Формування легковагого звуковбирного виробу литтям

Формула / Реферат
1. Спосіб виготовлення спіненого звуковбирного виробу, що включає:
змішування крохмалю з холодною водою;
нагрівання крохмально-водяної суміші для утворення крохмального гелю;
додавання мінеральної вати в крохмальний гель для утворення пульпи;
вологе змішування пульпи до утворення вузликів мінеральної вати;
поєднання поверхнево-активної речовини з деякою кількістю пінної води, причому зазначену поверхнево-активну речовину вибирають із групи, що складається з лінійного алкілбензолового сульфонату, кокамідопропілбетаїну, кокамідопропілгідроксисультаїну, їхніх солей і сумішей;
змішування поверхнево-активної речовини, пінної води і пульпи для утворення спіненої пульпи;
виливання спіненої пульпи в ливарну форму;
забезпечення висихання спіненої пульпи для утворення спіненого виробу;
виймання спіненого виробу з ливарної форми.
2. Спосіб за п. 1, де виріб із зазначеного способу не містить добавок перліту.
3. Спосіб за п. 1, де крохмаль із зазначеного етапу змішування містить рослинний крохмаль.
4. Спосіб за п. 3, де рослинний крохмаль із зазначеного етапу змішування також містить вид крохмалю, вибраний із групи, що містить кукурудзяний, картопляний, пшеничний і тапіоковий крохмаль.
5. Спосіб за п. 4, де рослинний крохмаль є зшитим кукурудзяним крохмалем.
6. Спосіб за п. 1, де зазначений етап змішування містить виготовлення заздалегідь сформованої піни і змішування заздалегідь сформованої піни з вологою пульпою.
7. Спосіб за п. 1, де зазначений етап поєднання також містить додавання розчину поверхнево-активної речовини до вологої пульпи і перемішування вологої пульпи для утворення спіненої волокнистої маси.
8. Спосіб за п. 1, де мінеральну вату із зазначеного етапу додавання додають у вигляді волокнистої мінеральної вати.
9. Спінений звуковбирний виріб, що містить висушену структуру мінеральної вати, причому проміжки між волокнами мінеральної вати заповнені висушеним крохмальним гелем, що містить пустоти, внутрішня поверхня зазначених пустот вкрита плівкою, вибраною з групи, що складається з лінійного алкілбензолового сульфонату, кокамідопропілбетаїну, кокамідопропілгідроксисультаїну, їхніх солей і сумішей; зазначена мінеральна вата має форму розпушених волокон або виконана у вигляді вузликів вати розміром менш або рівним 3 мм; і
де зазначений виріб має щільність щонайменше 16 фунтів на фут і твердість щонайменше 80 фунтів сили.
10. Виріб за п. 9, що додатково містить щонайменше одне із групи, що складається з гіпсу, борної кислоти і їх сумішей.
Текст
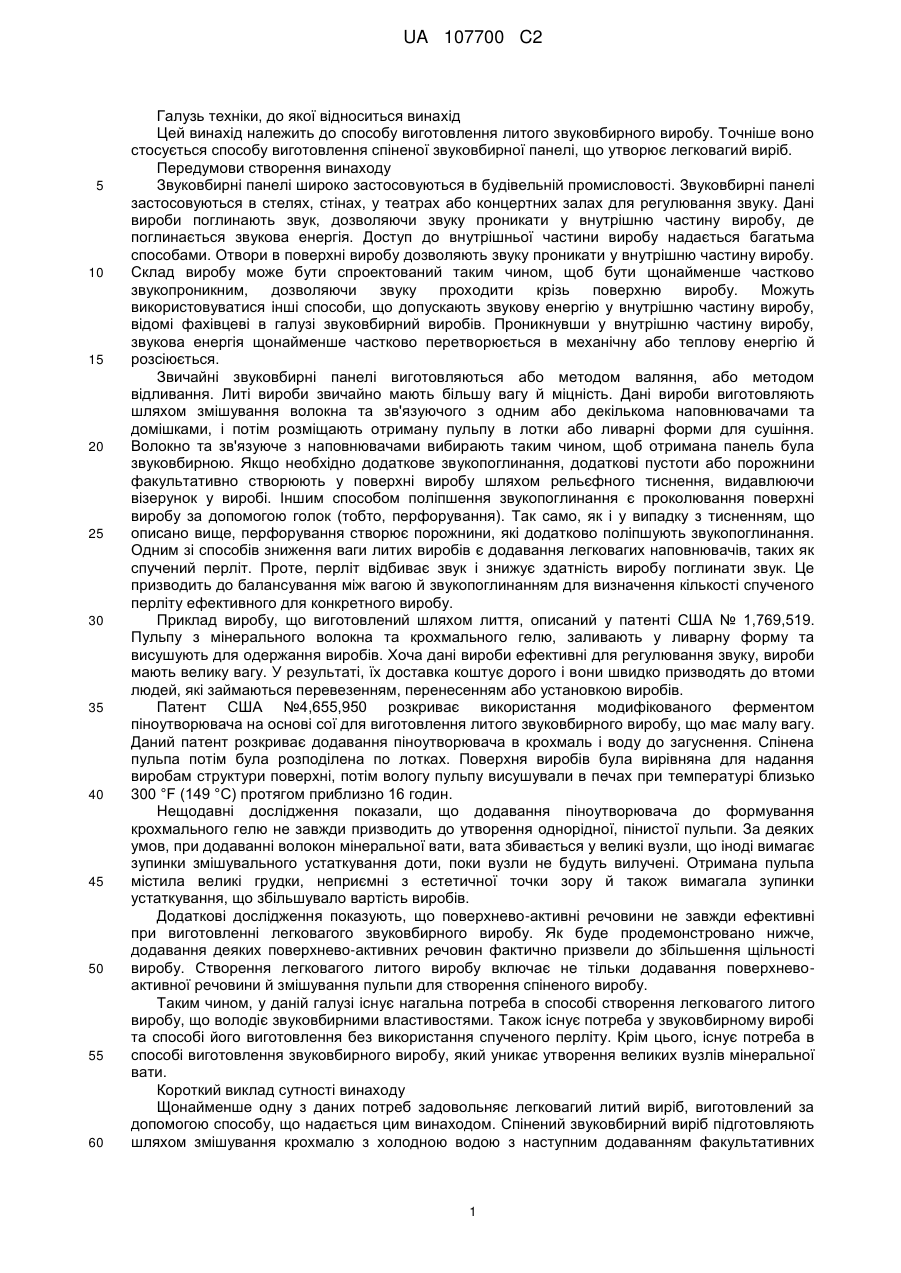
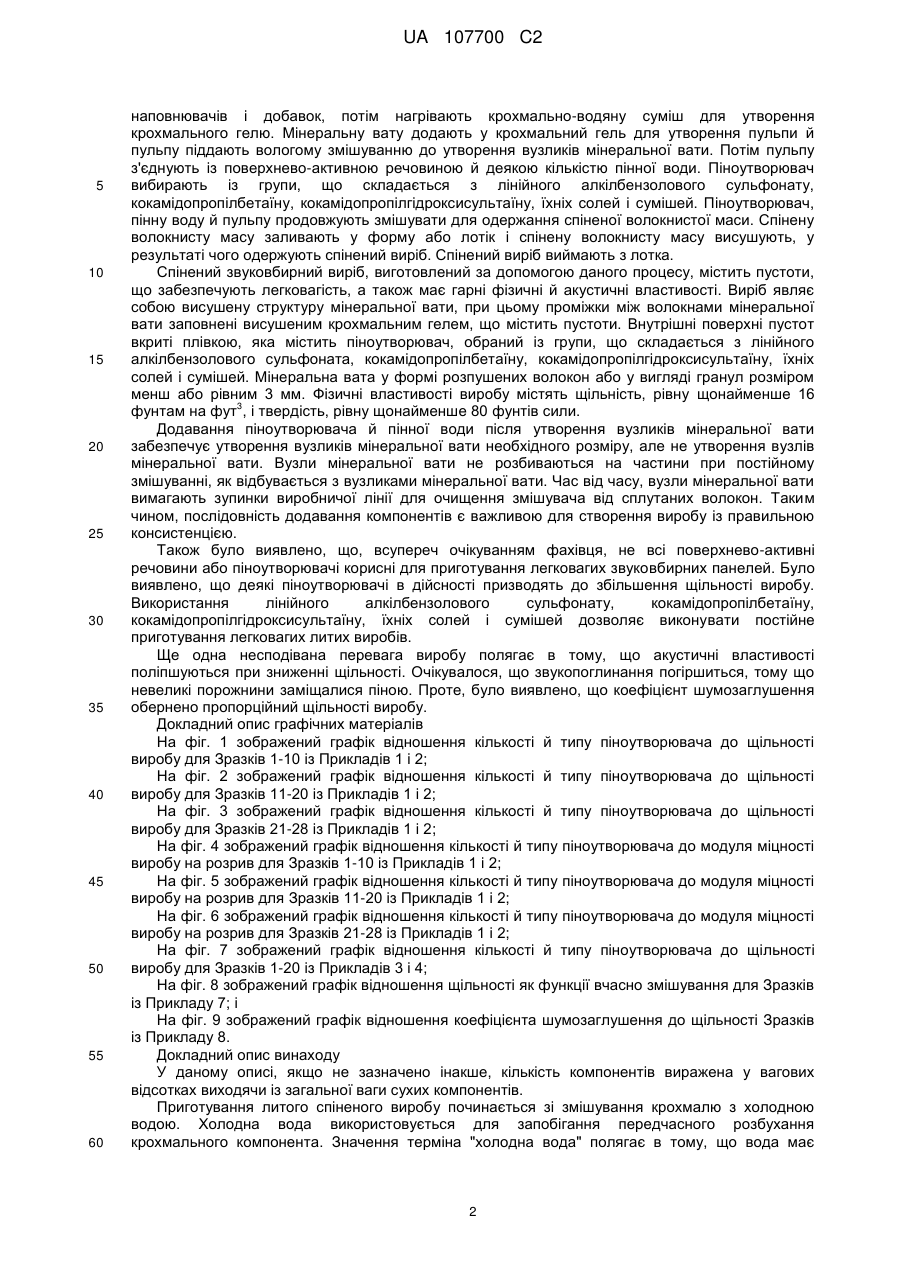
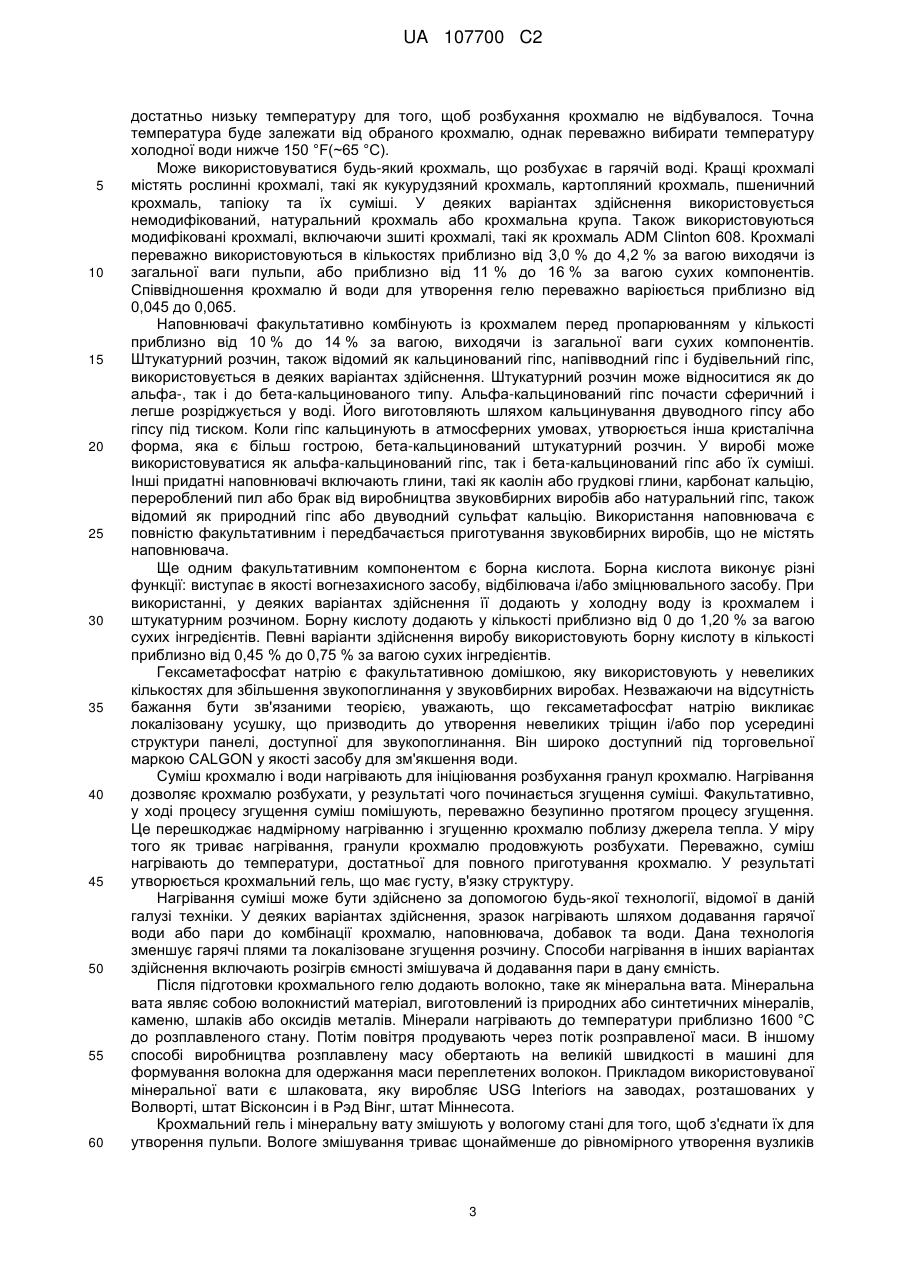
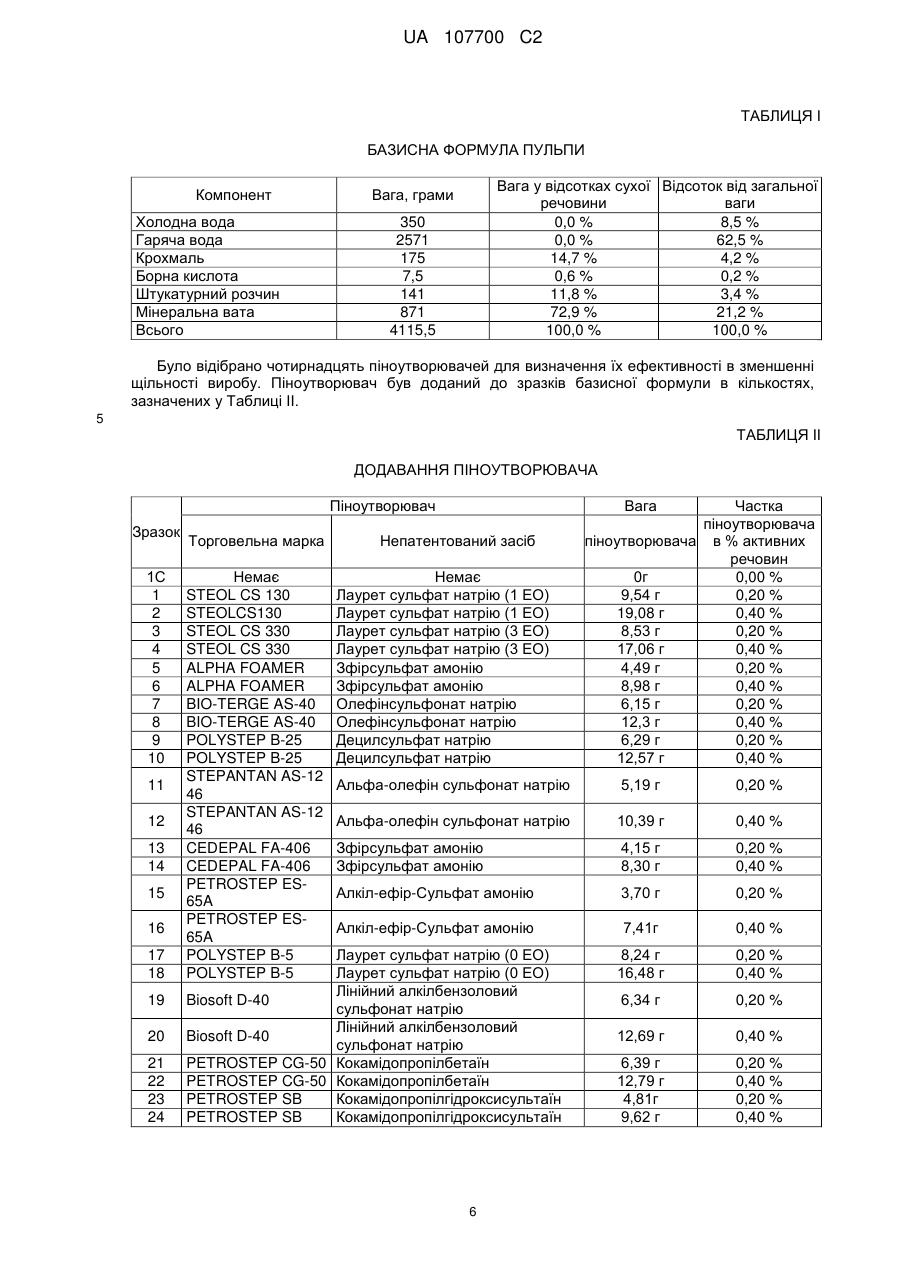
Реферат: Легковагий литий виріб, виготовлений за допомогою способу згідно з цим винаходом. Спінений звуковбирний виріб підготовлюють шляхом змішування крохмалю з холодною водою, після чого нагрівають крохмально-водяну суміш для утворення крохмального гелю. Мінеральну вату додають у крохмальний гель для утворення пульпи і пульпу піддають вологому змішуванню до утворення гранул мінеральної вати. Потім пульпу з'єднують із поверхнево-активною речовиною і деякою кількістю пінної води. Піноутворювач вибирають із групи, що складається з лінійного додецилбензолсульфонату натрію, кокамідопропілбетаїну, кокамідопропілгідроксисультаїну, їхніх солей і сумішей. Піноутворювач і волокнисту масу продовжують змішувати для одержання спіненої волокнистої маси. Спінену пульпу заливають у ливарну форму і дозволяють спіненій пульпі висохнути для утворення спіненого виробу. Спінений виріб виймають із ливарної форми. UA 107700 C2 (12) UA 107700 C2 UA 107700 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки, до якої відноситься винахід Цей винахід належить до способу виготовлення литого звуковбирного виробу. Точніше воно стосується способу виготовлення спіненої звуковбирної панелі, що утворює легковагий виріб. Передумови створення винаходу Звуковбирні панелі широко застосовуються в будівельній промисловості. Звуковбирні панелі застосовуються в стелях, стінах, у театрах або концертних залах для регулювання звуку. Дані вироби поглинають звук, дозволяючи звуку проникати у внутрішню частину виробу, де поглинається звукова енергія. Доступ до внутрішньої частини виробу надається багатьма способами. Отвори в поверхні виробу дозволяють звуку проникати у внутрішню частину виробу. Склад виробу може бути спроектований таким чином, щоб бути щонайменше частково звукопроникним, дозволяючи звуку проходити крізь поверхню виробу. Можуть використовуватися інші способи, що допускають звукову енергію у внутрішню частину виробу, відомі фахівцеві в галузі звуковбирний виробів. Проникнувши у внутрішню частину виробу, звукова енергія щонайменше частково перетворюється в механічну або теплову енергію й розсіюється. Звичайні звуковбирні панелі виготовляються або методом валяння, або методом відливання. Литі вироби звичайно мають більшу вагу й міцність. Дані вироби виготовляють шляхом змішування волокна та зв'язуючого з одним або декількома наповнювачами та домішками, і потім розміщають отриману пульпу в лотки або ливарні форми для сушіння. Волокно та зв'язуюче з наповнювачами вибирають таким чином, щоб отримана панель була звуковбирною. Якщо необхідно додаткове звукопоглинання, додаткові пустоти або порожнини факультативно створюють у поверхні виробу шляхом рельєфного тиснення, видавлюючи візерунок у виробі. Іншим способом поліпшення звукопоглинання є проколювання поверхні виробу за допомогою голок (тобто, перфорування). Так само, як і у випадку з тисненням, що описано вище, перфорування створює порожнини, які додатково поліпшують звукопоглинання. Одним зі способів зниження ваги литих виробів є додавання легковагих наповнювачів, таких як спучений перліт. Проте, перліт відбиває звук і знижує здатність виробу поглинати звук. Це призводить до балансування між вагою й звукопоглинанням для визначення кількості спученого перліту ефективного для конкретного виробу. Приклад виробу, що виготовлений шляхом лиття, описаний у патенті США № 1,769,519. Пульпу з мінерального волокна та крохмального гелю, заливають у ливарну форму та висушують для одержання виробів. Хоча дані вироби ефективні для регулювання звуку, вироби мають велику вагу. У результаті, їх доставка коштує дорого і вони швидко призводять до втоми людей, які займаються перевезенням, перенесенням або установкою виробів. Патент США №4,655,950 розкриває використання модифікованого ферментом піноутворювача на основі сої для виготовлення литого звуковбирного виробу, що має малу вагу. Даний патент розкриває додавання піноутворювача в крохмаль і воду до загуснення. Спінена пульпа потім була розподілена по лотках. Поверхня виробів була вирівняна для надання виробам структури поверхні, потім вологу пульпу висушували в печах при температурі близько 300 °F (149 °C) протягом приблизно 16 годин. Нещодавні дослідження показали, що додавання піноутворювача до формування крохмального гелю не завжди призводить до утворення однорідної, пінистої пульпи. За деяких умов, при додаванні волокон мінеральної вати, вата збивається у великі вузли, що іноді вимагає зупинки змішувального устаткування доти, поки вузли не будуть вилучені. Отримана пульпа містила великі грудки, неприємні з естетичної точки зору й також вимагала зупинки устаткування, що збільшувало вартість виробів. Додаткові дослідження показують, що поверхнево-активні речовини не завжди ефективні при виготовленні легковагого звуковбирного виробу. Як буде продемонстровано нижче, додавання деяких поверхнево-активних речовин фактично призвели до збільшення щільності виробу. Створення легковагого литого виробу включає не тільки додавання поверхневоактивної речовини й змішування пульпи для створення спіненого виробу. Таким чином, у даній галузі існує нагальна потреба в способі створення легковагого литого виробу, що володіє звуковбирними властивостями. Також існує потреба у звуковбирному виробі та способі його виготовлення без використання спученого перліту. Крім цього, існує потреба в способі виготовлення звуковбирного виробу, який уникає утворення великих вузлів мінеральної вати. Короткий виклад сутності винаходу Щонайменше одну з даних потреб задовольняє легковагий литий виріб, виготовлений за допомогою способу, що надається цим винаходом. Спінений звуковбирний виріб підготовляють шляхом змішування крохмалю з холодною водою з наступним додаванням факультативних 1 UA 107700 C2 5 10 15 20 25 30 35 40 45 50 55 60 наповнювачів і добавок, потім нагрівають крохмально-водяну суміш для утворення крохмального гелю. Мінеральну вату додають у крохмальний гель для утворення пульпи й пульпу піддають вологому змішуванню до утворення вузликів мінеральної вати. Потім пульпу з'єднують із поверхнево-активною речовиною й деякою кількістю пінної води. Піноутворювач вибирають із групи, що складається з лінійного алкілбензолового сульфонату, кокамідопропілбетаїну, кокамідопропілгідроксисультаїну, їхніх солей і сумішей. Піноутворювач, пінну воду й пульпу продовжують змішувати для одержання спіненої волокнистої маси. Спінену волокнисту масу заливають у форму або лотік і спінену волокнисту масу висушують, у результаті чого одержують спінений виріб. Спінений виріб виймають з лотка. Спінений звуковбирний виріб, виготовлений за допомогою даного процесу, містить пустоти, що забезпечують легковагість, а також має гарні фізичні й акустичні властивості. Виріб являє собою висушену структуру мінеральної вати, при цьому проміжки між волокнами мінеральної вати заповнені висушеним крохмальним гелем, що містить пустоти. Внутрішні поверхні пустот вкриті плівкою, яка містить піноутворювач, обраний із групи, що складається з лінійного алкілбензолового сульфоната, кокамідопропілбетаїну, кокамідопропілгідроксисультаїну, їхніх солей і сумішей. Мінеральна вата у формі розпушених волокон або у вигляді гранул розміром менш або рівним 3 мм. Фізичні властивості виробу містять щільність, рівну щонайменше 16 3 фунтам на фут , і твердість, рівну щонайменше 80 фунтів сили. Додавання піноутворювача й пінної води після утворення вузликів мінеральної вати забезпечує утворення вузликів мінеральної вати необхідного розміру, але не утворення вузлів мінеральної вати. Вузли мінеральної вати не розбиваються на частини при постійному змішуванні, як відбувається з вузликами мінеральної вати. Час від часу, вузли мінеральної вати вимагають зупинки виробничої лінії для очищення змішувача від сплутаних волокон. Таким чином, послідовність додавання компонентів є важливою для створення виробу із правильною консистенцією. Також було виявлено, що, всупереч очікуванням фахівця, не всі поверхнево-активні речовини або піноутворювачі корисні для приготування легковагих звуковбирних панелей. Було виявлено, що деякі піноутворювачі в дійсності призводять до збільшення щільності виробу. Використання лінійного алкілбензолового сульфонату, кокамідопропілбетаїну, кокамідопропілгідроксисультаїну, їхніх солей і сумішей дозволяє виконувати постійне приготування легковагих литих виробів. Ще одна несподівана перевага виробу полягає в тому, що акустичні властивості поліпшуються при зниженні щільності. Очікувалося, що звукопоглинання погіршиться, тому що невеликі порожнини заміщалися піною. Проте, було виявлено, що коефіцієнт шумозаглушення обернено пропорційний щільності виробу. Докладний опис графічних матеріалів На фіг. 1 зображений графік відношення кількості й типу піноутворювача до щільності виробу для Зразків 1-10 із Прикладів 1 і 2; На фіг. 2 зображений графік відношення кількості й типу піноутворювача до щільності виробу для Зразків 11-20 із Прикладів 1 і 2; На фіг. 3 зображений графік відношення кількості й типу піноутворювача до щільності виробу для Зразків 21-28 із Прикладів 1 і 2; На фіг. 4 зображений графік відношення кількості й типу піноутворювача до модуля міцності виробу на розрив для Зразків 1-10 із Прикладів 1 і 2; На фіг. 5 зображений графік відношення кількості й типу піноутворювача до модуля міцності виробу на розрив для Зразків 11-20 із Прикладів 1 і 2; На фіг. 6 зображений графік відношення кількості й типу піноутворювача до модуля міцності виробу на розрив для Зразків 21-28 із Прикладів 1 і 2; На фіг. 7 зображений графік відношення кількості й типу піноутворювача до щільності виробу для Зразків 1-20 із Прикладів 3 і 4; На фіг. 8 зображений графік відношення щільності як функції вчасно змішування для Зразків із Прикладу 7; і На фіг. 9 зображений графік відношення коефіцієнта шумозаглушення до щільності Зразків із Прикладу 8. Докладний опис винаходу У даному описі, якщо не зазначено інакше, кількість компонентів виражена у вагових відсотках виходячи із загальної ваги сухих компонентів. Приготування литого спіненого виробу починається зі змішування крохмалю з холодною водою. Холодна вода використовується для запобігання передчасного розбухання крохмального компонента. Значення терміна "холодна вода" полягає в тому, що вода має 2 UA 107700 C2 5 10 15 20 25 30 35 40 45 50 55 60 достатньо низьку температуру для того, щоб розбухання крохмалю не відбувалося. Точна температура буде залежати від обраного крохмалю, однак переважно вибирати температуру холодної води нижче 150 °F(~65 °C). Може використовуватися будь-який крохмаль, що розбухає в гарячій воді. Кращі крохмалі містять рослинні крохмалі, такі як кукурудзяний крохмаль, картопляний крохмаль, пшеничний крохмаль, тапіоку та їх суміші. У деяких варіантах здійснення використовується немодифікований, натуральний крохмаль або крохмальна крупа. Також використовуються модифіковані крохмалі, включаючи зшиті крохмалі, такі як крохмаль ADM Clinton 608. Крохмалі переважно використовуються в кількостях приблизно від 3,0 % до 4,2 % за вагою виходячи із загальної ваги пульпи, або приблизно від 11 % до 16 % за вагою сухих компонентів. Співвідношення крохмалю й води для утворення гелю переважно варіюється приблизно від 0,045 до 0,065. Наповнювачі факультативно комбінують із крохмалем перед пропарюванням у кількості приблизно від 10 % до 14 % за вагою, виходячи із загальної ваги сухих компонентів. Штукатурний розчин, також відомий як кальцинований гіпс, напівводний гіпс і будівельний гіпс, використовується в деяких варіантах здійснення. Штукатурний розчин може відноситися як до альфа-, так і до бета-кальцинованого типу. Альфа-кальцинований гіпс почасти сферичний і легше розріджується у воді. Його виготовляють шляхом кальцинування двуводного гіпсу або гіпсу під тиском. Коли гіпс кальцинують в атмосферних умовах, утворюється інша кристалічна форма, яка є більш гострою, бета-кальцинований штукатурний розчин. У виробі може використовуватися як альфа-кальцинований гіпс, так і бета-кальцинований гіпс або їх суміші. Інші придатні наповнювачі включають глини, такі як каолін або грудкові глини, карбонат кальцію, перероблений пил або брак від виробництва звуковбирних виробів або натуральний гіпс, також відомий як природний гіпс або двуводний сульфат кальцію. Використання наповнювача є повністю факультативним і передбачається приготування звуковбирних виробів, що не містять наповнювача. Ще одним факультативним компонентом є борна кислота. Борна кислота виконує різні функції: виступає в якості вогнезахисного засобу, відбілювача і/або зміцнювального засобу. При використанні, у деяких варіантах здійснення її додають у холодну воду із крохмалем і штукатурним розчином. Борну кислоту додають у кількості приблизно від 0 до 1,20 % за вагою сухих інгредієнтів. Певні варіанти здійснення виробу використовують борну кислоту в кількості приблизно від 0,45 % до 0,75 % за вагою сухих інгредієнтів. Гексаметафосфат натрію є факультативною домішкою, яку використовують у невеликих кількостях для збільшення звукопоглинання у звуковбирних виробах. Незважаючи на відсутність бажання бути зв'язаними теорією, уважають, що гексаметафосфат натрію викликає локалізовану усушку, що призводить до утворення невеликих тріщин і/або пор усередині структури панелі, доступної для звукопоглинання. Він широко доступний під торговельної маркою CALGON у якості засобу для зм'якшення води. Суміш крохмалю і води нагрівають для ініціювання розбухання гранул крохмалю. Нагрівання дозволяє крохмалю розбухати, у результаті чого починається згущення суміші. Факультативно, у ході процесу згущення суміш помішують, переважно безупинно протягом процесу згущення. Це перешкоджає надмірному нагріванню і згущенню крохмалю поблизу джерела тепла. У міру того як триває нагрівання, гранули крохмалю продовжують розбухати. Переважно, суміш нагрівають до температури, достатньої для повного приготування крохмалю. У результаті утворюється крохмальний гель, що має густу, в'язку структуру. Нагрівання суміші може бути здійснено за допомогою будь-якої технології, відомої в даній галузі техніки. У деяких варіантах здійснення, зразок нагрівають шляхом додавання гарячої води або пари до комбінації крохмалю, наповнювача, добавок та води. Дана технологія зменшує гарячі плями та локалізоване згущення розчину. Способи нагрівання в інших варіантах здійснення включають розігрів ємності змішувача й додавання пари в дану ємність. Після підготовки крохмального гелю додають волокно, таке як мінеральна вата. Мінеральна вата являє собою волокнистий матеріал, виготовлений із природних або синтетичних мінералів, каменю, шлаків або оксидів металів. Мінерали нагрівають до температури приблизно 1600 °C до розплавленого стану. Потім повітря продувають через потік розправленої маси. В іншому способі виробництва розплавлену масу обертають на великій швидкості в машині для формування волокна для одержання маси переплетених волокон. Прикладом використовуваної мінеральної вати є шлаковата, яку виробляє USG Interiors на заводах, розташованих у Волворті, штат Вісконсин і в Рэд Вінг, штат Міннесота. Крохмальний гель і мінеральну вату змішують у вологому стані для того, щоб з'єднати їх для утворення пульпи. Вологе змішування триває щонайменше до рівномірного утворення вузликів 3 UA 107700 C2 5 10 15 20 25 30 35 40 45 50 55 60 мінеральної вати та утворення однорідної пульпи. Вузлики мінеральної вати являють собою невеликі, м'які, горохоподібні кульки мінеральної вати розміром до 0,25 дюймів (6 мм). Ці вузлики утворюються природнім шляхом як частина процесу змішування. Після утворення вузликів вони можуть бути додатково роздроблені шляхом постійного змішування в умовах великої швидкості зсуву. Змішування з високою швидкістю зсуву розбиває волокна на дрібніші частини, так що вони відділяються від вузлика, що поступово зменшує його розмір. Тривалість етапу змішування та обраних умов змішування залежить від бажаних властивостей готового виробу, таких як гладкість поверхні. Може бути використаний будь-який тип устаткування, що змішує, який може ретельно змішати відносно важку пульпу. У деяких варіантах здійснення використовується стрічково-гвинтова мішалка. В інших варіантах здійснення, зокрема, у тих, що мають менші розміри, факультативно можна використовувати лопатеву мішалку. Піноутворювач додають у пульпу після утворення вузликів мінеральної вати. Занадто раннє введення піноутворювача в ході даного процесу призводить до утворення великих вузлів мінеральної вати, які являють собою більші скупчення мінеральної вати, розмір яких може варіюватися від приблизно 0,5 до 5 дюймів. Можуть утворюватися великі вузли мінеральної вати, які вимагатимуть зупинки системи. Вони також погіршують естетику виробу. Вибір піноутворювача, який утворює легковагий виріб, виявився непростим. Було випробувано декілька піноутворювачів, які, всупереч очікуванням фахівця, фактично призводили до збільшення щільності виробу. Піноутворювачі, які, як виявилось, досить виробляють достатньо піни для зниження щільності литого виробу, містять лінійний алкілбензоловий сульфонат, такий як лінійний додецилбензолсульфонат натрію, кокамідопропілбетаїн, кокамідопропілгідроксисультаїн, їх солі й суміші. Декілька використовуваних піноутворювачів. виготовлених Stephan Company (Нортфілд, штат Іллінойс), зображено в Прикладі 1. Використовується будь-яка кількість піноутворювача, яка призводить до бажаного зниження щільності виробу. У деяких варіантах здійснення застосовують від приблизно 0,01 % до приблизно 1 % активного піноутворювача за вагою сухих твердих речовин у пульпі. Піноутворювачі часто подають у водяному розчині. "Активна" частина піноутворювача відноситься тільки до твердих речовин і не містить воду, у якій він розчинений. В інших варіантах здійснення застосовують від приблизно 0,1 % до приблизно 0,5 % за вагою активного піноутворювача, виходячи із загальної ваги сухих компонентів. В інших варіантах здійснення, піноутворювачі додають у кількості, рівному від приблизно 0,2 % до приблизно0,4 % ваги пульпи, обмірювані у вигляді активного компонента піноутворювача на підставі твердих речовин пульпи. Точна необхідна кількість піноутворювача залежить від обраного піноутворювача, кількості води в пульпі, ступені інтенсивності змішування, кількості залученого повітря, викликаного процесом змішування, і бажаного зниження щільності. Пінна вода з'єднується з піноутворювачем до його додавання в пульпу. Це сприяє повному змішуванню піноутворювача з пульпою і надає воду для піноутворення. Збільшення кількості пінної води продемонструвало збільшення кількості піни, на що вказує зниження щільності виробу. Пінну воду використовують із піноутворювачем у співвідношеннях від приблизно 100:3 до приблизно 100:1 у деяких варіантах здійснення, хоча може використовуватися будь-яке придатне співвідношення. Піноутворювач і пінну воду додають у пульпу спільно. Після додавання піноутворювача і пінної води, змішування продовжують для створення піни безпосередньо в пульпі. У деяких варіантах здійснення, піна створюється в тому ж змішувачі, який використовувався для приготування пульпи. Збільшена швидкість змішування створює більше піни в багатьох варіантах здійснення, що додатково знижує щільність виробу. У деяких варіантах здійснення виробу використовується піна, яка створюється окремо від виробничої лінії виробу, і додається в пульпу після утворення вузликів мінеральної вати. Заздалегідь створена піна створюється шляхом уведення води й піноутворювача в піногенератор, такий як використовується для виготовлення гіпсокартону. Він створює піну шляхом змішування з високою швидкістю зсуву піноутворювача, води і повітря. Якщо пульпу не змішувати протягом достатньо тривалого часу, то поверхня отриманого виробу може містити численні м'які ділянки. Дані ділянки являють собою шарики вузликової мінеральної вати, у яку не проникнув крохмальний гель. Кульки відділені більш твердим каркасом, який має більший процентний вміст в'язкої речовини. М'які ділянки мають інші звуковбирні властивості, ніж більш тверда каркасна конструкція і зазори або пустоти між гранулами. Шляхом регулювання ступеня вологого змішування в значній мірі регулюється звукопоглинання й зовнішній вигляд панелі. Факультативно, у шлікер додають барвник перед, одночасно або після додавання мінеральної вати. Однорідний колір одержують шляхом ретельного з'єднання барвника з 4 UA 107700 C2 5 10 15 20 25 30 35 40 45 50 55 60 пульпою. Проте, при додаванні після мінеральної вати, барвник може змішуватися лише настільки, що він лише частково проникає в мінеральну вату. Після завершення, це призводить до створення різнобарвного або строкатого фарбування, що складається з пофарбованих і незабарвлених ділянок, яка нагадує зовнішній вигляд натурального каменю. Однак, зовнішній вигляд каменю не впливає на шпаристість і звукопоглинання панелі. Під час використання, барвник додають у кількості від приблизно 0,01 % до приблизно 4,5 % за вагою. Після змішування одержують щільну пульпу. Масі надають бажану форму шляхом заливання пульпи в один або декілька лотків. У деяких варіантах здійснення бажана форма має вигляд панелі; однак за допомогою даної технології можна створювати інші форми. Формування факультативно виконують без видавлювання якоїсь рідини або ущільнюючої маси. Масу можна формувати у будь-яких підходящих формах, вручну або машинним способом, таким як використання рухливої ливарної форми, еталонного ролика для вирівнювання й т.п. Перфоровані форми з металевих пластин можуть використовуватися для полегшення подальшого сушіння, при цьому в якості підкладки на нижній частині ливарних форм використовують папір або алюмінієву фольгу на паперовій підкладці. Зайву пульпу вирівнюють до верхньої частини ливарної форми за допомогою ручного вирівнювання, машинного вирівнювання або формування малюнка за допомогою роликів. Якщо необхідний грубіший зовнішній вигляд, вирівнювання може бути виконано краєм бруса, що розрівнює, який виймає деякі вузлики мінеральної вати і створює великі тріщини або борозни в поверхні, які проходять до внутрішньої частини плитки. Панелі, виготовлені в ході даного процесу, мають гарні міцнісні характеристики і одночасно зберігають малу вагу. Факультативно, перед затвердінням на поверхні виробу виконують візерунок методом тиснення. Візерунок може збільшувати естетичну цінність виробу шляхом додавання декоративного візерунка. Виконання тиснення на поверхні також використовується для збільшення площі поверхні, яка поглинає звук. Наприклад, додавання порожнин, отворів або тріщин у звуковбирну панель збільшує здатність звуку проникати у внутрішню частину панелі, де він поглинається затверділою пульпою. Тиснені візерунки можуть бути спроектовані таким чином, щоб виконувати обидві зазначені функції, використовуючи приємний дизайн для поліпшення звукопоглинання. Виріб можна висушувати, використовуючи будь-який спосіб, відомий у даній галузі техніки. У деяких варіантах здійснення вироби поміщають у конвекційні печі або сушильні печі. Сушіння необхідно виконувати поступово, оскільки швидке висушування збільшує усушку виробу і може призвести до появи дефектів у виробі. Температура печі переважно становить від приблизно 95 °C до приблизно 160 °C. Коли виріб являє собою звуковбирну панель, високі температури печі, що перевищують 205 °C, можуть обпалити або спалити краї панелі. Після висушування панелей їх виймають із лотків. Папір або інший матеріал підкладки звичайно залишають на виробі або факультативно видаляють. При необхідності, виріб, такий як панель, обрізають до бажаного розміру готового виробу. Одну поверхню панелі факультативно полірують або шліфують для того, щоб видалити верхню поверхню і відкрити більш шпаристу внутрішню поверхню. Підходящі способи для видалення зовнішньої поверхні включають використання карборундового ролика, шліфувальної стрічки, поздовжньо-стругального верстата, піскоструминної обробки й т.п. Краї панелі за бажанням можуть бути скошеними. За бажанням, висушеному виробу можна надати додаткове звукопоглинання шляхом фізичного створення додаткових отворів, тріщин, пустот або зазорів на поверхні виробу. Як правило, для цього застосовують шипи або леза, які проникають крізь поверхню і у внутрішню частину виробу. Хоча шип найчастіше має форму штифта або голки, передбачено використання будь-яких форм, включаючи декоративні конструкції. Шипи або леза можуть бути розташовані будь-яким чином, наприклад, у вигляді рядів і стовпців або у вигляді будь-якого слушного візерунка. ПРИКЛАД 1 ПРИГОТУВАННЯ ТЕСТОВИХ ПАНЕЛЕЙ Базова формула для пульпи для звуковбирних панелей наведена в Таблиці І. Крохмаль, борну кислоту і штукатурний розчин зважували в окремих чашках. 350 грам холодної води було відміряно і поміщено в невелику металеву мірну склянку. Сухі інгредієнти були додані в холодну воду під час помішування, спершу був доданий крохмаль, потім борна кислота і, нарешті, штукатурний розчин. 2571 грам киплячої води було додано в суміш. Суміш помішували для одержання однорідного гелю. 871 грам мінеральної вати відміряли і помістили в змішувач HOBART®. У змішувач додали гель і змішували протягом 45 секунд на першій швидкості для одержання пульпи. Незмішані інгредієнти, розташовані біля борту чаші змішувача, зіштовхнули вниз, у пульпу і пульпу додатково змішували протягом трьох хвилин на другій швидкості. 5 UA 107700 C2 ТАБЛИЦЯ I БАЗИСНА ФОРМУЛА ПУЛЬПИ Компонент Холодна вода Гаряча вода Крохмаль Борна кислота Штукатурний розчин Мінеральна вата Всього Вага у відсотках сухої Відсоток від загальної речовини ваги 0,0 % 8,5 % 0,0 % 62,5 % 14,7 % 4,2 % 0,6 % 0,2 % 11,8 % 3,4 % 72,9 % 21,2 % 100,0 % 100,0 % Вага, грами 350 2571 175 7,5 141 871 4115,5 Було відібрано чотирнадцять піноутворювачей для визначення їх ефективності в зменшенні щільності виробу. Піноутворювач був доданий до зразків базисної формули в кількостях, зазначених у Таблиці II. 5 ТАБЛИЦЯ II ДОДАВАННЯ ПІНОУТВОРЮВАЧА Піноутворювач Зразок 1С 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 Торговельна марка Немає STEOL CS 130 STEOLCS130 STEOL CS 330 STEOL CS 330 ALPHA FOAMER ALPHA FOAMER BIO-TERGE AS-40 BIO-TERGE AS-40 POLYSTEP B-25 POLYSTEP B-25 STEPANTAN AS-12 46 STEPANTAN AS-12 46 CEDEPAL FA-406 CEDEPAL FA-406 PETROSTEP ES65A PETROSTEP ES65A POLYSTEP B-5 POLYSTEP B-5 Вага Непатентований засіб Немає Лаурет сульфат натрію (1 ЕО) Лаурет сульфат натрію (1 ЕО) Лаурет сульфат натрію (3 ЕО) Лаурет сульфат натрію (3 ЕО) Зфірсульфат амонію Зфірсульфат амонію Олефінсульфонат натрію Олефінсульфонат натрію Децилсульфат натрію Децилсульфат натрію Частка піноутворювача піноутворювача в % активних речовин 0г 0,00 % 9,54 г 0,20 % 19,08 г 0,40 % 8,53 г 0,20 % 17,06 г 0,40 % 4,49 г 0,20 % 8,98 г 0,40 % 6,15 г 0,20 % 12,3 г 0,40 % 6,29 г 0,20 % 12,57 г 0,40 % Альфа-олефін сульфонат натрію 5,19 г 0,20 % Альфа-олефін сульфонат натрію 10,39 г 0,40 % Зфірсульфат амонію Зфірсульфат амонію 4,15 г 8,30 г 0,20 % 0,40 % Алкіл-ефір-Сульфат амонію 3,70 г 0,20 % Алкіл-ефір-Сульфат амонію 7,41г 0,40 % 8,24 г 16,48 г 0,20 % 0,40 % 6,34 г 0,20 % 12,69 г 0,40 % 6,39 г 12,79 г 4,81г 9,62 г 0,20 % 0,40 % 0,20 % 0,40 % Лаурет сульфат натрію (0 ЕО) Лаурет сульфат натрію (0 ЕО) Лінійний алкілбензоловий Biosoft D-40 сульфонат натрію Лінійний алкілбензоловий Biosoft D-40 сульфонат натрію PETROSTEP CG-50 Кокамідопропілбетаїн PETROSTEP CG-50 Кокамідопропілбетаїн PETROSTEP SB Кокамідопропілгідроксисультаїн PETROSTEP SB Кокамідопропілгідроксисультаїн 6 UA 107700 C2 Продовження ТАБЛИЦІ ІІ 25 26 10 15 AMPHOSOL 2CSF 27 28 5 AMPHOSOL 2CSF STEOL CS 230 STEOL CS 230 Двунатрієвий до-амфодипропіонат Двунатрієвий до-амфодипропіонат Лаурет сульфат натрію (2 ЕО) Лаурет сульфат натрію (2 ЕО) 5,97 г 0,20 % 11,95 г 0,40 % 9,03 г 18,06 г 0,20 % 0,40 % Зразок 1С є порівняльним зразком, що не містить піноутворювач. Тестові панелі були підготовлені шляхом додавання певної кількості зразка піноутворювача з Таблиці II до одного зразка пульпи з Таблиці І вагою 4115,5 грам. Піноутворювач був доданий разом з 400 грамами пінної води після етапу остаточного змішування, що описаний вище. Після додавання піноутворювача і пінної води, пульпу додатково перемішали на третій швидкості протягом 4 хвилин для утворення піни. Потім пульпу заливають у стандартну форму для панелі і зайву пульпу забирають із верхньої частини ливарної форми за допомогою рейки, що розрівнює. Литі панелі висушують протягом ночі в печі, розігрітої до 300 °F (149 °C). Вага піноутворювача, який використовується в тих самих процентних співвідношеннях, варіюється. Це відбувається тому, що різні піноутворювачі містять різну кількість активного інгредієнта в компоненті. У розрахованих процентних співвідношеннях враховувався лише активний інгредієнт. ПРИКЛАД 2 ВЛАСТИВОСТІ ТЕСТОВОЇ ПАНЕЛІ Були виміряні фізичні властивості кожної тестової панелі, виготовленої в Прикладі 1. Результати наведені в Таблиці III. ТАБЛИЦЯ III ВЛАСТИВОСТІ ТЕСТОВОЇ ПАНЕЛІ Зразок Товщина Щільність 1С 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 0,855 0,769 0,769 0,755 0,738 0,781 0,751 0,780 0,762 0,801 0,795 0,753 0,744 0,833 0,717 0,797 0,774 0,792 0,766 0,816 0,828 0,823 0,814 0,815 0,815 22,01 21,53 20,97 21,45 21,45 20,40 21,46 20,85 21,48 21,16 20,65 21,54 21,97 19,99 21,36 20,54 21,18 21,33 21,34 19,55 18,19 19,11 16,58 19,07 15,31 Модуль Модуль міцності міцності на на розрив у розрив холодному стані (MOR) (CMOR) 228,8 228,6 235,8 246,4 175,1 192,7 226,3 238,1 180,7 190,2 184,3 214,1 189,2 199,0 224,2 249,6 201,7 211,6 197,5 233,0 188,4 213,6 236,8 247,0 186,9 187,4 199,0 241,0 177,1 206,8 192,3 220,7 188,0 202,8 193,6 226,8 192,0 203,7 203,0 257,0 128,2 187,5 182,3 241,5 123,2 217,1 160,8 214,1 119,7 246,9 7 Модуль поздовжньої пружності (МОЕ) 33570 37226 25485 34952 28415 31388 31985 35751 28249 36063 31305 23397 10111 28310 12840 15892 10161 19685 13406 19022 5691 15270 5597 10423 5350 Твердість 291,3 298,8 235,9 312,6 226,0 256,0 263,1 309,8 254,1 258,8 268,6 304,6 266,9 226,1 212,2 247,5 253,0 250,1 286,2 231,2 134,1 216,1 151,2 204,5 105,1 UA 107700 C2 Продовження ТАБЛИЦІ ІІІ 25 26 27 28 5 10 15 20 25 0,832 0,850 0,760 0,752 18,86 17,52 21,79 19,37 157,0 146,6 216,3 139,2 213,4 231,6 220,3 179,3 9835 7609 24165 6471 191,3 150,4 326,9 193,6 Випробування MOR було проведено на контрольно-вимірювальному приладі Instron 3345 з використанням динамометричного датчика, розрахованого на 5000Н (~1000 фунтів). Використовувалася швидкість траверси, рівна 2,0 дюйма/хв. Термін "твердість" ставиться до твердості, яка виміряна за допомогою випробування твердості по Брінеллю на зразку довжиною два дюйми. Дане випробування було проведено контрольно-вимірювальним приладом Instron 3345 з використанням динамометричного датчика, розрахованого на 5000Н (~1000 фунтів), і швидкості траверси, рівної 0,10 дюйма/хв. Випробування проводилися відповідно до ASTM С 367-99 під назвою "Стандартні способи випробування міцнісних властивостей архітектурної звуковбирної плитки або прокладкових стельових панелей, виготовлених заводським способом". Як видно з результатів, представлених у Таблиці II, багато піноутворювачів мали незначний або негативний вплив на щільність виробу. У зразках 3-8 і 11-18, при збільшенні кількості піноутворювача від 0,20 % до 0,40 % від ваги пульпи, щільність виробу залишилася незмінною або навіть збільшилася. Зразки 1-2, 9-10 і 27-28 продемонстрували зниження щільності між зразками, що містять 0,2 % до 0,4 % піноутворювача, але не продемонстрували значного зниження щільності між порівняльним зразком і зразком, що містять 0,2 %. Лише чотири зразки, а саме: лінійний додецилбензолсульфонат натрію, кокамідопропілбетаїн, кокамідопропілгідроксисультаїн і двунатрієвий до-амфо-дипропіонат продемонстрували стійке зниження щільності виробу. ПРИКЛАД 3 ПРИГОТУВАННЯ ТЕСТОВИХ ЗРАЗКІВ Найбільш багатообіцяючі піноутворювачі, визначені у відбіркових випробуваннях Прикладів 1 і 2, були обрані для додаткового випробування. Зразки базисної формули пульпи були підготовлені відповідно до Прикладу 1 при цьому піноутворювачі, за умови їх наявності, були додані відповідно до Таблиці IV. ТАБЛИЦЯ IV СКЛАД ТЕСТОВИХ ПАНЕЛЕЙ Панель 1С 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 Піноутворювач Немає Лінійний алкілбензоловий сульфонат натрію Лінійний алкілбензоловий сульфонат натрію Лінійний алкілбензоловий сульфонат натрію Лінійний алкілбензоловий сульфонат натрію Лінійний алкілбензоловий сульфонат натрію Кокамідопропілбетаїн Кокамідопропілбетаїн Кокамідопропілбетаїн Кокамідопропілбетаїн Кокамідопропілбетаїн Кокамідопропілгідроксисультаїн Кокамідопропілгідроксисультаїн Кокамідопропілгідроксисультаїн Кокамідопропілгідроксисультаїн Кокамідопропілгідроксисультаїн Двунатрієвий до-камфо-дипропіонат Двунатрієвий до-камфо-дипропіонат Двунатрієвий до-камфо-дипропіонат Двунатрієвий до-камфо-дипропіонат Двунатрієвий до-камфо-дипропіонат 8 % піноутворювача Немає 0,10 % 0,20 % 0,30 % 0,40 % 0,50 % 0,10 % 0,20 % 0,30 % 0,40 % 0,50 % 0,10 % 0,20 % 0,30 % 0,40 % 0,50 % 0,10 % 0,20 % 0,30 % 0,40 % 0,50 % Товщина 0,855 0,807 0,825 0,817 0,843 0,823 0,798 0,809 0,825 0,770 0,823 0,807 0,856 0,790 0,806 0,800 0,822 0,807 0,820 0,806 0,814 UA 107700 C2 5 ПРИКЛАД 4 ФІЗИЧНІ ВЛАСТИВОСТІ ПАНЕЛЕЙ Панелі, приготовлені в Прикладі 3, були випробувані на фізичні властивості, використовуючи ті ж методи випробувань, що і у Прикладі 2. Результати випробувань наведені в Таблиці V. ТАБЛИЦЯ V ФІЗИЧНІ ВЛАСТИВОСТІ ПАНЕЛЕЙ Панель 1С 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 10 15 20 Щільність Модуль міцності на розрив (MOR) 22,01 19,45 19,32 18,95 16,39 13,71 19,83 19,59 19,55 17,51 13,78 19,55 17,85 18,69 17,24 14,90 19,38 19,44 19,01 19,09 18,78 228,8 211,0 177,7 152,9 116,0 88,6 211,1 201,1 188,9 143,5 102,4 210,6 169,0 173,0 153,8 115,5 184,6 190,6 164,9 188,8 163,6 Модуль міцності на розрив у холодному стані (CMOR) 228,6 270,0 230,4 206,0 209,1 228,3 259,7 253,4 239,3 226,1 260,5 266,8 256,5 239,8 249,2 251,8 237,8 244,0 220,9 250,6 224,0 Модуль поздовжньої пружності (МОЕ) Твердість 33570 21657 12890 8195 5183 68807 20434 18403 20256 6851 6050 27836 15008 10730 7606 7043 13276 15376 10436 14182 9998 291,3 221,4 194,3 196,0 112,9 81,7 251,8 231,8 242,4 177,2 87,5 245,6 189,8 209,3 160,4 111,1 192,2 188,8 175,4 190,9 168,7 Як видно з результатів, наведених у Таблиці V, три із чотирьох піноутворювачів продемонстрували стійке і значне зниження щільності при збільшенні рівня піноутворювача. Даними трьома зразками були 1. Biosoft D-40, лінійний додецилбензолсульфонат натрію, 2. Petrostep® CG-50, кокамідопропілбетаїн, і 3. Petrostep® SB, кокамідопропілгідроксисультаїн. ПРИКЛАД 5 ВПЛИВ ШВИДКОСТІ ЗМІШУВАННЯ, ТРИВАЛОСТІ ЗМІШУВАННЯ Й ПІННОЇ ВОДИ Було проведено лабораторне дослідження для дослідження впливу швидкості змішування, тривалості змішування і кількості пінної води (розчинення поверхнево-активної речовини) на щільність і фізичні властивості панелі. Зразки були підготовлені у відповідності зі способом Прикладу 1 з використанням базисної формули пульпи. Піноутворювач, що містить кокамідопропілгідроксисультаїн, додали в усі зразки в кількості, приблизно рівному 0,25 % (6,01 г). Зміни вищевказаних змінних представлені в Таблиці VI. Швидкість і тривалість змішування відносяться до заключного етапу змішування процесу утворення піни. 9 UA 107700 C2 ТАБЛИЦЯ VI ВПЛИВ ШВИДКОСТІ ЗМІШУВАННЯ, ТРИВАЛОСТІ ЗМІШУВАННЯ І ПІННОЇ ВОДИ Панель Пінна вода, г Швидкість змішування 21 22 23 24 25 26 27 28 29 30 5 Товщина 0,861 0,849 0,834 0,882 0,810 0,886 0,789 0,827 0,816 0,834 0 200 400 600 400 400 400 400 400 400 3 3 3 3 2 2 2 3 3 3 Тривалість змішування у хв. 4 4 4 4 2 4 6 2 4 6 Випробування фізичних властивостей панелей проводилося у відповідності зі способами Прикладу 2, з використанням такого ж устаткування. Результати випробувань наведені в Таблиці VII. ТАБЛИЦЯ VII ФІЗИЧНІ ВЛАСТИВОСТІ ПАНЕЛЕЙ З ТАБЛИЦІ VI Панель 21 22 23 24 25 26 27 28 29 30 10 15 20 25 Щільність Модуль міцності на розрив (MOR) 19,63 19,32 18,28 15,51 18,89 17,61 17,68 18,25 17,83 17,18 170,4 168,7 143,1 126,7 166,0 129,7 137,4 158,7 146,7 155,3 Модуль міцності на розрив у холодному стані (CMOR) 213,5 218,7 207,6 256,6 225,0 218,9 212,9 230,7 223,5 254,7 Модуль поздовжньої пружності (МОЕ) 23900 24415 22783 20284 28155 21902 27104 22242 23927 23769 Твердість 180,3 188,9 169,0 118,1 216,3 168,8 169,8 170,0 182,6 136,4 В 0,25 % піноутворювачі, кокамідопропілгідроксисультаїн продемонстрував зниження щільності при збільшенні кількості пінної води. Вважається, що додавання пінної води утворює більше піни, що призводить до зниження щільності. Порівняння панелей 25-27 з 28-30 демонструє, що збільшення швидкості змішування також утворює більше піни й знижує щільність. Вплив тривалості змішування менш очевидно. На обох швидкостях змішування щільність знижувалася протягом перших 4 хвилин змішування, але збільшувалася протягом останніх двох хвилин змішування. Ні швидкість змішування, ні тривалість змішування не виявляли значного впливу на фізичні властивості панелі, крім щільності. ПРИКЛАД 6 УТВОРЕННЯ ВУЗЛІВ МІНЕРАЛЬНОЇ ВАТИ Для виготовлення звуковбирного матеріалу був відстежений хід виробничого процесу. Компоненти й пропорції базисної пульпи Прикладу 1 були використані в більшому обсязі партії. Bio-Soft D-40 був відміряний у кількості, рівному 0,40 % за вагою (6,1 фунтів) і доданий до приблизно 300 фунтів пінної води. Температуру пінної води підтримували вище точки помутніння, рівної 46 °F. Піноутворювач додали у воду і з'єднали з нею шляхом перемішування лопаткою. Піноутворювач і пінну воду залили у верхню частину стрічково-гвинтової мішалки. Під час використання стрічково-гвинтової мішалки тривалість змішування після додавання мінеральної 10 UA 107700 C2 5 вати звичайно становила 7,5 хвилин (450 секунд) для повного утворення вузликів мінеральної вати. В ході даного випробування змішування зупинили після 5,5 хвилин змішування і був узятий контрольний зразок. Був доданий водяний розчин піноутворювача і змішування відновили. Збір зразків відбувався кожні 30 секунд протягом додаткових двох хвилин. Панелі 3 розміром 1 фут × 1 фут × /4 дюйма були відлиті зі зразків, з невеликим переповненням лотка. Лотік був пропущений під брусом, що розрівнює, для видалення зайвої пульпи і виріб висушили у виробничому сушильному пристрої. Щільність кожного зразка зазначена в Таблиці VIII. ТАБЛИЦЯ VIII ЩІЛЬНІСТЬ СПІНЕНИХ ВИРОБІВ Тривалість змішування після додавання піноутворювача 0 (Перед додаванням піноутворювача) 30 секунд 60 секунд 90 секунд 120 секунд 10 15 Щільність виробу 25,68 21,42 21,31 21,60 21,25 Дані випробування показують, що після перших 30 секунд не відбулося значного зниження щільності. Проте, у спіненій пульпі були присутні вузли мінеральної вати, розмір яких перевищував 0,5 дюйма (12 мм). Дані вузли знижували естетичну цінність виробу. При проходженні лотка під брусом, що розрівнює, брус зачепив вузол мінеральної вати і вийняв його над поверхнею виробу, залишивши велику непривабливу пустоту, спрямовану від вузла у напрямку, зворотньому переміщенню панелі. ПРИКЛАД 7 Крохмальний гель приготували у відповідності зі способом Прикладу 1 у кількості, зазначеній в Таблиці IX. ТАБЛИЦЯ IX СКЛАД КРОХМАЛЬНОГО ГЕЛЮ Компонент Холодна вода Гаряча вода Пара Крохмаль Штукатурний розчин Гексаметафосфат натрію Борна кислота % Від загального складу 20,71 66,28 3,31 4,97 4,47 0,01 0,25 Вага 1250 4000 200 300 270 0,3 15 % сухої речовини 51,25 46,13 0,06 2,56 20 25 Після приготування гелю, мінеральну вату додали в частину гелю і пульпу змішували протягом 390 секунд. Піноутворювач, Bio-Soft D-40, відміряли і розподілили по восьми відрах обсягом 5 галонів. Загальний обсяг холодної води, рівний 300 фунтам, розподілили по восьми відрах і перемішали за допомогою великої лопатки для його з'єднання. Потім піноутворювач додали в приготовлену пульпу шляхом заливання розчиненого піноутворювача у верхню частину стрічково-гвинтової мішалки і змішували протягом однієї хвилини. Склад спіненої волокнистої маси зазначений у Таблиці X. 11 UA 107700 C2 ТАБЛИЦЯ X СКЛАД СПІНЕНОЇ ВОЛОКНИСТОЇ МАСИ Компонент Кількість 2275 6,16 300 700 Крохмальний гель Піноутворювач Вода для розведення Мінеральна вата 5 Шість додаткових зразків, що мають достатній розмір для приготування тестових панелей 3 розміром 12 дюймів × 12 дюймів × /4 дюйма були відібрані через оглядовий отвір з інтервалами в одну хвилину. У проміжках між відбираннями кожного зразка змішування тривало. Зразки були приготовлені на стандартних лотках і висушені в заводській сушильній установці. Фізичні властивості готових зразків панелей були випробувані з використанням тих же методів випробувань, що і у Прикладі 2 і результати зазначені в Таблиці XI і на фіг. 8. ТАБЛИЦЯ XI ФІЗИЧНІ ВЛАСТИВОСТІ ТЕСТОВИХ ЗРАЗКІВ Зразок Піноутворювач 1С 1 2 3 4 5 6 0 0,25 0,25 0,25 0,25 0,25 0,25 Модуль Час міцності змішу- Товщина Щільність на вання розрив (MOR) 0 1 2 3 4 5 6 0,790 0,769 0,784 0,741 0,754 0,748 0,736 22,83 20,10 20,41 20,95 20,63 21,16 21,20 254,4 183,9 206,8 191,1 210,9 185,6 191,6 Модуль міцності на Модуль розрив у поздовжньої Твердість холодному пружності стані (МОЕ) (CMOR) 247,2 40032 302,3 230,4 31081 214,9 251,2 37584 238,1 220,4 37940 235,0 250,6 37207 248,5 210,0 33457 251,0 215,8 39071 220,9 10 15 20 У порівнянні Зразка 1С перед додаванням піноутворювача зі Зразком 1 після додавання піноутворювача і після змішування під час однієї хвилини, щільність значно знизилася. Як очікувалося, це відбулося завдяки утворенню піни, яка знижує щільність. Проте, наступні зразки демонструють збільшення щільності. Вважається, що це викликано поділом мінеральної вати на дрібніші волокна. ПРИКЛАД 8 АКУСТИЧНЕ ВИПРОБУВАННЯ Зразки спінених звуковбирних виробів були приготовлені і піддані акустичному випробуванню. П'ять зразків, позначених А-Е, були приготовлені у відповідності зі способами Прикладу 7, використовуючи кількості, зазначені в Таблиці VIII, для надання різних значень щільності. Склад зразків зазначений у Таблиці XII, наведеній нижче. 12 UA 107700 C2 ТАБЛИЦЯ XII СКЛАД КРОХМАЛЬНОГО ГЕЛЯ ДЛЯ ЗРАЗКІВ А-Е Компонент Холодна вода Гаряча вода Пара Крохмаль Штукатурний розчин Пил Гексаметафосфат натрію Борна кислота Всього 5 Зразок А 1250 4000 200 315 270 0 Зразок В 1250 4000 200 315 270 0 Зразок С 1250 4000 200 310 270 0 Зразок D 1250 4000 200 300 195 75 Зразок Ε 1250 4000 200 300 270 0 0,3 0,3 0,33 0 0,3 15 6050,3 15 6050,3 15 6045,3 15 6035 15 6035,3 Частину крохмального гелю з'єднали з мінеральною ватою і піноутворювачем, розчиненим у воді, як описано в Прикладі 7. Склад спіненої волокнистої маси для кожного зразка зазначений у Таблиці XIII. ТАБЛИЦЯ XIII СКЛАД СПІНЕНОЇ ПУЛЬПИ ДЛЯ ЗРАЗКІВ А-Е Компонент Крохмальний гель Піноутворювач Вода для розведення Мінеральна вата Всього 10 Зразок А 2400 6,16 300 700 3406,16 Зразок В 1200 4,86 150 350 1554,86 Зразок С 2425 6,15 250 700 3881,15 Зразок D 2250 6,15 250 600 3106,15 Зразок Ε 2275 6,16 300 700 3218,16 Зі спіненої пульпи виготовили зразки панелей, використовуючи звичайне виробниче конвеєрне устаткування. Коефіцієнт шумозаглушення ("NRC") кожної панелі був випробуваний для визначення її здатності поглинати звук згідно ASTM С - 423-08 під назвою "Визначення звукопоглинання і коефіцієнтів звукопоглинання за допомогою ревербераційної камери". Таблиця XIV містить значення щільності і NRC для кожного зі Зразків А-Е. ТАБЛИЦЯ XIV ФІЗИЧНІ ВЛАСТИВОСТІ ЗРАЗКІВ А-Е Випробування Щільність NRC 15 20 Зразок А 19,96 0,7625 Зразок В 17,16 0,7700 Зразок С 19,31 0,7500 Зразок D 20,80 0,7575 На фіг. 9 зображений графік відношення зниження шуму до щільності зразка. Несподівано, зниження шуму змінювалося обернено пропорційно щільності виробу. Таким чином, крім зниження ваги, даний винахід також надав несподіване поліпшення акустичних властивостей. Хоча був зображений і описаний конкретний варіант здійснення спінення литого виробу, фахівцеві в даній галузі буде очевидно, що в даний варіант можуть бути внесені зміни і модифікації в межах об'єму винаходу, у найбільш широких його аспектах, і як викладено в наступній формулі винаходу. ФОРМУЛА ВИНАХОДУ 25 Зразок Ε 22,59 0,7450 1. Спосіб виготовлення спіненого звуковбирного виробу, що включає: змішування крохмалю з холодною водою; нагрівання крохмально-водяної суміші для утворення крохмального гелю; 13 UA 107700 C2 5 10 15 20 25 30 додавання мінеральної вати в крохмальний гель для утворення пульпи; вологе змішування пульпи до утворення вузликів мінеральної вати; поєднання поверхнево-активної речовини з деякою кількістю пінної води, причому зазначену поверхнево-активну речовину вибирають із групи, що складається з лінійного алкілбензолового сульфонату, кокамідопропілбетаїну, кокамідопропілгідроксисультаїну, їхніх солей і сумішей; змішування поверхнево-активної речовини, пінної води і пульпи для утворення спіненої пульпи; виливання спіненої пульпи в ливарну форму; забезпечення висихання спіненої пульпи для утворення спіненого виробу; виймання спіненого виробу з ливарної форми. 2. Спосіб за п. 1, де виріб із зазначеного способу не містить добавок перліту. 3. Спосіб за п. 1, де крохмаль із зазначеного етапу змішування містить рослинний крохмаль. 4. Спосіб за п. 3, де рослинний крохмаль із зазначеного етапу змішування також містить вид крохмалю, вибраний із групи, що містить кукурудзяний, картопляний, пшеничний і тапіоковий крохмаль. 5. Спосіб за п. 4, де рослинний крохмаль є зшитим кукурудзяним крохмалем. 6. Спосіб за п. 1, де зазначений етап змішування містить виготовлення заздалегідь сформованої піни і змішування заздалегідь сформованої піни з вологою пульпою. 7. Спосіб за п. 1, де зазначений етап поєднання також містить додавання розчину поверхневоактивної речовини до вологої пульпи і перемішування вологої пульпи для утворення спіненої волокнистої маси. 8. Спосіб за п. 1, де мінеральну вату із зазначеного етапу додавання додають у вигляді волокнистої мінеральної вати. 9. Спінений звуковбирний виріб, що містить висушену структуру мінеральної вати, причому проміжки між волокнами мінеральної вати заповнені висушеним крохмальним гелем, що містить пустоти, внутрішня поверхня зазначених пустот вкрита плівкою, вибраною з групи, що складається з лінійного алкілбензолового сульфонату, кокамідопропілбетаїну, кокамідопропілгідроксисультаїну, їхніх солей і сумішей; зазначена мінеральна вата має форму розпушених волокон або виконана у вигляді вузликів вати розміром менш або рівним 3 мм; і де зазначений виріб має щільність щонайменше 16 фунтів на фут і твердість щонайменше 80 фунтів сили. 10. Виріб за п. 9, що додатково містить щонайменше одне із групи, що складається з гіпсу, борної кислоти і їх сумішей. 14 UA 107700 C2 15 UA 107700 C2 16 UA 107700 C2 17 UA 107700 C2 18 UA 107700 C2 Комп’ютерна верстка М. Шамоніна Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 19
ДивитисяДодаткова інформація
Автори англійськоюEnglert, Mark
Автори російськоюЭнглерт Марк
МПК / Мітки
МПК: C04B 26/28, C04B 26/14, E04B 1/82
Мітки: литтям, виробу, звуковбирного, легковагого, формування
Код посилання
<a href="https://ua.patents.su/21-107700-formuvannya-legkovagogo-zvukovbirnogo-virobu-littyam.html" target="_blank" rel="follow" title="База патентів України">Формування легковагого звуковбирного виробу литтям</a>
Пристрій для формування литтям та спосіб відкривання і закривання подільної форми в пристрої формування литтям
Номер патенту: 78882
Опубліковано: 25.04.2007
Автор: Діке Гуннар
МПК: B29C 45/33, B29C 45/64
Мітки: формування, литтям, закривання, форми, відкривання, пристрої, подільної, пристрій, спосіб
Формула / Реферат:
1. Пристрій для формування литтям виробів з пластику, котрий містить подільну форму (5, 7), що має внутрішній формувальний інструмент (5) і два зовнішні формувальні інструменти (7), а кожен зовнішній формувальний інструмент (7) має центральну вісь (С), крім того, пристрій містить обертальну втулку (4), причому внутрішній формувальний інструмент (5) підтримується цією втулкою (4), яка пристосована, щоб уводити внутрішній формувальний...
Пристрій для формування фасонних виробів литтям під тиском
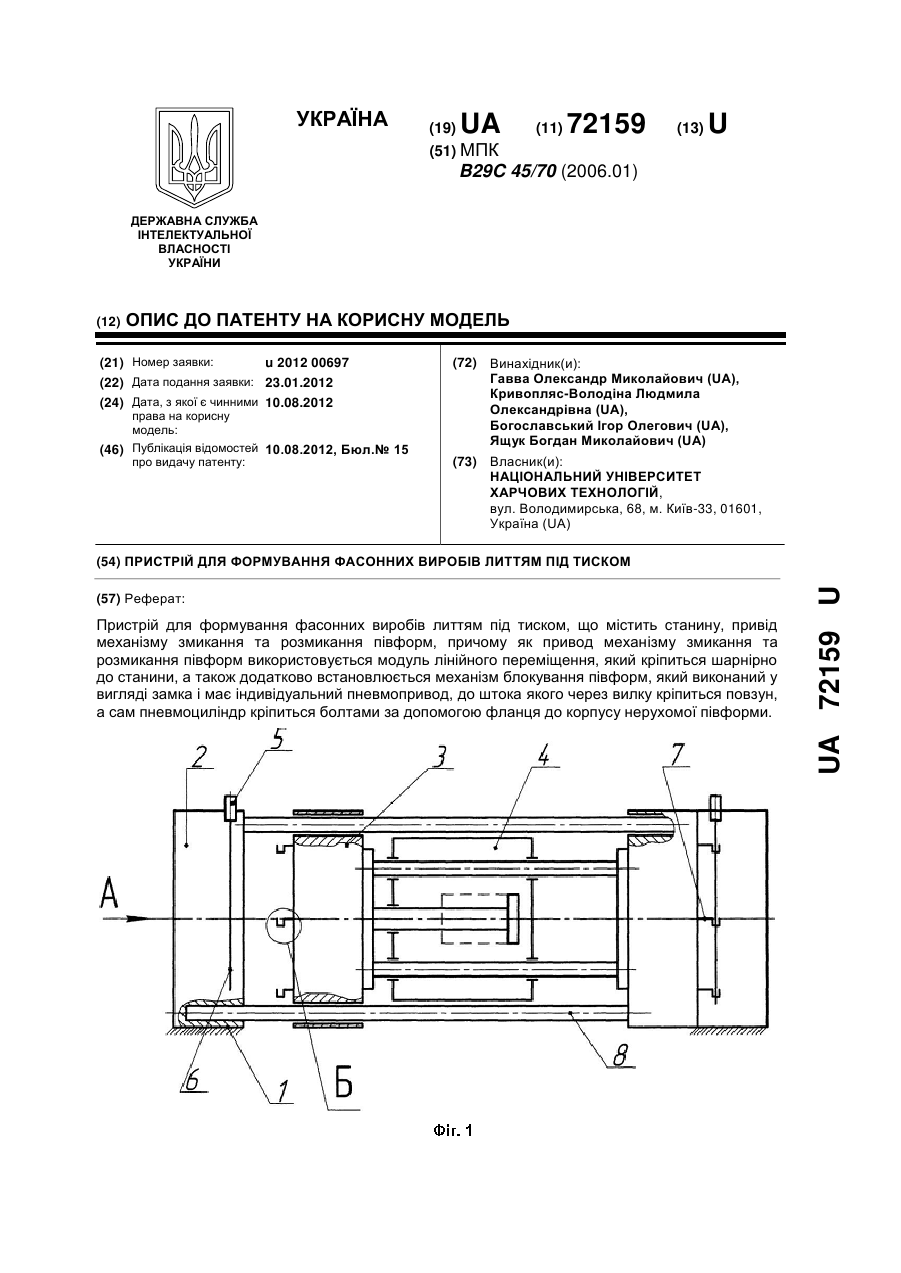
Номер патенту: 72159
Опубліковано: 10.08.2012
Автори: Кривопляс-Володіна Людмила Олександрівна, Богославський Ігор Олегович, Гавва Олександр Миколайович, Ящук Богдан Миколайович
МПК: B29C 45/70
Мітки: тиском, формування, пристрій, фасонних, виробів, литтям
Формула / Реферат:
Пристрій для формування фасонних виробів литтям під тиском, що містить станину, привід механізму змикання та розмикання півформ, який відрізняється тим, що як привод механізму змикання та розмикання півформ використовується модуль лінійного переміщення, який кріпиться шарнірно до станини, а також додатково встановлюється механізм блокування півформ, який виконаний у вигляді замка і має індивідуальний пневмопривод, до штока якого через вилку...
Пристрій для формування фасонних виробів литтям під тиском
Номер патенту: 102025
Опубліковано: 27.05.2013
Автори: Богославський Ігор Олегович, Ящук Богдан Миколайович, Кривопляс-Володіна Людмила Олександрівна, Гавва Олександр Миколайович
МПК: B29C 45/70
Мітки: литтям, пристрій, фасонних, тиском, формування, виробів
Формула / Реферат:
Пристрій для формування фасонних виробів литтям під тиском, що містить станину, привід механізму змикання та розмикання напівформ, який відрізняється тим, що як привід механізму змикання та розмикання напівформ використано модуль лінійного переміщення, який прикріплений до станини за допомогою шарніра, а також додатково встановлено механізм блокування напівформ, який виконано у вигляді замка, приводом якого є пневмоциліндри, які здійснюють...
Екструзійна головка для формування порожнистого виробу
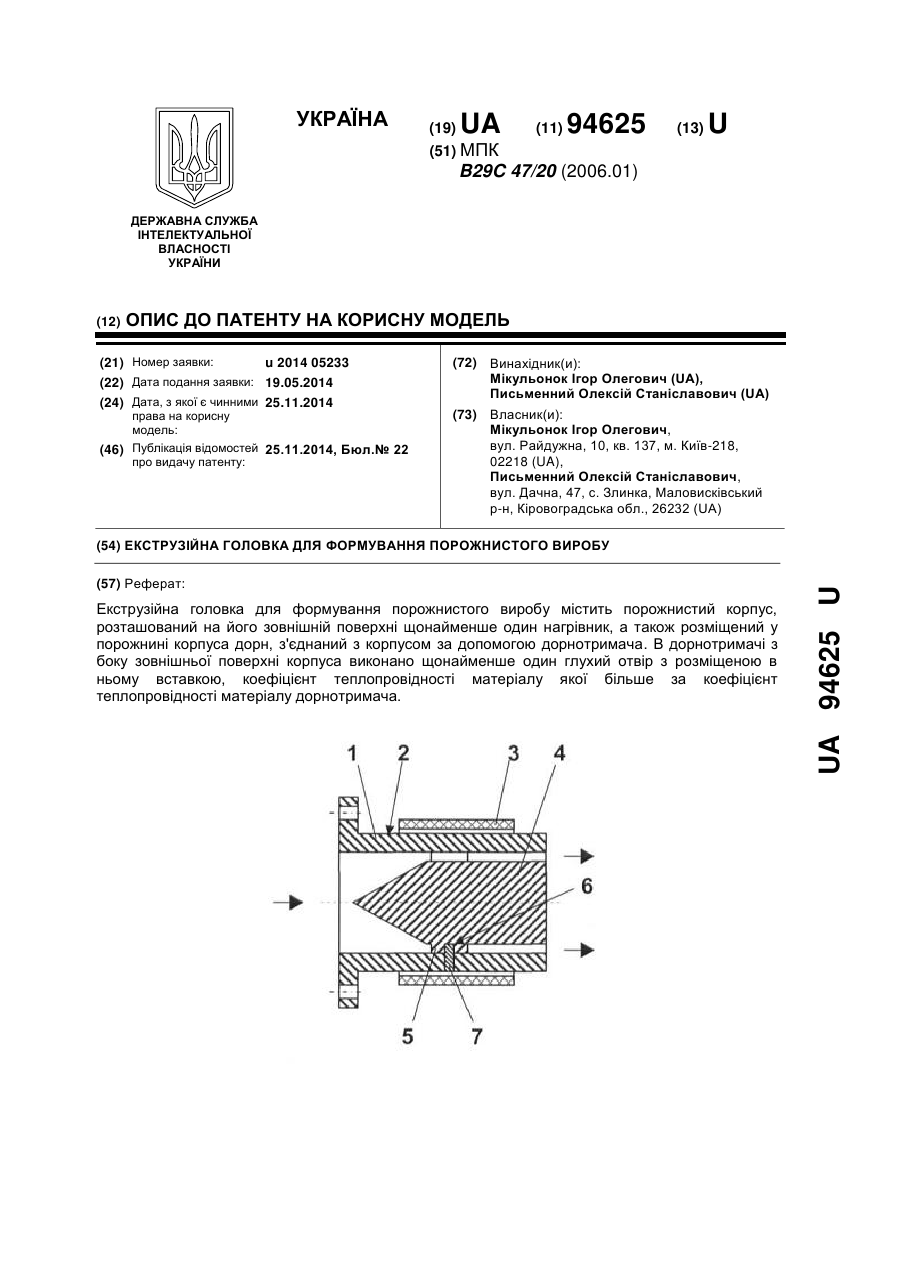
Номер патенту: 94625
Опубліковано: 25.11.2014
Автори: Мікульонок Ігор Олегович, Письменний Олексій Станіславович
МПК: B29C 47/20
Мітки: формування, головка, виробу, екструзійна, порожнистого
Формула / Реферат:
1. Екструзійна головка для формування порожнистого виробу, що містить порожнистий корпус, розташований на його зовнішній поверхні щонайменше один нагрівник, а також розміщений у порожнині корпуса дорн, з'єднаний з корпусом за допомогою дорнотримача, яка відрізняється тим, що в дорнотримачі з боку зовнішньої поверхні корпуса виконано щонайменше один глухий отвір з розміщеною в ньому вставкою, коефіцієнт теплопровідності матеріалу якої більше...
Екструзійна головка для формування порожнистого виробу
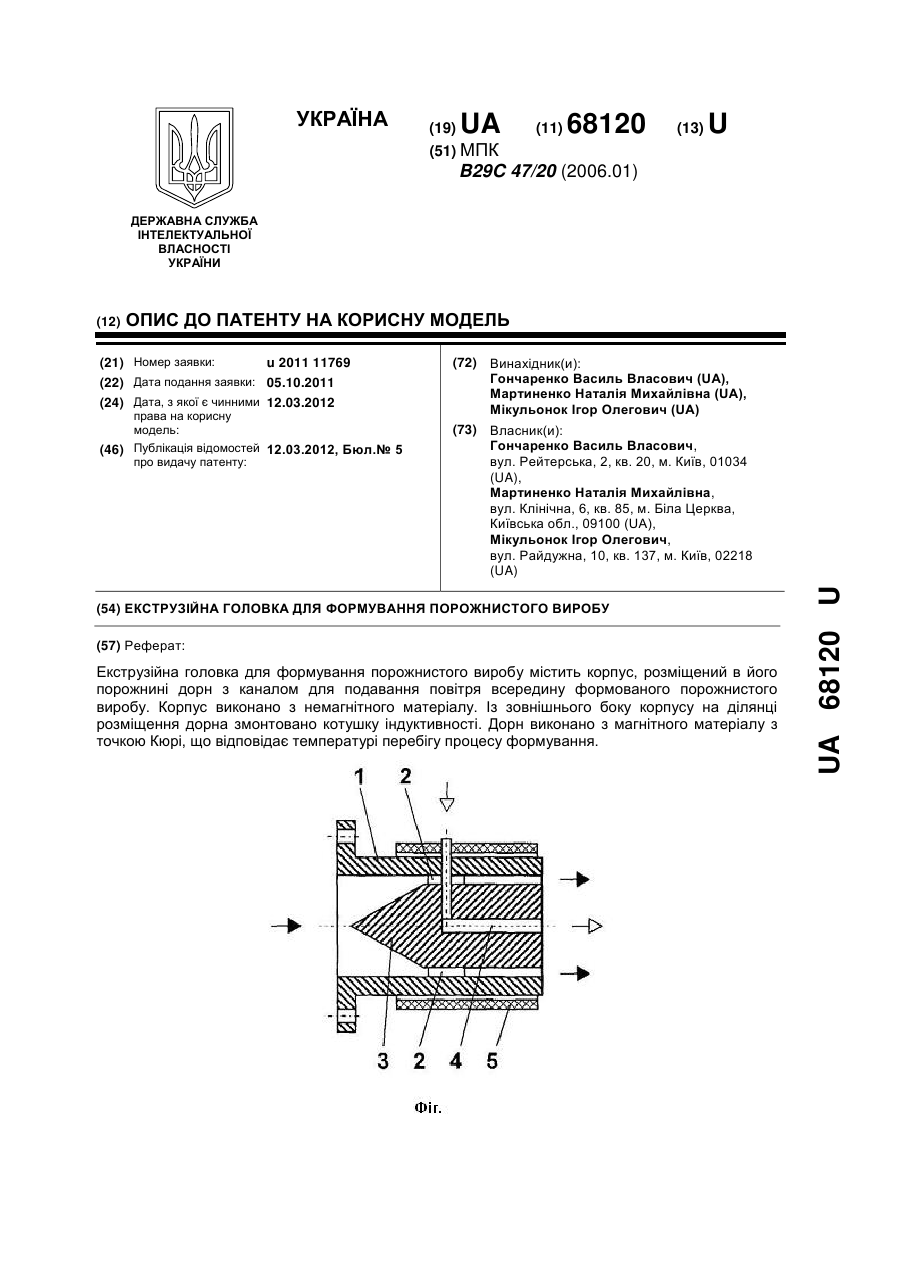
Номер патенту: 68120
Опубліковано: 12.03.2012
Автори: Гончаренко Василь Власович, Мікульонок Ігор Олегович, Мартиненко Наталія Михайлівна
МПК: B29C 47/20
Мітки: головка, екструзійна, виробу, формування, порожнистого
Формула / Реферат:
Екструзійна головка для формування порожнистого виробу, що містить корпус, розміщений в його порожнині дорн з каналом для подавання повітря всередину формованого порожнистого виробу, яка відрізняється тим, що корпус виконано з немагнітного матеріалу, із зовнішнього боку корпусу на ділянці розміщення дорна змонтовано котушку індуктивності, а дорн виконано з магнітного матеріалу з точкою Кюрі, що відповідає температурі перебігу процесу...
Попередній патент: Паровий котел з безбарабанною сепараціею пари
Наступний патент: Пристрій для прямого перетворення сонячної радіації в змінний багатофазний електричний струм за допомогою фотоелементів
Випадковий патент: Опора для автоматичного збереження горизонтального стану прогонової конструкції