Композитний обертовий інструмент , спосіб формування та спосіб виготовлення обертового інструмента
Номер патенту: 95912
Опубліковано: 26.09.2011
Автори: Уейголд Джеффрі Л., Свеаренгін Біллі Д., Мірчандані Пракаш К., Уоллер Майкл Е.


Формула / Реферат
1. Композитний обертовий інструмент, який включає:
щонайменше один охолоджувальний канал, подовжньо розташований у внутрішній частині обертового інструмента, при цьому інструмент містить щонайменше одну зовнішню ділянку і коаксіально розташовану внутрішню ділянку, при цьому зовнішня ділянка містить перший цементований карбідний матеріал, що включає від більше ніж 0 до менше ніж 5 мас. % кубічних карбідів, внутрішня ділянка містить другий цементований карбідний матеріал, і перший цементований карбідний матеріал відрізняється від другого цементованого карбідного матеріалу щонайменше однією характеристикою.
2. Композитний обертовий інструмент за п. 1, де перший цементований карбідний матеріал і другий цементований карбідний матеріал окремо містять зв'язувальну речовину та тверді частинки у зв'язувальній речовині, тверді частинки незалежно містять щонайменше один із карбіду, і зв'язувальна речовина містить щонайменше один матеріал, вибраний із групи, яка складається з кобальту, нікелю, залізного кобальтового сплаву, нікелевого сплаву та залізного сплаву.
3. Композитний обертовий інструмент за п. 1, де характеристика є щонайменше однією характеристикою, вибраною з групи, що складається з модуля пружності, твердості, зносостійкості, в'язкості руйнування, міцності на розрив, корозійної стійкості, коефіцієнта теплового розширення і коефіцієнта теплопровідності.
4. Композитний обертовий інструмент за п. 1, де перший цементований карбідний матеріал і другий цементований карбідний матеріал окремо містять зв'язувальну речовину та карбід металу у зв'язувальній речовині.
5. Композитний обертовий інструмент за п. 4, де метал у карбіді металу першого цементованого карбідного матеріалу і метал у карбіді металу другого цементованого карбідного матеріалу є окремо вибраними з групи, що складається з елементів групи IVB, групи VB і групи VIB.
6. Композитний обертовий інструмент за п. 4, де зовнішня ділянка є автогенно з'єднаною з центральною ділянкою за допомогою основи зв'язувальних речовин.
7. Композитний обертовий інструмент за п. 4, де зв'язувальна речовина першого цементованого карбідного матеріалу і зв'язувальна речовина другого цементованого карбідного матеріалу, кожна окремо, містять матеріал, вибраний з групи, що складається з кобальту, сплаву кобальту, нікелю, сплаву нікелю, заліза і сплаву заліза.
8. Композитний обертовий інструмент за п. 4, де зв'язувальна речовина першого цементованого карбідного матеріалу і зв'язувальна речовина другого цементованого карбідного матеріалу відрізняються за хімічним складом.
9. Композитний обертовий інструмент за п. 4, де відсоток за масою зв'язувальної речовини першого цементованого карбідного матеріалу відрізняється від відсотка за масою зв'язувальної речовини другого цементованого карбідного матеріалу.
10. Композитний обертовий інструмент за п. 4, де карбід металу першого цементованого карбідного матеріалу відрізняється від карбіду металу другого цементованого карбідного матеріалу щонайменше за одним із хімічного складу і середнього розміру зерна.
11. Композитний обертовий інструмент за п. 4, де перший цементований карбідний матеріал і другий цементований карбідний матеріал окремо містять від 2 до 40 % за масою зв'язувальної речовини і від 60 до 98 % за масою карбіду металу.
12. Композитний обертовий інструмент за п. 11, де один із першого цементованого карбідного матеріалу і другого цементованого карбідного матеріалу включає на 1-10 % за масою більше зв'язувальної речовини, ніж інший з першого композиційного матеріалу і другого композиційного матеріалу.
13. Композитний обертовий інструмент за п. 1, де композитний обертовий інструмент є одним з обертового інструмента, заготовки обертового інструмента, дриля, кінцевої фрези, мітчика, стрижня і штанги.
14. Композитний обертовий інструмент за п. 1, де модуль пружності першого цементованого карбідного матеріалу в межах зовнішньої ділянки відрізняється від модуля пружності другого цементованого карбідного матеріалу в межах центральної ділянки.
15. Композитний обертовий інструмент за п. 1, де щонайменше одне з твердості і зносостійкості першого цементованого карбідного матеріалу в межах зовнішньої ділянки відрізняється від другого цементованого карбідного матеріалу в межах центральної ділянки.
16. Композитний обертовий інструмент за п. 1, що містить два охолоджувальні канали.
17. Композитний обертовий інструмент за п. 1, де щонайменше один охолоджувальний канал є в основному прямим.
18. Композитний обертовий інструмент за п. 1, де щонайменше один охолоджувальний канал є в основному спіралеподібної форми.
19. Композитний обертовий інструмент за п. 18, що містить два охолоджувальні канали.
20. Композитний обертовий інструмент за п. 1, де щонайменше один із першого цементованого карбіду і другого цементованого карбіду містить частинки карбіду вольфраму, що мають середній розмір зерна від 0,3 до 10 мкм.
21. Композитний обертовий інструмент за п. 1, де один із першого цементованого карбіду і другого цементованого карбіду містить частинки карбіду вольфраму, що мають середній розмір зерна від 0,5 до 10 мкм, а інший із першого цементованого карбіду і другого цементованого карбіду містить частинки карбіду вольфраму, що мають середній розмір зерна від 0,3 до 1,5 мкм.
22. Композитний обертовий інструмент за п. 5, де один із першого цементованого карбіду і другого цементованого карбіду включає на 1-10 % за масою більше зазначеної зв'язувальної речовини, ніж інший із першого цементованого карбіду і другого цементованого карбіду.
23. Композитний обертовий інструмент за п. 1, де модуль пружності першого цементованого карбідного матеріалу в межах зовнішньої ділянки становить від 90×106 до 95×106 фунтів/квадратний дюйм (від 62×1010 до 65×1010 Па), і модуль пружності другого цементованого карбідного матеріалу в межах центральної ділянки становить від 69×106 до 92×106 фунтів/квадратний дюйм (від 47×1010 до 63×1010Па).
24. Композитний обертовий інструмент за п. 1, де перший цементований карбідний матеріал містить від 6 до 15 % за масою сплаву кобальту, і другий цементований карбідний матеріал містить від 10 до 15 % за масою сплаву кобальту.
25. Спосіб формування обертового інструмента, що включає спільну екструзію щонайменше двох різних сортів цементованого карбіду для формування неспеченого пресування, в якому два різні сорти твердого сплаву розташовані коаксіально.
26. Спосіб формування обертового інструмента за п. 25, де спільну екструзію щонайменше двох різних сортів цементованого карбіду здійснюють крізь матрицю.
27. Спосіб за п. 26, де матриця містить засоби для створення внутрішніх каналів у неспеченому пресуванні.
28. Спосіб за п. 26, де матриця містить щонайменше один дріт.
29. Спосіб за п. 28, де щонайменше один дріт формує внутрішній канал всередині неспеченого пресування.
30. Спосіб за п. 28, де матриця містить щонайменше два дроти.
31. Спосіб за п. 30, де матриця містить три дроти.
32. Спосіб за п. 28, де щонайменше один дріт є гнучким дротом.
33. Спосіб за п. 32, де гнучкий дріт містить щонайменше одне з нейлону, металевого дроту з полімерним покриттям, поліетилену, поліетилену високої щільності, поліефіру, полівінілхлориду, поліпропілену, араміду, кевлару, поліефірефіркетону, бавовни, тваринного кетгуту, конопель і джуту.
34. Спосіб за п. 28, де дріт є негнучким.
35. Спосіб за п. 34, де дріт містить метал.
36. Спосіб за п. 25, що додатково включає завантаження дозувальної камери щонайменше двома сортами цементованого карбіду.
37. Спосіб за п. 36, де щонайменше один сорт цементованого карбіду є в екструдованій формі.
38. Спосіб за п. 37, де екструдована форма є щонайменше однією з стрижня, штанги і трубки.
39. Спосіб за п. 36, де завантаження дозувальної камери включає завантаження щонайменше одного сорту цементованого карбіду у формі стрижня і щонайменше одного цементованого карбіду у формі трубки.
40. Спосіб за п. 37, де щонайменше два сорти цементованого карбіду завантажують у дозувальну камеру в формі трубки.
41. Спосіб за п. 36, що додатково включає екструдування першого сорту цементованого карбіду в формі трубки.
42. Спосіб за п. 41, що додатково включає екструдування другого цементованого карбіду в формі стрижня.
43. Спосіб за п. 42, де цементований карбід у формі стрижня екструдують безпосередньо в дозувальну камеру співекструдера.
44. Спосіб за п. 25, де спільна екструзія щонайменше двох різних сортів цементованого карбіду здійснюється через екструзійну головку з каналами.
45. Спосіб за п. 44, де щонайменше два сорти цементованого карбіду спільно екструдують крізь матрицю, що містить внутрішні спіральні зубці.
46. Спосіб за п. 44, де щонайменше два цементовані карбіди спільно екструдують крізь матрицю, що обертають.
47. Спосіб за п. 26, де неспечене пресування містить принаймні один канал.
48. Спосіб за п. 26, де неспечене пресування містить два спіралеподібні канали.
49. Спосіб виготовлення обертового інструмента, який має композитну структуру, для операцій видалення матеріалу, що включає:
розміщення екструдованого першого цементованого карбідного порошку у екструдованій формі у зовнішній ділянці порожнини прес-форми;
розміщення другого цементованого карбідного порошку у центральної ділянці порожнини, екструдований перший цементований карбідний порошок відрізняється від другого цементованого карбідного порошку;
стискання прес-форми для затвердіння екструдованого першого цементованого карбідного порошку і другого цементованого карбідного порошку з формуванням неспеченого пресування; і
спікання при надлишковому тиску неспеченого пресування.
50. Спосіб за п. 49, що додатково включає видалення матеріалу з неспеченого пресування для забезпечення щонайменше однієї різальної кромки.
51. Спосіб за п. 50, де прес-форма є гумовою прес-формою з сухим резервуаром, і, додатково, де стискання прес-форми включає ізостатичне стискання гумової прес-форми з сухим резервуаром для формування неспеченого пресування.
52. Спосіб за п. 50, де видалення матеріалу з неспеченого пресування включає механічне оброблення пресування для формування щонайменше однієї спіралеподібно орієнтованої виїмки, що визначає щонайменше одну спіралеподібно орієнтовану різальну кромку.
53. Спосіб за п. 49, де екструдований перший цементований карбідний порошок у екструдованій формі містить щонайменше один канал.
54. Спосіб за п. 53, де екструдований перший цементований карбідний порошок у екструдованій формі містить щонайменше два канали.
55. Спосіб за п. 49, де як перший цементований карбідний порошок, так і другий цементований карбідний порошок містять порошкоподібну зв'язувальну речовину і частинки щонайменше одного карбіду елемента, вибраного з групи, що складається з елементів групи IVB, групи VB і групи VIB.
56. Спосіб за п. 55, де зв'язувальні речовини першого цементованого карбідного порошку і другого цементованого карбідного порошку, кожна окремо, містять щонайменше один метал, вибраний з групи, що складається з кобальту, сплаву кобальту, нікелю, сплаву нікелю, заліза і сплаву заліза.
57. Спосіб за п. 49, де перший цементований карбідний порошок і другий цементований карбідний порошок, кожен окремо, містять від 2 до 40 % за масою порошкоподібної зв'язувальної речовини і від 60 до 98 % за масою частинок карбіду.
58. Спосіб за п. 49, де щонайменше один із першого цементованого карбідного порошку і другого цементованого карбідного порошку містить частинки карбіду вольфраму, що мають середній розмір частинок від 0,3 до 10 мкм.
59. Спосіб за п. 49, де спікання при надлишковому тиску пресування включає нагрівання пресування при температурі від 1350 °C до 1500 °C і при тиску 300-2000 фунтів/квадратний дюйм (20×105- 137×105 Па).
60. Спосіб за п. 49, де стискання прес-форми включає ізостатичне стискання прес-форми при тиску від 5000 до 50000 фунтів/квадратний дюйм (345×105 - 3447×105 Па).
61. Спосіб за п. 49, де неспечене пресування, утворене шляхом стискання прес-форми, включає:
зовнішню ділянку, що містить перший цементований карбідний матеріал, одержаний затвердінням першого цементованого карбідного порошку; і
центральну ділянку, що містить другий цементований карбідний матеріал, одержаний затвердінням другого цементованого карбідного порошку, зовнішня ділянка і центральна ділянка відрізняються відносно щонайменше однієї характеристики.
62. Спосіб за п. 61, де характеристика є щонайменше однією, вибраною з групи, що складається з модуля пружності, твердості, зносостійкості, в'язкості руйнування, міцності на розрив, корозійної стійкості, коефіцієнта теплового розширення і коефіцієнта теплопровідності.
Текст
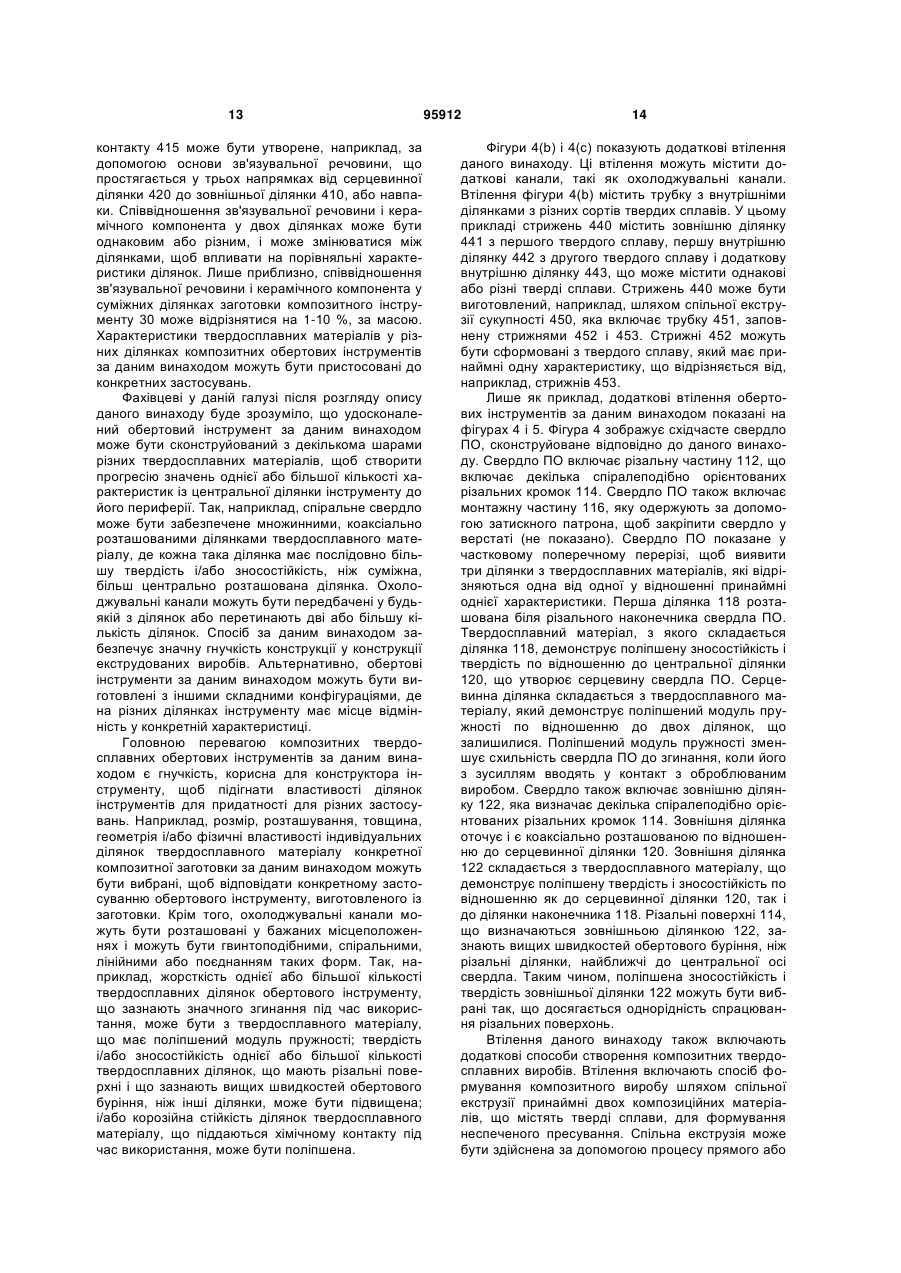
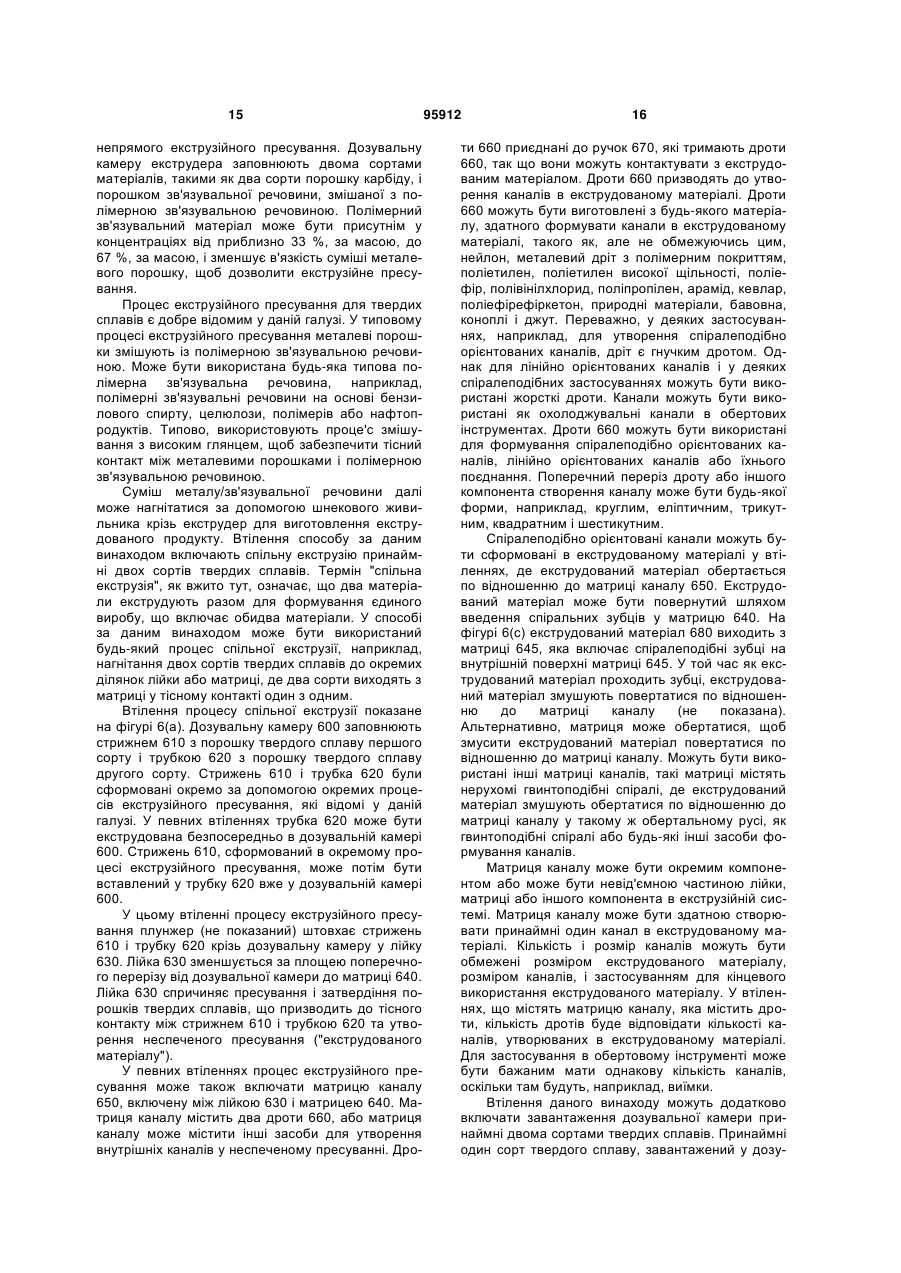
1. Композитний обертовий інструмент, який включає: щонайменше один охолоджувальний канал, подовжньо розташований у внутрішній частині обертового інструмента, при цьому інструмент містить щонайменше одну зовнішню ділянку і коаксіально розташовану внутрішню ділянку, при цьому зовнішня ділянка містить перший цементований карбідний матеріал, що включає від більше ніж 0 до менше ніж 5 мас. % кубічних карбідів, внутрішня ділянка містить другий цементований карбідний матеріал, і перший цементований карбідний матеріал відрізняється від другого цементованого карбідного матеріалу щонайменше однією характеристикою. 2. Композитний обертовий інструмент за п. 1, де перший цементований карбідний матеріал і другий цементований карбідний матеріал окремо містять зв'язувальну речовину та тверді частинки у зв'язувальній речовині, тверді частинки незалежно містять щонайменше один із карбіду, і зв'язувальна речовина містить щонайменше один матеріал, вибраний із групи, яка складається з кобальту, нікелю, залізного кобальтового сплаву, нікелевого сплаву та залізного сплаву. 3. Композитний обертовий інструмент за п. 1, де характеристика є щонайменше однією характери 2 (19) 1 3 від 2 до 40 % за масою зв'язувальної речовини і від 60 до 98 % за масою карбіду металу. 12. Композитний обертовий інструмент за п. 11, де один із першого цементованого карбідного матеріалу і другого цементованого карбідного матеріалу включає на 1-10 % за масою більше зв'язувальної речовини, ніж інший з першого композиційного матеріалу і другого композиційного матеріалу. 13. Композитний обертовий інструмент за п. 1, де композитний обертовий інструмент є одним з обертового інструмента, заготовки обертового інструмента, дриля, кінцевої фрези, мітчика, стрижня і штанги. 14. Композитний обертовий інструмент за п. 1, де модуль пружності першого цементованого карбідного матеріалу в межах зовнішньої ділянки відрізняється від модуля пружності другого цементованого карбідного матеріалу в межах центральної ділянки. 15. Композитний обертовий інструмент за п. 1, де щонайменше одне з твердості і зносостійкості першого цементованого карбідного матеріалу в межах зовнішньої ділянки відрізняється від другого цементованого карбідного матеріалу в межах центральної ділянки. 16. Композитний обертовий інструмент за п. 1, що містить два охолоджувальні канали. 17. Композитний обертовий інструмент за п. 1, де щонайменше один охолоджувальний канал є в основному прямим. 18. Композитний обертовий інструмент за п. 1, де щонайменше один охолоджувальний канал є в основному спіралеподібної форми. 19. Композитний обертовий інструмент за п. 18, що містить два охолоджувальні канали. 20. Композитний обертовий інструмент за п. 1, де щонайменше один із першого цементованого карбіду і другого цементованого карбіду містить частинки карбіду вольфраму, що мають середній розмір зерна від 0,3 до 10 мкм. 21. Композитний обертовий інструмент за п. 1, де один із першого цементованого карбіду і другого цементованого карбіду містить частинки карбіду вольфраму, що мають середній розмір зерна від 0,5 до 10 мкм, а інший із першого цементованого карбіду і другого цементованого карбіду містить частинки карбіду вольфраму, що мають середній розмір зерна від 0,3 до 1,5 мкм. 22. Композитний обертовий інструмент за п. 5, де один із першого цементованого карбіду і другого цементованого карбіду включає на 1-10 % за масою більше зазначеної зв'язувальної речовини, ніж інший із першого цементованого карбіду і другого цементованого карбіду. 23. Композитний обертовий інструмент за п. 1, де модуль пружності першого цементованого карбідного матеріалу в межах зовнішньої ділянки стано6 6 вить від 90×10 до 95×10 фунтів/квадратний дюйм 10 10 (від 62×10 до 65×10 Па), і модуль пружності другого цементованого карбідного матеріалу в 6 межах центральної ділянки становить від 69×10 6 10 до 92×10 фунтів/квадратний дюйм (від 47×10 до 10 63×10 Па). 24. Композитний обертовий інструмент за п. 1, де перший цементований карбідний матеріал містить 95912 4 від 6 до 15 % за масою сплаву кобальту, і другий цементований карбідний матеріал містить від 10 до 15 % за масою сплаву кобальту. 25. Спосіб формування обертового інструмента, що включає спільну екструзію щонайменше двох різних сортів цементованого карбіду для формування неспеченого пресування, в якому два різні сорти твердого сплаву розташовані коаксіально. 26. Спосіб формування обертового інструмента за п. 25, де спільну екструзію щонайменше двох різних сортів цементованого карбіду здійснюють крізь матрицю. 27. Спосіб за п. 26,де матриця містить засоби для створення внутрішніх каналів у неспеченому пресуванні. 28. Спосіб за п. 26, де матриця містить щонайменше один дріт. 29. Спосіб за п. 28, де щонайменше один дріт формує внутрішній канал всередині неспеченого пресування. 30. Спосіб за п. 28, де матриця містить щонайменше два дроти. 31. Спосіб за п. 30, де матриця містить три дроти. 32. Спосіб за п. 28, де щонайменше один дріт є гнучким дротом. 33. Спосіб за п. 32, де гнучкий дріт містить щонайменше одне з нейлону, металевого дроту з полімерним покриттям, поліетилену, поліетилену високої щільності, поліефіру, полівінілхлориду, поліпропілену, араміду, кевлару, поліефірефіркетону, бавовни, тваринного кетгуту, конопель і джуту. 34. Спосіб за п. 28, де дріт є негнучким. 35. Спосіб за п. 34, де дріт містить метал. 36. Спосіб за п. 25, що додатково включає завантаження дозувальної камери щонайменше двома сортами цементованого карбіду. 37. Спосіб за п. 36, де щонайменше один сорт цементованого карбіду є в екструдованій формі. 38. Спосіб за п. 37, де екструдована форма є щонайменше однією з стрижня, штанги і трубки. 39. Спосіб за п. 36, де завантаження дозувальної камери включає завантаження щонайменше одного сорту цементованого карбіду у формі стрижня і щонайменше одного цементованого карбіду у формі трубки. 40. Спосіб за п. 37, де щонайменше два сорти цементованого карбіду завантажують у дозувальну камеру в формі трубки. 41. Спосіб за п. 36, що додатково включає екструдування першого сорту цементованого карбіду в формі трубки. 42. Спосіб за п. 41, що додатково включає екструдування другого цементованого карбіду в формі стрижня. 43. Спосіб за п. 42, де цементований карбід у формі стрижня екструдують безпосередньо в дозувальну камеру співекструдера. 44. Спосіб за п. 25, де спільна екструзія щонайменше двох різних сортів цементованого карбіду здійснюється через екструзійну головку з каналами. 45. Спосіб за п. 44, де щонайменше два сорти цементованого карбіду спільно екструдують крізь матрицю, що містить внутрішні спіральні зубці. 5 95912 6 46. Спосіб за п. 44, де щонайменше два цементовані карбіди спільно екструдують крізь матрицю, що обертають. 47. Спосіб за п. 26, де неспечене пресування містить принаймні один канал. 48. Спосіб за п. 26, де неспечене пресування містить два спіралеподібні канали. 49. Спосіб виготовлення обертового інструмента, який має композитну структуру, для операцій видалення матеріалу, що включає: розміщення екструдованого першого цементованого карбідного порошку у екструдованій формі у зовнішній ділянці порожнини прес-форми; розміщення другого цементованого карбідного порошку у центральної ділянці порожнини, екструдований перший цементований карбідний порошок відрізняється від другого цементованого карбідного порошку; стискання прес-форми для затвердіння екструдованого першого цементованого карбідного порошку і другого цементованого карбідного порошку з формуванням неспеченого пресування; і спікання при надлишковому тиску неспеченого пресування. 50. Спосіб за п. 49, що додатково включає видалення матеріалу з неспеченого пресування для забезпечення щонайменше однієї різальної кромки. 51. Спосіб за п. 50, де прес-форма є гумовою прес-формою з сухим резервуаром, і, додатково, де стискання прес-форми включає ізостатичне стискання гумової прес-форми з сухим резервуаром для формування неспеченого пресування. 52. Спосіб за п. 50, де видалення матеріалу з неспеченого пресування включає механічне оброблення пресування для формування щонайменше однієї спіралеподібно орієнтованої виїмки, що визначає щонайменше одну спіралеподібно орієнтовану різальну кромку. 53. Спосіб за п. 49, де екструдований перший цементований карбідний порошок у екструдованій формі містить щонайменше один канал. 54. Спосіб за п. 53, де екструдований перший цементований карбідний порошок у екструдованій формі містить щонайменше два канали. 55. Спосіб за п. 49, де як перший цементований карбідний порошок, так і другий цементований карбідний порошок містять порошкоподібну зв'язувальну речовину і частинки щонайменше одного карбіду елемента, вибраного з групи, що складається з елементів групи IVB, групи VB і групи VIB. 56. Спосіб за п. 55, де зв'язувальні речовини першого цементованого карбідного порошку і другого цементованого карбідного порошку, кожна окремо, містять щонайменше один метал, вибраний з групи, що складається з кобальту, сплаву кобальту, нікелю, сплаву нікелю, заліза і сплаву заліза. 57. Спосіб за п. 49, де перший цементований карбідний порошок і другий цементований карбідний порошок, кожен окремо, містять від2 до 40 % за масою порошкоподібної зв'язувальної речовини і від 60 до 98 % за масою частинок карбіду. 58. Спосіб за п. 49, де щонайменше один із першого цементованого карбідного порошку і другого цементованого карбідного порошку містить частинки карбіду вольфраму, що мають середній розмір частинок від 0,3 до 10 мкм. 59. Спосіб за п. 49, де спікання при надлишковому тиску пресування включає нагрівання пресування при температурі від 1350 °C до 1500 °C і при тиску 5 300-2000 фунтів/квадратний дюйм (20×10 5 137×10 Па). 60. Спосіб за п. 49, де стискання прес-форми включає ізостатичне стискання прес-форми при тиску від 5000 до 50000 фунтів/квадратний дюйм 5 5 (345×10 - 3447×10 Па). 61. Спосіб за п. 49, де неспечене пресування, утворене шляхом стискання прес-форми, включає: зовнішню ділянку, що містить перший цементований карбідний матеріал, одержаний затвердінням першого цементованого карбідного порошку; і центральну ділянку, що містить другий цементований карбідний матеріал, одержаний затвердінням другого цементованого карбідного порошку, зовнішня ділянка і центральна ділянка відрізняються відносно щонайменше однієї характеристики. 62. Спосіб за п. 61, де характеристика є щонайменше однією, вибраною з групи, що складається з модуля пружності, твердості, зносостійкості, в'язкості руйнування, міцності на розрив, корозійної стійкості, коефіцієнта теплового розширення і коефіцієнта теплопровідності. Даний винахід в основному спрямований на способи формування виробів, таких як заготовки інструментів, що мають складну конструкцію, включаючи ділянки, що відрізняються за складом і/або мікроструктурою. Даний винахід додатково спрямований на обертові інструменти і заготовки інструментів для обертових інструментів, що мають складну конструкцію і принаймні один охолоджувальний канал. Спосіб за даним винаходом знаходить загальне застосування у виробництві обертових інструментів і може бути застосований, наприклад, у виробництві твердосплавних обертових інструментів, використовуваних у технологічних операціях зняття матеріалу, таких як сверд ління, розширювання, зенкування, циліндричне зенкування і торцеве фрезерування. Твердосплавні обертові інструменти (тобто, інструменти, які приводять у рух, щоб вони оберталися) звичайно застосовують у циклах технологічного оброблення, такого як, наприклад, свердління, розширювання, зенкування, циліндричне зенкування, торцеве фрезерування і нарізання різі. Такі інструменти типово мають тверду монолітну конструкцію. Технологічний процес для таких інструментів може включати затвердіння металургійного порошку (що складається з керамічних частинок і зв'язувального металу) для утворення пресування. Пресування далі спікають для утворення 7 циліндричної заготовки інструменту, що має тверду монолітну конструкцію. Як вжито тут, монолітна конструкція означає, що інструменти складаються з матеріалу, такого як, наприклад, твердосплавний матеріал, що має в основному однакові характеристики при будь-якому робочому об'ємі всередині інструменту. Після спікання заготовку інструменту відповідним чином піддають механічному обробленню для формування різальної кромки та інших деталей конкретної геометрії обертового інструменту. Обертові інструменти включають, наприклад, дрилі, кінцеві фрези, розширювачі і мітчики. Обертові інструменти, що складаються з твердих сплавів, пристосовані до багатьох промислових використань, включаючи різання і формування матеріалів конструкції, таких як метали, дерево і пластик. Твердосплавні інструменти є промислово важливими завдяки поєднанню міцності на розрив, зносостійкості і ударної міцності, що є характеристикою цих матеріалів. Твердосплавні матеріали включають принаймні дві фази: принаймні один твердий керамічний компонент і м'якшу основу металевої зв'язувальної речовини. Твердий керамічний компонент може бути, наприклад, карбідами елементів в межах груп IVB-VIB періодичної системи хімічних елементів. Простим прикладом є карбід вольфраму. Зв'язувальна речовина може бути металом або металевим сплавом, типово, кобальтом, нікелем, залізом або сплавами цих металів. Зв'язувальна речовина "цементує" керамічний компонент всередині основи, зв'язаної у трьох вимірах. Тверді сплави можуть бути виготовлені шляхом затвердіння суміші металургійного порошку з принаймні одного порошкоподібного керамічного компонента і принаймні однієї порошкоподібної зв'язувальної речовини. Фізико-хімічні властивості твердосплавних матеріалів частково залежать від індивідуальних компонентів металургійних порошків, використовуваних для виробництва цього матеріалу. Властивості твердосплавних матеріалів визначаються, наприклад, хімічним складом керамічного компонента, розміром частинок керамічного компонента, хімічним складом зв'язувальної речовини і співвідношенням зв'язувальної речовини і керамічного компонента. Змінюючи компоненти металургійного порошку, можна виготовити обертові інструменти, такі як дрилі і кінцеві фрези, з унікальними властивостями, придатними для конкретних застосувань. Монолітні обертові інструменти можуть додатково містити охолоджувальні канали, що простягаються крізь їхній корпус і хвостовик, щоб дозволити потік охолоджувача, такого як масло або вода, до різальних поверхонь обертового інструменту. Охолоджувач може входити у канал біля хвостовикового кінця і виходити біля наконечника свердла. Охолоджувач охолоджує обертовий інструмент і оброблюваний виріб, та сприяє виштовхуванню уламків і відходів з отвору. Використання охолоджувача під час механічного оброблення передбачає використання вищих швидкостей обертового буріння обертового інструменту і вищих швидкостей подачі, на додаток до подовження терміну служби інструменту. Обертові інструменти з охолоджувальними каналами є особливо прида 95912 8 тними для свердління глибоких отворів у твердих матеріалах. Однак монолітна конструкція обертових інструментів, по суті, обмежує їхні експлуатаційні якості та діапазон застосувань. Як приклад, фігура 1 зображує вигляд збоку та вигляд з торця спірального свердла 10, що має типовий дизайн, використовуваний для створення і доведення отворів у конструкційних матеріалах, таких як деревина, метали і пластмаса. Спіральне свердло 10 включає різальне ребро 11, яке робить початковий надріз в оброблюваному виробі. Різальний наконечник 14 свердла 10 йде за різальним ребром 11 і видаляє більшість матеріалу під час свердління отвору. Зовнішній периметр 16 різального наконечника 14 закінчує отвір. Під час процесу різання швидкості обертового буріння значно змінюються від центру дриля до зовнішнього периметра дриля. Це явище показане на фігурі 2, яка графічно порівнює швидкості обертового буріння біля внутрішнього (D1), зовнішнього (D3) і проміжного (D2) діаметра на різальному наконечнику типового спірального свердла. На фігурі 2(b) зовнішній діаметр (D3) становить 1,00 дюйм (2,54 см), і діаметри D1 та D2 становлять 0,25 і 0,50 дюймів (0,635 і 1,27 см), відповідно. Фігура 2(а) показує швидкості обертового буріння при трьох різних діаметрах, коли спіральне свердло працює при 200 обертах/хвилину. Як проілюстровано на фігурах 2(а) і 2(b), швидкості обертового буріння, виміряні у різних точках на різальних кромках обертових інструментів, будуть збільшуватися з відстанню від осі обертання інструментів. Внаслідок цих змін у швидкості обертового буріння, дрилі та інші обертові інструменти, що мають монолітну конструкцію, не зазнаватимуть рівномірного спрацювання і/або сколювання та розтріскування різальних кромок інструменту у різних точках, що розташовані від центру до зовнішнього ребра різальної поверхні інструменту. До того ж, у свердлінні поверхнево-зміцнених матеріалів різальне ребро типово використовують для проходження крізь зміцнену поверхню, у той час як хвостова частина корпусу дриля видаляє матеріал із більш м'якої внутрішньої частини поверхневозміцненого матеріалу. Отже, різальне ребро традиційних дрилів монолітної конструкції, використовуваних у такому застосуванні, буде зношуватися з набагато вищою швидкістю, ніж частина різальної кромки, що залишилася, призводячи до відносно короткого терміну служби для таких дрилів. В обох випадках, внаслідок монолітної конструкції традиційних твердосплавних дрилів необхідним є часте переточування різальної кромки, що таким чином накладає суттєве обмеження на термін служби леза. Часте переточування і зміни інструменту також призводять до надмірного часу простою для верстата, який використовують. Тому були використані композитні вироби, наприклад, композитні обертові інструменти, такі як ті інструменти, що описані у патенті США № 6 511 265, який включений сюди за допомогою посилання у своїй повноті. Якщо вони сконструйовані належним чином, композитні обертові інструменти можуть мати збільшений термін служби інструмен 9 ту у порівнянні з обертовими інструментами, що мають більш монолітну конструкцію. Незважаючи на це, існує потреба у дрилях та інших обертових інструментах, які мають різні характеристики у різних ділянках інструменту і містятьохолоджувальні канали. Як приклад, існує потреба у твердосплавних дрилях та інших обертових інструментах, що зазнаватимуть в основному рівномірного спрацювання, незалежно від положення на передній поверхні різального інструменту по відношенню до осі обертання інструменту, і дозволятимуть охолодження біля різальних поверхонь. Існує потреба у композитному обертовому інструменті, що має охолоджувальні канали, так що композитні обертові інструменти можуть мати такі ж переваги, як монолітні обертові інструменти. Також існує потреба в універсальному способі виробництва композитних обертових інструментів і композитних обертових інструментів, що містять охолоджувальні канали. Втілення даного винаходу включають композитні вироби, що містять принаймні першу ділянку і другу ділянку. Перша ділянка може містити перший композиційний матеріал, де перша ділянка містить менше ніж 5 %, за масою, кубічних карбідів, і друга ділянка може містити другий композиційний матеріал, де другий композиційний матеріал відрізняється від першого композиційного матеріалу принаймні за однією характеристикою. Композитний виріб може додатково містити принаймні один охолоджувальний канал. У деяких втіленнях перший і другий композиційний матеріал можуть окремо містити тверді частинки у зв'язувальній речовині, де ці тверді частинки незалежно містять принаймні один із карбіду, нітриду, бориду, силіциду, оксиду та їхніх твердих розчинів, і зв'язувальна речовина містить принаймні один метал, вибраний із кобальту, нікелю, заліза та їхніх сплавів. У конкретних втіленнях, перший композиційний матеріал і другий композиційний матеріал можуть окремо містити карбіди металу у зв'язувальній речовині. Характеристика може бути принаймні однією характеристикою, вибраною з групи, що складається з модуля пружності, твердості, зносостійкості, в'язкості руйнування, міцності на розрив, корозійної стійкості, коефіцієнта теплового розширення і коефіцієнта теплопровідності. Композитний виріб може бути, наприклад, одним із обертового інструменту, заготовки обертового інструменту, дриля, кінцевої фрези, мітчика, стрижня і штанги. У деяких втіленнях композитний виріб може додатково містити два або більшу кількість охолоджувальних каналів, і охолоджувальні канали можуть бути в основному прямими або в основному спіралеподібної форми. Втілення даного винаходу додатково включають спосіб формування виробу, що включає спільну екструзію принаймні двох композиційних матеріалів, які містять карбіди металу, для формування неспеченого пресування. Композиційні матеріали можуть бути такими, як описані вище. Спільна екструзія принаймні двох композиційних матеріалів може бути здійснена крізь матрицю і, у певних втіленнях, матриця може містити засоби для ство 95912 10 рення внутрішніх каналів у неспеченому пресуванні. Матриця може містити принаймні один дріт для формування внутрішнього каналу всередині неспеченого пресування, де цей дріт може бути жорстким або гнучким. Втілення також включають спосіб виробництва обертового інструменту, що має структуру композиційного матеріалу, який включає розміщення екструдованого першого металевого порошку у першій ділянці порожнини прес-форми, розміщення другого металургійного металевого порошку у другій ділянці порожнини, де екструдований перший металевий порошок відрізняється від другого металургійного порошку, і стискання прес-форми для затвердіння екструдованого першого металевого порошку і другого металевого порошку з формуванням неспеченого пресування. Неспечене пресування може бути спечене з формуванням виробу. Матеріал може бути матеріалом, видаленим із неспеченого пресування, щоб забезпечити принаймні одну різальну кромку, до або після спікання. Читач оцінить вищевикладені деталі і переваги даного винаходу, так само як інші, при розгляді нижченаведеного детального опису втілень винаходу. Читач також може осмислити такі додаткові деталі і переваги даного винаходу при використанні винаходу. Особливості і переваги даного винаходу можна краще зрозуміти за допомогою посилання на супроводжуючі креслення, де: фігури 1(а) і 1(b) є, відповідно, виглядом зверху і виглядом з торця традиційного спірального свердла з охолоджувальними каналами; фігура 2(а) є графіком, що показує швидкості обертового буріння при трьох діаметрах Dl, D2 і D3 традиційного спірального свердла, показаних на фігурі 2(b); фігури 3 (а) і (b) включають поперечний переріз (фігура 3 (а)) і поздовжній переріз (фігура 3(b)) стрижнів, виготовлених за допомогою втілень способу за даним винаходом, що містять внутрішню частину з поміщеного у центрі карбіду сорту В і оболонку з твердого сплаву сорту А; фігури 4(a)-(d) є зображеннями поперечних перерізів втілень композитного твердого сплаву; фігури 5 (a)-(d) є втіленнями заготовок, що показують приклади різних конфігурацій охолоджувальних каналів, таких як прямий одиничний охолоджувальний канал (фігура 5(а)); два прямі канали (фігура 5(b)); два гвинтоподібні або спіральні канали (фігура 5(с)); і три гвинтоподібні або спіральні канали (фігура 5(d)); фігура 6(а) є зображенням апарату для видавлювання біметалевого профілю, який використовують у спільній екструзії трубки сорту А і стрижня сорту В крізь матрицю із внутрішніми спіральними зубцями для виготовлення заготовки з гвинтоподібними або спіральними каналами. фігура 6(b) є зображенням матриці каналу; фігура 6(с) є фотографією співекструдованого композитного твердосплавного стрижня з внутрішніми каналами, що виходять із матриці з спіральними зубцями; 11 фігура 7 є зображенням апарату для ізостатичного пресування з сухим резервуаром, використовуваного у втіленні способу за даним винаходом, включаючи затвердіння твердого сплаву сорту В з екструдованим стрижнем із внутрішніми каналами, виготовленим із твердого сплаву сорту А; фігура 8(а) є фотографією поздовжнього поперечного перерізу комбінованого стрижня з внутрішніми охолоджувальними каналами за даним винаходом, нейлонові дроти на фотографії були вставлені у канали, щоб більш чітко показати їхнє розташування і шлях охолоджувальних каналів; і фігура 8(b) є фотографією поздовжнього поперечного перерізу свердла, виготовленого з композитного твердого сплаву, що має внутрішні охолоджувальні канали. Даний винахід передбачає обертові різальні інструменти, заготовки різальних інструментів, стрижні та інші вироби, що мають складну конструкцію, і спосіб виготовлення таких виробів. Ці вироби можуть додатково містити внутрішні канали, такі як охолоджувальні канали, якщо це бажано. Як вжито тут, обертовий інструмент є інструментом, що має принаймні одну різальну кромку, який приводять у рух, щоб він обертався. Як вжито тут, "складна" конструкція стосується виробу, що має ділянки, які відрізняються за хімічним складом і/або мікроструктурою. Ці відмінності мають результатом ділянки з властивостями, що відрізняються у відношенні принаймні однієї характеристики. Ця характеристика може бути принаймні однією з, наприклад, твердості, міцності на розрив, зносостійкості, в'язкості руйнування, модуля пружності, корозійної стійкості, коефіцієнта теплового розширення і коефіцієнта теплопровідності. Композитні обертові інструменти, які можуть бути сконструйовані відповідно до даного винаходу, включають дрилі і кінцеві фрези, а також інші інструменти, що можуть бути використані, наприклад, у свердлінні, розширюванні, зенкуванні, циліндричному зенкуванні, торцевому фрезеруванні матеріалів і нарізанні різі. Даний винахід більш конкретно передбачає композитний обертовий інструмент, що має принаймні одну різальну кромку, принаймні дві ділянки твердосплавного матеріалу, що відрізняються у відношенні принаймні однієї характеристики, і принаймні один охолоджувальний канал. Характеристики, що відрізняються, можуть бути забезпечені шляхом зміни принаймні одного з хімічного складу і мікроструктури між двома ділянками твердосплавного матеріалу. Хімічний склад ділянки є функцією, наприклад, хімічного складу керамічного компонента і/або зв'язувальної речовини ділянки і співвідношення карбіду до зв'язувальної речовини ділянки. Наприклад, одна з двох ділянок твердосплавного матеріалу обертового інструменту може демонструвати більшу зносостійкість, підвищену твердість і/або більший модуль пружності, ніж інша з двох ділянок. Аспекти даного винаходу можуть бути описані по відношенню до заготовки інструменту 400, показаної на фігурі 4(а) у поперечному перерізі перпендикулярно до осі. Заготовка інструменту 400 95912 12 звичайно є циліндричним спеченим пресуванням із двома коаксіально розташованими твердосплавними ділянками 410, 420 і охолоджувальними каналами 430. Незважаючи на це, для фахівця у даній галузі буде очевидним, що подальше обговорення даного винаходу також може бути пристосоване до виробництва композитних обертових інструментів і заготовок інструментів, що мають більш складну геометрію і/або більше ніж дві ділянки. Таким чином, подальше обговорення призначене не обмежувати винахід, але просто проілюструвати його втілення. У втіленні фігури 4(а) циліндрична заготовка обертового інструменту 400 складається з двох твердосплавних ділянок, що відрізняються, серцевинної ділянки 420 і зовнішньої ділянки 410. Серцевинна ділянка 420 і зовнішня ділянка 410 обидві складаються з твердосплавного матеріалу, що включає керамічні частинки у суцільній основі зв'язувальної речовини. Переважно, твердосплавні матеріали у серцевинній ділянці 420 і у зовнішній ділянці 410 включають керамічний компонент, що складається з карбідів одного або більшої кількості елементів, які належать до груп IVB-VIB періодичної системи хімічних елементів, включаючи менше ніж 5 % кубічних карбідів або, у деяких застосуваннях, менше ніж 3 %, за масою, кубічних карбідів. Втілення даного винаходу можуть містити менше ніж 5 %, за масою, кубічних карбідів, оскільки кубічні карбіди можуть зменшити міцність перпендикулярно міцності на розрив виробу, підвищити собівартість і зменшити в'язкість руйнування. Це є особливо важливим для інструментів, використовуваних для механічного оброблення твердих оброблюваних виробів, де механічне оброблення має результатом зсувну дію, і міцність дриля має бути найбільшою. Керамічний компонент переважно містить від приблизно 60 % до приблизно 98 %, за масою, від загальної маси твердосплавного матеріалу в кожній ділянці. Частинки карбіду впресовані всередину основи зв'язувального матеріалу, що переважно складає від приблизно 2 % до приблизно 40 %, за масою, від загального матеріалу в кожній ділянці. Зв'язувальна речовина переважно є одним або більшою кількістю з Co, Ni, Fe і сплавів цих елементів. Зв'язувальна речовина також може містити, наприклад, такі елементи як W, Сг, Ті, Та, V, Mo, Nb, Zr, Hf і С аж до меж розчинності цих елементів у зв'язувальній речовині. Додатково, зв'язувальна речовина може містити до 5 %, за масою, таких елементів як Cu, Mn, Ag, A1 і Ru. Фахівець у даній галузі усвідомлюватиме, що будь-який або всі компоненти твердосплавного матеріалу можуть бути введені в елементній формі, як сполуки і/або як лігатури. Серцевинна ділянка 420 заготовки інструменту 400 є автогенно з'єднаною із зовнішньою ділянкою 410 біля поверхні контакту 415. Поверхня контакту 440, показана на фігурі 4(а), є циліндричною, але буде зрозуміло, що форми поверхонь контактів ділянок твердосплавного матеріалу композитних обертових інструментів за даним винаходом не обмежуються циліндричними конфігураціями. Автогенне з'єднання між ділянками біля поверхні 13 контакту 415 може бути утворене, наприклад, за допомогою основи зв'язувальної речовини, що простягається у трьох напрямках від серцевинної ділянки 420 до зовнішньої ділянки 410, або навпаки. Співвідношення зв'язувальної речовини і керамічного компонента у двох ділянках може бути однаковим або різним, і може змінюватися між ділянками, щоб впливати на порівняльні характеристики ділянок. Лише приблизно, співвідношення зв'язувальної речовини і керамічного компонента у суміжних ділянках заготовки композитного інструменту 30 може відрізнятися на 1-10 %, за масою. Характеристики твердосплавних матеріалів у різних ділянках композитних обертових інструментів за даним винаходом можуть бути пристосовані до конкретних застосувань. Фахівцеві у даній галузі після розгляду опису даного винаходу буде зрозуміло, що удосконалений обертовий інструмент за даним винаходом може бути сконструйований з декількома шарами різних твердосплавних матеріалів, щоб створити прогресію значень однієї або більшої кількості характеристик із центральної ділянки інструменту до його периферії. Так, наприклад, спіральне свердло може бути забезпечене множинними, коаксіально розташованими ділянками твердосплавного матеріалу, де кожна така ділянка має послідовно більшу твердість і/або зносостійкість, ніж суміжна, більш центрально розташована ділянка. Охолоджувальні канали можуть бути передбачені у будьякій з ділянок або перетинають дві або більшу кількість ділянок. Спосіб за даним винаходом забезпечує значну гнучкість конструкції у конструкції екструдованих виробів. Альтернативно, обертові інструменти за даним винаходом можуть бути виготовлені з іншими складними конфігураціями, де на різних ділянках інструменту має місце відмінність у конкретній характеристиці. Головною перевагою композитних твердосплавних обертових інструментів за даним винаходом є гнучкість, корисна для конструктора інструменту, щоб підігнати властивості ділянок інструментів для придатності для різних застосувань. Наприклад, розмір, розташування, товщина, геометрія і/або фізичні властивості індивідуальних ділянок твердосплавного матеріалу конкретної композитної заготовки за даним винаходом можуть бути вибрані, щоб відповідати конкретному застосуванню обертового інструменту, виготовленого із заготовки. Крім того, охолоджувальні канали можуть бути розташовані у бажаних місцеположеннях і можуть бути гвинтоподібними, спіральними, лінійними або поєднанням таких форм. Так, наприклад, жорсткість однієї або більшої кількості твердосплавних ділянок обертового інструменту, що зазнають значного згинання під час використання, може бути з твердосплавного матеріалу, що має поліпшений модуль пружності; твердість і/або зносостійкість однієї або більшої кількості твердосплавних ділянок, що мають різальні поверхні і що зазнають вищих швидкостей обертового буріння, ніж інші ділянки, може бути підвищена; і/або корозійна стійкість ділянок твердосплавного матеріалу, що піддаються хімічному контакту під час використання, може бути поліпшена. 95912 14 Фігури 4(b) і 4(с) показують додаткові втілення даного винаходу. Ці втілення можуть містити додаткові канали, такі як охолоджувальні канали. Втілення фігури 4(b) містить трубку з внутрішніми ділянками з різних сортів твердих сплавів. У цьому прикладі стрижень 440 містить зовнішню ділянку 441 з першого твердого сплаву, першу внутрішню ділянку 442 з другого твердого сплаву і додаткову внутрішню ділянку 443, що може містити однакові або різні тверді сплави. Стрижень 440 може бути виготовлений, наприклад, шляхом спільної екструзії сукупності 450, яка включає трубку 451, заповнену стрижнями 452 і 453. Стрижні 452 можуть бути сформовані з твердого сплаву, який має принаймні одну характеристику, що відрізняється від, наприклад, стрижнів 453. Лише як приклад, додаткові втілення обертових інструментів за даним винаходом показані на фігурах 4 і 5. Фігура 4 зображує східчасте свердло ПО, сконструйоване відповідно до даного винаходу. Свердло ПО включає різальну частину 112, що включає декілька спіралеподібно орієнтованих різальних кромок 114. Свердло ПО також включає монтажну частину 116, яку одержують за допомогою затискного патрона, щоб закріпити свердло у верстаті (не показано). Свердло ПО показане у частковому поперечному перерізі, щоб виявити три ділянки з твердосплавних матеріалів, які відрізняються одна від одної у відношенні принаймні однієї характеристики. Перша ділянка 118 розташована біля різального наконечника свердла ПО. Твердосплавний матеріал, з якого складається ділянка 118, демонструє поліпшену зносостійкість і твердість по відношенню до центральної ділянки 120, що утворює серцевину свердла ПО. Серцевинна ділянка складається з твердосплавного матеріалу, який демонструє поліпшений модуль пружності по відношенню до двох ділянок, що залишилися. Поліпшений модуль пружності зменшує схильність свердла ПО до згинання, коли його з зусиллям вводять у контакт з оброблюваним виробом. Свердло також включає зовнішню ділянку 122, яка визначає декілька спіралеподібно орієнтованих різальних кромок 114. Зовнішня ділянка оточує і є коаксіально розташованою по відношенню до серцевинної ділянки 120. Зовнішня ділянка 122 складається з твердосплавного матеріалу, що демонструє поліпшену твердість і зносостійкість по відношенню як до серцевинної ділянки 120, так і до ділянки наконечника 118. Різальні поверхні 114, що визначаються зовнішньою ділянкою 122, зазнають вищих швидкостей обертового буріння, ніж різальні ділянки, найближчі до центральної осі свердла. Таким чином, поліпшена зносостійкість і твердість зовнішньої ділянки 122 можуть бути вибрані так, що досягається однорідність спрацювання різальних поверхонь. Втілення даного винаходу також включають додаткові способи створення композитних твердосплавних виробів. Втілення включають спосіб формування композитного виробу шляхом спільної екструзії принаймні двох композиційних матеріалів, що містять тверді сплави, для формування неспеченого пресування. Спільна екструзія може бути здійснена за допомогою процесу прямого або 15 непрямого екструзійного пресування. Дозувальну камеру екструдера заповнюють двома сортами матеріалів, такими як два сорти порошку карбіду, і порошком зв'язувальної речовини, змішаної з полімерною зв'язувальною речовиною. Полімерний зв'язувальний матеріал може бути присутнім у концентраціях від приблизно 33 %, за масою, до 67 %, за масою, і зменшує в'язкість суміші металевого порошку, щоб дозволити екструзійне пресування. Процес екструзійного пресування для твердих сплавів є добре відомим у даній галузі. У типовому процесі екструзійного пресування металеві порошки змішують із полімерною зв'язувальною речовиною. Може бути використана будь-яка типова полімерна зв'язувальна речовина, наприклад, полімерні зв'язувальні речовини на основі бензилового спирту, целюлози, полімерів або нафтопродуктів. Типово, використовують проце'с змішування з високим глянцем, щоб забезпечити тісний контакт між металевими порошками і полімерною зв'язувальною речовиною. Суміш металу/зв'язувальної речовини далі може нагнітатися за допомогою шнекового живильника крізь екструдер для виготовлення екструдованого продукту. Втілення способу за даним винаходом включають спільну екструзію принаймні двох сортів твердих сплавів. Термін "спільна екструзія", як вжито тут, означає, що два матеріали екструдують разом для формування єдиного виробу, що включає обидва матеріали. У способі за даним винаходом може бути використаний будь-який процес спільної екструзії, наприклад, нагнітання двох сортів твердих сплавів до окремих ділянок лійки або матриці, де два сорти виходять з матриці у тісному контакті один з одним. Втілення процесу спільної екструзії показане на фігурі 6(а). Дозувальну камеру 600 заповнюють стрижнем 610 з порошку твердого сплаву першого сорту і трубкою 620 з порошку твердого сплаву другого сорту. Стрижень 610 і трубка 620 були сформовані окремо за допомогою окремих процесів екструзійного пресування, які відомі у даній галузі. У певних втіленнях трубка 620 може бути екструдована безпосередньо в дозувальній камері 600. Стрижень 610, сформований в окремому процесі екструзійного пресування, може потім бути вставлений у трубку 620 вже у дозувальній камері 600. У цьому втіленні процесу екструзійного пресування плунжер (не показаний) штовхає стрижень 610 і трубку 620 крізь дозувальну камеру у лійку 630. Лійка 630 зменшується за площею поперечного перерізу від дозувальної камери до матриці 640. Лійка 630 спричиняє пресування і затвердіння порошків твердих сплавів, що призводить до тісного контакту між стрижнем 610 і трубкою 620 та утворення неспеченого пресування ("екструдованого матеріалу"). У певних втіленнях процес екструзійного пресування може також включати матрицю каналу 650, включену між лійкою 630 і матрицею 640. Матриця каналу містить два дроти 660, або матриця каналу може містити інші засоби для утворення внутрішніх каналів у неспеченому пресуванні. Дро 95912 16 ти 660 приєднані до ручок 670, які тримають дроти 660, так що вони можуть контактувати з екструдованим матеріалом. Дроти 660 призводять до утворення каналів в екструдованому матеріалі. Дроти 660 можуть бути виготовлені з будь-якого матеріалу, здатного формувати канали в екструдованому матеріалі, такого як, але не обмежуючись цим, нейлон, металевий дріт з полімерним покриттям, поліетилен, поліетилен високої щільності, поліефір, полівінілхлорид, поліпропілен, арамід, кевлар, поліефірефіркетон, природні матеріали, бавовна, коноплі і джут. Переважно, у деяких застосуваннях, наприклад, для утворення спіралеподібно орієнтованих каналів, дріт є гнучким дротом. Однак для лінійно орієнтованих каналів і у деяких спіралеподібних застосуваннях можуть бути використані жорсткі дроти. Канали можуть бути використані як охолоджувальні канали в обертових інструментах. Дроти 660 можуть бути використані для формування спіралеподібно орієнтованих каналів, лінійно орієнтованих каналів або їхнього поєднання. Поперечний переріз дроту або іншого компонента створення каналу може бути будь-якої форми, наприклад, круглим, еліптичним, трикутним, квадратним і шестикутним. Спіралеподібно орієнтовані канали можуть бути сформовані в екструдованому матеріалі у втіленнях, де екструдований матеріал обертається по відношенню до матриці каналу 650. Екструдований матеріал може бути повернутий шляхом введення спіральних зубців у матрицю 640. На фігурі 6(с) екструдований матеріал 680 виходить з матриці 645, яка включає спіралеподібні зубці на внутрішній поверхні матриці 645. У той час як екструдований матеріал проходить зубці, екструдований матеріал змушують повертатися по відношенню до матриці каналу (не показана). Альтернативно, матриця може обертатися, щоб змусити екструдований матеріал повертатися по відношенню до матриці каналу. Можуть бути використані інші матриці каналів, такі матриці містять нерухомі гвинтоподібні спіралі, де екструдований матеріал змушують обертатися по відношенню до матриці каналу у такому ж обертальному русі, як гвинтоподібні спіралі або будь-які інші засоби формування каналів. Матриця каналу може бути окремим компонентом або може бути невід'ємною частиною лійки, матриці або іншого компонента в екструзійній системі. Матриця каналу може бути здатною створювати принаймні один канал в екструдованому матеріалі. Кількість і розмір каналів можуть бути обмежені розміром екструдованого матеріалу, розміром каналів, і застосуванням для кінцевого використання екструдованого матеріалу. У втіленнях, що містять матрицю каналу, яка містить дроти, кількість дротів буде відповідати кількості каналів, утворюваних в екструдованому матеріалі. Для застосування в обертовому інструменті може бути бажаним мати однакову кількість каналів, оскільки там будуть, наприклад, виїмки. Втілення даного винаходу можуть додатково включати завантаження дозувальної камери принаймні двома сортами твердих сплавів. Принаймні один сорт твердого сплаву, завантажений у дозу 17 вальну камеру, може бути екструдований у формі або стрижня, трубки, штанги, смужок, прямокутників, профілів шестірні, зіркоподібних форм, або у будь-якій іншій формі, що може бути утворена в процесі екструзійного пресування. У застосуваннях обертового інструменту або валків може бути бажаним, щоб принаймні один із двох сортів твердих сплавів був у формі стрижня, і принаймні один твердий сплав - у формі трубки. В інших застосуваннях дозувальна камера може бути заповнена численними трубками і/або численними стрижнями з різних сортів твердих сплавів. Якщо використовують численні стрижні, екструдований матеріал може бути сформований з конкретними сортами твердих сплавів у конкретних ділянках, або з випадковим чином розподіленими по всьому поперечному перерізі екструдованого матеріалу. Додаткове втілення даного винаходу може включати екструзію сорту твердого сплаву для 95912 18 формування екструдованого неспеченого пресування і стискання екструдованого неспеченого пресування з другим сортом твердого сплаву для формування спресованого неспеченого пресування. Екструдоване неспечене пресування може необов'язково містити внутрішні канали, утворені, наприклад, як описано вище. Реальні приклади застосування вищевикладеного способу для забезпечення композитних обертових інструментів відповідно до даного винаходу наведені. Хоча даний винахід був описаний у зв'язку з певними втіленнями, фахівці у даній галузі при розгляді вищенаведеного опису будуть усвідомлювати, що можна застосувати багато модифікацій і варіантів винаходу. Всі такі варіанти і модифікації даного винаходу призначені бути охопленими вищенаведеним описом і викладеними нижче пунктами формули винаходу. 19 95912 20 21 95912 22 23 95912 24 25 95912 26 27 95912 28 29 95912 30 31 95912 32 33 95912 34 35 95912 36 37 95912 38 39 Комп’ютерна верстка Г. Паяльніков 95912 Підписне 40 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюComposite rotating tool, method for forming and method for producing rotating tool
Автори англійськоюMirchandani, Prakash, K., Waller Michael E., Weigold Jeffrey L., Swearengin Billy D.
Назва патенту російськоюКомпозитный вращающийся инструмент, способ формования и способ изготовления вращающегося инструмента
Автори російськоюМирчандани Пракаш К., Уоллер Майкл Е., Уэйголд Джеффри Л., Свеаренгин Билли Д.
МПК / Мітки
МПК: B23P 15/00, B22F 7/06
Мітки: формування, інструмента, спосіб, інструмент, обертового, обертовий, виготовлення, композитний
Код посилання
<a href="https://ua.patents.su/20-95912-kompozitnijj-obertovijj-instrument-sposib-formuvannya-ta-sposib-vigotovlennya-obertovogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Композитний обертовий інструмент , спосіб формування та спосіб виготовлення обертового інструмента</a>
Спосіб покривання суперабразиву металом (варіанти), спосіб виготовлення абразивного інструмента та абразивний інструмент (варіанти)
Номер патенту: 72623
Опубліковано: 15.03.2005
Автори: Болдоні Дж. Гарі, Шо Дуглас Х., Гіері Ерл Г., мол., Ендрюс Річард М.
МПК: B24D 3/04, C09K 3/14, B24D 3/06
Мітки: варіанти, металом, абразивного, інструмента, інструмент, покривання, виготовлення, абразивний, суперабразиву, спосіб
Формула / Реферат:
1. Спосіб покривання суперабразиву металом, який включає такі операції:- нагрівання до температури вищої за температуру навколишнього середовища в інертній атмосфері суперабразиву й утворюючого покриття порошку, що містить металеву сполуку, котра може бути термічно відновлена суперабразивом;- витримування матеріалу і суперабразиву при температурі вищій за температуру навколишнього середовища протягом часу, достатнього для...
Спосіб виготовлення заготовок різального інструмента
Номер патенту: 69094
Опубліковано: 16.08.2004
Автори: Гогаєв Казбек Олександрович, Сидорчук Олег Миколаєвич, Гогаєва Тамара Казбеківна
МПК: B22F 7/06, B23P 15/30
Мітки: інструмента, спосіб, заготовок, виготовлення, різального
Формула / Реферат:
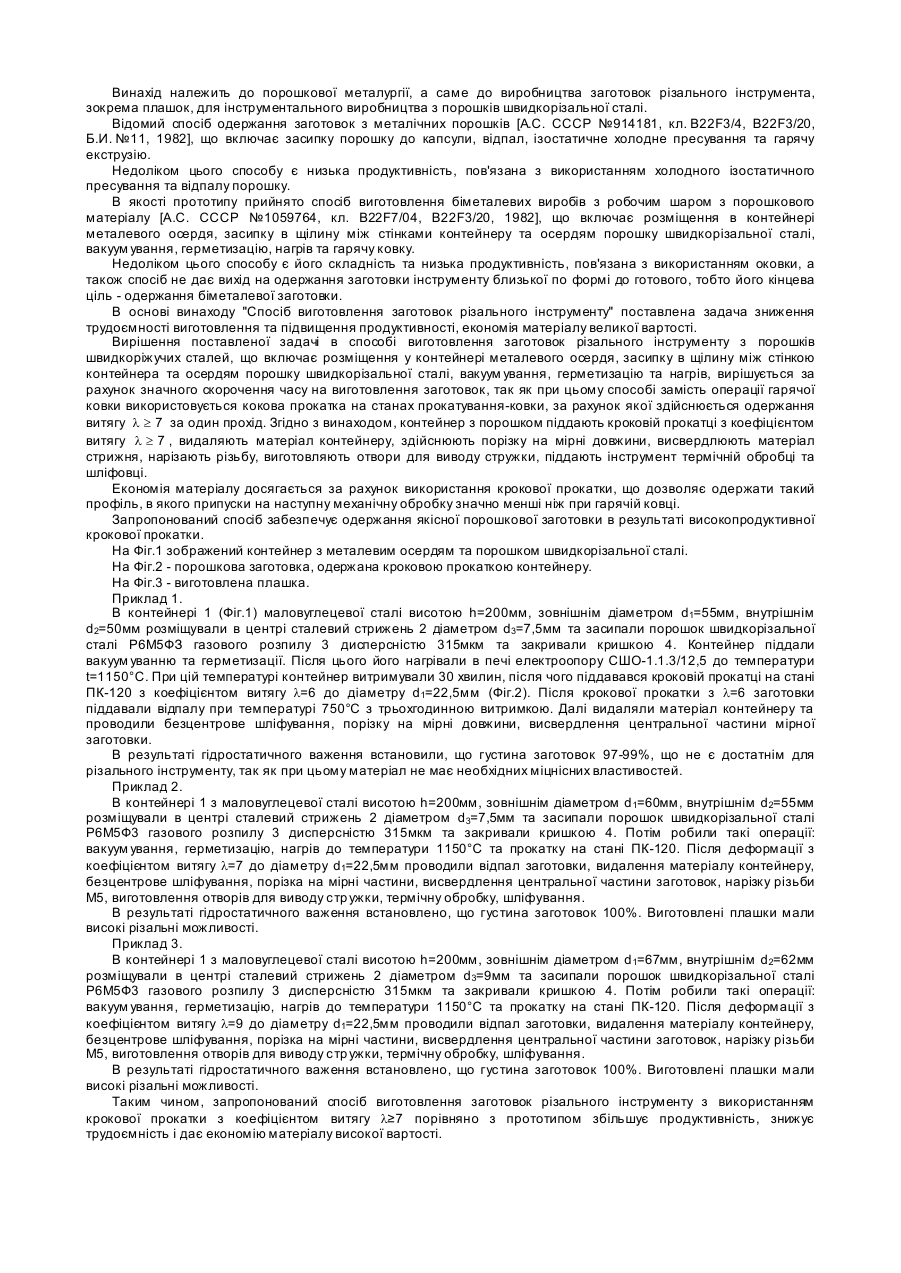
Спосіб виготовлення заготовок різального інструмента з порошків швидкорізальних сталей, що включає розміщення в контейнері металевого осердя, засипку у щілину між стінками контейнера та осердям порошку швидкорізальної сталі, вакуумування, герметизацію та нагрів, який відрізняється тим, що контейнер з порошком піддають кроковій прокатці з коефіцієнтом витягу , механічній та...
Композиція для виготовлення абразивного інструмента та спосіб його одержання
Номер патенту: 6475
Опубліковано: 29.12.1994
Автори: Козак Степан Іванович, Ключківська Марія Степанівна, Никипанчук Михайло Васильович, Срібний Василь Михайлович, Ключківський Юрій Андрійович, Черняк Борис Іванович, Ключківський Андрій Іванович, Багрійчук Василь Олексійович, Кривошня Наталія Степанівна
МПК: B24D 7/00, B24D 5/00, C08J 5/14
Мітки: композиція, виготовлення, одержання, спосіб, абразивного, інструмента
Формула / Реферат:
1. Композиція для виготовлення абразивного інструменту, що містить абразив, органічну зв'язку і наповнювач, яка відрізняється тим, що як органічну зв'язку вона містить карбамідноформальдегідну смолу, а як наповнювач - виносну кам'яновугільну золу такого складу, мас. %: SiO2 45,23-49,10 Аl2О3 27,42-27,74 Fе2O3+FеО 14,87-16,03 СаO ...
Спосіб виготовлення заготовок різального інструмента
Номер патенту: 70145
Опубліковано: 15.09.2004
Автори: Ульшин Віктор Іванович, Гогаєва Тамара Казбеківна, Тихомиров Сергій Володимирович, Сидорчук Олег Миколайович, Гогаєв Казбек Олександрович
МПК: B23P 15/48, B22F 7/06
Мітки: інструмента, заготовок, різального, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення заготовок різального інструмента, що включає розміщення в контейнері металевого сердечника, засипання у щілину між стінками контейнера та сердечником порошку швидкорізальної сталі, який відрізняється тим, що сердечник встановлюють у керамічний контейнер, куди шляхом струминного формування розпилюють газом розплав швидкорізальної сталі та отримують біметалеву заготовку, яку виймають з контейнера для наступного покрокового...
Інструмент для формування каналу в діафізі трубчастої кістки
Номер патенту: 42509
Опубліковано: 10.07.2009
Автор: Климовицький Володимир Гарійович
МПК: A61B 17/17
Мітки: інструмент, трубчастої, діафізі, каналу, формування, кістки
Формула / Реферат:
Інструмент для формування каналу в діафізі трубчастої кістки, що складається з рукоятки та свердла, який відрізняється тим, що він додатково оснащений провідником - напрямлячем.
Попередній патент: Похідні хіноліну як антибактеріальні засоби
Наступний патент: Сполука, придатна як присадка до пального, спосіб її одержання, композиція присадки та пальне
Випадковий патент: Штам дріжджів saccharomyces bayanus "севастопольська 23/8-наталі" імв y-5022 для виробництва ігристих вин резервуарним способом