Спосіб оцінки ширини зони термічного впливу зварного з’єднання пластин
Номер патенту: 100584
Опубліковано: 10.01.2013
Автори: Лясота Ігор Миколайович, Станкевич Олена Михайлівна, Скальський Валентин Романович, Великий Петро Пилипович, Рудавський Денис Володимирович, Назарчук Зіновій Теодорович

Формула / Реферат
Спосіб оцінки ширини зони термічного впливу зварного з'єднання пластин, який полягає у розрахунку температури у будь-якій точці пришовної області тонкої пластини за аналітичною залежністю,
 ,
,
де ![]() - потужність джерела тепла,
- потужність джерела тепла, ![]() - коефіцієнт теплопровідності матеріалу пластин,
- коефіцієнт теплопровідності матеріалу пластин, ![]() - швидкість зварювання,
- швидкість зварювання, ![]() ,
, ![]() - координати точки, температуру якої визначають,
- координати точки, температуру якої визначають, ![]() - коефіцієнт температуропровідності пластин,
- коефіцієнт температуропровідності пластин, ![]() - товщина зварюваних пластин,
- товщина зварюваних пластин, ![]() - коефіцієнт температуровіддачі з поверхні пластини, який відрізняється тим, що враховують зміну потужності джерела тепла за товщиною зварного з'єднання шляхом розбиття його шліфа, вирізаного впоперек шва, на шари товщиною 1-5 мм, розмір яких зменшується за його товщиною і обумовлений зміною потужності джерела тепла за глибиною шва, приймають, що в кожному шарі діє одне лінійне джерело тепла, яке рухається зі швидкістю зварювання у напрямку утворення шва, і сума потужності лінійних джерел тепла усіх цих шарів дорівнює
- коефіцієнт температуровіддачі з поверхні пластини, який відрізняється тим, що враховують зміну потужності джерела тепла за товщиною зварного з'єднання шляхом розбиття його шліфа, вирізаного впоперек шва, на шари товщиною 1-5 мм, розмір яких зменшується за його товщиною і обумовлений зміною потужності джерела тепла за глибиною шва, приймають, що в кожному шарі діє одне лінійне джерело тепла, яке рухається зі швидкістю зварювання у напрямку утворення шва, і сума потужності лінійних джерел тепла усіх цих шарів дорівнює ![]() , а ширину зони термічного впливу оцінюють за координатами точок, температура яких відповідає температурі межі зони термічного впливу в шарах по всій товщині зварного з'єднання для зварюваних пластин, і визначають ширину цієї зони за наведеною вище аналітичною залежністю для кожного шару розбиття вказаного шліфа.
, а ширину зони термічного впливу оцінюють за координатами точок, температура яких відповідає температурі межі зони термічного впливу в шарах по всій товщині зварного з'єднання для зварюваних пластин, і визначають ширину цієї зони за наведеною вище аналітичною залежністю для кожного шару розбиття вказаного шліфа.
Текст
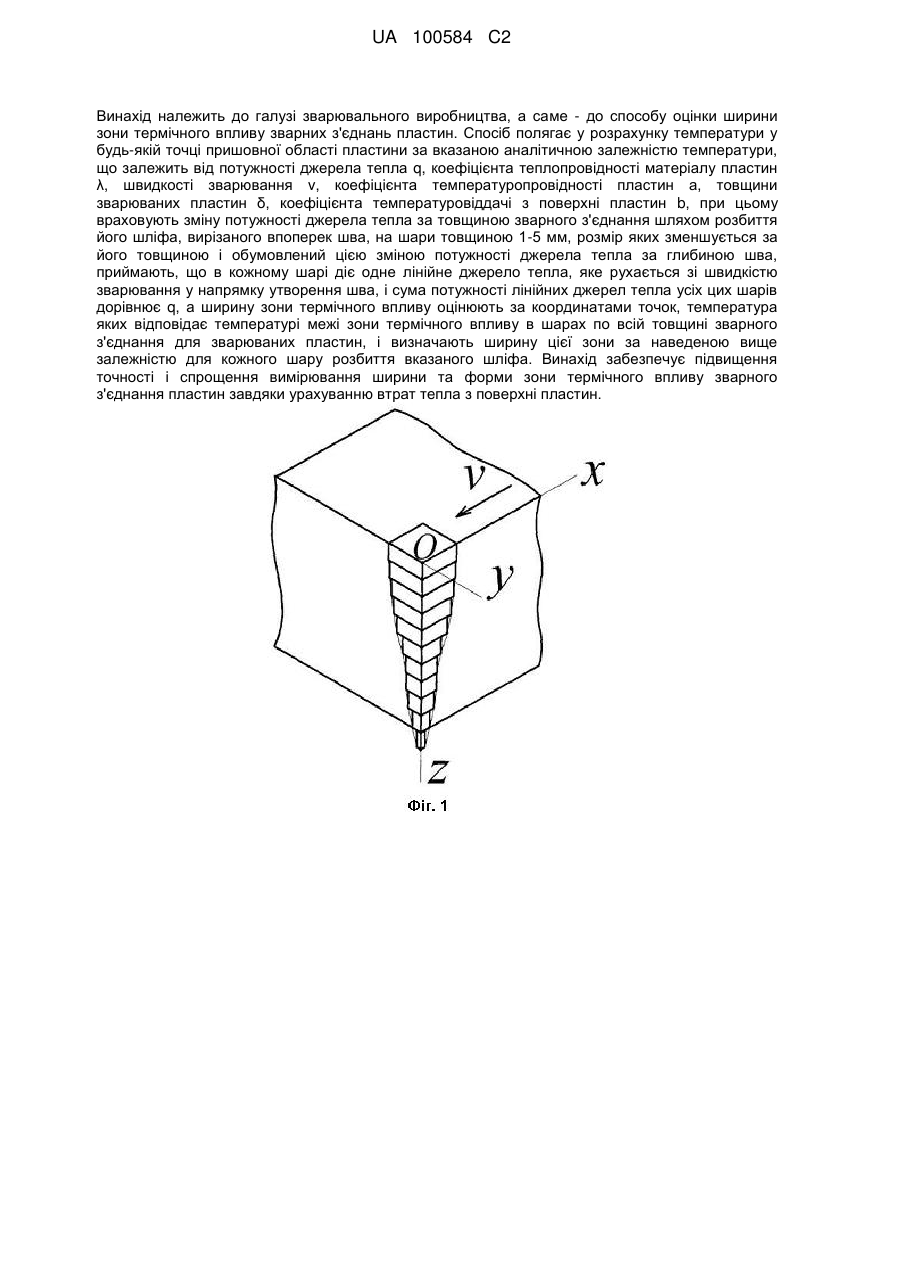
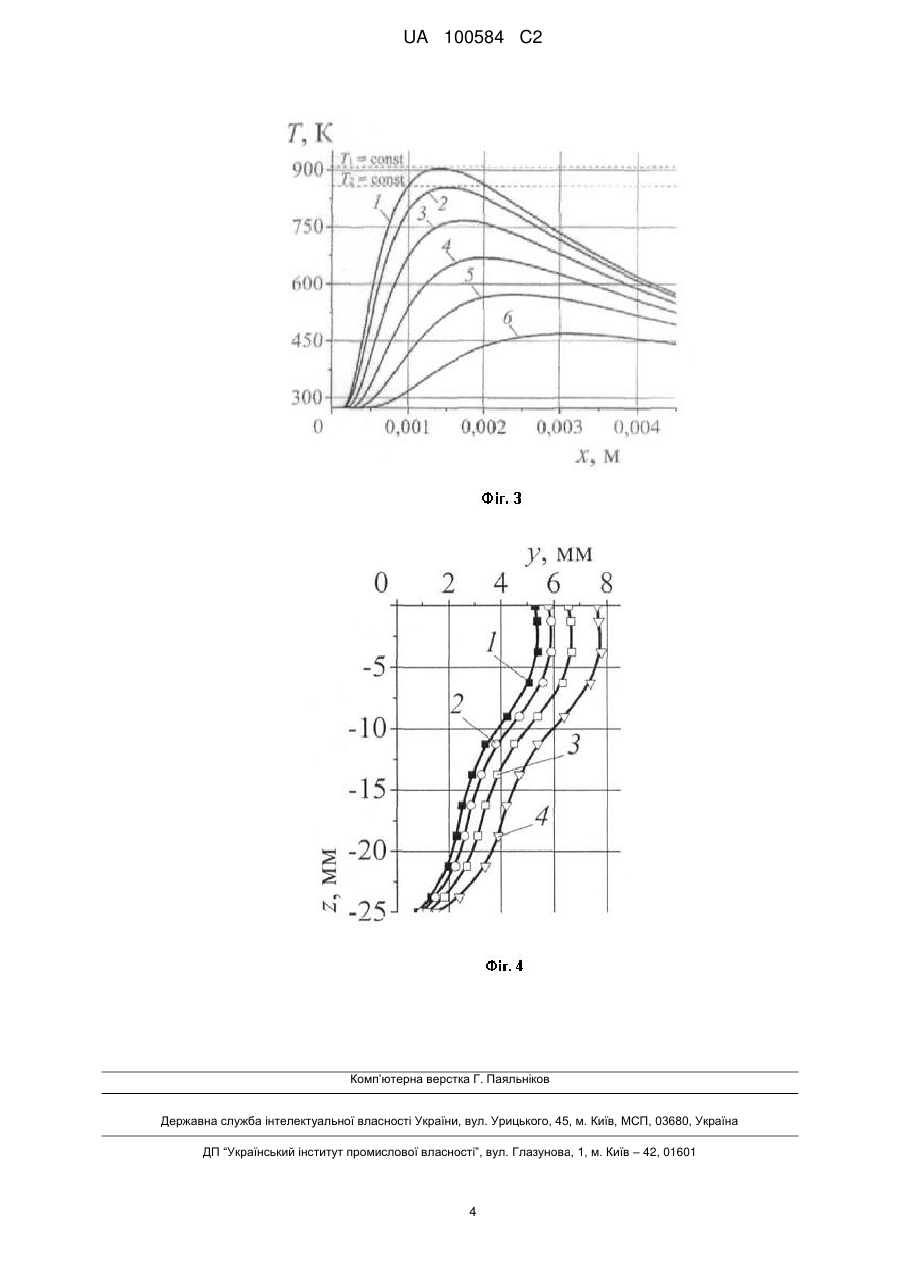
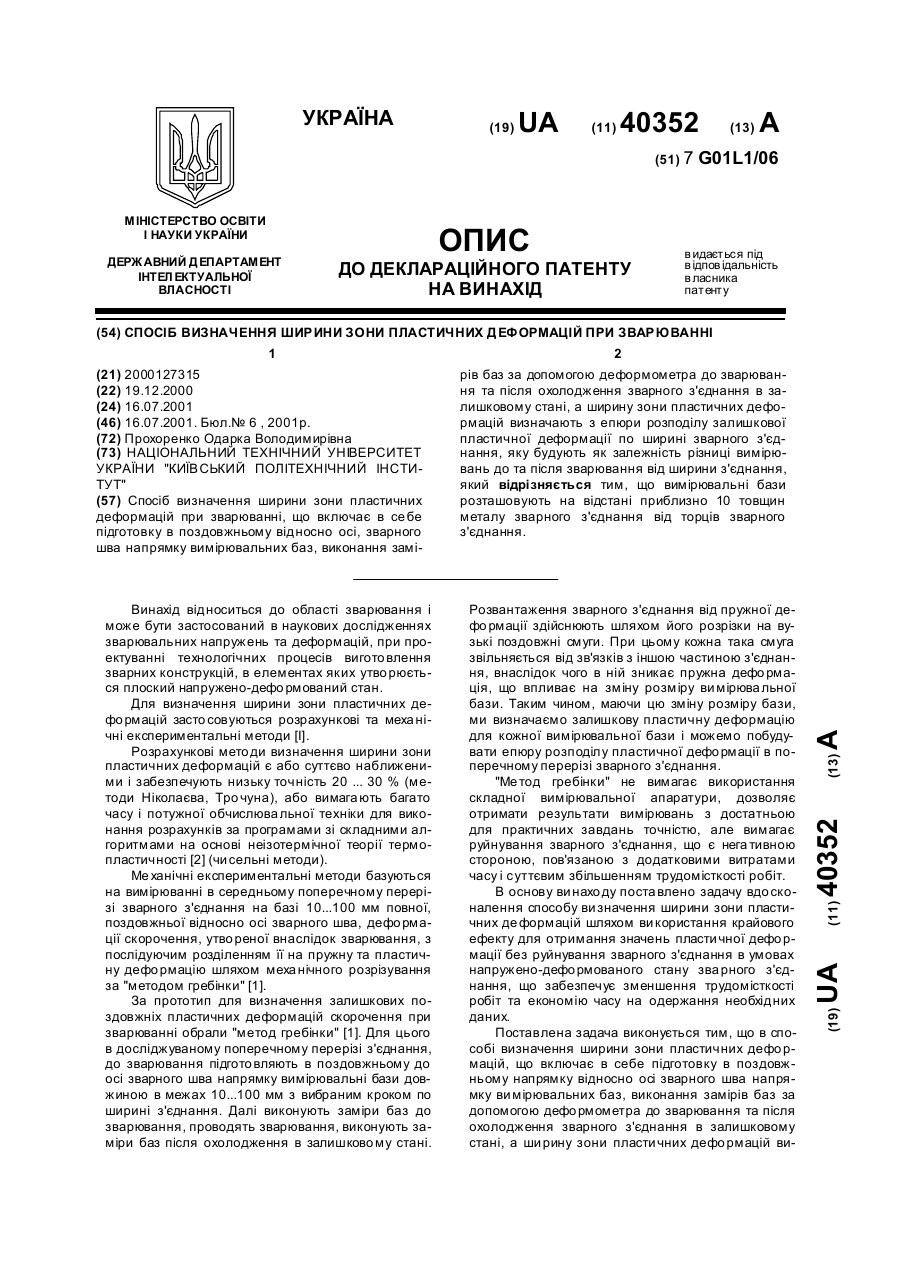
Реферат: UA 100584 C2 (12) UA 100584 C2 Винахід належить до галузі зварювального виробництва, а саме - до способу оцінки ширини зони термічного впливу зварних з'єднань пластин. Спосіб полягає у розрахунку температури у будь-якій точці пришовної області пластини за вказаною аналітичною залежністю температури, що залежить від потужності джерела тепла q, коефіцієнта теплопровідності матеріалу пластин λ, швидкості зварювання v, коефіцієнта температуропровідності пластин а, товщини зварюваних пластин δ, коефіцієнта температуровіддачі з поверхні пластин b, при цьому враховують зміну потужності джерела тепла за товщиною зварного з'єднання шляхом розбиття його шліфа, вирізаного впоперек шва, на шари товщиною 1-5 мм, розмір яких зменшується за його товщиною і обумовлений цією зміною потужності джерела тепла за глибиною шва, приймають, що в кожному шарі діє одне лінійне джерело тепла, яке рухається зі швидкістю зварювання у напрямку утворення шва, і сума потужності лінійних джерел тепла усіх цих шарів дорівнює q, а ширину зони термічного впливу оцінюють за координатами точок, температура яких відповідає температурі межі зони термічного впливу в шарах по всій товщині зварного з'єднання для зварюваних пластин, і визначають ширину цієї зони за наведеною вище залежністю для кожного шару розбиття вказаного шліфа. Винахід забезпечує підвищення точності і спрощення вимірювання ширини та форми зони термічного впливу зварного з'єднання пластин завдяки урахуванню втрат тепла з поверхні пластин. UA 100584 C2 5 10 15 20 Винахід належить до галузі зварювального виробництва, а саме до досліджень геометричних параметрів зони термічного впливу під час стикового зварювання пластин концентрованим джерелом тепла. Одним з визначальних факторів, що характеризує якість зварних з'єднань (33), є розмір зони термічного впливу (ЗТВ). Отримати такі дані можна, розрахувавши температурне поле (ТП) металу шва та пришовної зони, яке виникає під час зварювання. Відомі методи розрахунку ТП, побудовані на підходах Н.Н. Рикаліна [1 - Рыкалин Н.Н. Расчеты тепловых процессов при сварке. – М.: Машиностроение, 1951. - С. 43-51, 55-62]. Недоліком таких методик є те, що вони досить наближені і дають змогу розрахувати термічні цикли у найпростіших випадках, без урахування нерівномірності проплавлення за товщиною зз. Відомий також підхід до розрахунку ТП у пришовній зоні за променевого зварювання металів великої товщини [2 - Стронский А.Е., Левин В.В. Расчет температурного поля в околошовной зоне при электроннолучевой сварке металлов большой толщины // Сварочное производство, 1982. № 5. - с. 3-4.]. Канал проплавлення тут умовно приймають за низку точкових джерел, які одночасно рухаються всередині пластини у напрямку зварювання. Таким чином, сума полів від окремих теплових джерел визначає загальне ТП. Недоліком найближчого аналога є те, що не враховуються втрати тепла з поверхні тіла, через що отримують завищені результати розрахунку ЗТВ. Задачею винаходу є створення способу оцінки ширини зони термічного впливу ЗЗ пластин, який враховує зміну потужності джерела тепла за глибиною шва і втрат тепла з поверхні пластин. В основу заявленого способу покладено встановлену у книзі [1] залежність: 2 q a y x Tx, y exp b 2v x v 4a x v v , (1) 25 30 35 40 45 де q - потужність джерела тепла, λ - коефіцієнт теплопровідності пластин, v - швидкість зварювання, х, у - координати точки, у якій визначають температуру, а - коефіцієнт температуропровідності матеріалу пластин, δ - товщина зварюваних пластин, b - коефіцієнт температуровіддачі з поверхні пластини. У заявленому способі пропонується визначати зміну потужності зварювального джерела тепла (електричної дуги, електронного променя тощо) за товщиною ЗЗ шляхом розбиття висоти шліфа, вирізаного упоперек шва, на шари товщиною 1-5 мм (Фіг. 1). Приймають, що у кожному такому шарі діє лінійне джерело тепла, яке рухається зі швидкістю зварювання вздовж стику. На макрошліфі чітко видно контури шва, які мають нелінійний характер - найширші місця відповідають більшій потужності джерела тепла за однакової товщини шарів. Відсоток загальної потужності, що припадає на кожне з лінійних джерел, підбирають так, щоб точки, температура яких відповідає температурі плавлення зварюваного металу, попадали на перетин верхньої площини шару з кривою, що відмежовує метал зварного шва від основного металу пластин. Маючи таке розбиття, що визначає зміну потужності зварювального джерела тепла за товщиною ЗЗ, за аналітичною залежністю (1) розраховують розподіл температур у кожному шарі розбиття. Ширину зони термічного впливу оцінюють за координатами точок, температура яких відповідає температурі межі зони термічного впливу, за якої відбуваються структурні зміни металу зварюваних пластин. Для урахування відведення тепла з поверхні пластин під час їх зварювання вводимо з залежність (1) поправковий коефіцієнт K, який для кожної технології зварювання має свої конкретні значення. Оскільки інтенсивний відбір тепла відбувається у приповерхневих шарах зварювальних пластин, то для його оцінки пропонується враховувати коефіцієнт K лише для приповерхневих трьох шарів розбиття - для верхньої і нижньої поверхонь. Тоді залежність (1) можна записати так: 2 qK a y x Tx, y exp b 2v x v 4a x v v . (2) 50 Таким чином, новизна заявленого способу полягає у тому, що враховують зміну потужності джерела тепла за товщиною ЗЗ та відведення тепла з поверхні пластин. 1 UA 100584 C2 5 10 15 20 25 30 35 Для реалізації запропонованого способу оцінки ширини зони термічного впливу зварного з'єднання пластин виконують таку послідовність дій: 1. Виготовляють макрошліф поперечного перерізу ЗЗ та готують у прийнятному масштабі його зображення для опрацювання. 2. Розбивають за схемою зображення макрошліфа (Фіг. 2) з урахуванням прийнятої оптимальної кількості лінійних джерел тепла. 3. Вимірюють відстані ℓ1… ℓn від центру шва до лінії, що його обмежує (межі сплавлення – лінії завершення кристалізації металу зварювальної ванни) для кожного і–го шару розбиття (і = 1,…, n), які далі для розрахунків приймають за координати y1…yn. 4. Для побудови розподілів температур у кожному шарі розбиття визначають з діаграми стану конкретного сплаву, який зварювали, температуру початку (Т 1) та завершення (Т2) кристалізації. 5. З урахуванням необхідних для даного сплаву фізичних констант та отриманих з п. 3 алгоритму величин, за залежністю (1) будують ізохрону f2 (x, T) у кожному шарі розбиття для значення точки по осі "y", максимальна температура якої Т 2 (Фіг. 3, крива 2). Для цього використовують залежність q=U·I·η·β, де η - коефіцієнт ККД джерела тепла, а коефіцієнт β підбирається так, щоб максимум функції f2 збігався з лінією температури закінчення кристалізації сплаву (Т2=const). 6. Маючи значення β, отримане у п. 5, будують у кожному шарі ізохрони fj (x, T), максимальні значення температур яких зменшуються з кроком 100 K (Фіг. 3, криві 3-6) від температури завершення кристалізації (Т2). 7. Повторюють п. 5 і п. 6 для наступних шарів. 8. Маючи значення β, для кожного шару, будують, виходячи з аналітичної залежності (1), ізотерми та розподіли температур за осями "x" та "y" в усіх областях розбиття. За запропонованим способом оцінки ширини зони термічного впливу зварного з'єднання пластин розраховано розміри розміри зони темічного впливу ЗЗ за наскрізного електроннопроменевого зварюванн пластин товщиною δ = 25 мм. Матеріал ЗЗ - термічно зміцнений алюмінієвий сплав марки 1201-Т. Режим зварювання: швидкість 50 м/год., напруга прискорення 55 кВ, струм променя 210 мА. Теплофізичні характеритики сплаву: λ = 142 Вт/(м·град.), С = 6 3 6 2 2 2,72·10 Дж/(м ·град.), А = 50·10- м /с, = 6280 Вт/(м ·град.). Ефективний коефіцієнт корисної дії джерела тепла η = 0,89. На Фіг. 4 зображено ізотерми у площині поперечного перерізу ЗЗ, де криві: 1-4 відповідають температурам 853 K, 773 K, 673 K, 573 K, відповідно. У сплаві 1201-Т зміни структури проходять уже за температури 573 K, а отже крива 4 окреслює межу зони термічного впливу і її подвійна ширина у верхній частині ЗЗ становить 15,6 мм, у центральній - 12 мм і у нижній - 3 мм. Таким чином, отримані експериментальні дані показують, що заявлений спосіб дозволяє ефективно розраховувати ширину зони термічного впливу за стикового зварювання пластин потужним концентрованим джерелом тепла. ФОРМУЛА ВИНАХОДУ 40 Спосіб оцінки ширини зони термічного впливу зварного з'єднання пластин, який полягає у розрахунку температури у будь-якій точці пришовної області тонкої пластини за аналітичною залежністю, 45 50 55 2 x y exp b , x x v 4a v v де q - потужність джерела тепла, - коефіцієнт теплопровідності матеріалу пластин, v швидкість зварювання, x , y - координати точки, температуру якої визначають, a - коефіцієнт qK T x, y 2v a температуропровідності пластин, - товщина зварюваних пластин, b - коефіцієнт температуровіддачі з поверхні пластини, який відрізняється тим, що враховують зміну потужності джерела тепла за товщиною зварного з'єднання шляхом розбиття його шліфа, вирізаного впоперек шва, на шари товщиною 1-5 мм, розмір яких зменшується за його товщиною і обумовлений зміною потужності джерела тепла за глибиною шва, приймають, що в кожному шарі діє одне лінійне джерело тепла, яке рухається зі швидкістю зварювання у напрямку утворення шва, і сума потужності лінійних джерел тепла усіх цих шарів дорівнює q , а ширину зони термічного впливу оцінюють за координатами точок, температура яких відповідає температурі межі зони термічного впливу в шарах по всій товщині зварного з'єднання для 2 UA 100584 C2 зварюваних пластин, і визначають ширину цієї зони за наведеною вище аналітичною залежністю для кожного шару розбиття вказаного шліфа. 3 UA 100584 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for estimation of zone of thermal effect of welded joint of plates
Автори англійськоюSkalskyi Valentyn Romanovych, Nazarchuk Zinovii Teodorovych, Liasota Ihor Mykolaiovych, Rudavskyi Denys Volodymyrovych, Stankevych Olena Mykhailivna, Velykyi Petro Pylypovych
Назва патенту російськоюСпособ оценки ширины зоны термического влияния сварного соединения пластин
Автори російськоюСкальский Валентин Романович, Назарчук Зиновий Теодорович, Лясота Игорь Николаевич, Рудавский Денис Владимирович, Станкевич Елена Михайловна, Великий Петр Филиппович
МПК / Мітки
МПК: G01N 25/02, G01N 25/18, G01K 7/02, B23K 15/00
Мітки: ширини, з'єднання, термічного, впливу, оцінки, зони, спосіб, пластин, зварного
Код посилання
<a href="https://ua.patents.su/6-100584-sposib-ocinki-shirini-zoni-termichnogo-vplivu-zvarnogo-zehdnannya-plastin.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінки ширини зони термічного впливу зварного з’єднання пластин</a>
Спосіб визначення ширини зони пластичних деформацій при зварюванні
Номер патенту: 40352
Опубліковано: 16.07.2001
Автор: Прохоренко Одарка Володимирівна
МПК: G01L 1/06
Мітки: зони, деформацій, зварюванні, ширини, спосіб, пластичних, визначення
Формула / Реферат:
Спосіб визначення ширини зони пластичних деформацій при зварюванні, що включає в себе підготовку в поздовжньому відносно осі, зварного шва напрямку вимірювальних баз, виконання замірів баз за допомогою деформометра до зварювання та після охолодження зварного з'єднання в залишковому стані, а ширину зони пластичних деформацій визначають з епюри розподілу залишкової пластичної деформації по ширині зварного з'єднання, яку будують як...
Спосіб для оцінки тріщиностійкості зварного з’єднання гартівної сталі та пристрій для його здійснення
Номер патенту: 73637
Опубліковано: 15.08.2005
Автори: Савицький Михайло Михайлович, Кулик Віктор Михайлович
МПК: G01N 3/00
Мітки: з'єднання, оцінки, тріщиностійкості, спосіб, пристрій, здійснення, сталі, гартівної, зварного
Формула / Реферат:
1. Спосіб оцінки тріщиностійкості зварного з'єднання гартівної сталі випробуванням на уповільнене руйнування при навантаженні без досягнення межі міцності бічним розтягувальним зусиллям тривалої дії через прилеглі випробувальні частини звареної сталі з визначенням розривного напруження, мікропластичних деформацій, терміну руйнування, роботи деформування і руйнування, які відрізняється тим, що навантаження здійснюють рівномірно по висоті...
Спосіб обробки зварного з’єднання сталей
Номер патенту: 100281
Опубліковано: 10.12.2012
Автори: Палагеша Андрій Миколайович, Савицький Михайло Михайлович, Шелягін Володимир Дмитрович, Кулик Віктор Михайлович, Єлагін Валерій Павлович, Сіора Александр Васильович
МПК: B23K 26/06, B23K 26/00
Мітки: з'єднання, зварного, спосіб, сталей, обробки
Формула / Реферат:
Спосіб обробки зварного з'єднання сталей, переважно гартівних, опосередкованим нагріванням, піддаючи прилеглі до нього ділянки металу прямій тепловій дії, який відрізняється тим, що прилеглі до зварного з'єднання ділянки піддають прямій дії лазерного променя з проплавленням на глибину, співрозмірну з товщиною зварного з'єднання.
Спосіб термічного переднапруження стальних обойм
Номер патенту: 43531
Опубліковано: 25.08.2009
Автор: Трофимцов Юрій Анатолійович
МПК: E04G 23/02
Мітки: стальних, переднапруження, термічного, спосіб, обойм
Формула / Реферат:
Спосіб термічного переднапруження стальних обойм, що включає наплавлення зварних валиків на поверхню поперечних елементів після зварювання обойми, який відрізняється тим, що на час наплавлення зварного валика поверхню поперечного елемента, крім зони, що передбачена для валика, захищають від теплообміну з навколишнім середовищем інвентарною теплоізоляцією.
Спосіб обробки зварного з’єднання сталей
Номер патенту: 72635
Опубліковано: 15.03.2005
Автори: Кулик Віктор Михайлович, Савицький Михайло Михайлович, ЛУПАН Аркадій Пилипович, Бурський Георгій Вікторович
Мітки: з'єднання, зварного, сталей, обробки, спосіб
Формула / Реферат:
Спосіб обробки зварного з'єднання сталей, переважно гартівних, що включає його дугове нагрівання електродом, який відрізняється тим, що дугове нагрівання зварного з'єднання здійснюють опосередковано, піддаючи прямій дії дуги прилеглі до нього ділянки металу при зміщенні електрода від осі зварного з'єднання на відстань, не меншу за 0,5 ширини останнього.
Попередній патент: Термічно ізольований екструзійний фільєрний вузол для підводного гранулювання і подібних застосувань та гранулятор, що містить фільєрний вузол (варіанти)
Наступний патент: Спосіб розподілу молекул води на рідини з підвищеним вмістом в них катіонів та аніонів води
Випадковий патент: Клинок