Термічно ізольований екструзійний фільєрний вузол для підводного гранулювання і подібних застосувань та гранулятор, що містить фільєрний вузол (варіанти)
Формула / Реферат
1. Термічно ізольований екструзійний фільєрний вузол для гранулятора, що включає множину екструзійних каналів, через які технологічний розплав видавлюється, виходячи на різальну поверхню у вигляді стренги, що піддається розрізанню на гранули за допомогою переміщення різального вузла, який містить:
(a) корпус фільєри, на центральній ділянці поверхні виходу якого утворене центрально розташоване заглиблення або порожнина;
(b) щонайменше одне кільце з подовжень екструзійних каналів в згаданому заглибленні, через яке проходять згадані екструзійні канали;
(c) закриваючу пластину, яка виконана з можливістю розміщення над згаданим заглибленням і містить отвори, які сполучаються з згаданими екструзійними каналами, що проходять через неї, щоб утворити згадану різальну поверхню, причому згадана закриваюча пластина прикріплена до згаданого корпусу фільєри над згаданим заглибленням, причому згадана закриваюча пластина і згадане заглиблення утворюють і визначають у згаданому вузлі термічно ізолюючу центрально розташовану повітряну камеру, суміжно до згаданої різальної поверхні і оточує згадані подовження отворів; і
(d) щонайменше одну вентиляційну трубу для повітря, що з'єднує згадану повітряну камеру з оточуючою атмосферою, причому згадана вентиляційна труба врівноважує зміну в температурі і/або тиску в повітряній камері за рахунок розширення або стиснення повітря, які продовжуються в і через вентиляційну трубу.
2. Вузол за п. 1, в якому корпус фільєри являє собою конструкцію у вигляді єдиного цілого, термічне регулювання якої здійснюється за допомогою щонайменше одного з електричного опору, індукції, пари, теплопередавального текучого середовища.
3. Вузол за п. 1, в якому корпус фільєри являє собою конструкцію з двох частин, що включає в себе вставку, що видаляється, і зовнішнє кільце фільєри, термічне регулювання яких здійснюється за допомогою щонайменше одного з електричного опору, індукції, пари, теплопередавального текучого середовища.
4. Вузол за п. 3, в якому термічне регулювання згаданої вставки, що видаляється, і згаданого зовнішнього кільця фільєри здійснюється незалежно за допомогою щонайменше одного з електричного опору, індукції, пари, теплопередавального текучого середовища.
5. Вузол за п. 1, в якому різальна поверхня являє собою виступаючу кільцеву площину, через яку проходить множина екструзійних каналів, і розташовану нижче периферійну площину навколо кожної сторони згаданої виступаючої кільцевої площини, причому виступаюча кільцева площина щонайменше приблизно на 0,025 мм вище, ніж розташована нижче периферійна площина.
6. Гранулятор, який містить фільєрний вузол за п. 1.
7. Гранулятор за п. 6, в якому гранулятор являє собою підводний гранулятор.
8. Вузол за п. 1, в якому згадана різальна поверхня має поверхневу обробку, нанесену на неї, причому поверхнева обробка включає щонайменше одне з азотування, нітроцементації, гальванічного покривання, покривання методом хімічного відновлення, обробки за допомогою хімічного нікелювання, полуменевого напилювання, включаючи високошвидкісні нанесення, термічного напилювання, плазмової обробки, електролітичної плазмової обробки, спікання, порошкового покривання, осадження у вакуумі, хімічного осадження з парової фази, фізичного осадження з парової фази, методів металізації напилюванням і покривання розпиленням.
9. Вузол за п. 1, в якому згадана закриваюча пластина містить розточену частину, яка відповідає формі згаданих подовжень екструзійних каналів, додатково утворюючи термічно ізолюючу повітряну порожнину, причому згадані подовження екструзійних каналів виконані у вигляді виступаючого кругового елемента, утвореного безперервно і як одне ціле з згаданим корпусом фільєри, і окремих канальних виступів, що продовжуються від згаданого виступаючого елемента до згаданої закриваючої пластини, причому згаданий виступаючий круговий елемент виконаний з можливістю спрямовування тепла в згадані канальні виступи, причому згадана розточена частина закриваючої пластини виконана таким чином, що термічно ізолююча повітряна камера повторює контур виступаючого кругового елемента.
10. Вузол за п. 1, в якому закриваюча пластина містить множину кільцеподібних розширювальних канавок на обох поверхнях, розташованих в ступінчастій і почерговій конфігурації.
11. Вузол за п. 1, в якому закриваюча пластина з'єднана за допомогою зварювання з дистальними кінцями згаданих канальних виступів в отворах в згаданій закриваючій кришці.
12. Вузол за п. 9, в якому через канальні виступи проходить множина екструзійних каналів, розташованих у вигляді щонайменше одного з груп, скупчень і масивів.
13. Вузол за п. 9, в якому канальні виступи можуть мати щонайменше одну форму, що включає овальну, круглу, квадратну, трикутну, прямокутну, багатокутну або їх поєднання, можуть бути розташовані концентрично періодично чергуючись, ступінчасто, лінійно або в їх поєднаннях, можуть бути паралельні дузі різальної поверхні або перпендикулярні даній дузі, і можуть мати конфігурацію від ниркоподібної до на зразок коми.
14. Гранулятор, що має термічно ізольований екструзійний фільєрний вузол, що включає множину екструзійних каналів, через які технологічний розплав видавлюється, виходячи на різальну поверхню у вигляді стренги, яка підлягає розрізанню на гранули за допомогою переміщення різального вузла, причому згаданий екструзійний фільєрний вузол містить:
(a) корпус фільєри, на ділянці поверхні виходу якого утворене центрально розташоване заглиблення або порожнина;
(b) закриваючу пластину, розташовану над згаданим заглибленням, причому згадана закриваюча пластина і згадане заглиблення утворюють і визначають термічно ізолюючу повітряну камеру в згаданому вузлі, що прилягає до згаданої різальної поверхні; і
(c) щонайменше одне кільце з подовжень екструзійних каналів, що містить згадані екструзійні канали, через які технологічний розплав переміщається з згаданого корпусу фільєри в отвори в згаданій закриваючій пластині, щоб утворити згадану різальну поверхню, причому згадані подовження екструзійних каналів виконані у вигляді виступаючого кругового елемента, утвореного безперервно і як одне ціле з згаданим корпусом фільєри, і окремих канальних виступів, які продовжуються від згаданого виступаючого елемента і приварені до згаданої закриваючої пластини суміжно з отворами згаданої закриваючої пластини.
15. Гранулятор за п. 14, в якому згадана термічно ізолююча камера сполучається з можливістю збереження рівноваги з атмосферою за межами згаданого фільєрного вузла.
16. Гранулятор за п. 14, в якому зовнішня поверхня згаданої закриваючої пластини, що включає згадану різальну поверхню, піддається щонайменше одній поверхневій обробці для забезпечення хімічної стійкості, корозійностійкості, стійкості до стирання або зносостійкості.
17. Гранулятор за п. 14, в якому гранулятор являє собою підводний гранулятор.
18. Гранулятор за п. 14, в якому згаданий виступаючий круговий елемент виконаний з можливістю спрямовування тепла в згадані канальні виступи, причому згадана закриваюча пластина містить розточену частину, яка відповідає формі згаданих подовжень екструзійних каналів і виконана таким чином, що термічно ізолююча камера повторює контур виступаючого кругового елемента.
19. Гранулятор за п. 14, в якому згадана закриваюча пластина і згадані канальні виступи включають в себе взаємодіючі прилягаючі поверхні, де згадані канальні виступи приварюють до згаданої закриваючої пластини поруч з отворами згаданої закриваючої пластини.
Текст
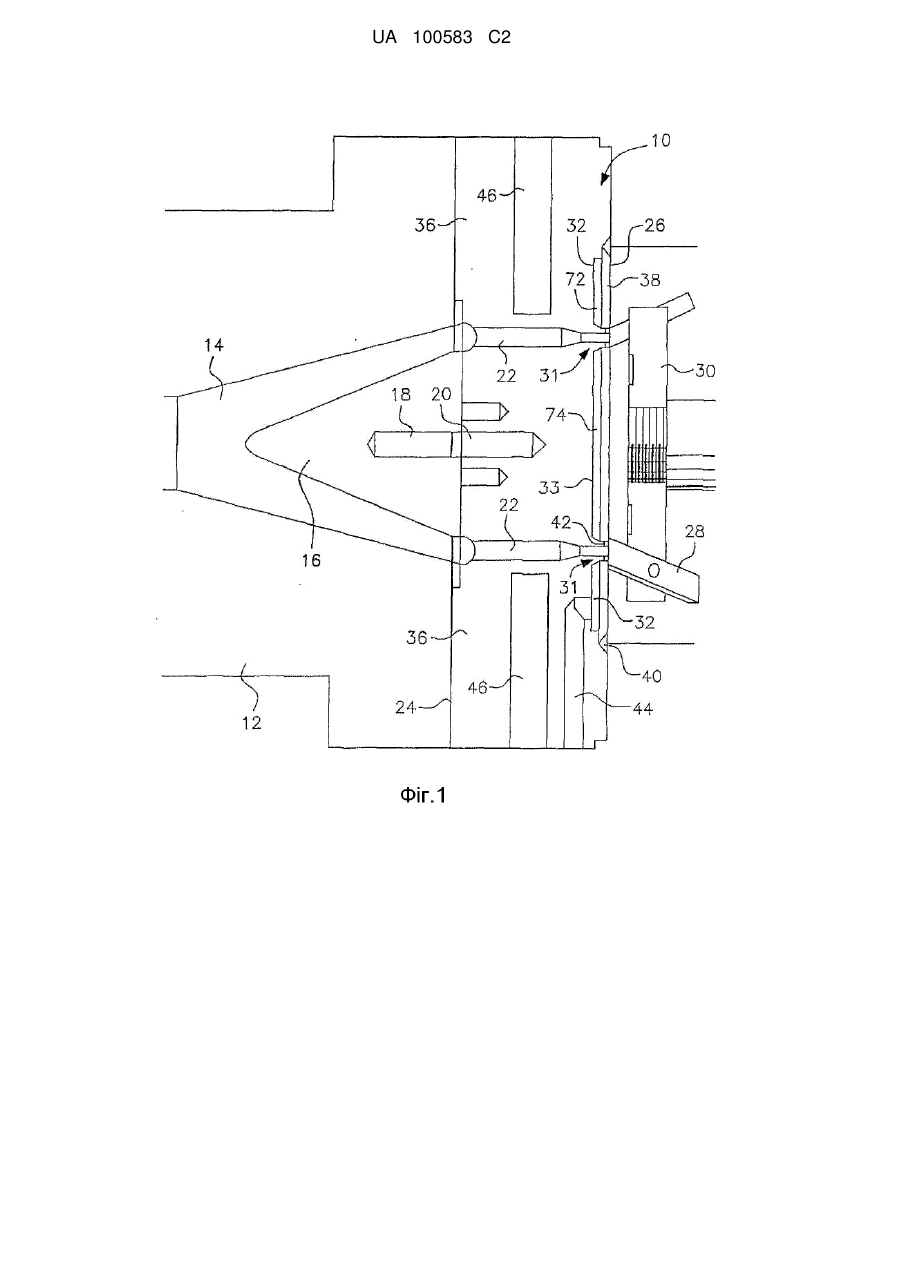
Реферат: Ізольований фільєрний вузол (10) для використання в підводній грануляції і інших процесах грануляції включає в себе тонку безперервну повітряну камеру (32), утворену упоперек вузла плити, переважно, паралельно робочій поверхні (26) фільєри таким чином, що нагріта частина входу фільєрного вузла термічно ізольована від частини виходу. Повітряна камера зрівноважена з атмосферою за допомогою сполучення повітряної камери з атмосферою. Множина екструзійних каналів, або нарізно, або групами, утворена в подовженнях екструзійних каналів (22), які проходять через ізолюючу камеру таким чином, що технологічний розплав, що підлягає грануляції, може пройти через них. Подовження отворів і елементи, що створюють повітряну камеру навколо подовжень (31) отворів, спеціально виконані з можливістю спрямовування тепла вздовж згаданих подовжень, щоб підтримувати технологічний розплав в них при необхідній температурі, щоб забезпечити зміцнення фільєрного вузла і більш надійне ущільнення повітряної камери (26). UA 100583 C2 (12) UA 100583 C2 UA 100583 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь техніки, до якої належить винахід Даний винахід взагалі належить до ізольованого вузла фільєрної плити для використання в підводних грануляторах і інших процесах грануляції, які включають гранулювання гарячою робочою поверхнею або без текучого середовища. Більш конкретно, даний винахід стосується ізольованого вузла фільєри, який включає в себе тонку безперервну повітряну порожнину або камеру, утворену упоперек вузла плити таким чином, що передня за потоком частина вузла фільєри термічно ізольована від частини виходу даного вузла, таким чином дозволяючи відповідним частинам одночасно знаходитися при різних температурах. Множина екструзійних каналів, нарізно або групами, проходить через подовження екструзійних каналів, які виступають через ізолюючу повітряну порожнину або камеру таким чином, що матеріал, який підлягає гранулюванню або грануляції, здатний проходити через них. Передумови створення винаходу і рівень техніки Обладнання для підводного гранулювання і його використання відповідно до технології екструзії вже давно реалізовує компанія Gala Industries, Inc. ("Gala"), патентовласник даного винаходу. Фільєри і фільєрні плити для гранулювання, зокрема, продемонстровані в розкриттях відомого рівня техніки, включаючи, наприклад, патенти США № 4123207, 4500271, 4621996, 4728276, 5059103, 5403176, 6824371, 7033152, публікації заявок на патент США № 20060165834 і 20070254059, патенти і заявки на патенти Німеччини, включаючи DE 3243332, DE 3702841, DE 8701490, DE 19651354, і публікації заявок РСТ WO 2006/081140 і WO 2006/087179. Дані патенти і заявки всі належать компанії Gala і спеціально включені в даний документ за допомогою посилання в їх повному обсязі. Як добре відомо фахівцям в даній галузі техніки, фільєри, використовувані з обертовими опорами з різцями або різальними пластинами, наприклад, в підводному гранулюванні, містять екструзійні канали або крізні отвори фільєри, розташовані в переважно круговій схемі розміщення, або групи з множиною отворів фільєри, розташовані (у вигляді скупчень або груп) в переважно круговій схемі розміщення. При такому розташуванні обертові пластини здатні відрізати екструдат, коли він виходить з отворів фільєри, вздовж кругової різальної робочої поверхні. Патент США № 4378964 і заявка РСТ WO 1981/001980 розкривають багатошаровий фільєрний вузол для підводного гранулювання полімерних матеріалів, в якому ізолюючий шар, переважно оксид цирконію, нерухомо розташований між корпусом фільєри і шарами, що містять різальну робочу поверхню фільєри. Поряд або біля ізолюючого шару розташована камера нагрівання, в якій циркулює нагрівальне текуче середовище для підтримання температури фільєри. Патент США № 4764100 розкриває конструкцію фільєрної плити, спеціально описану для підводного гранулювання екструдату пластмаси, що включає в себе замкнений ізолюючий простір, утворений між опорною плитою і різальною пластиною, через який проходять екструзійні сопла, і необов'язкові вставки, призначені для додаткового зміцнення і підтримання конструкції. У патенті США № 5714713 розкриті вакуумні теплоізолюючі порожнини між екструзійними соплами в багатоступеневому процесі, який включає електронно-променеве зварювання, коли елементи фільєри підтримуються під високим вакуумом. Дане розкриття розширене в патенті США № 5989009 ділянками вакуумної термоізоляції в зонах, периферійно зовнішніх відносно екструзійних сопел, для забезпечення підвищеної ефективності ізоляції. Крім того, замкнені безперервні порожнини термічної стабілізації, заповнені повітрям або газом, розкриті в патенті США № 6976834. Крім того, паяння твердим припоєм в печі при високій температурі, від 900 °C до 1200 °C, у вакуумі розкрите як спосіб виготовлення при регульованому охолоджуванні в середовищі аргоні для запобігання окисленню, таким чином описуючи можливість використання вакууму в порожнинах термічної стабілізації. Заявка на патент Німеччини DE 10002408 і корисна модель Німеччини DE 20005026 розкривають порожнистий простір або їх множину у внутрішній частині фільєри і подовженні переднього конуса для поліпшення терморегулювання за допомогою зменшення маси, що вимагає підтримання температури, і таким чином забезпечення термоізоляції. У даних документах розкрите використання твердих, рідких або газоподібних ізолюючих матеріалів. Заявка РСТ WO 2003/031132 розкриває використання керамічних пластин для ізоляції робочої поверхні фільєри від нагрітої частини корпусу фільєри. І нарешті, заявка на патент Австрії AT 503368 А1 розкриває термічно ізольований фільєрний вузол, що містить від'єднувану передню пластину, яка ущільнена до випускного кінця сопел екструзійних каналів за допомогою ущільнювального кільця або металевого ущільнення. Даний 1 UA 100583 C2 5 10 15 20 25 30 35 40 45 50 55 60 фільєрний вузол є дуже неміцним і дуже схильним до витоку технологічного розплаву, таким чином, вимагаючи значного технічного обслуговування. Отже, існує потреба в термічно ізольованому фільєрному вузлі, який є надійним по конструкції, підтримує повітряну порожнину в ущільненому стані, вимагає малого технічного обслуговування і має високі експлуатаційні характеристики. Коротка суть винаходу Термічно ізольований фільєрний вузол згідно з даним винаходом встановлений звичайним способом між пристроями для розплавлення і/або перемішування і елементами для переміщення гранулята, включаючи механічні, пневматичні засоби переміщення і/або засоби переміщення в текучому середовищі. Сторона входу ізольованого фільєрного вузла приймає з пристроїв розплавлення/перемішування розплавлений полімер або інший псевдозріджений матеріал, який потім піддається екструзії через множину отворів, що проходять від сторони входу до сторони виходу фільєрного вузла, щоб утворити екструдовані стренги матеріалу. Екструдовані стренги, при щонайменше мінімальному охолоджуванні, розрізають на гранули за допомогою обертових різальних пластин, що входять в контакт з різальною поверхнею або різальною робочою поверхнею фільєри, пов'язаною зі стороною виходу фільєри, як добре відомо в техніці гранулювання. Термічно ізольований фільєрний вузол даного винаходу утримується на місці звичайним способом за допомогою кріпильних засобів, які з'єднують елементи для розплавлення і перемішування, фільєру і елементи для переміщення гранул. Передній конус, по вибору окремий елемент, утримується на місці належним чином за допомогою звичайно передбаченого кріпильного болта для переднього конуса, як відомо фахівцям в даній галузі техніки. Крім того, терморегулююче текуче середовище належним чином входить і виходить з камер в фільєрі через звичайні вхідні і вихідні отвори, відповідно. Термічно ізольований фільєрний вузол відповідно до даного винаходу по суті виконаний за допомогою механічного вирізання заглиблення в стороні виходу або стороні робочої поверхні фільєри корпусу фільєри, переважно, утворюючи переважно кругову порожнину. Границя вирізаної порожнини повинна проходити за межами екструзійних каналів або отворів фільєри, розташованих або впорядкованих по круговій схемі з виступаючим круговим елементом, який відповідає і включає в себе екструзійні канали або отвори фільєри, розташовані або впорядковані по круговій схемі. Таким чином, виступаючий круговий елемент розділяє вирізану порожнину на, переважно, кільцеву зовнішню частину і кругову внутрішню частину. Виступаючий круговий елемент, переважно, є трапецеїдальним у вертикальному перерізі з екструзійними каналами, що проходять через нього по центру. Канальні виступи виступають з верхньої поверхні виступаючого елемента на ділянках екструзійних каналів таким чином, що екструзійні канали проходять через канальні виступи. Нарешті, закриваюча пластина з отворами, відповідними канальними виступами виконана з можливістю вставки поверх і у вирізану порожнину в корпусі фільєри, щоб завершити сторону виходу фільєрного вузла і утворити переважно плоску робочу поверхню фільєри. Крім того, сторона входу закриваючої пластини піддається механічній обробці з утворенням глухого отвору, який відповідає конфігурації канальних виступів і утворює зовнішню стінку повітряної порожнини навколо канальних виступів і виступаючого кругового елемента. Закриваюча пластина прикріплена навколо її периферії до корпусу фільєри і прикріплена навколо її отворів для суміщення з дистальним кінцем канальних виступів, що прилягає до робочої поверхні фільєри. Товщина закриваючої пластини менше, ніж глибина вирізаної порожнини, так, що, коли закриваюча пластина встановлена на місці, навколо виступаючого кругового елемента і відповідних канальних виступів утворюється безперервна повітряна порожнина або повітряна камера, яка звичайно паралельна робочій поверхні фільєри. Товщина повітряної камери знаходиться в межах від приблизно 0,05 мм до приблизно 6,0 мм і переважно від приблизно 0,5 мм до приблизно 1,0 мм. Іншими словами, товщина повітряної камери, переважно, складає від приблизно 5 % до приблизно 10 % товщини фільєрного вузла. Виступаючий круговий елемент і відповідні канальні виступи, які включають в себе і продовжують екструзійні канали від основи вирізаної порожнини до отворів для суміщення закриваючої пластини, в сукупності називаються в даному документі "подовженнями екструзійних каналів". Подовження екструзійних каналів для кожного з екструзійних каналів або отворів фільєри проходять повністю через повітряну камеру таким чином, що подовження отворів оточені термічно ізолюючим повітрям. Повітряна камера, переважно, сполучається з атмосферою за межами фільєрного вузла, наприклад, за допомогою одного або більше отворів в корпусі фільєри, щоб забезпечити 2 UA 100583 C2 5 10 15 20 25 30 35 40 45 50 55 60 зрівноваження тиску повітря в повітряній камері з атмосферним тиском. Таким чином, повітряна камера утворює термічно ізолюючу повітряну порожнину або камеру між звичайно нагрітою стороною входу фільєрного вузла і стороною виходу, що утворює робочу поверхню фільєри, яка контактує з охолоджувальною водою бака для води в підводному грануляторі або іншим охолоджувальним середовищем, пов'язаним з обертовою опорою з різцями і вузлом різальних пластин. Закриваюча пластина повинна бути виконана з хімічно стійкого, корозійностійкого, стійкого до стирання і зносостійкого металу. Закриваюча пластина може містити щонайменше одну кільцеподібну розширювальну канавку на щонайменше одній поверхні і переважно містить множину кільцеподібних розширювальних канавок на щонайменше одній поверхні. Якщо розширювальні канавки виконані на обох поверхнях, то вони, переважно, розташовані в ступінчастій почерговій конфігурації. Переважно, закриваюча пластина приварена на місці нікелевою сталлю. Більш конкретно, закриваюча пластина прикріплена за допомогою зварювання нікелевою сталлю в кільцеподібних канавках, що в обводовому напрямі оточують закриваючу пластину, і в ділянках зварювання між дистальним кінцем канальних виступів і внутрішньою стороною отворів закриваючої пластини. Регулювання температури корпусу фільєри термічно ізольованого фільєрного вузла відповідно до даного винаходу може бути здійснене за допомогою будь-якої придатної нагрівальної системи, відомої фахівцям в даній галузі техніки, наприклад, терморегулююче текуче середовище може належним чином входити і виходити з камер нагрівання в корпусі фільєри в звичайні вхідні і вихідні отвори, відповідно. Як альтернатива, регулювання температури корпусу фільєри може бути здійснене за допомогою щонайменше одного з електричного опору, індукції, пари і теплопередавального текучого середовища. Переважно, нагрівання корпусу фільєри здійснюється за допомогою електричних нагрівальних пристроїв способами, відомими фахівцям в даній галузі техніки. У першому варіанті здійснення даного винаходу, термічно ізольований фільєрний вузол виконаний з корпусом фільєри, який виконаний у вигляді єдиного цілого. У другому варіанті здійснення даного винаходу, термічно ізольований фільєрний вузол виконаний з рознімним корпусом фільєри, що містить центральну вставку, що видаляється, фільєри, термічно ізольовану відповідно до даного винаходу, яка по периферії оточена зовнішнім кільцем фільєри, регулювання температури якої здійснюється за допомогою щонайменше одного з електричного опору, індукції, пари і теплопередавального текучого середовища. Використовуваний в даному документі термін "корпус фільєри" повинен включати в себе корпус фільєри, якщо вузол даного винаходу виконаний як конструкція у вигляді єдиного цілого, і центральну вставку, що видаляється, фільєри в поєднанні із зовнішнім кільцем фільєри, якщо даний вузол виконаний у вигляді конструкції з двох частин. Крім робочої поверхні фільєри, яка є рівномірно плоскою, є кільцева різальна поверхня, яка містить дистальні кінці канальних виступів і через яку проходить множина екструзійних каналів, яка може виступати на деяку відстань над іншою частиною робочої поверхні фільєри, як відомо фахівцям в даній галузі техніки. Таким чином, обертові різальні пластини входять в контакт з виступаючою кільцевою різальною поверхнею. Виступаюча кільцева різальна поверхня повинна бути щонайменше на 0,025 мм вище оточуючої поверхні фільєри і переважно щонайменше на 0,50 мм вище оточуючої поверхні фільєри. Переважно щонайменше поверхня кільцевої різальної робочої поверхні, що входить в контакт з різальними пластинами, піддається поліпшуючій поверхневій обробці. Поліпшуюча поверхнева обробка включає в себе щонайменше одне з азотування, нітроцементації, гальванічного покривання, покривання методом хімічного відновлення, обробки за допомогою хімічного нікелювання, покривання методом полуменевого напилювання, включаючи високошвидкісне нанесення, термічного напилювання, плазмової обробки, електролітичної плазмової обробки, сплавлення, порошкового покривання, осадження у вакуумі, хімічного осадження з парової фази, фізичного осадження з парової фази, методів металізації напилюванням і покривання розпиленням. Дані методи поверхневої обробки забезпечують металізацію, приєднання нітриду металу, карбідів металів, карбонітридів металів і алмазоподобного вуглецю і можуть бути використані нарізно і в будь-якому поєднанні. Інші методи поверхневої обробки можуть бути застосовані до інших периферійних площин на різальній поверхні, і глибина такої обробки повинна дорівнювати щонайменше приблизно 0,025 мм. Переважно, глибина такої обробки дорівнює щонайменше приблизно 0,50 мм. Виступаючий круговий елемент і відповідні канальні виступи виконані в щонайменше одному круговому кільці, і кожний канальний виступ може містити від щонайменше одного до множини екструзійних каналів, розташованих комплектами, скупченнями або групами. Канальні виступи 3 UA 100583 C2 5 10 15 20 25 30 35 40 45 50 55 60 можуть мати будь-яку форму, включаючи щонайменше одну з овальної, круглої, квадратної, трикутної, прямокутної, багатокутної і множини їх поєднань. Крім того, канальні виступи можуть бути розташовані концентрично, періодично, в шаховому порядку і лінійно і можуть бути розташовані паралельно дузі обертання різальних пластин, перпендикулярно даній дузі і включаючи конфігурації від ниркоподібної до на зразок коми. Крім того, екструзійні канали можуть мати будь-яку форму, включаючи, крім інших, круглу, овальну, квадратну, прямокутну, трикутну, п'ятикутну, шестикутну, багатокутну, з пазами, з радіальними пазами і будь-яке їх поєднання. Множина екструзійних каналів може мати різні форми в конкретному канальному виступі або робочій поверхні фільєри. З урахуванням вищевикладеного, задачею даного винаходу є створення фільєрного вузла, в якому звичайно нагріта передня за потоком частина вузла термічно ізольована від звичайно охолодженої задньої за потоком частини, суміжної з робочою поверхнею фільєри, за допомогою внутрішньої ізолюючої повітряної порожнини або повітряної камери, що продовжується по суті паралельно робочій поверхні фільєри. Іншою задачею даного винаходу є створення термічно ізольованого фільєрного вузла відповідно до попередньої задачі, в якому ізолююча повітряна порожнина або повітряна камера оточує подовження екструзійних каналів, виконані у вигляді виступаючого кругового елемента і відповідних канальних виступів, через які екструзійні канали проходять до робочої поверхні фільєри. Іншою задачею даного винаходу є створення термічно ізольованого фільєрного вузла відповідно до попередньої задачі, в якому ізолююча повітряна порожнина або повітряна камера утворена за допомогою механічної обробки або вирізання порожнини в стороні виходу корпусу фільєри, залишаючи виступаючий круговий елемент. Дану порожнину закривають закриваючою пластиною, що містить глухий отвір, виконаний з можливістю суміщення з подовженнями екструзійних каналів, і отвори для суміщення з дистальними кінцями канальних виступів. Іншою задачею даного винаходу є створення термічно ізольованого фільєрного вузла відповідно до двох попередніх задач, в якому виступаючий елемент має трапецеїдальну форму у вертикальному перерізі, щоб забезпечити спрямовування тепла в канальні виступи і таким чином підтримувати технологічний розплав при необхідній температурі в екструзійному каналі біля робочої поверхні фільєри. Додатковою задачею даного винаходу є створення термічно ізольованого фільєрного вузла відповідно до попередніх трьох задач, в якому ізолююча повітряна порожнина або повітряна камера виконана з можливістю повторення конфігурації і оточення виступаючого кругового елемента і відповідних канальних виступів таким чином, щоб утримувати тепло у виступаючому елементі і канальному виступі, щоб підтримувати технологічний розплав при необхідній температурі в екструзійних каналах біля робочої поверхні фільєри. Іншою задачею даного винаходу є створення термічно ізольованого фільєрного вузла відповідно до попередніх задач, в якому ізолююча повітряна порожнина або повітряна камера сполучається з атмосферою за межами фільєрного вузла, щоб підтримувати умови температури і тиску всередині порожнини або камери, відповідно до атмосфери. Додатковою задачею даного винаходу є створення термічно ізольованого вузла фільєрної плити відповідно до попередніх задач, в якому корпус фільєри виконаний як конструкція у вигляді єдиного цілого. Іншою задачею даного винаходу є створення термічно ізольованого фільєрного вузла відповідно до попередніх задач, в якому корпус фільєри виконаний в рознімній конструкції, що включає в себе центральну вставку, що видаляється, фільєри, оточену зовнішнім кільцем фільєри. Додатковою задачею даного винаходу є створення термічно ізольованого фільєрного вузла відповідно до попередньої задачі, в якому нагрівання або регулювання температури вставки, що видаляється, і зовнішнього кільця фільєри можуть здійснюватися індивідуально і/або окремо. Останньою задачею, вказаною в даному документі, є створення термічно ізольованого фільєрного вузла, який буде відповідати звичайним формам виготовлення, буде мати підвищену міцність і надійність, буде підтримувати ізолюючу повітряну порожнину герметично ущільненою, щоб забезпечити поліпшену термічну ізоляцію в процесі експлуатації, і буде економічно виправданим, довговічним і відносно безвідмовним при використанні. Ці і інші задачі і переваги, які надалі стануть очевидними, характерні для деталей конструкції і принципів дії, які описані нижче більш детально і викладені у вигляді формули винаходу з посиланням на прикладені креслення, що складають його частину, причому у всіх кресленнях однакові посилальні позиції стосуються однакових елементів. 4 UA 100583 C2 5 10 15 20 25 30 35 40 45 50 55 60 Короткий опис креслень Фіг. 1 являє собою схематичний вигляд у вертикальному розрізі першого варіанта здійснення термічно ізольованого фільєрного вузла відповідно до даного винаходу, в якому вузол має конструкцію у вигляді єдиного цілого. Фіг. 2 являє собою збільшений схематичний вигляд у вертикальному розрізі, що показує додаткові деталі елементів навколо верхнього екструзійного каналу для варіанта здійснення, показаного на фіг. 1. Фіг. 3 являє собою перспективний вигляд з частковим вирізом фільєрного вузла, показаного на фіг. 1, що ілюструє з'єднання різних елементів. Фіг. 4 являє собою схематичний вигляд у вертикальному розрізі другого варіанта здійснення термічно ізольованого фільєрного вузла відповідно до даного винаходу, в якому вузол має конструкцію з двох частин, яка включає центральну вставку, що видаляється, фільєри і зовнішнє кільце фільєри. Фіг. 5 являє собою схематичний перспективний вигляд збоку з вертикальним вирізом половини центральної вставки, що видаляється, фільєрного вузла, показаного на фіг. 4. Фіг. 6 являє собою збільшений вигляд елементів, показаних на фіг. 5, що показує деталь повітряної камери навколо виступаючого кругового елемента і канальних виступів. Фіг. 7 являє собою схематичний перспективний вигляд зверху половини центральної вставки, що видаляється, фільєрного вузла, показаної на фіг. 4, що показує виконання виступаючого кругового елемента і канальних виступів, сполучених з ним. Фіг. 8 являє собою схематичний перспективний вигляд знизу закриваючої пластини, яка, коли її перевертають, сполучається з верхньою частиною центральної вставки, що видаляється, показаної на фіг. 7, утворюючи повітряну порожнину або повітряну камеру фільєрного вузла, показаного на фіг. 4. Фіг. 9 являє собою збільшений схематичний вигляд у вертикальному розрізі закриваючої пластини, показаної на фіг. 8, сполученої з вставкою, що видаляється, показаною на фіг. 7, за допомогою зварних швів, виконаних навколо периферії закриваючої пластини і навколо екструзійних каналів, спільно з твердою робочою поверхнею на поверхні виходу закриваючої пластини. Фіг. 10 являє собою схематичний вигляд у вертикальному розрізі з просторовим розділенням елементів термічно ізольованого фільєрного вузла, подібного вузлу, показаному на фіг. 4, в якому центральна вставка, що видаляється, включає окрему центральну нагрівальну котушку. Фіг. 11a-g являють собою перспективні вигляди, що показують різні конфігурації теплопровідних виступів відповідно до даного винаходу. Докладний опис переважних варіантів здійснення Хоч детально описані тільки переважні варіанти здійснення винаходу, необхідно розуміти, що винахід не обмежений в своєму обсязі деталями конструкції і розташуванням елементів, вказаними в наведеному нижче описі або проілюстрованими в кресленнях. Даний винахід може мати інші варіанти здійснення і може бути реалізований або здійснений іншими способами. Крім того, в описі переважних варіантів здійснення конкретна термінологія використовується для ясності. Необхідно розуміти, що кожний конкретний термін включає в себе всі технічні еквіваленти, які працюють аналогічним чином, щоб реалізувати аналогічну задачу. Посилаючись на креслення, фіг. 1, 2 і 3 ілюструють один варіант здійснення даного винаходу, пов'язаний з елементами гранулятора, такого як підводний гранулятор. Гранулятор включає в себе впускний корпус 12 з пристроїв розплавлений і/або перемішування (не показаних). Впускний корпус 12 включає в себе канал 14 для розплавленого матеріалу або іншого екструдату (надалі в даному документі званого "технологічним розплавом"), який може включати, крім іншого, органічні матеріали, олігомери, полімери, віск і їх поєднання. Передній конус 16 направляє технологічний розплав до сторони входу нерознімного або виконаного як одне ціле фільєрного вузла, виконаного відповідно до даного винаходу і загалом позначеного посилальною позицією 10. Передній конус 16 може бути сполучений за допомогою прикріплення з фільєрним вузлом за допомогою нарізного стрижня (не показаного). Нарізний стрижень угвинчений одним кінцем в нарізний канал 18 переднього конуса 16, а його дистальним кінцем в нарізний канал 20 фільєрної плити 10. Як варіант, передній конус 16 може бути міцно прикріплений до або виконаний як одне ціле з фільєрною плитою 10 і не вимагає з'єднання за допомогою прикріплення, як описано в даному документі. Нерознімний фільєрний вузол 10 містить множину екструзійних каналів 22, концентрично розташованих по одному або групами в щонайменше одному круговому кільці, яке продовжується від поверхні 24 входу до поверхні виходу або робочої поверхні 26 фільєрного 5 UA 100583 C2 5 10 15 20 25 30 35 40 45 50 55 60 вузла 10. Множина різальних пластин 28, закріплених на різцевій опорі 30, що приводиться в рух з можливістю обертання, в камері різання (не показаній), розрізає екструдований і, щонайменше частково, отверджений технологічний розплав, екструдований через канал 22, на гранули на різальній поверхні робочої поверхні 26 фільєри. Одержані таким чином гранули переміщаються за допомогою механічних, пневматичних, гідравлічних засобів або їх поєднань для подальшої переробки, наприклад, в систему зневоднення, обладнання для просушування і тому подібне. Фільєрний вузол 10 складається з двох основних елементів: корпусу 36 фільєри і закриваючої пластини 38. Між стороною виходу корпусу 36 фільєри і стороною входу закриваючої пластини 38 утворена тонка безперервна повітряна порожнина або повітряна камера 32, паралельна робочій поверхні 26. Для того, щоб пройти через повітряну камеру 32, екструзійні канали 22 проходять через виступаючий круговий виступ 34, утворений в поверхні виходу корпусу фільєри, і канальні виступи 35, розташовані на виступаючому елементі 34 (див. фіг. 2), які спільно утворюють подовження екструзійних каналів, загалом позначені посилальною позицією 31. Сторона входу закриваючої пластини 38 містить, переважно, кругову розточену частину 76, яка знаходиться відповідно до і приймає множину канальних виступів 35, розташованих по круговій схемі. Розточена частина 76 містить випускні отвори 39, які відповідають канальним виступам 35 і утворюють дистальні кінці 68 екструзійних каналів 22. Дистальні кінці 70 виступів 35 поміщуються в отвори 39 для суміщення в закриваючій пластині 38. Таким чином, виступаючий круговий елемент 34 і відповідні теплопровідні виступи 35, які утримують і передають тепло в дистальний кінець 68 екструзійних каналів 22, проходять наскрізь і оточені повітряною камерою 32. Для того, щоб утворити повітряну порожнину або повітряну камеру 32, центральну ділянку поверхні виходу 26 корпусу 36 фільєри піддають механічній обробці або вирізають, утворюючи кругле заглиблення або порожнину 33. Порожнина 33 продовжується за межами екструзійних каналів 22 і, переважно, виконана з утворенням виступаючого круглого елемента 34, хоч виступаючий елемент може бути виконаний у вигляді окремого елемента і приварений або яким-небудь іншим способом сполучений з нижньою частиною порожнини 33. Таким чином, виступаючий елемент розділяє порожнину 33 на кільцеву зовнішню частину 72 і внутрішню круглу частину 74. Канальні виступи 35 можуть бути також утворені в процесі механічної обробки і відповідно виконані як одне ціле з виступаючим елементом 34. Однак, переважно, виступи 35 виконані як окремі кільцеві елементи з того ж матеріалу, що і корпус 36 фільєри (і виступаючий елемент 34), і сполучені з виступаючим елементом 34 за допомогою зварювання або подібного способу. Кругла закриваюча пластина 38 з отворами 39, що суміщаються з дистальними кінцями 70 канальних виступів 35, перекриває порожнину 33 з заглибленням і сполучена за допомогою прикріплення з корпусом 36 фільєри і з канальними виступами 34 за допомогою паяння твердим припоєм, зварювання або подібного способу, відомого фахівцям в даній галузі техніки. Переважно, закриваюча пластина 38 виконана зі стійкого до стирання і корозійностійкого металу і, більш переважно, з нікелевої сталі. Крім того, прикріплення закриваючої пластини 38 до корпусу 36 фільєри і дистальних кінців 70 канальних виступів 35, переважно, досягається за допомогою зварювання і, більш переважно, за допомогою зварювання нікелевою сталлю. Зварні з'єднання 40 і 42, переважно, виконані в кільцевих канавках 77 по периферії навколо закриваючої пластини 38 і в отворах 39 закриваючої пластини, які виконані з можливістю відкривання частини дистального кінця 70 виступів 35 для здійснення зварювання або подібного способу. Для того, щоб забезпечити жорстке з'єднання закриваючої пластини 38 з корпусом 36 фільєри, периферійний виступаючий елемент 80 виконаний з можливістю обпирання на буртик 82, вирізаний в поверхні виходу корпусу фільєри. Периферійний виступаючий елемент 80 і корпус 36 фільєри містять протилежні скоси, які утворюють канавку 77 для прийому периферійного зварного шва 40 і міцно утримують периферійний виступаючий елемент 80 біля буртика 82. Поверхня закриваючої пластини 38 і відповідно поверхня виходу 26, переважно, покриті хімічно стійким, стійким до стирання, корозійностійким і зносостійким покриттям 60, як описано нижче. Після виконання зварних з'єднань 42, а також нанесення зносостійкого покриття 60, якщо це передбачено, дистальний кінець 68 екструзійних каналів 22 може бути оброблений за допомогою механічної обробки зі сторони виходу фільєрного вузла, наприклад, з використанням електроерозійного верстата або іншого обладнання, відомого фахівцям в даній галузі техніки, таким чином видаляючи будь-яке зварювання 42 і покриття 60 з дистального кінця 68 екструзійного каналу. 6 UA 100583 C2 5 10 15 20 25 30 35 40 45 50 55 Виступаючий круговий елемент 34, переважно, є трапецеїдальним у вертикальному перерізі, щоб полегшити спрямовування тепла в канальні виступи 35, які передають тепло з виступаючого елемента на робочу поверхню 26, таким чином, підтримуючи технологічний розплав при необхідній температурі в дистальному кінці 68 екструзійного каналу і забезпечуючи створення надійного, термічно ізольованого фільєрного вузла. Хоч трапецеїдальний переріз виступаючого кругового елемента є переважним, інші форми перерізу виступаючого елемента можуть бути виконані фахівцями в даній галузі техніки, для того, щоб досягнути вирішення вищезгаданих задач, встановлених даним винаходом. Описаний вище вузол включає в себе кругове заглиблення 33 для утворення тонкої безперервної термоізолюючої повітряної порожнини або повітряної камери 32, яка, переважно, сполучена з оточуючою атмосферою за допомогою щонайменше однієї вентиляційної труби 44. Зміна температури і/або тиску в корпусі 10 фільєри зрівноважується за допомогою розширення або стиснення повітря, що проходить в і через вентиляційну трубу 44, таким чином, запобігаючи утворенню вакууму і/або збільшенню тиску, яке могло б привести до небажаної деформації поверхні виходу 26. Виступаючий елемент 34 і канальні виступи 35 проходять через атмосферну повітряну порожнину 32, забезпечуючи безперервне і більш рівномірне нагрівання по довжині екструзійних каналів 22, що проходять наскрізь, а приварювання їх дистальних кінців 70 до отворів 39 в закриваючій пластині 38 служить для зміцнення і підтримання плоскої форми закриваючої пластини. Як наочно показано на фіг. 2, повітряна порожнина або камера 32 переважно паралельна робочій поверхні 26 фільєри, але продовжується в розточену частину 76, як і в 78, щоб оточувати зовнішню периферію кожного канального виступу 35. Товщина повітряної камери може змінюватися в різних ділянках, але повинна мати глибину в межах від щонайменше приблизно 0,05 мм до не більше ніж приблизно 6,0 мм і переважно в межах від приблизно 0,5 мм до приблизно 1,0 мм. Іншими словами, товщина повітряної камери 32, що проходить паралельно робочій поверхні фільєри, переважно, складає від приблизно 5 % до приблизно 10 % товщини фільєрного вузла 10. Закриваюча пластина 38, переважно, включає в себе щонайменше одну кільцеподібну розширювальну канавку 62 на ділянці закриваючої пластини 38, яка проходить за межами кругової схеми розміщення екструзійних каналів 22. Більш переважно, щонайменше одна кільцеподібна розширювальна канавка 62 розташована на кожній стороні закриваючої пластини 38 за межами кругової схеми розміщення екструзійних каналів. Ще більш переважно, множина кільцеподібних розширювальних канавок 62 розташована в ступінчастій конфігурації на протилежних сторонах закриваючої пластини 38. Кільцеподібні розширювальні канавки 62 можуть мати будь-яку форму профілю, включаючи, крім інших, квадратну, кутасту, закруглену і півсферичну, і множина канавок на закриваючій пластині 38 може мати однакові або різні форми. Переважно, кільцеподібні канавки мають закруглений профіль, як показано на фіг. 2. Як описано вище, виступаючий круговий елемент 34 подовжень 31 екструзійних каналів, переважно, виконаний як одне ціле з корпусом 36 фільєри і відповідно має такий же хімічний склад. З іншого боку, канальні виступи 35 виконані у вигляді окремих кільцевих елементів і сполучені за допомогою прикріплення з верхньою частиною виступаючого елемента за допомогою паяння твердим припоєм, зварювання і будь-якого подібного способу, відомого фахівцям в даній галузі техніки. Виступи 35 можуть мати такий же або інший склад, відмінний від складу виступаючого елемента 34 і корпусу 36 фільєри, склад яких може включати, крім іншого, інструментальну сталь, загартовану інструментальну сталь, нержавіючу сталь, нікелеву сталь і тому подібне. Посилаючись на фіг. 4-9 показаний рознімний фільєрний вузол, загалом позначений посилальною позицією 100, відповідно до другого варіанта здійснення даного винаходу. Фільєрний вузол 100 включає в себе зовнішнє кільце 105 фільєри і центральну вставку 106, що видаляється, фільєри. Оскільки багато які елементи фільєрного вузла 100 аналогічні або дуже схожі на елементи фільєрного вузла 10, посилальні позиції елементів першого вузла відрізняються від посилальних позицій відповідних елементів другого вузла тільки тим, що вони починаються з цифри 1. Так само як у варіанті здійснення, показаному на фіг. 1, фільєрний вузол 100 сполучений за допомогою прикріплення з впускним корпусом 112 з пристроїв розплавлення і/або перемішування (не показаних). Впускний корпус 112 включає в себе прохідний отвір 114 для технологічного розплаву, як описано вище. Передній конус 116 направляє технологічний розплав до сторони 124 входу вставки 106, що видаляється, з якою він сполучений за допомогою прикріплення нарізним стрижнем (не показаний). Нарізний стрижень угвинчений 7 UA 100583 C2 5 10 15 20 25 30 35 40 45 50 55 60 одним кінцем в нарізний отвір 118 переднього конуса 116, а його дистальним кінцем в нарізний отвір 120 вставки 106, що видаляється. Центральна вставка 106, що видаляється, фільєри включає в себе множину екструзійних каналів 122, розташованих концентрично по одному або групами в щонайменше одному круговому кільці, яке проходить від поверхні 124 входу до поверхні 126 виходу вставки 106, що видаляється. Множина вузлів 128 різальних пластин, закріплених на опорі 130 з різцями, що приводиться в рух з можливістю обертання, в камері різання (не показаній), розрізає екструдований і, щонайменше частково, отверджений технологічний розплав на гранули. Одержані таким чином гранули переміщаються за допомогою механічних, пневматичних, гідравлічних засобів або їх поєднань для подальшої переробки, як і раніше. Центральні ділянки поверхні 126 виходу вставки 106 піддають механічній обробці або вирізають, утворюючи центральне кругове заглиблення або порожнину 133 точно так само, як описано вище для першого варіанта здійснення, що включає виступаючий круговий елемент 134 і канальні виступи 135, які спільно утворюють подовження 131 екструзійних каналів і включають в себе екструзійні канали 122 через порожнину 133. Кругла закриваюча пластина 138 з отворами 139, відповідними дистальним кінцям 170 канальних виступів 135, перекриває порожнину 133 з заглибленням, утворюючи тонку безперервну термоізолюючу повітряну порожнину або повітряну камеру 132 упоперек вставки, що проходить переважно паралельно робочій поверхні 126 фільєри. Сторона входу кришки 138 також містить переважно кругову розточену частину 176, яка включає випускні отвори 139 і знаходиться у відповідності з і приймає кругову схему розміщення канальних виступів 135. Подовження 131 екструзійних каналів, що складаються з виступаючого кругового елемента 134 і канальних виступів 135, служать для спрямовування і передачі тепла від корпусу 136 вставки в дистальний кінець 168 екструзійних каналів 122, при цьому подовження 131 термічно ізольовані від закриваючої пластини 138 за допомогою повітряної камери 132, яка оточує подовження 131 отворів. Закриваюча пластина 138 сполучена за допомогою прикріплення з периферією корпусу 136 вставки і з дистальними кінцями 179 канальних виступів за допомогою паяння твердим припоєм, зварювання або подібного способу, відомого фахівцям в даній галузі техніки. Переважно, закриваюча пластина 138 виконана зі стійкого до стирання і корозійностійкого металу і, більш переважно, з нікелевої сталі. Крім того, з'єднання закриваючої пластини 138 з корпусом 136 вставки і дистальними кінцями 170 канальних виступів досягається за допомогою зварювання і, більш переважно, за допомогою зварювання нікелевою сталлю. Зварні з'єднання 140 і 142, переважно, виконані в кругових канавках 176 по периферії навколо закриваючої пластини 138 і в дистальних кінцях 170 виступів на ділянці 142 зварного з'єднання (див. фіг. 9). Поверхня закриваючої пластини 138 і відповідно поверхня 126 виходу вставки 106 фільєри, переважно, покриті хімічно стійким, стійким до стирання, корозійностійким і зносостійким покриттям, як описано вище. Кругова порожнина 133, переважно, сполучена з оточуючою атмосферою за допомогою щонайменше однієї вентиляційної труби 144, яка проходить як через вставку 106, що видаляється, фільєри, так і через зовнішнє кільце 105 фільєри. Зміна температури і/або тиску в повітряній камері 132 зрівноважується за допомогою розширення або стиснення повітря, що проходить в і через вентиляційну трубу 144, таким чином, запобігаючи утворенню вакууму і/або збільшенню тиску, яке могло б привести до небажаної деформації поверхні 126 виходу. Виступаючий елемент 134 і канальні виступи 135 проходять через атмосферну повітряну порожнину 132, забезпечуючи безперервне і більш рівномірне нагрівання по довжині екструзійних каналів, що містяться в них. Конфігурація виступаючого кругового елемента 134, переважно, трапецеїдальна у вертикальному перерізі, служить для спрямовування тепла в канальні виступи 135, щоб забезпечити підтримання технологічного розплаву у виступах 135 при необхідній температурі перед виходом з дистального кінця 168 екструзійних каналів 122. Зварне з'єднання периферії закриваючої пластини 138 з вставкою 106 і дистальних кінців 170 канальних виступів 135 в отворах 139 закриваючої пластини 138 служить для посилення і зміцнення закриваючої пластини в її плоскій формі, як додатково описано в наступному абзаці. Корпус 136 вставки і закриваюча пластина 138 виконані з множиною взаємодіючих прилеглих поверхонь для підвищення ефективності зварних з'єднань 140 і 142. Це в свою чергу збільшує міцність з'єднання закриваючої пластини 138 з корпусом 136 вставки, поліпшує ущільнення повітряної камери 132 і забезпечує загальну надійність фільєрного вузла 110. Поперше, механічно вирізане заглиблення 133 включає в себе периферійний буртик 182 (див. фіг. 6 і 7), який приймає периферійний виступаючий елемент 184 закриваючої пластини 138, утворюючи периферію повітряної камери 132. При цьому взаємодіючі прилеглі поверхні периферійного буртика 182 корпусу вставки і периферійного виступаючого елемента 184 8 UA 100583 C2 5 10 15 20 25 30 35 40 45 50 55 60 закриваючої пластини 138 утримуються разом за допомогою зварного з'єднання 140. По-друге, отвори 139 закриваючої пластини 138 включають в себе заглиблену частину 186 на їх стороні виходу (див. фіг. 8), яка утворює буртик 188, який входить в контакт із зовнішньою периферією дистальних кінців 170 канальних виступів 135 (див. фіг. 9). Дані взаємодіючі прилеглі поверхні 170 і 188 сполучаються одна з одною за допомогою зварних з'єднань 142 в кожному екструзійному каналі 168. Кругова розточена частина 176 в закриваючій пластині 138 відрізняється від кругової розточеної частини 76 в закриваючій пластині 38 тим, що перша виконана зі скошеними бічними стінками 190, щоб більш точно повторювати контур скошених сторін 192 виступаючого елемента 134. Завдяки більш точному повторенню контуру виступаючого елемента 134, розточена частина 176 і утворена в результаті повітряна камера 132 забезпечують додаткову ізоляцію навколо виступаючого елемента 134 і відповідних канальних виступів 135. На відміну від цього, кругова розточена частина 76 є більш прямокутною в перерізі і розташована поруч з виступаючим елементом 34, не копіюючи конфігурацію його скошених сторін 92. Зрозуміло, що контури кругової розточеної частини 176, що прилягає до виступаючого кругового елемента 134, і розточеної частини 76, що прилягає до виступаючого елемента 34, являють собою тільки два необмежувальних приклади, і даний винахід передбачає інші виконання, порівнянні з і проміжні між даними двома конфігураціями. Використання прямокутних розточених частин 76 і скошених розточених частин 176 може стосуватися нерознімного фільєрного вузла 10, а також рознімного фільєрного вузла 100. За необхідності, закриваюча пластина 138 може містити кільцеподібні канавки, такі як канавки 62, показані і описані вище для закриваючої пластини 38. Процеси нагрівання і/або охолоджування можуть бути забезпечені за допомогою електричного опору, індукції, пари або теплопередавального текучого середовища, як звичайно описано для нерознімного фільєрного вузла 10, а також рознімного фільєрного вузла 100. Як показано на фіг. 1 і 4, корпус 36 фільєри і корпус 136 вставки, кожний, відповідним чином піддаються нагріванню за допомогою радіальних електричних нагрівальних пристроїв 46 і 146, розташованих в радіальних пазах 47, таких як показані на фіг. 3, як добре відомо в даній галузі техніки. У рознімному фільєрному вузлі 100, показаному на фіг. 4, нагрівання вставки 106, що видаляється, і зовнішнього кільця 105 фільєри може здійснюватися окремо за допомогою однакових або різних пристроїв. Наприклад, на фіг. 10 показаний вигляд з частково просторово розділеними елементами фільєрного вузла, загалом позначеного посилальною позицією 200, який включає в себе вставку 208, що видаляється, з розташованим в центрі нагрівальним елементом. Оскільки багато які елементи фільєрного вузла 200 аналогічні або дуже схожі на елементи фільєрного вузла 100, посилальні позиції елементів першого вузла відрізняються від посилальних позицій відповідних елементів другого вузла тільки тим, що вони починаються не з цифри 1, а з цифри 2. Таким чином, фільєрний вузол 200 включає в себе корпус фільєри, загалом позначений посилальною позицією 212, що складається із зовнішнього кільця 205 фільєри, що оточує вставку 208, що видаляється, з розташованим в центрі нагрівальним елементом. Котушка 250 електричного опору розміщується в кільцевому заглибленні або порожнині 252, розміщеній в центральній частині вставки 208 поруч з поверхнею 224 входу. Передній конус 216 сполучений за допомогою прикріплення з вставкою 208, що видаляється, за допомогою використання нарізного стрижня (не показаного), який угвинчений одним кінцем в нарізний отвір 218 переднього конуса 116, а його дистальним кінцем в нарізний отвір 220 вставки 208, що видаляється, точно так само, як показано на фіг. 1 і 4. Закріплений передній конус 116 перекриває порожнину 252 з розташованою в ній котушкою 250. Фахівцям в даній галузі техніки добре відомі інші способи закріплення. Таким чином, нагрівання вставки 208, що видаляється, може здійснюватися окремо за допомогою електричних радіальних нагрівальних пристроїв 146, описаних вище з посиланням на фільєрний вузол 100, показаний на фіг. 4. Поверхня 26, 126 виходу фільєрного вузла 10, 100, 200 може бути розташована в одній площині, як показано на фіг. 1, але переважно складається з двох паралельних площин, вказаних оточеною ділянкою 66, 166 на фіг. 2 і 9, причому ділянка, що прилягає до виходів 68, 168 екструзійних каналів 22, 122, є виступаючою в площині, паралельній площині поверхні 26, 126 виходу. Відстань, на яку дана площина виступає над площиною поверхні 26 виходу, повинна дорівнювати щонайменше приблизно 0,025 мм і переважно щонайменше приблизно 0,50 мм. Крім того, порожнина 33, 133 з заглибленням має глибину щонайменше приблизно 1,05 мм, переважно, в межах від 5,0 мм до 7,0 мм. Товщина закриваючої пластини 38, 138 повинна 9 UA 100583 C2 5 10 15 20 25 30 35 40 45 50 55 60 знаходитися в межах від 1,0 мм до 8,0 мм, переважно приблизно дорівнювати 6,0 мм, щоб забезпечити товщину повітряної камери 32, 132 в межах від приблизно 0,05 мм до приблизно 6,0 мм і, перевалено, від приблизно 0,5 мм до приблизно 1,0 мм. Поверхня 26, 126 виходу піддається обробці для забезпечення хімічної стійкості, стійкості до стирання, корозійної стійкості і/або зносостійкості, тобто, "поверхневій обробці", в кільцевій ділянці, переважно, утвореній за допомогою множини виходів 68, 168 екструзійних каналів і позначеній посилальними позиціями 60, 160 на фіг. 2 і 9. Дана кільцева ділянка включає в себе різальну поверхню 63, 163, на якій різальні пластини контактують з робочою поверхнею фільєри. Глибина поверхневої обробки повинна дорівнювати щонайменше приблизно 0,025 мм і, переважно, щонайменше приблизно 0,50 мм. Склад поверхневої обробки 60, 160 в плоскій ділянці, що оточує випускні отвори 68, 168 екструзійних каналів, може відрізнятися від складу поверхневої обробки в інших частинах поверхні 26 виходу. Переважно, поверхнева обробка 60, 160 є однаковою на всіх поверхнях і може включати один, два або множину процесів, включаючи і прикладами яких є очищення, знежирення, травлення, ґрунтове покривання, надання шорсткості, дробоструминна обробка, піскоструминна обробка, дробоструминне зміцнення, протравлювання, промивання кислотою, промивання лугом, азотування, нітроцементування, гальванічне покривання, покривання методом хімічного відновлення, обробка за допомогою хімічного нікелювання, покривання методом полуменевого напилювання, включаючи високошвидкісне нанесення, термічне напилювання, плазмова обробка, електролітична плазмова обробка, сплавлення, порошкове покривання, осадження у вакуумі, хімічне осадження з парової фази, фізичне осадження з парової фази, методи металізації напилюванням, покривання розпиленням і вакуумне паяння карбідів. Поверхнева обробка всіх інших поверхонь, крім різальних поверхонь, включає полуменеве напилювання, термічне напилювання, плазмову обробку, обробку за допомогою хімічного нікелювання, високошвидкісну модифіковану термообробку повітрям і паливом і електролітичну плазмову обробку, окремо і в їх поєднаннях. Дані методи поверхневої обробки металізують поверхню, переважно, міцно з'єднують нітриди металів з поверхнею, більш переважно, міцно з'єднують карбіди металів або карбонітриди металів з поверхнею і, ще більш переважно, міцно з'єднують алмазоподібний вуглець з поверхнею, ще більш переважно, з'єднують алмазоподібний вуглець в стійкій до стирання кристалічній решітці металу з поверхнею, і, найбільш переважно, з'єднують алмазоподібний вуглець в кристалічній решітці карбіду металу з поверхнею. Інші керамічні матеріали, крім іншого, можуть бути використані і включені в даний документ за допомогою посилання. Дані переважні методи поверхневої обробки можуть бути додатково модифіковані за бажанням за допомогою нанесення звичайного полімерного покриття на поверхню 26, 126 виходу, віддалену від виходу 68, 168 екструзійного каналу. Полімерні покриття самі по собі неадгезивні і мають низький коефіцієнт тертя. Переважно, полімерні покриття являють собою силікони, фторполімери і їх поєднання. Більш переважно, нанесення полімерних покриттів вимагає мінімального нагрівання або взагалі не вимагає нагрівання для забезпечення просушування і/або ствердження. На фіг. 11 показані додаткові конфігурації екструзійних каналів і канальних виступів, виступаючих з виступаючого кругового елемента. На фіг. 11а показані концентричні кільця з канальних виступів 302, що виступають з виступаючого елемента 303, розташованих в шаховому порядку, причому кожний виступ містить один екструзійний канал 304. Екструзійні канали можуть бути організовані в множину груп або скупчень 306, як показано, наприклад, на фіг. 11b для комплектування двох екструзійних каналів 308, на фіг. 11с для комплектування трьох екструзійних каналів 310, на фіг. 11d для комплектування чотирьох екструзійних каналів 312, на фіг. 11е для комплектування шістнадцяти екструзійних каналів 314, на фіг. 11f для утворення множини з тридцяти семи екструзійних каналів 316, і на фіг. 11g для утворення множини з шістнадцяти екструзійних каналів 318. Групи, масиви, скупчення і множини їх можуть бути виконані в будь-якій геометричній конфігурації, включаючи, крім інших, овальну, круглу, квадратну, трикутну, прямокутну, багатокутну і їх поєднання. Форми канальних виступів можуть бути також закругленими, кутастими і скошеними і можуть містити будь-яку кількість з множини отворів. Орієнтація форм, що містять множину отворів, може бути по колу і паралельно дузі, по колу і перпендикулярно дузі, в шаховому порядку і періодично описуючи дугу і в будь-якому їх поєднанні. Крім того, геометрична орієнтація може відповідати дузі, як в формі бруньки або в формі коми. Множина концентричних кілець, щонайменше одне або більше, з екструзійних каналів може включати екструзійні канали, окремі отвори або їх множину, які можуть бути розміщені в лінійному порядку, чергуючись періодично, в шаховому порядку і будь-якому їх поєднанні відносно інших концентричних кілець відповідно до даного винаходу. 10 UA 100583 C2 5 10 15 Крім того, хоч вихід екструзійних каналів 22, 122, такий як вихід 68, показаний на фіг. 2, і вихід 168, показаний на фіг. 9, переважно, круглий, дані виходи можуть мати будь-яку форму, включаючи, крім інших, круглу, овальну, квадратну, прямокутну, трикутну, п'ятикутну, шестикутну, багатокутну, з пазами, з радіальними пазами і будь-яке їх поєднання. Множина виходів 68 екструзійних каналів може мати різну форму в конкретному виступі 35. Крім того, подовження екструзійних каналів можуть включати більше ніж один виступаючий круговий елемент 34, 134, залежно від розміщення екструзійних каналів і ширини різальної пластини. Крім того, хоч щонайменше один виступаючий круговий елемент 34, 134, переважно, для утворення основи подовжень 31, 131 екструзійних каналів 22, 122, подовження 31, 131 можна виконувати без будь-якого виступаючого елемента. У таких випадках канальні виступи 35, 135 будуть проходити від основи заглиблення 33, 133 до відповідного отвору 68, 168 закриваючої пластини 38, 138. Вищенаведений опис потрібно розглядати тільки як ілюстрацію принципів даного винаходу. Множина модифікацій і змін буде очевидна для фахівців в даній галузі техніки. Таким чином, даний винахід не обмежений точною конструкцією і принципами дії, які показані і описані в даному документі, і, отже, всі можливі модифікації і еквіваленти, які можуть бути вигадані, входять в обсяг винаходу. ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 60 1. Термічно ізольований екструзійний фільєрний вузол для гранулятора, що включає множину екструзійних каналів, через які технологічний розплав видавлюється, виходячи на різальну поверхню у вигляді стренги, що піддається розрізанню на гранули за допомогою переміщення різального вузла, який містить: (a) корпус фільєри, на центральній ділянці поверхні виходу якого утворене центрально розташоване заглиблення або порожнина; (b) щонайменше одне кільце з подовжень екструзійних каналів в згаданому заглибленні, через яке проходять згадані екструзійні канали; (c) закриваючу пластину, яка виконана з можливістю розміщення над згаданим заглибленням і містить отвори, які сполучаються з згаданими екструзійними каналами, що проходять через неї, щоб утворити згадану різальну поверхню, причому згадана закриваюча пластина прикріплена до згаданого корпусу фільєри над згаданим заглибленням, причому згадана закриваюча пластина і згадане заглиблення утворюють і визначають у згаданому вузлі термічно ізолюючу центрально розташовану повітряну камеру, суміжно до згаданої різальної поверхні і оточує згадані подовження отворів; і (d) щонайменше одну вентиляційну трубу для повітря, що з'єднує згадану повітряну камеру з оточуючою атмосферою, причому згадана вентиляційна труба врівноважує зміну в температурі і/або тиску в повітряній камері за рахунок розширення або стиснення повітря, які продовжуються в і через вентиляційну трубу. 2. Вузол за п. 1, в якому корпус фільєри являє собою конструкцію у вигляді єдиного цілого, термічне регулювання якої здійснюється за допомогою щонайменше одного з електричного опору, індукції, пари, теплопередавального текучого середовища. 3. Вузол за п. 1, в якому корпус фільєри являє собою конструкцію з двох частин, що включає в себе вставку, що видаляється, і зовнішнє кільце фільєри, термічне регулювання яких здійснюється за допомогою щонайменше одного з електричного опору, індукції, пари, теплопередавального текучого середовища. 4. Вузол за п. 3, в якому термічне регулювання згаданої вставки, що видаляється, і згаданого зовнішнього кільця фільєри здійснюється незалежно за допомогою щонайменше одного з електричного опору, індукції, пари, теплопередавального текучого середовища. 5. Вузол за п. 1, в якому різальна поверхня являє собою виступаючу кільцеву площину, через яку проходить множина екструзійних каналів, і розташовану нижче периферійну площину навколо кожної сторони згаданої виступаючої кільцевої площини, причому виступаюча кільцева площина щонайменше приблизно на 0,025 мм вище, ніж розташована нижче периферійна площина. 6. Гранулятор, який містить фільєрний вузол за п. 1. 7. Гранулятор за п. 6, в якому гранулятор являє собою підводний гранулятор. 8. Вузол за п. 1, в якому згадана різальна поверхня має поверхневу обробку, нанесену на неї, причому поверхнева обробка включає щонайменше одне з азотування, нітроцементації, гальванічного покривання, покривання методом хімічного відновлення, обробки за допомогою хімічного нікелювання, полуменевого напилювання, включаючи високошвидкісні нанесення, 11 UA 100583 C2 5 10 15 20 25 30 35 40 45 50 термічного напилювання, плазмової обробки, електролітичної плазмової обробки, спікання, порошкового покривання, осадження у вакуумі, хімічного осадження з парової фази, фізичного осадження з парової фази, методів металізації напилюванням і покривання розпиленням. 9. Вузол за п. 1, в якому згадана закриваюча пластина містить розточену частину, яка відповідає формі згаданих подовжень екструзійних каналів, додатково утворюючи термічно ізолюючу повітряну порожнину, причому згадані подовження екструзійних каналів виконані у вигляді виступаючого кругового елемента, утвореного безперервно і як одне ціле з згаданим корпусом фільєри, і окремих канальних виступів, що продовжуються від згаданого виступаючого елемента до згаданої закриваючої пластини, причому згаданий виступаючий круговий елемент виконаний з можливістю спрямовування тепла в згадані канальні виступи, причому згадана розточена частина закриваючої пластини виконана таким чином, що термічно ізолююча повітряна камера повторює контур виступаючого кругового елемента. 10. Вузол за п. 1, в якому закриваюча пластина містить множину кільцеподібних розширювальних канавок на обох поверхнях, розташованих в ступінчастій і почерговій конфігурації. 11. Вузол за п. 1, в якому закриваюча пластина з'єднана за допомогою зварювання з дистальними кінцями згаданих канальних виступів в отворах в згаданій закриваючій кришці. 12. Вузол за п. 9, в якому через канальні виступи проходить множина екструзійних каналів, розташованих у вигляді щонайменше одного з груп, скупчень і масивів. 13. Вузол за п. 9, в якому канальні виступи можуть мати щонайменше одну форму, що включає овальну, круглу, квадратну, трикутну, прямокутну, багатокутну або їх поєднання, можуть бути розташовані концентрично періодично чергуючись, ступінчасто, лінійно або в їх поєднаннях, можуть бути паралельні дузі різальної поверхні або перпендикулярні даній дузі, і можуть мати конфігурацію від ниркоподібної до на зразок коми. 14. Гранулятор, що має термічно ізольований екструзійний фільєрний вузол, що включає множину екструзійних каналів, через які технологічний розплав видавлюється, виходячи на різальну поверхню у вигляді стренги, яка підлягає розрізанню на гранули за допомогою переміщення різального вузла, причому згаданий екструзійний фільєрний вузол містить: (a) корпус фільєри, на ділянці поверхні виходу якого утворене центрально розташоване заглиблення або порожнина; (b) закриваючу пластину, розташовану над згаданим заглибленням, причому згадана закриваюча пластина і згадане заглиблення утворюють і визначають термічно ізолюючу повітряну камеру в згаданому вузлі, що прилягає до згаданої різальної поверхні; і (c) щонайменше одне кільце з подовжень екструзійних каналів, що містить згадані екструзійні канали, через які технологічний розплав переміщається з згаданого корпусу фільєри в отвори в згаданій закриваючій пластині, щоб утворити згадану різальну поверхню, причому згадані подовження екструзійних каналів виконані у вигляді виступаючого кругового елемента, утвореного безперервно і як одне ціле з згаданим корпусом фільєри, і окремих канальних виступів, які продовжуються від згаданого виступаючого елемента і приварені до згаданої закриваючої пластини суміжно з отворами згаданої закриваючої пластини. 15. Гранулятор за п. 14, в якому згадана термічно ізолююча камера сполучається з можливістю збереження рівноваги з атмосферою за межами згаданого фільєрного вузла. 16. Гранулятор за п. 14, в якому зовнішня поверхня згаданої закриваючої пластини, що включає згадану різальну поверхню, піддається щонайменше одній поверхневій обробці для забезпечення хімічної стійкості, корозійностійкості, стійкості до стирання або зносостійкості. 17. Гранулятор за п. 14, в якому гранулятор являє собою підводний гранулятор. 18. Гранулятор за п. 14, в якому згаданий виступаючий круговий елемент виконаний з можливістю спрямовування тепла в згадані канальні виступи, причому згадана закриваюча пластина містить розточену частину, яка відповідає формі згаданих подовжень екструзійних каналів і виконана таким чином, що термічно ізолююча камера повторює контур виступаючого кругового елемента. 19. Гранулятор за п. 14, в якому згадана закриваюча пластина і згадані канальні виступи включають в себе взаємодіючі прилягаючі поверхні, де згадані канальні виступи приварюють до згаданої закриваючої пластини поруч з отворами згаданої закриваючої пластини. 12 UA 100583 C2 13 UA 100583 C2 14 UA 100583 C2 15 UA 100583 C2 16 UA 100583 C2 17 UA 100583 C2 18 UA 100583 C2 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 19
ДивитисяДодаткова інформація
Назва патенту англійськоюThermally insulated die plate assembly for underwater pelletizing and other granulation processes and pelletizer comprising die plate (embodiments)
Автори англійськоюFridley, Michael, A.
Назва патенту російськоюТермически изолированный экструзионный фильерный узел для подводной грануляции и подобных применений и гранулятор, содержащий фильерный узел (варианты)
Автори російськоюФридли Майкл А.
МПК / Мітки
МПК: B29B 9/06
Мітки: фільєрний, вузол, підводного, варіанти, гранулятор, містить, термічної, подібних, ізольований, гранулювання, застосуван, екструзійний
Код посилання
<a href="https://ua.patents.su/21-100583-termichno-izolovanijj-ekstruzijjnijj-filehrnijj-vuzol-dlya-pidvodnogo-granulyuvannya-i-podibnikh-zastosuvan-ta-granulyator-shho-mistit-filehrnijj-vuzol-varianti.html" target="_blank" rel="follow" title="База патентів України">Термічно ізольований екструзійний фільєрний вузол для підводного гранулювання і подібних застосувань та гранулятор, що містить фільєрний вузол (варіанти)</a>
Спосіб гранулювання (варіанти) та гранулятор (варіанти)
Номер патенту: 49008
Опубліковано: 16.09.2002
Автори: Кідо Кіміказу, Хонда Тецузо, Фуджі Хідецугу, Янагісава Юзуру
МПК: B01J 2/16, C05C 9/00, C05G 3/00, C05G 5/00
Мітки: гранулятор, варіанти, спосіб, гранулювання
Формула / Реферат:
1. Спосіб гранулювання, в якому використовують гранулятор, що має донну перегородку секції гранулювання, дно якої являє собою перфоровану пластину, верхній повітропровід для подання повітря з метою псевдозрідження до згаданої донної перегородки згаданої секції гранулювання, нижній повітропровід, повітропровід, що розгалужується від згаданого нижнього повітропроводу, для вдування повітря у згадану секцію гранулювання, сопла для вприскування,...
Конструкція петлі для самозакривних дверей або їм подібних пристроїв, зокрема скляних дверей або їм подібних пристроїв, та вузол, що містить таку конструкцію
Номер патенту: 95953
Опубліковано: 26.09.2011
Автор: Бачетті Лучіано
МПК: E05F 3/00
Мітки: самозакривних, конструкцію, дверей, містить, вузол, зокрема, подібних, скляних, конструкція, петлі, пристроїв, таку
Формула / Реферат:
1. Конструкція петлі для самозакривних дверей або їм подібних пристроїв, яка містить- перший нерухомий елемент (2), який прикріпляється до рами (Т) дверей (Р), і на нього насаджений з можливістю обертання перший рухомий елемент (3), який прикріпляється до дверей (Р) для обертання навколо повздовжньої осі (X) між зачиненим та відчиненим положеннями дверей;- зачинювальний засіб (4), який діє на зазначений перший рухомий елемент...
Фільєрний живильник
Номер патенту: 81520
Опубліковано: 10.01.2008
Автори: Чорний Богдан Петрович, Лазоркін Віктор Андрійович, Атраментов Володимир Олексійович
МПК: C03B 37/09
Формула / Реферат:
Фільєрний живильник для безперервного одержання волокна з неорганічного розплаву, що включає фільєрну пластину і струмопідвід, який відрізняється тим, що струмопідвід виконано у вигляді трубчастого індуктора, розташованого у вигляді спіралі навколо фільєрної пластини по всій її висоті, при цьому відношення висоти фільєрної пластини до її довжини становить .
Поліпептид, що містить укорочену послідовність вірусу гепатиту с, ізольований епітоп, реагент для імуноаналізу на вірус гепатиту с (варіанти), спосіб виявлення наявності антитіл (варіанти)
Номер патенту: 40572
Опубліковано: 15.08.2001
Автори: Чін Девід Вай, Раттер Вільям
МПК: A61K 39/395, A61P 31/14, C07K 16/08, A61P 31/12, C12P 21/02, C07K 14/18, G01N 33/53, C07K 1/04, A61K 39/29, C12P 21/08, C12N 7/00, C12N 15/09, C07K 1/06, C07K 4/00, G01N 33/543, C07K 7/06, G01N 33/576, C07K 16/00, C07K 7/08
Мітки: укорочену, виявлення, антитіл, варіанти, вірус, гепатиту, поліпептид, імуноаналізу, містить, спосіб, реагент, ізольований, наявності, вірусу, епітоп, послідовність
Формула / Реферат:
1. Полипептид, содержащий усеченную последовательность вируса гепатита С, отличающийся тем, что указанная усеченная последовательность вируса гепатита С включает одиночный эпитоп, содержащий октамер вируса гепатита С, причем октамер выбран из группы, состоящей из GRTWAQPG, LINTNGSW, FDQGWGPI, NNTRPPLG, VVPQSEQV, AAARVTAI, VESENKVV, а указанная усеченная последовательность вируса гепатита С имеет максимальную длину, равную приблизительно 25...
Система з пристроєм охолоджування розплаву і клапанним керуванням (варіанти) і спосіб охолоджування полімерного розплаву для підводного гранулювання
Номер патенту: 91912
Опубліковано: 10.09.2010
Автори: Мартін Дж. Уейн, Бут Дуейн А.
МПК: B29B 13/00, B29B 9/00, B29C 47/88
Мітки: спосіб, розплаву, гранулювання, система, підводного, варіанти, полімерного, пристроєм, охолоджування, керуванням, клапанним
Формула / Реферат:
1. Система з пристроєм охолоджування і клапанним керуванням для підводного гранулятора, яка містить пристрій охолоджування розплаву, який охолоджує полімерний розплав, що включає в себе вхідну лінію пристрою охолоджування розплаву, яка проводить розплав в охолоджуючий пристрій, і відвідну лінію пристрою охолоджування розплаву, яка виводить охолоджений розплав з охолоджуючого пристрою, і перепускний клапан, виконаний з можливістю проводити...
Попередній патент: Базова система маршрутизації повідомлень
Наступний патент: Спосіб оцінки ширини зони термічного впливу зварного з’єднання пластин
Випадковий патент: Спосіб гемостазу при гастродуоденальних кровотечах на тлі хронічної ниркової недостатності