растут посредством втягивания элементов в свои соответствующие фазы, и разделение происходит в хорошо известных соотношениях. Например, в обогащенной платиной гамма-примфазе соотношение составляет Ni3Х или Рt 3 Х, где Х - это Al, Ti, Та, Hf, Сr и т.д., но для состава обогащенной платиной гамма-фазы ограничений нет. Постулируется, что, поскольку наличие переходных металлов в обогащенной платиной гаммаприм-фазе поощряется, то титан, тантал, гафний и т.д. фиксированы в этих фазах. В обогащенной платиной гамма-фазе стабильность титана, тантала, гафния и т.д. понижена, и поэтому эти переходные металлы в этих фазах более подвижны. Как было указано, внешний поверхностный слой изделия из суперсплава, показанного на фиг. 5, в основном, содержит неизвестную фазу, которую мы назвали "0"-фазой, но которая может в некоторых случаях являться обогащенной платиной гамма-фазой. Если внешний поверхностный слой - это "0"-фаза, то она обычно имеет низкие уровни титана и тантала, т.к. эти переходные металлы связаны в обогащенной платиной гаммаприм-фазе. Поэтому окисел, образующийся на "0"фазе, это относительно чистая окись алюминия. '0"-фаза имеет более высокий уровень платины, который, как постулируется, в некоторой степени компенсирует более низкий уровень алюминия при образовании окиси алюминия. Если внешний поверхностный слой - это обогащенная платиной гамма-фаза, то уровни титана приблизительно те же самые, что и для "0"-фазы, хотя уровни тантала выше, чем для "0"-фазы. Уровень алюминия в обогащенной платиной гамма-фазе меньше, чем этот уровень в "0"-фазе, однако постулируе тся, что дополнительный хром, присутствующий в "0"фазе, будет помогать образованию окиси алюминия. Обогащенная платиной гамма-прим-фаза имеет относительно высокие уровни титана и тантала, но это уравновешивается большей стабильностью обогащенной платиной гамма-прим-фазы, которая, как постулируется, химически связывает титан и тантал и т.д., и не позволяет им влиять на адгезию керамического покрытия, служащего тепловым барьером. Во всех этих случаях существует теория, что платина подавляет образование менее защищающи х окисных пленок либо путем получения окиси алюминия с улучшенными свойствами путем повышения ее активности, либо путем сокращения движения переходных металлов через связующее покрытие с помощью образования прочных соединений, либо путем некоторого химического влияния на элементы переходных металлов. Пример 6. Партия образцов, как показано на фиг. 2, была получена с использованием суперсплава на осно ве никеля марки СМЗХ-4 фирмы CannonMuskegon Corporation, США. Его состав дан в таблице 3 выше. Образцы изделия из суперсплава покрывались распылением слоя платинового сплава толщиной 5 микрон, содержащего гафний. Гафний присутствовал в количестве до приблизительно 0,8 вес.%, предпочтительно до 0,5 вес.%. После этого содержащий гафний слой платины подвергался термообработке при 1100-1200°С, в этом примере 1150°С, в течение до 6 часов, предпочтительно, - в течение 1 часа для диффузии гафния и платины с образованием обогащенных платиной гамма- и гамма-прим-фаз, обе из которых содержат гафний. Содержание гафния в образце было 0,75 вес.%, и это сравнивалось с образцом толщиной платины 5 микрон без гафния и с образцом совсем без платины. Некоторые из этих образцов подвергались стандартному испытанию на адгезионную прочность, в котором определялась прочность связи между керамическим слоем и обогащенным платиной внешним слоем на подложке из суперсплава. Образец, имеющий толщину 5 микрон платины, содержащей гафний, имел критическую нагрузку 25 Нт в обработанном, без старения, состоянии. Образец, имеющий толщину всего 5 микрон платины, имел критическую нагрузку 15 Нт в состоянии "как обработан". Образец без платины, т.е. керамический слой связан непосредственно с окисным слоем на подложке из суперсплава, имел критическую нагрузку 15 Нт в состоянии "как обработан". Затем оставшиеся образцы подвергались процессу старения для имитации срока службы в турбине газотурбинного двигателя. Процессы старения составляли 25 часов при 1100°С, 25 часов при 1150°С и 25 часов при 1170°С и затем определялись сравнительные значения прочности сцепления для разных связующи х покрытий. Образцы с толщиной платины 5 микрон имели критическую нагрузку 0 Нт при старении в течение 25 часов при 1100, 1150 и 1170°С. Образцы с платиной толщиной 5 микрон с гафнием имели критическую нагрузку 5 Нт для старения в течение 25 часов при 1100 и 1150°С, но имели критическую нагрузку 0 Нт для старения в течение 25 часов при 1170°С. Образцы без платины имели критическую нагрузку 0 Нт для старения в течение 25 часов при 1100, 1150 и 1170°С. Эти результаты показаны на фиг. 8. Таким образом, можно видеть, что добавление гафния в платину благоприятно в том смысле, что он увеличивает температурную стойкость покрытия, служащего тепловым барьером. Ясно, что это можно улучшить, используя толщину платины в 7 микрон. Между подложкой из суперсплава и металлом группы платины, либо сверху на металл группы платины можно также нанести слой кобальта или хрома. Дополнительные слои в общем случае имеют толщину до 8 микрон, обычно толщину 58 микрон. Дополнительные слои можно наносить физическим, химическим осаждением из паровой фазы или гальваническим методом. Использование дополнительного слоя кобальта было бы благотворно, т.к. кобальт повышает 13 35620 адгезию окисной пленки на слой, содержащий обогащенные платиной гамма- и гамма-примфазы. Использование дополнительного слоя хрома было полезным, потому что он помогает связи окислов путем повышения активности алюминия, а также улучшает окисление обогащенных платиной гамма и гамма прим фаз. Пример 7. Партия образцов, как показано на фиг. 2, была получена с использованием суперсплава на основе никеля марки CMSX-4 фирмы Cannon-Muskegon Corporation, США. Его состав дан в таблице 3 выше. Некоторые из образцов изделия из суперсплава покрывались платиной толщиной 10 микрон, затем они подвергались термообработке при 1100°С в течение 1 часа, затем покрывались слоем кобальта в 7 микрон и термообрабатывались при 1150°С в течение 1 часа. Затем эти образцы покрывались керамикой методом физического осаждения из паровой фазы электронным пучком. Некоторые из образцов изделия из суперсплава покрывались кобальтом толщиной либо 2,5 микрон, либо 7 микрон, затем подвергались термообработке либо при 1000, либо при 1100°С в течение 1 часа, затем покрывались слоем платины в 10 микрон и подвергались термообработке при 1100 или 1150°С в течение 1 часа. Затем эти образцы покрывались керамикой методом физического осаждения из паровой фазы электронным пучком. Лучшие результаты получались из комбинации толщины кобальта 7 микрон, диффундировавшего при 1000 или 1100°С с толщиной платины 10 микрон, диффундировавшей при 1150°С. Есть теория, что внешний слой связующего покрытия содержит верхний слой обогащенной платиной гамма-фазы или/и кобальто-платиновой фазы, тогда как нижний слой связующего покрытия содержит обогащенные платиной гамма- и гаммаприм-фазы, причем элементы переходных металлов поддерживаются в обогащенных платиной гамма-прим-фазах. Рентгеновский анализ нижнего слоя для определения фаз невозможен из-за глубины этого слоя относительно поверхности. Составы фаз для верхнего и нижнего слоев связующего покрытия для толщины кобальта 7 микрон, диффундировавшего при 1100°С, и толщины платины 10 микрон, диффундировавшей при 1150°С, следующие. Верхний слой имеет первую фазу с составом: 76,9 вес.% Pt, 10,3 вес.% Ni, 7 вес.% Со, 3,4 вес.% Аl, 2,3 вес.% Сr, 0,12 вес.% Ti и 0,03 вес.% Re. Верхний слой имеет вторую фазу с составом: 71,4 вес.% Pt, 13,1 вес.% Ni, 11 вес.% Co, 3,3 вес.% Cr, 1,0 вес.% Аl и 0,09 вес.% Ti. Обогащенная платиной гамма-примфаза нижнего слоя имеет состав: 72,4 вес.% Pt, 12,7 вес.% Ni, 5,1 вес.% Та, 3,9 вес.% Co, 3 вес.% Аl, 1,1 вес.% Cr, 0,9 вес.% Ti, 0,77 вес.% W и 0,07 вес.% Re Обогащенная платиной гамма-фаза нижнего слоя имеет состав: 65 вес.% Pt, 16,7 вес.% Ni, 11,9 вес.% Co, 3,6 вес.% Cr, 1,44 вес.% Аl, 0,5 вес.% Та, 0,45 вес.% W, 0,27 вес.% Ti, 0,15 вес.% Re и 0,07 вес.% Mo. Напротив, слой кобальта толщиной 2,5 микрон, прошедший термообработку при 1100°С, за которым следует слой платины толщиной 10 микрон, прошедший термообработку при 1150°С, по казывает более высокие уровни титана в верхнем слое. При циклическом испытании при 1135°С это покрытие разрушилось после 140 циклов. На фиг. 9 показано испытание слоя кобальта толщиной 7 микрон, прошедшего термообработку при 1100°С и слоя платины толщиной 10 микрон, прошедшего термообработку при 1150°С. Из фиг. 9 очевидно, что эта комбинация слоев кобальта и платины давала связующее покрытие, имеющее лучший циклический срок службы при 1135°С, чем один слой платины, двойной слой платины или связующее покрытие из алюминида платины предыдущих разработок, получаемое гальваническим нанесением платины и алюминированием при 800-950°С. Пример 8. Получалась партия образцов с использованием никелевого суперсплава марки CMSX-4, имеющего состав, представленный в таблице 3. Все образцы изделия из суперсплава покрывались слоем платины толщиной 7 микрон и подвергались термообработке при 1150°С в течение 1 часа. Некоторые из образцов изделия из суперсплава затем покрывались слоем платины толщиной 5 микрон и подвергались термообработке при 900°С в течение 1 часа. Некоторые из образцов изделия из суперсплава покрывались слоем платины толщиной 5 микрон и подвергались термообработке при 1000°С в течение 1 часа. Наконец, некоторые из образцов изделия из суперсплава затем покрывались слоем платины толщиной 5 микрон и подвергались термообработке при 1100°С в течение 1 часа. На все эти образцы изделия из суперсплава осаждалось керамическое покрытие, служащее тепловым барьером, методом физического осаждения из паровой фазы электронным пучком. Задачей при осуществлении этих примеров было получение стабильного нижнего слоя обогащенных платиной гамма-прим-фазы и гаммафазы с первым нанесением платины и ее термообработкой при 1150°С с тем, чтобы поддержать любой титан или другие элементы переходных металлов в этом нижнем слое и получить верхний слой с более низкими уровнями переходных металлов, со вторым нанесением платины и его термообработкой при разных температурах 900, 1000 и 1100°С. Титан и любые другие переходные металлы поддерживались бы в обогащенных платиной гамма-прим- и гамма-фазах, которые более стабильны, чем гамма-прим-фаза в изделии из суперсплава CMSX. Анализ образцов изделия из суперсплава со вторым слоем платины, прошедших термообработку при 900°С, показал, что верхний слой содержал обогащенные платиной гамма-фазы и "0"фазы. "0"-фаза это фаза, изоструктурная с германий-никель-платиной (Ge Ni Pt2), она имеет орторомбическую стр уктур у, искаженную кубическую. Состав германия-никель-платина (Ge Ni Pt2) в атомном процентном отношении - это 50 ат.% Pt, 25 ат.% Ni и 25 ат.% Ge, и это сравнимо с толщиной платины 15 микрон, диффундировавшей при 1150°С с образованием состава "0"-фазы в атомном процентном отношении: 49 ат.% Pt, 26 ат.% Ni, 14 ат.% Аl, 6 ат.% Сr, 5 а т.% Со. Анализ изразцов со вторым слоем платины, 14 35620 прошедшим термообработку при 1000 и 1100°С показывает, что количество титана в верхнем слое увеличивается с повышением температуры термообработки. Фазы, образовавшиеся в верхнем слое, - это обогащенные платиной гамма-прим и "0"-фазы для термообработки при 1000°С и обогащенные платиной гамма- и гамма-прим-фазы для термообработки при 1100°С. Изотермическое испытание образцов из примера 8 и из примера 5 показало, что двойной слой платины с верхним слоем, термообработанным при 900°С, имеет лучшие характеристики, чем один слой платины в примере 5, хотя циклическое испытание показало, что оба они имели приблизительно равное число циклов до разрушения, от 100 до 150 циклов, как показано на фиг. 9. Циклическое испытание покрытий показывает, что покрытия с "0"-фазой в вер хнем слое наверху нижнего слоя, содержащего обогащенные платиной гамма- и гамма-прим-фазы, так же хороши, как и один слой, содержащий обогащенные платиной гамм-а и гамма-прим-фазы. Вначале считалось, что "0"-фаза не будет иметь достаточно алюминия для образования окиси алюминия. Однако "0"-фаза имеет относительно низкое весовое процентное содержание алюминия, но, тем не менее, это относительно высокое атомное процентное содержание алюминия. Рассмотрим состав обогащенной платиной гамма, обогащенной платиной гамма-прим и "0"фаз, полученных диффузией одного слоя платины в атомном процентном составе: Обогащенная платиной гамма-фаза имеет состав: 43-47 ат.% Ni, 22-33 ат.% Pt, 11-13 ат.% Сr, 7-10 ат.% Со, 6-9 ат.% Аl, 0,4-0,8 ат.% Ti и 0,20,6 ат.% Та. Обога щенная платиной гамма-примфаза имеет состав: 37-45 ат.% Ni, 25-34 ат.% Pt, 14-16 ат.% Аl, 4-8 ат.% Сr, 4-5 ат.% Со, 1-2 ат.% Ti и 0,4-2 ат.% Та. "0"-фаза имеет состав: 44-50 ат.% Pt, 25-28 ar.% Ni, 13-17 ат.% Аl, 6-8 ат.% Сr, 45 ат.% Со, 0,3-0,5 ат.% Тi и 0-0,1 ат.% Та. Настоящее изобретение позволяет получать связующее покрытие, имеющее низкие уровни титана или други х переходных металлов или, если элементы переходных металлов присутствуют, то они не могут мигрировать к слою алюминия и керамическому покрытию, служащему тепловым барьером, с образованием стабильных соединений или фаз. Настоящее изобретение создает связующее покрытие, которое замедляет миграцию переходных металлов к керамическому покрытию, служащему тепловым барьером, и окисному слою, оно не является непрерывным слоем, который блокирует миграцию переходных металлов. Поэтому связующее покрытие не полностью эффективно в предотвращении миграции элементов переходных металлов к керамическому покрытию, служащему тепловым барьером, и окисному слою. Тем не менее, окисел, образованный на связующем покрытии, это очень чистая окись алюминия, имеющая очень мало или совсем не имеющая вредных окислов переходных металлов, таких, как рутил (Ti02) или (Ti, Ta)O2. В случае одного тонкого слоя платины или высокой температуры термообработки для одного слоя платины, который диффундирует в изделие из суперсплава, получающийся один внешний слой содержит обогащенные платиной гамма- и гамма-прим-фазы. В случае одного толстого слоя платины или низкой температуры термообработки для одного тонкого слоя платины, который диффундирует в изделие из суперсплава, получающийся внешний слой содержит верхний слой из обогащенной платиной гамма- и обогащенной платиной гамма-прим, или "0"-фазы на нижнем слое, который содержит обогащенные платиной гаммаи гамма-прим-фазы. В случае двух слоев платины, которые диффундируют в изделие из суперсплава, получающийся внешний слой содержит верхний слой, содержащий комбинацию двух или большего числа обогащенной платиной гамма-, обогащенной платиной гамма-прим или "0"-фаз на нижнем слое, содержащем обогащенные платиной гамма- и гамма-прим-фазы. В случае комбинации слоев кобальта и платины, которые диффундируют в изделие из суперсплава, получающийся внешний слой содержит верхний слой, содержащий либо комбинацию обогащенной платиной гамма- и кобальт-платина фаз, либо обогащенную платиной гамма-прим в обогащенной платиной гамма-фазе или кобальт-платина фазу на нижнем слое, который содержит обогащенные платиной гамма- и гамма-прим-фазы. Термообработка может проводиться либо в жестких вакуумных условия х при давлении в диапазоне 10-4-10-5 Торр, либо при парциальном давлении аргона, например, при 10-2 Торр. Из измерений кристаллической структуры обогащенной платиной гамма-, обогащенной платиной гамма-прим и "0"-фазы было обнаружено, что объем восьми обогащенных платиной гаммакристаллических кубов составляет 403 А03, что объем восьми обогащенных платиной гамма-прим кристаллических кубов составляет 414 А03 и что объем одного кристаллического куба "0"-фазы составляет 425 А03. Таким образом, можно видеть, что имеется только около 5% изменения объема при переходе от "0"-фазы к обогащенной платиной гамма-фазе. Имеется только около 2,5% изменения объема при переходе от обогащенной платиной гамма-прим-фазы к обогащенной платиной гамма-фазе. Эти малые изменения не увеличивают вероятность получения плохой адгезии связующего покрытия. Основной фактор получения преимуществ этого изобретения состоит в том, что диапазон термообработки позволяет получать полную диффузию между металлом группы платины и подложкой из суперсплава с образованием обогащенных платиной гамма- и гамма-прим-фаз. Эти фазы очень схожи по составу и любые изменения фазы между ними не нарушает лежащее выше керамическое покрытие, служащее тепловым барьером, т.к. любые изменения фазы при работе не приводят к большим изменениям объема по сравнению с предыдущими разработками, в которых нет диффузии или она частична. Тогда, как в описанных выше примерах на изделие из суперсплава наносилась только платина и она подвергалась термообработке для диффузии во внешний слой изделия из суперсплава, можно использовать и другие металлы группы 15 35620 платины, такие, как палладий или родий. Нет оснований предполагать, что это изобретение нельзя также успешно применять в отношении суперсплавов на основе кобальта. Еще одно преимущество этого изобретения заключается в том, что термообработка выше 1100°С повышает выход качественно покрытых изделий из суперсплава, по сравнению с изделиями, прошедшими термообработку при 1000°С. Если применять это изобретение к лопаткам турбины или к лопастям турбины, точное значение толщины керамического слоя будет определяться экспериментально или/и расчетно и будет зависеть от температуры и корродирующи х ве ществ, которые воздействуют на компоненты во время работы. Например, керамический слой будет иметь толщину до 300 микрон (300х10-6 м). Фиг. 1 Фиг. 2 Фиг. 3 16 35620 (°С) Температура старения Ноль Пример 1 Ноль Ноль Пример 2 Ноль Пример 3 Фиг. 4 Фиг. 5 17 Пример 4 35620 (°С) Температура старения Ноль Термообработка 1000°С, Pt 7 мкм Ноль Термообработка 1100°С, Pt 7 мкм Ноль Термообработка 1150°С, Pt 7 мкм Ноль Термообработка 1190°С, Pt 7 мкм Фиг. 6 (°С) Температура cтарения Ноль Pt, 3 мкм Териообработка 1150°С Ноль Pt, 7 мкм Термообработка 1150°С Фиг. 7 18 Ноль Pt, 12,5 мкм Термообработка 1150°С Ноль Pt, 17,5 мкм Термообработка 1150°С 35620 (°С) Температура сгорания Ноль Ноль Тонкий слой Pt / СМ Х-4 Ноль Фіг. 8 Св язующее покрытие Алюминироание Pt при низкой температуре Pt, 7 мкм 7 мкм Со + 10 мкм Pt Фиг. 9 19 7 мкм Pt + 5 мкм Pt 35620 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 20
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for application of multilayer coating serving as heat barrier on the surface of superalloy, and multilayer coating obtained with this method (variants)
Автори англійськоюRickerby David Stafford, Bell Stanley Russel, Wing Rodney Georges
Назва патенту російськоюСпособ нанесения многослойного покрытия, которое служит тепловым барьером, на изделие из суперсплава и многослойное покрытие, полученное этим способом (варианты)
Автори російськоюРикерби Дэвид Стаффорд, Белл Стенли Рассел, Уинг Родни Джордж
МПК / Мітки
МПК: C23C 10/00, C23C 28/00, C23C 14/08, C23C 10/60
Мітки: виріб, цим, нанесення, служить, покриття, бар'єром, багатошарове, багатошарового, варіанти, способом, одержане, суперсплаву, спосіб, тепловим
Код посилання
<a href="https://ua.patents.su/20-35620-sposib-nanesennya-bagatosharovogo-pokrittya-shho-sluzhit-teplovim-barehrom-na-virib-iz-supersplavu-i-bagatosharove-pokrittya-oderzhane-cim-sposobom-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення багатошарового покриття, що служить тепловим бар’єром, на виріб із суперсплаву і багатошарове покриття, одержане цим способом (варіанти)</a>
Спосіб з’єднання багатошарового покриття
Номер патенту: 7336
Опубліковано: 29.09.1995
Автор: Мамон Валерій Григорович
МПК: E04C 5/01
Мітки: багатошарового, покриття, спосіб, з'єднання
Формула / Реферат:
I. Способ соединения многослойного покрытия, преимущественно рубероидного на основе черного вяжущего, путем его подплавлеиия с последующим прижимом слоев друг к другу прокаткой, отличающийся тем, что перед подплавлением черного вяжущего на его поверхность наносят слой технического масла вязкостью не менее (0,1-0,52)х10-4м2/c.2. Способ по п. 1, отличающийся тем, что в качестве технического масла используют отработанные масла...
Спосіб нанесення зносостійкого покриття на робочі поверхні пар тертя
Номер патенту: 10006
Опубліковано: 30.09.1996
Автори: Гребень Андрій Маркович, Плужник Юрій Федорович, Грискіна Наталія Юхимівна, Аспідов Віктор Іванович, Грискін Юхим Наумович
МПК: B22F 7/04
Мітки: зносостійкого, спосіб, нанесення, робочі, тертя, поверхні, пар, покриття
Формула / Реферат:
(57) Способ нанесения износостойкого покрытия на рабочие поверхности пар трения, включающий засыпку в кольцевую канавку, покрытую слоем меди, порошка релита, прессование его, засыпку цементирующего порошка на слой релита, повторное прессование и пропитку в процессе спекания в нейтральной атмосфере, отличающийся тем, что в качестве цементирующего материала берут порошок наплавочного твердого никелевого сплава, перед повторным прессованием на...
Спосіб одержання багатошарового каркасного покриття на поверхні виробу
Номер патенту: 33254
Опубліковано: 15.02.2001
Автори: Олексюк Олег Володимирович, Алєксєєв Віктор Іванович, Ковбасенко Віктор Васильович, Алексеєнко Олексій Вікторович, Веселов Борис Олексійович
МПК: F16C 33/04, C23C 10/00, C23C 4/06
Мітки: багатошарового, спосіб, поверхні, одержання, каркасного, виробу, покриття
Текст:
...-'l _'\.'jJ ,J. тт—.ТРІ ЇЛ ^ птіія штяіи%г ттгчтіі глгча ТЗ _Г*1 А Л J H_ 'J. J. 1 *1 »ді тгиплп аиіііігілтлтп'їпіпт. ^ TTr SH iT \Л ^ ^ ъугг \г \р, \ЛГ\ ТГГ\тр1Я\А ТТІ ТТ Ті ї-"-. rt if-^Tl T T CiT J^r Д А ' —» с li J.,t l A W '4\. 'l ft li ' гЬт-^оуттї егтп Йї nm j dr iVt nn і l l ji j W { . ' J V i i l U 4-цП-1V it Ч ЇЛІІ^ЧЛ ] - A зернистістю 2-3 мм. Бри тиску повітря gsr0.4 мпа та його витраті 0^=5 м/год. На ...
Антикорозійне покриття сталевих труб та спосіб його нанесення

Номер патенту: 20896
Опубліковано: 07.10.1997
Автори: Волошкін Анатолій Федорович, Величко Олександр Олексійович, Прудкай Петро Андрійович, Танічев Олексій Григорович, Сковпень Тетяна Петрівна, Шило Володимир Іванович, Дерментлі Федір Семенович
МПК: F16L 58/02
Мітки: нанесення, антикорозійне, спосіб, труб, сталевих, покриття
Формула / Реферат:
1. Антикоррозионное покрытие стальных труб, содержащее эпоксидный праймер, связанный с трубой и выдавливаемую ленту из термостабилизировэнного полиэтилена, закрепленную на праймере с помощью клеящего состава на основе сополимера этилена ивинилацетата,отличающееся тем, что в качестве праймера используют порошковую композицию, содержащую твердую эпоксидиановую смолу с массовой долей эпоксидных групп 3,8-5,8 и температурой размягчения 82-104° С,...
Спосіб нанесення мідного покриття на діелектричний підшарок
Номер патенту: 14553
Опубліковано: 20.01.1997
Автор: Александрук Валерій Євгенович
МПК: C03C 17/34
Мітки: діелектричний, нанесення, спосіб, підшарок, покриття, мідного
Формула / Реферат:
Способ нанесения медного покрытия на диэлектрическую подложку, включающий активирование подложки и меднение, отличающийся тем, что вначале технологического процесса на подложку наносят слой оксида цинка толщиной 0,6-0,8 мкм, а активирование проводят в 0,002-0,08 вес. % растворе хлористого палладия.
Попередній патент: Спосіб відкритої розробки потужних покладів корисних копалин
Наступний патент: Багатошарове покриття, яке служить тепловим бар’єром, для виробу із суперсплаву і спосіб його нанесення
Випадковий патент: Спосіб лікування викривлення носової перегородки