Пристрій для впливу на розподіл температур по ширині сляба або штаби
Формула / Реферат
1. Пристрій для впливу на розподіл температури по ширині сляба або штаби (33), зокрема, в одноклітьовій або багатоклітьовій установці гарячої прокатки, в якому передбачено щонайменше один охолоджуючий пристрій з соплами (14) для подачі охолоджуючого середовища на сляб або на штабу (33), причому сопла (14) розподілені по ширині і/або керуються таким чином, щоб охолоджуюче середовище використовувалося, зокрема, в тих позиціях, в яких визначена підвищена температура, або охолоджуюче середовище в залежності від спостережуваного стану площинності штаби регульовано подається таким чином, щоб нерівність згладжувалася або усувалася, або в залежності від виміряного контуру штаби охолоджуюче середовище регульовано подається так, щоб контур штаби наближався до бажаного цільового контуру, при цьому щонайменше одне сопло або декілька сопел (14) встановлені з можливістю регулювання положення відносно ширини сляба або штаби (33).
2. Пристрій за п. 1, який відрізняється тим, що містить щонайменше один вимірювальний датчик (51) для визначення розподілу температури в слябі або штабі по ширині сляба або штаби, причому сопло охолоджуючого пристрою керується в залежності від сигналу датчика.
3. Пристрій за п. 1, який відрізняється тим, що містить щонайменше один вимірювальний датчик (98), який відстежує нерівності штаби при розгляді в напрямку її ширини, зокрема після прокатного стана, причому в залежності від сигналу датчика вибираються активовані сопла.
4. Пристрій за п. 1, який відрізняється тим, що містить щонайменше один вимірювальний датчик (119) для відстежування контуру штаби при розгляді в напрямку її ширини, зокрема після прокатного стана, причому в залежності від сигналу датчика вибираються активовані сопла або зони охолоджуючого пристрою.
5. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що ширина сляба або штаби (33) розділена на зони охолодження, причому щонайменше для однієї, переважно для декількох, або для всіх зон намічено або передбачено щонайменше по одному соплу (14) охолоджуючого пристрою.
6. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що сопла (14) встановлені попарно, а переважно симетрично і попарно, відносно середини штаби (33).
7. Пристрій за п. 6, який відрізняється тим, що можливість перестановки сопел по ширині або положень розпилень сопел досягається за допомогою закріплення на бічній напрямній сляба або штаби.
8. Пристрій за п. 6, який відрізняється тим, що можливість перестановки сопел по ширині або положень розпилення сопел здійснюється за допомогою встановлюваного пристрою незалежно один від одного для правої і/або лівої половини сляба або штаби.
9. Пристрій за п. 8, який відрізняється тим, що встановлювані пристрої в кожному випадку є самостійними.
10. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що сопла (14) встановлені поряд, причому переважно, щоб для кожної зони охолодження або для декількох зон охолодження було передбачено щонайменше по соплу (14).
11. Пристрій за п. 10, який відрізняється тим, що сопла або зони охолодження по ширині розташовані з рівномірним або нерівномірним інтервалом між собою.
12. Пристрій за п. 10, який відрізняється тим, що форми або типи сопел по ширині виконані по-різному відносно кількості охолоджуючого середовища і/або форми розбризкування.
13. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що сопла (14) встановлені під і/або над штабою.
14. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що додатково містить блок (96) керування для обробки релевантних вхідних величин і визначення та регулювання кількості охолоджуючого середовища, яка подається, для відповідної зони охолодження або позиції охолодження.
15. Пристрій за п. 14, який відрізняється тим, що передбачений контур регулювання, керуючий соплами, які беруть участь в охолоджуванні, в залежності від виміряного розподілу температури в штабі або слябі.
16. Пристрій за п. 14, який відрізняється тим, що передбачений контур регулювання, що забезпечує здійснення охолодження прокатуваного матеріалу перед останньою деформацією в залежності від виміряної нерівності штаби таким чином, щоб площинність штаби після останньої деформації була поліпшена.
17. Пристрій за п. 14, який відрізняється тим, що передбачений контур регулювання, що забезпечує здійснення охолодження прокатуваного матеріалу перед останньою деформацією в залежності від виміряного контуру штаби таким чином, щоб контур штаби наближався до бажаного цільового контуру.
18. Застосування охолоджуючого пристрою щонайменше за одним з попередніх пунктів, яке відрізняється тим, що пристрій для вирівнювання температури по ширині або для поліпшення контуру або площинності встановлений щонайменше в одному з наступних пристроїв:
і) ділянка сегментарного охолодження в установці для безперервного розливання,
іі) ділянка охолодження тонких слябів після установки для безперервного розливання,
ііі) ділянка охолодження литої штаби після установки для безперервного розливання,
iv) ділянка охолодження чорнової штаби на стані гарячої прокатки штаби,
v) ділянка охолодження між клітями,
vi) ділянка охолодження осередку деформації,
vii) ділянка охолодження,
viii) ділянка бічної напрямної до і/або після чорнової і/або чистової кліті,
іх) або в одній з відповідних комбінацій.
Текст
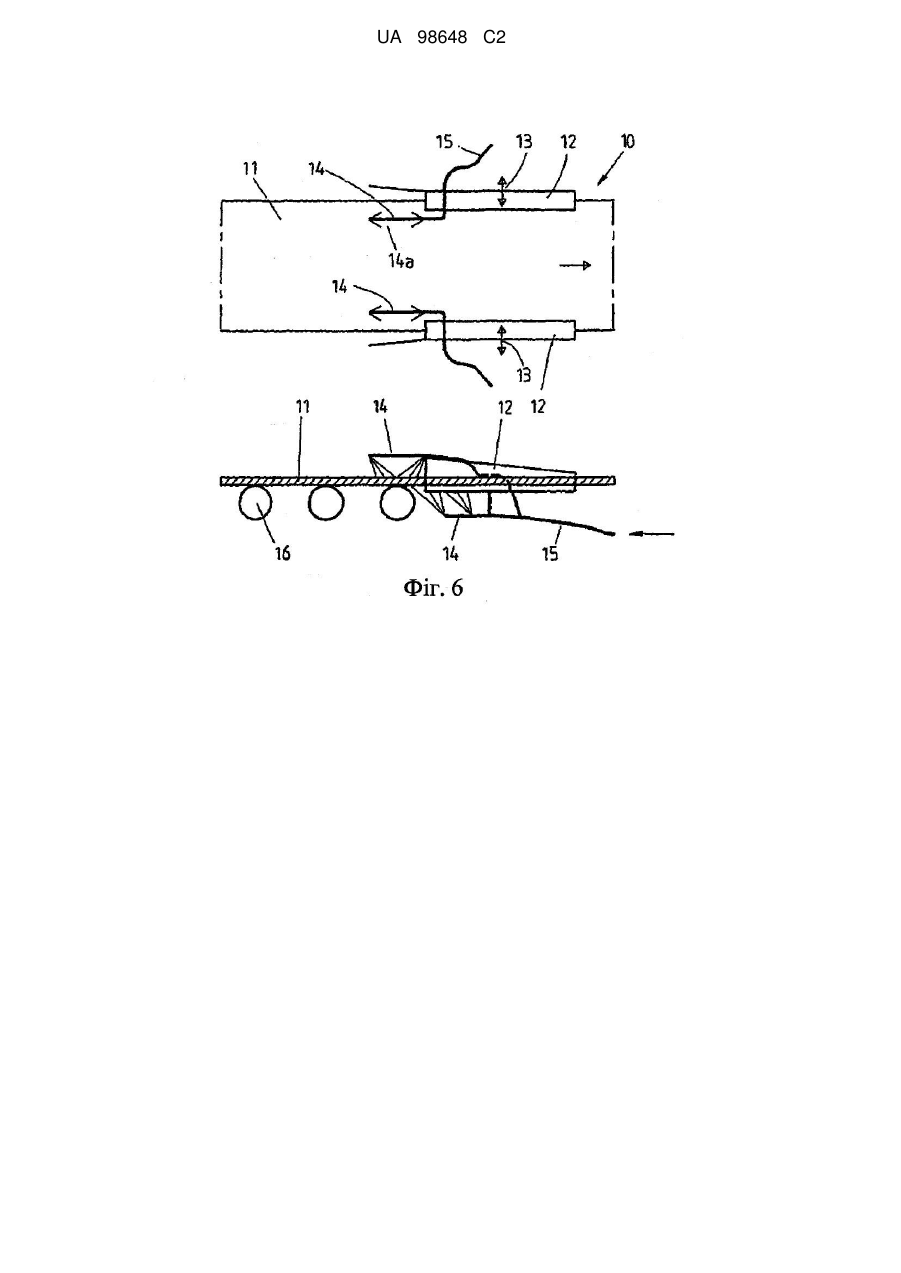
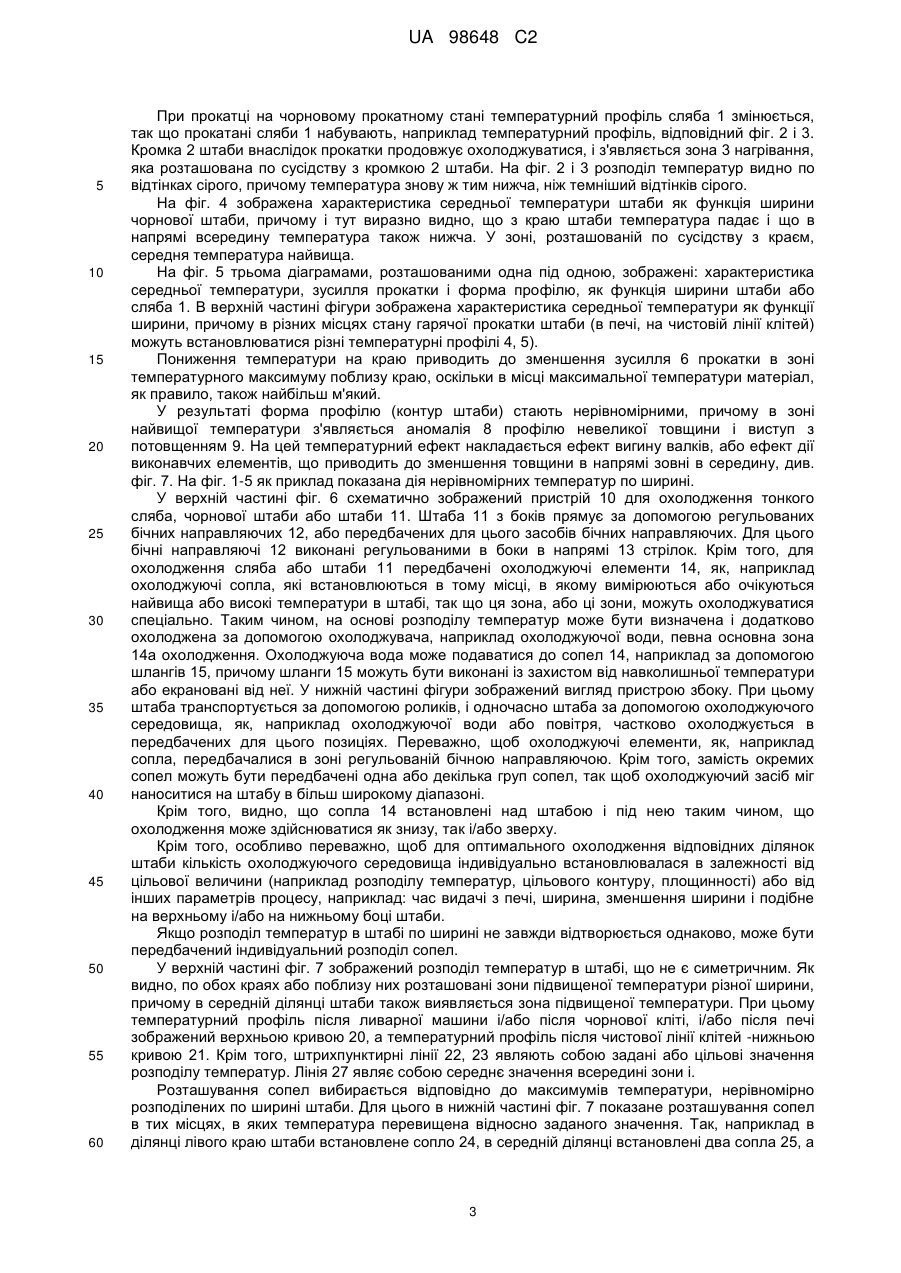
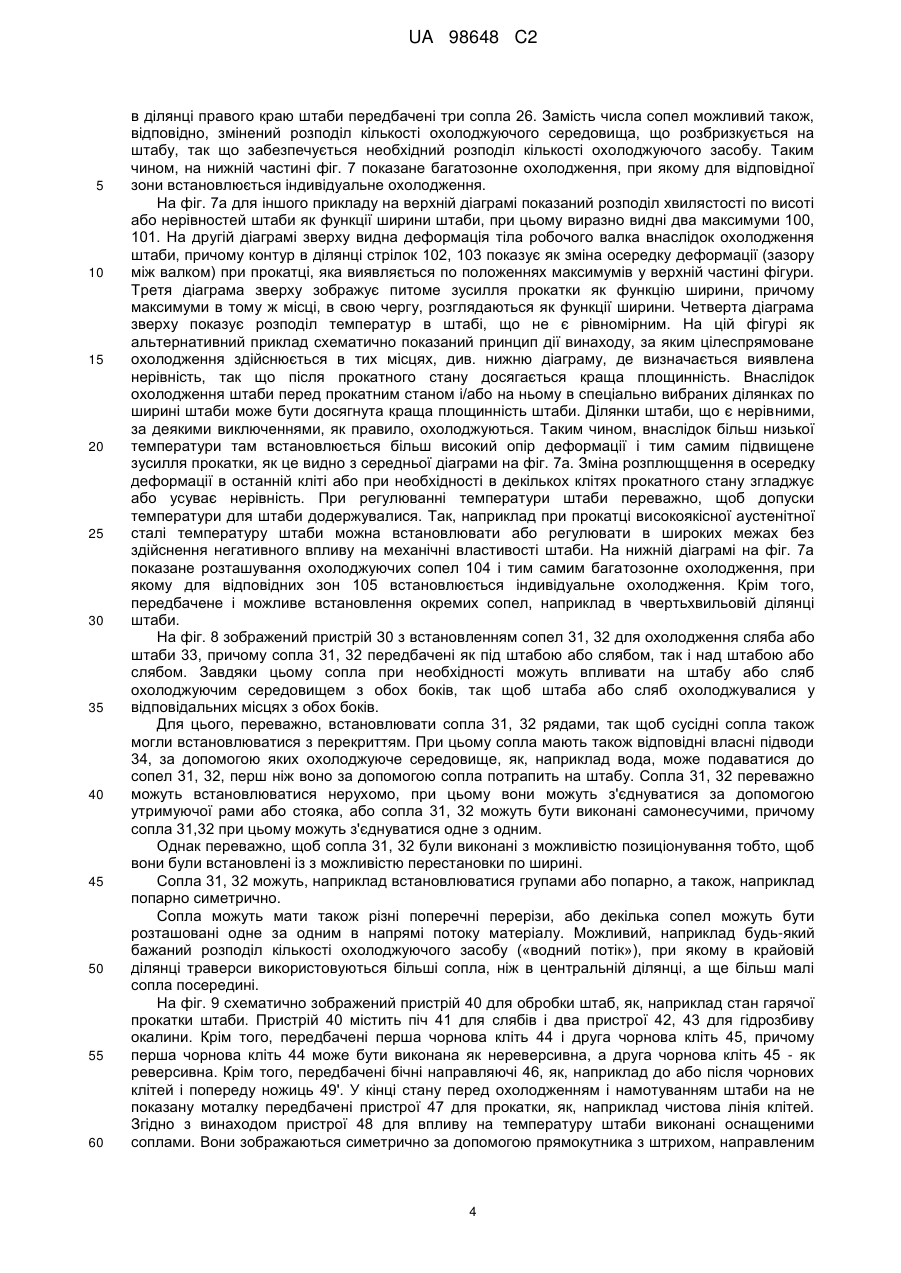
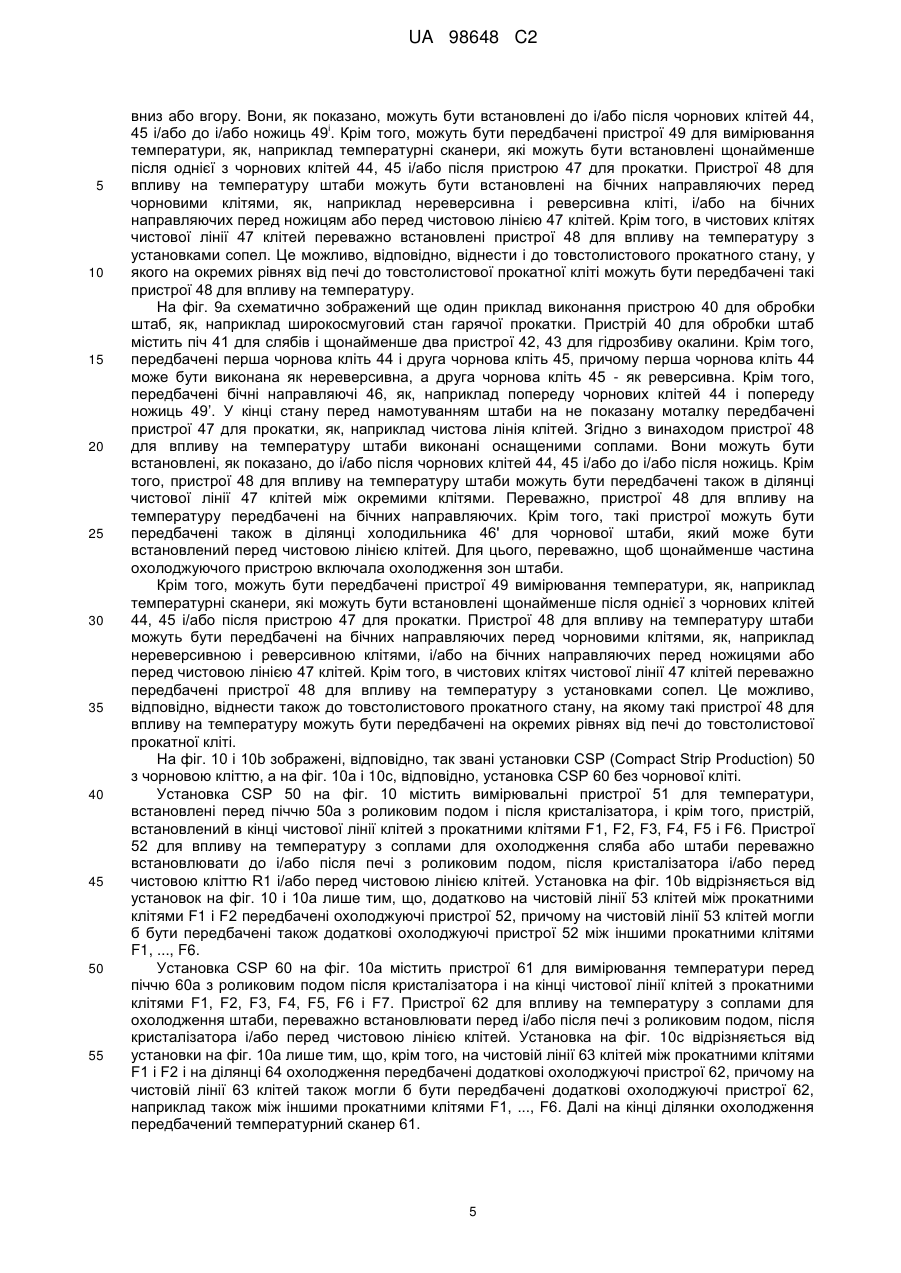
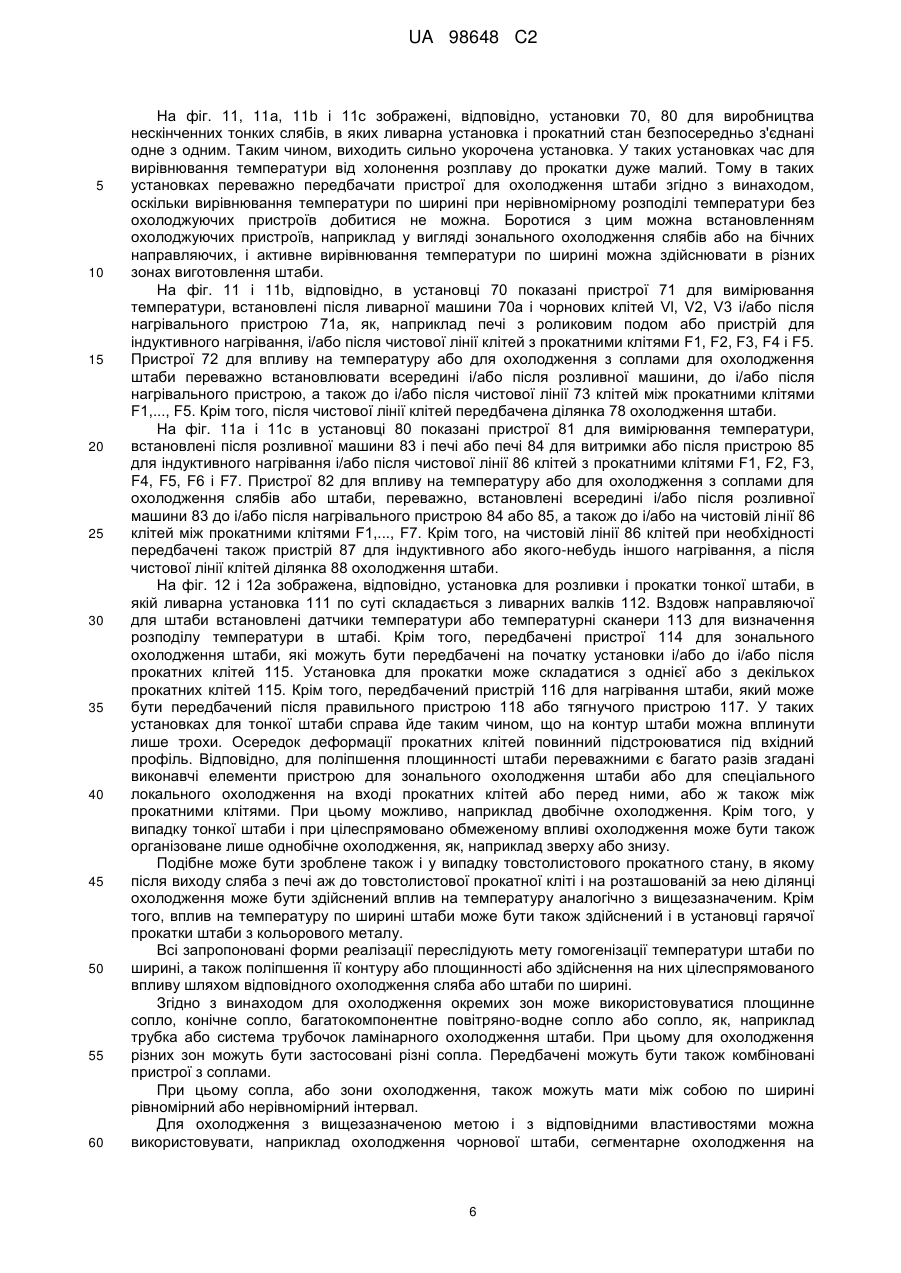
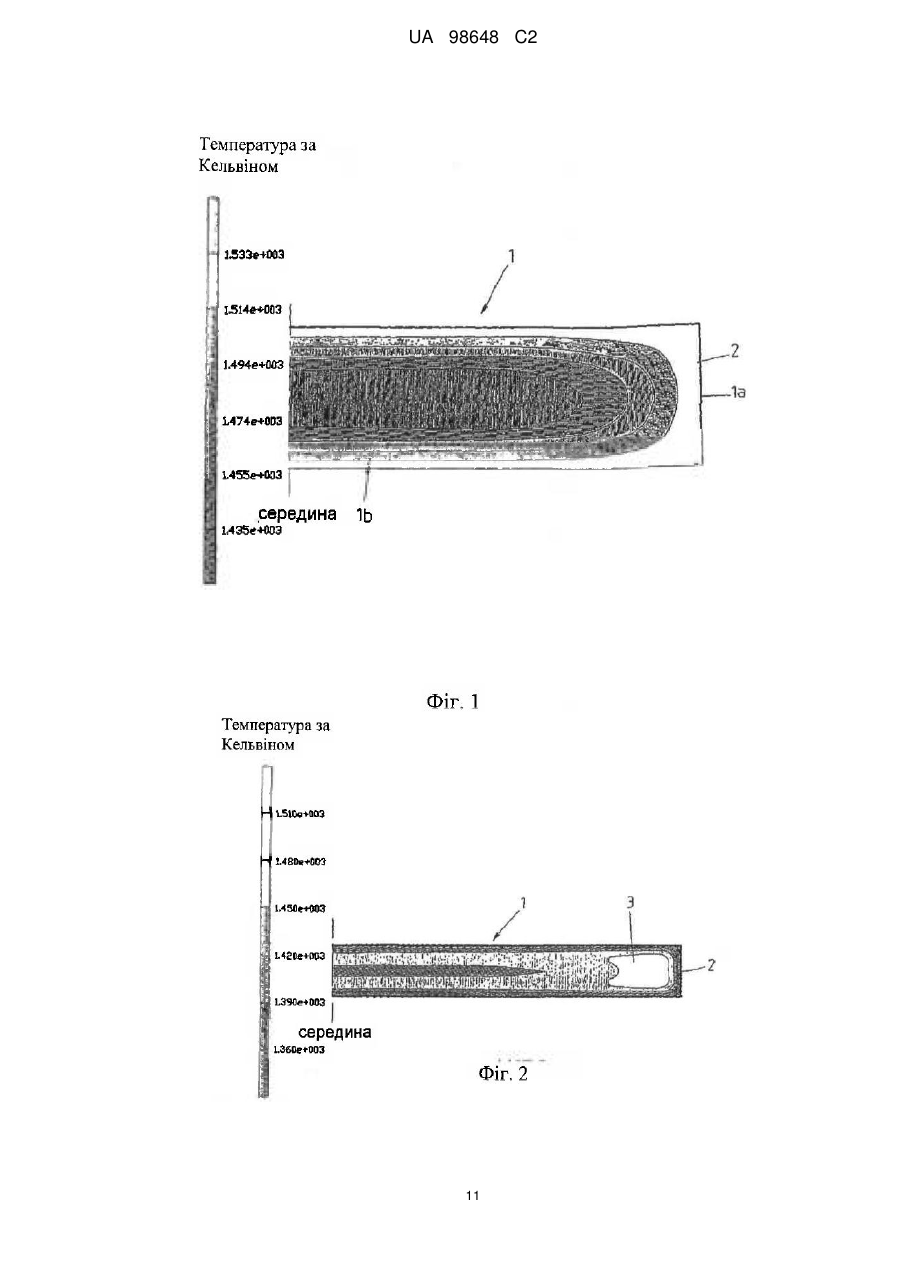
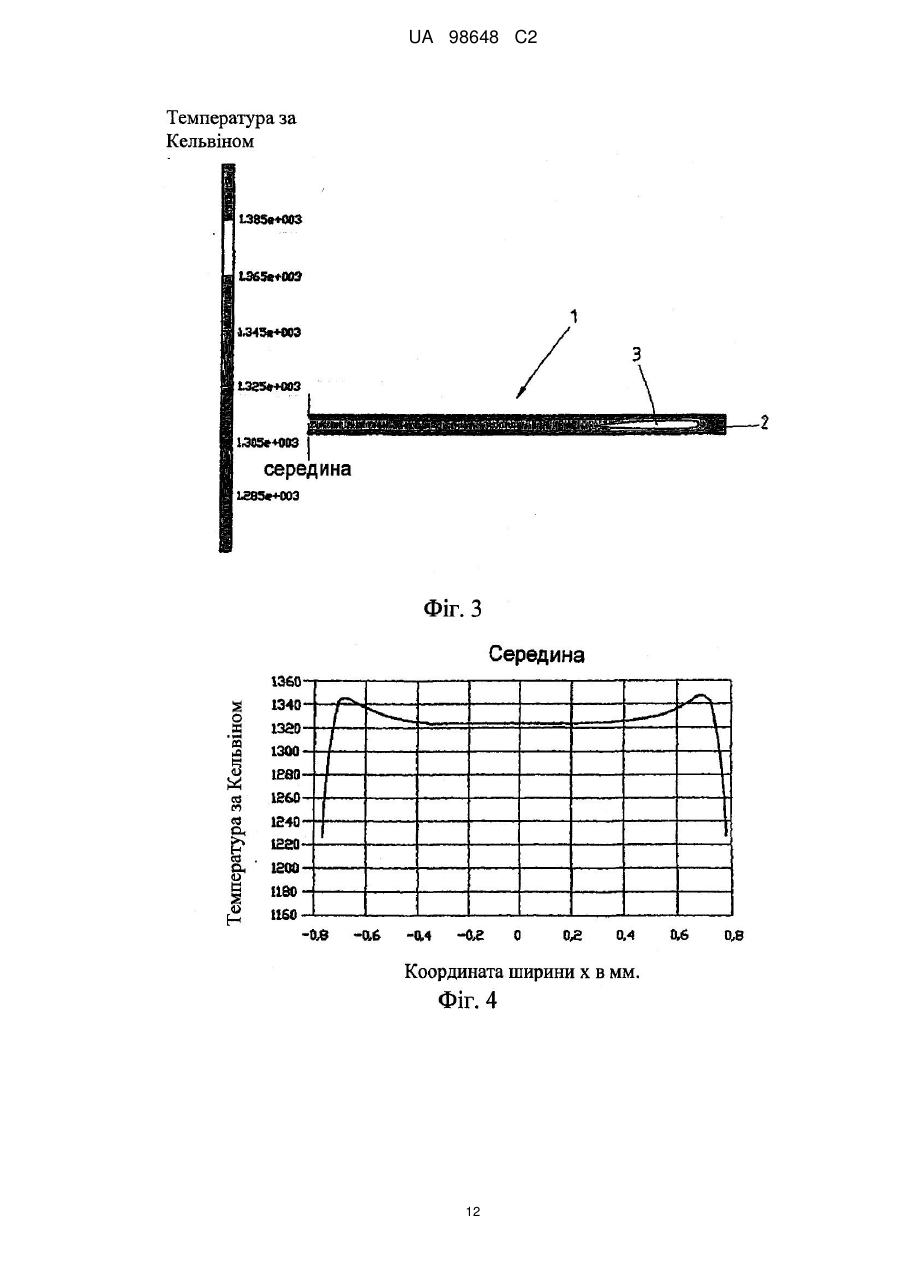
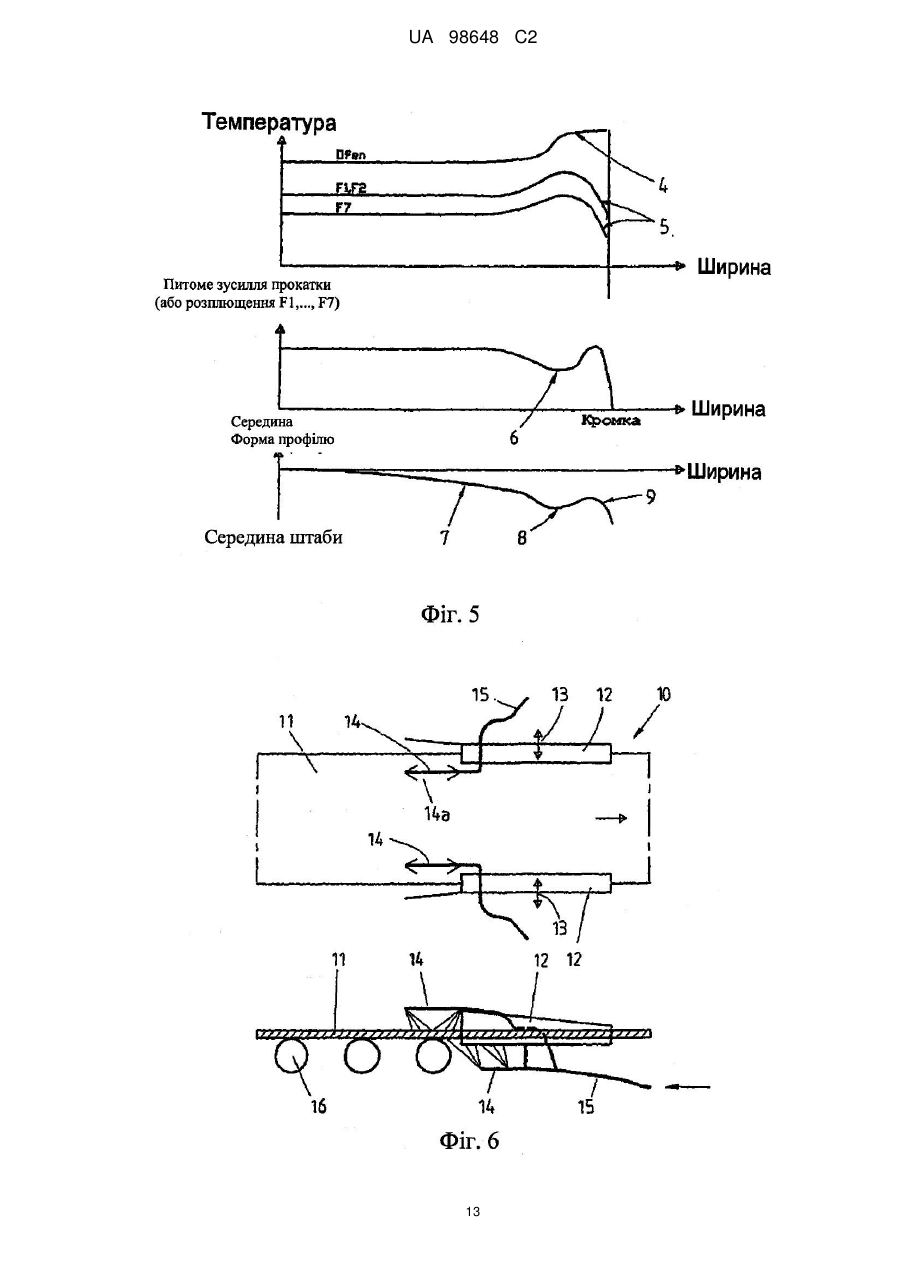
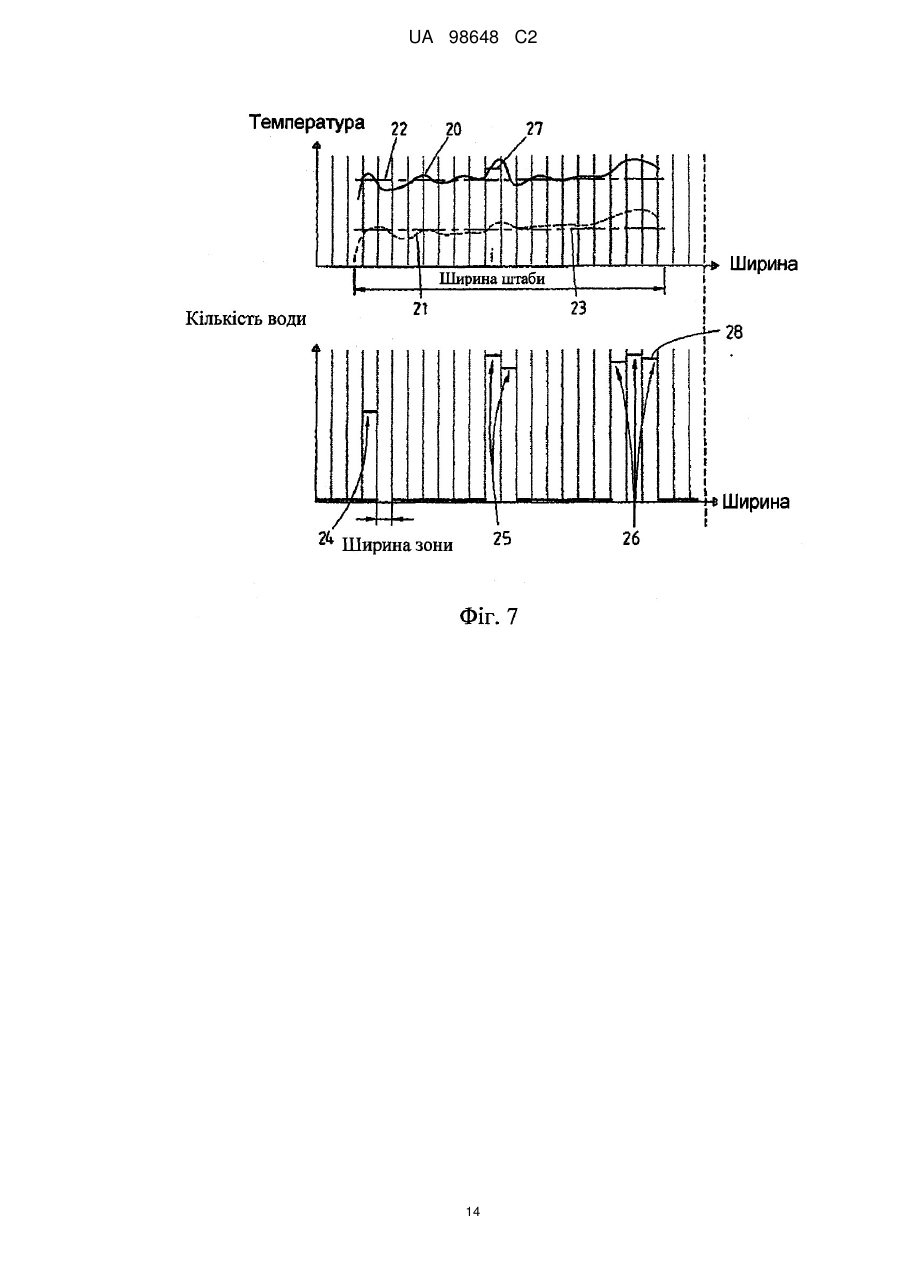
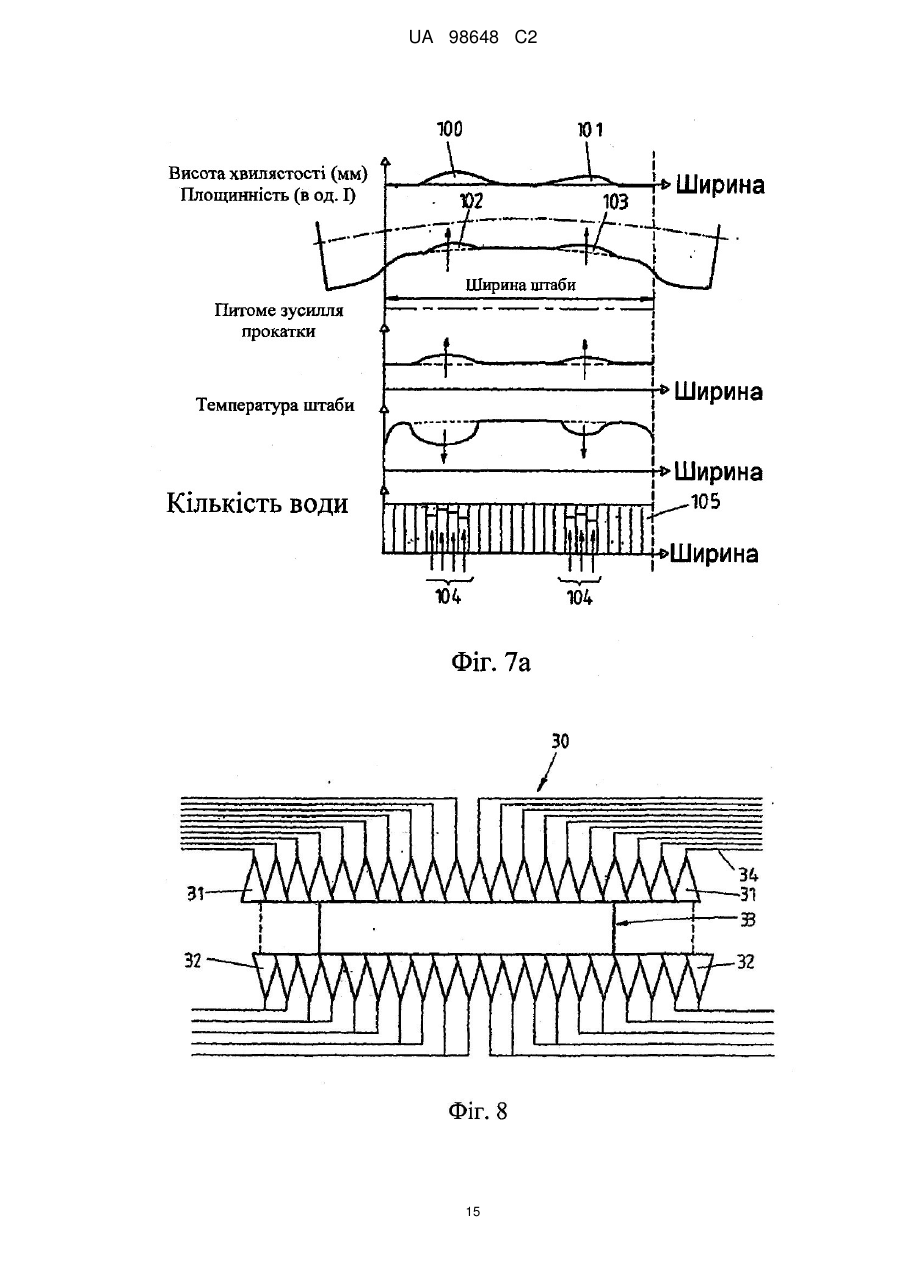
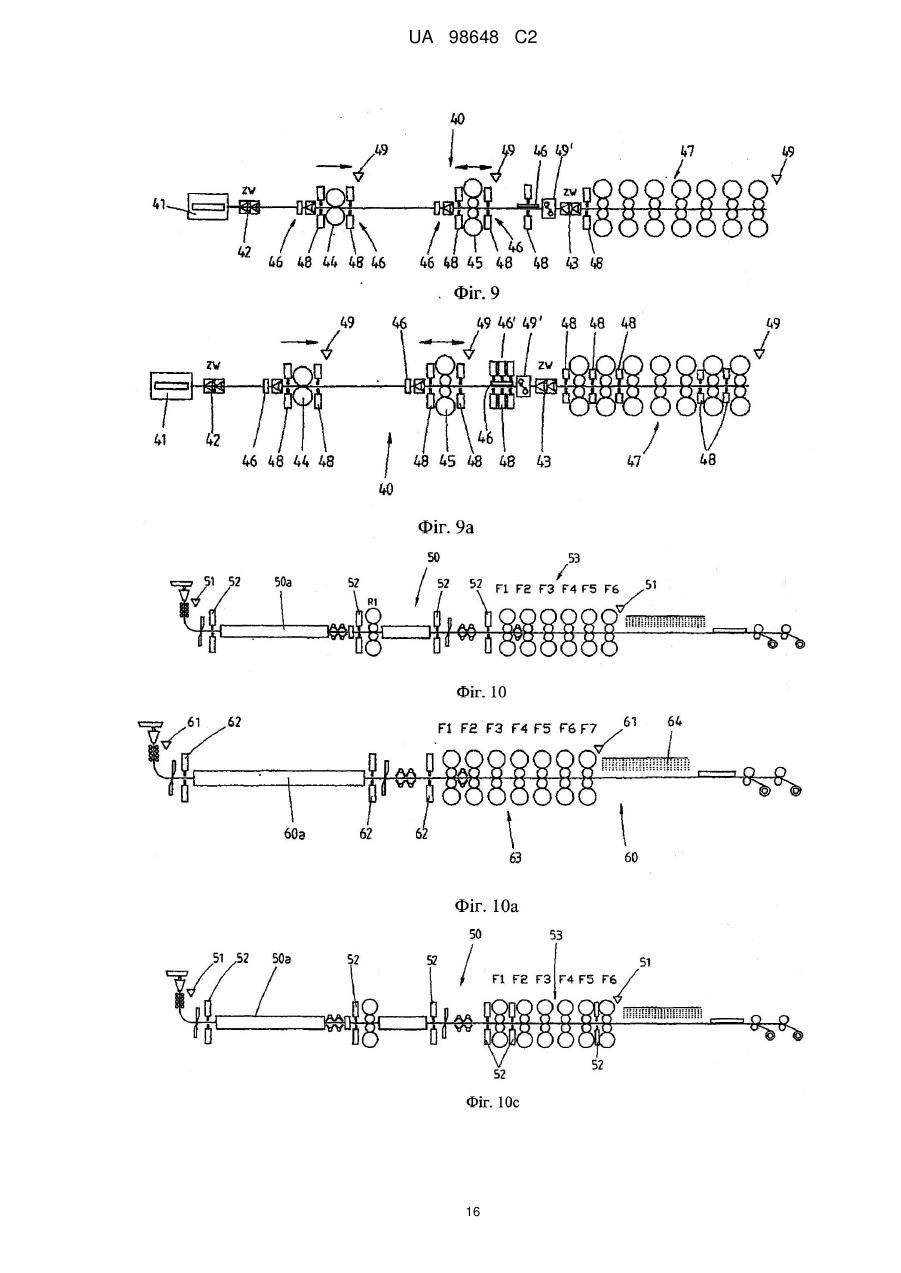
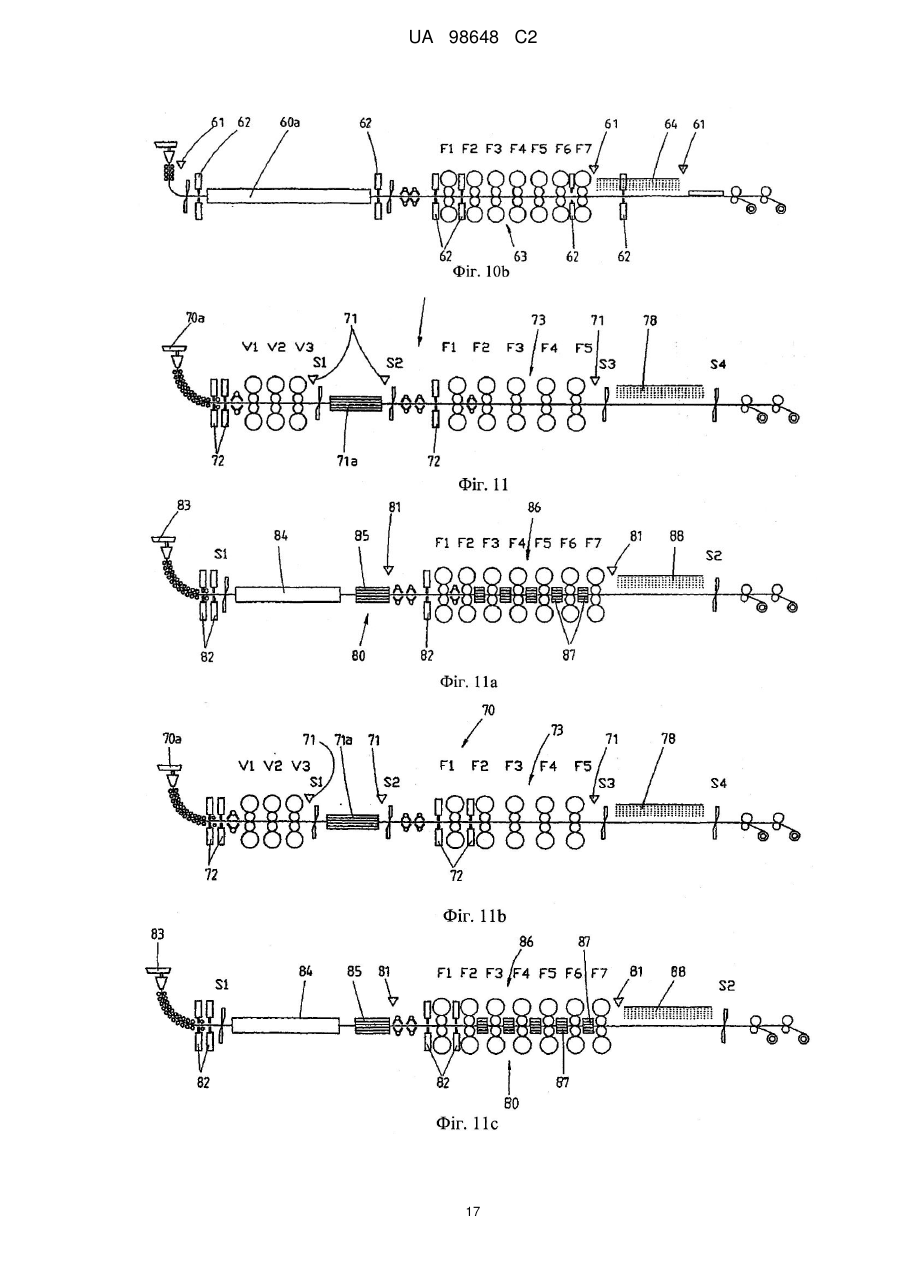
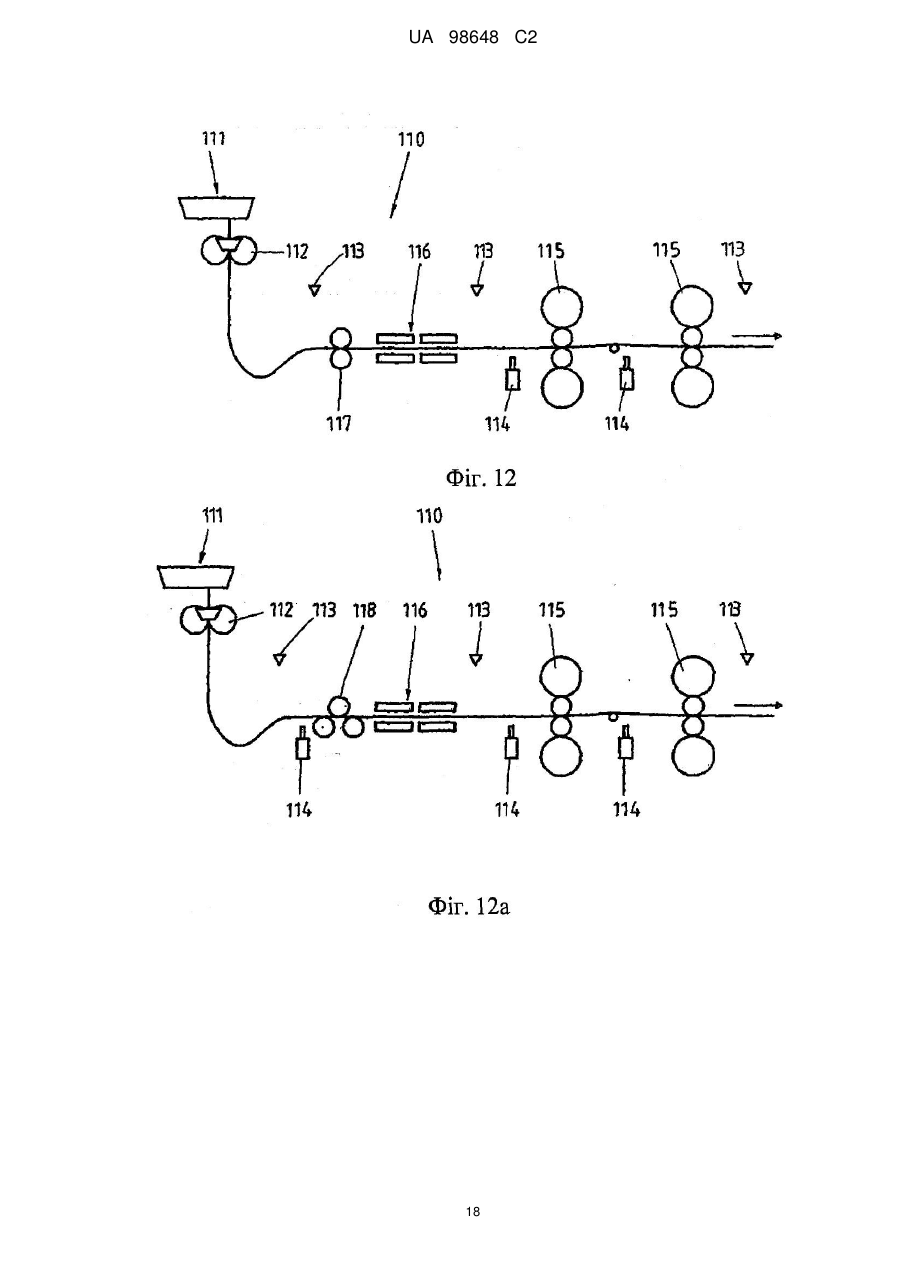
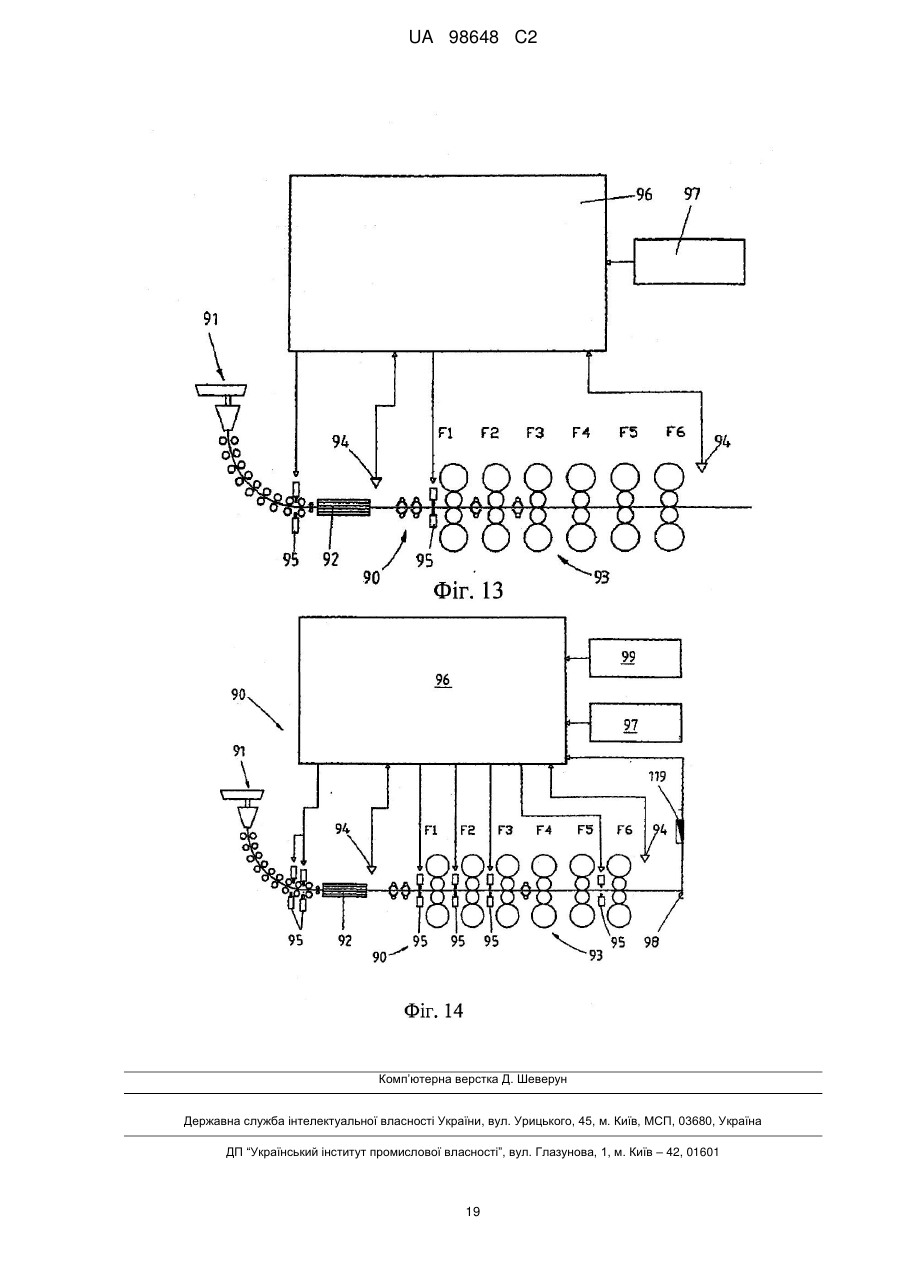
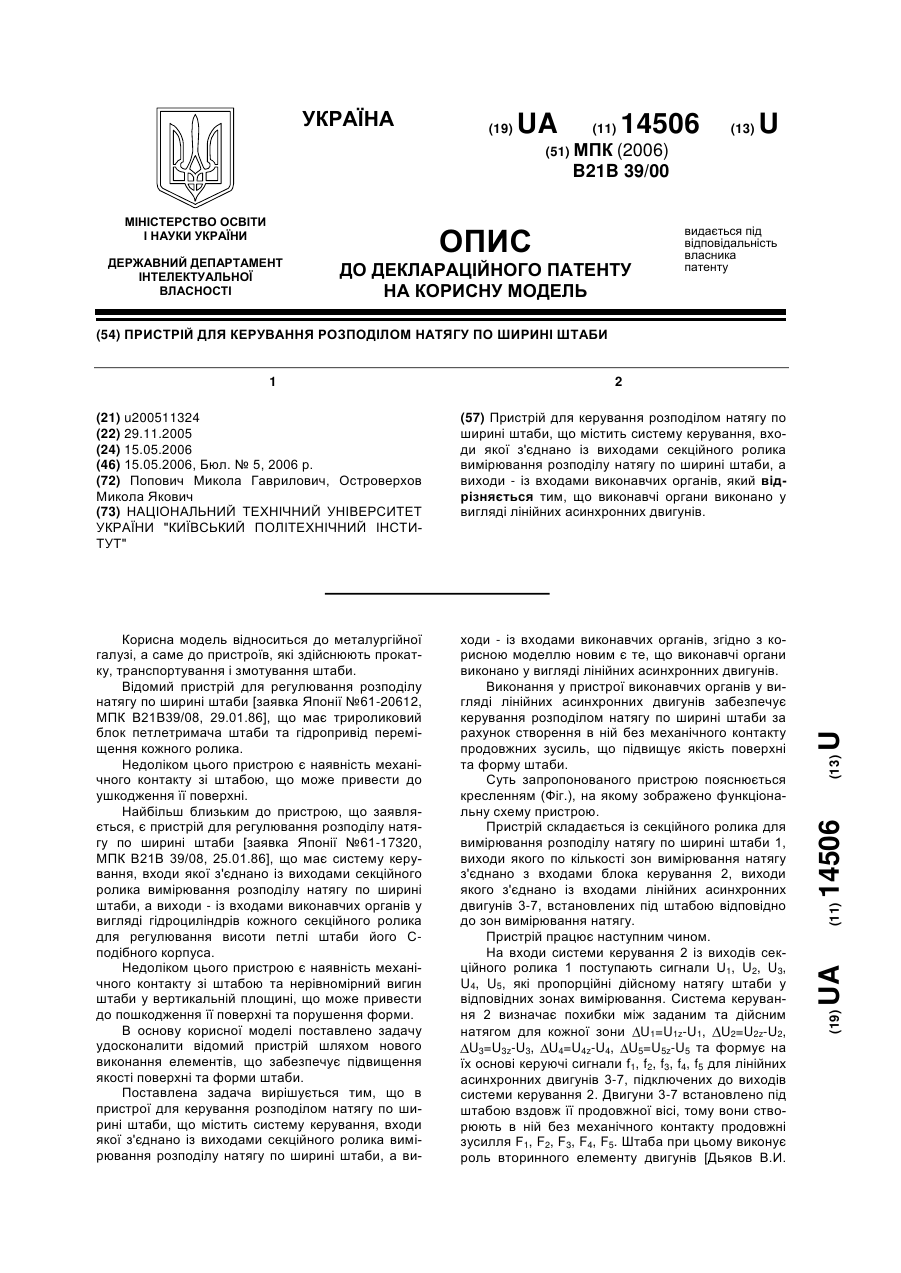
Реферат: Винахід стосується пристрою (10) для впливу на температуру по ширині матеріалу, який прокатується, тобто штаби (11), яка прокатується, або сляба, зокрема, на стані гарячої прокатки штаби, причому передбачено щонайменше один охолоджуючий пристрій з соплами (14) для подачі охолоджуючого середовища, причому сопла (14) встановлені або керуються таким чином, що, зокрема, охолоджуюче середовище використовується в положеннях, в яких визначається підвищена температура. Крім того, винахід стосується пристрою (10) для впливу на стан площинності штаби шляхом охолодження штаби, причому в залежності від стану площинності штаби (11) охолоджуючий пристрій керується таким чином, щоб нерівності згладжувалися або усувалися. Додатково за допомогою цього винаходу на контур штаби можна вплинути таким чином, щоб штаба (11) або сляб охолоджувалися по ширині таким чином, щоб контур штаби при цьому наближався до бажаного цільового контуру. UA 98648 C2 (12) UA 98648 C2 UA 98648 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується пристрою для впливу на розподіл температур по ширині, зокрема штаби, зокрема в стані гарячої прокатки штаби, за п. 1 формули винаходу. При виготовленні штаб, зокрема на установці гарячої прокатки, штаба транспортується від печі до моталки і обробляється на цій ділянці. При цьому температура штаби і розподіл температур, наприклад по ширині, мають вирішальне значення для обробки і в результаті для якості штаби. Зокрема якщо необхідно добитися високої продуктивності установки, або стану гарячої прокатки штаби, вузьким місцем виробництва часто стає піч, як, наприклад піч з крокуючими балками. Тоді це приводить до того, що у слябів навіть при достатньому нагріванні не забезпечується рівномірний розподіл температури, оскільки вони залишаються в печі досить довго. У результаті можуть мати місце розподіли температури, які є нерівномірними по ширині слябів. Отже, може трапитися, що звичайні сляби при виході з печі будуть мати нерівномірний розподіл температури. При цьому, як правило, поверхня і кромка сляба нагріті більше, ніж решта слябу. При подальшій прокатці на чорновому прокатному стані температурний профіль змінюється, а необмежена кромка штаби охолоджується внаслідок теплового випромінювання в бік і проходження через пристрій для гідрозбиву окалини і вертикальну кліть, так що перед кінцевою обробкою тиском розподіл температур стає таким, що середня температура по товщині убуває від краю до середини, причому поблизу кромки з'являється місцевий максимум температури. При цьому більш нагріті зони розташовуються в ділянці між 80 і 150 мм від кромки, що негативно позначається на контурі і площинності штаби. Внаслідок такого нерівномірного розподілу температур при подальшому процесі прокатки в осередку деформації в різних чистових клітях відбувається різне розплющення, і, крім того, по ширині штаби встановлюються різний знос робочого валка, а також тепловий профіль. Результатом цього є аномалії профілю, які заважають подальшій обробці штаби і ведуть до одержання низької точності розміру штаб, що з точки зору якості є небажаним. Це також неминуче через додаткові механічні виконавчі елементи установки профілю, оскільки ефекти носять вельми локальний характер. Нарівні з геометричними недоліками внаслідок температурних відмінностей по ширині штаби можуть формуватися різні структурні або механічні властивості. Нарівні з нерівномірним нагріванням звичайних слябів в печі, сляби з нерівномірними температурами спостерігаються після встановлення для тонких слябів. Якщо температурні відмінності повністю не усуваються в подальшій печі, то і в цьому випадку по ширині штаби можуть з'явитися вищеописані дефекти, наприклад: аномалії профілю, нерівність і різні механічні властивості штаби. Задачею винаходу є створення пристрою, який здійснює поліпшену обробку, зокрема штаб на станах гарячої прокатки штаби, і забезпечуючу більш високу якість продукту. Згідно з винаходом задача відносно пристрою вирішується за допомогою ознак п. 1 формули винаходу. Згідно з винаходом запропонований пристрій для впливу на розподіл температур по ширині сляба або штаби, зокрема в одноклітьовий або багатоклітьовий установці гарячої прокатки, причому передбачений щонайменше один охолоджуючий пристрій з соплами для нанесення охолоджуючого середовища на сляб або на штабу, причому сопла розподілені по ширині і/або керуються таким чином, щоб, охолоджуюче середовище, зокрема наносилося в позиціях, в яких визначена підвищена температура. Інший приклад виконання передбачає вплив на площинність і контур штаби шляхом часткового охолодження штаби. Для цілеспрямованої зміни міцності матеріалу штаба охолоджується в основному в тих місцях, в яких виявляється хвилястість штаби. Аналогічним чином штаба охолоджується місцями, щоб викликати в них цілеспрямовані зміни штаби. Вплив на контур, як правило, має місце у випадку більш товстої штаби, а вплив на площинність при меншій товщині. Принцип дії залишається один і той же. Для встановлення розподілу охолоджуючого середовища переважно, щоб ширина штаби розділялася на зони охолодження, і при цьому було передбачено або встановлене сопло охолоджуючого пристрою щонайменше для однієї зони, переважно, для всіх зон. Доцільно також, щоб положення щонайменше одного сопла, або декількох сопел могло регулюватися відносно ширини штаби. Крім того, в одному з прикладів виконання доцільно, щоб сопла встановлювалися попарно і, переважно, симетрично і попарно, відносно середини штаби. Щоб не було необхідності в спеціальному механізмі перестановки по ширині, перестановка сопел по ширині може бути передбачена шляхом їх закріплення, відносно їх положення розпилення, на бічних направляючих для слябів або штаб. 1 UA 98648 C2 5 10 15 20 25 30 35 40 45 50 55 Для гнучкої зміни положення сопел відносно ширини може бути використаний окремий пристрій для перестановки, також незалежно для правої і лівої половин штаби. Доцільно також, щоб сопла встановлювалися поруч одне з одним, причому щоб для кожної зони охолодження було передбачено по соплу. При цьому доцільно, щоб сопла встановлювалися під і/або над штабою. Цілеспрямованій активації сопел сприяє щонайменше один вимірювальний датчик, який відстежує розподіл температур в слябі або штабі по ширині. В одному з наступних прикладів виконання доцільно, щоб був передбачений також блок керування, який обробляє релевантні вхідні параметри і визначає і регулює використовувану кількість охолоджуючого середовища для відповідної зони і/або позиції охолодження. Переважні вдосконалені варіанти описані в залежних пунктах формули винаходу. Нижче винахід більш детально пояснюється на основі прикладу виконання з посиланням на креслення, на яких показано: фіг. 1 - розподіл температур в слябі на основі зміни кольору; фіг. 2 - розподіл температур в слябі на основі зміни кольорів після прокатки; фіг. 3 - розподіл температур в слябі на основі зміни кольорів після прокатки; фіг. 4 - характеристику середньої температури в штабі по ширині штаби; фіг. 5 - температурний режим, зусилля прокатки і форма профілю по ширині штаби; фіг. 6 - вигляди пристрою згідно з винаходом; фіг. 7 - діаграму для зображення температурного режиму і розташування зон охолодження; фіг. 7а - діаграму для зображення взаємозв'язку між площинністю, температурним режимом і керуванням зонами охолодження; фіг. 8 - вигляд пристрою згідно з винаходом з охолоджуючими соплами; фіг. 9 - схематичне зображення можливих положень охолоджуючого пристрою і датчиків температури на стані гарячої прокатки штаби; фіг. 9а - схематичне зображення можливих положень охолоджуючого пристрою і датчиків температури на стані гарячої прокатки штаби; фіг. 10 - схематичне зображення установки CSP з можливими положеннями охолоджуючого пристрою і вимірювальних датчиків температури; фіг. 10а - схематичне зображення установки CSP з можливими положеннями охолоджуючого пристрою і вимірювальних датчиків температури; фіг. 10b- схематичне зображення установки CSP з можливими положеннями охолоджуючого пристрою і вимірювальних датчиків температури; фіг. 10с - схематичне зображення установки CSP з можливими положеннями охолоджуючого пристрою і вимірювальних датчиків температури; фіг. 11 - схематичне зображення альтернативної тонкослябової установки з можливими положеннями охолоджуючого пристрою і вимірювальних датчиків температури; фіг. 11b - схематичне зображення альтернативної тонкослябової установки з можливими положеннями охолоджуючого пристрою і вимірювальних датчиків температури; фіг. 11c - схематичне зображення альтернативної тонкослябової установки з можливими положеннями охолоджуючого пристрою і вимірювальних датчиків температури; фіг. 12 - схематичне зображення альтернативної установки для розливу і прокатки тонких штаб з можливими положеннями охолоджуючих пристроїв і вимірювальних датчиків температури; фіг. 12а - схематичне зображення альтернативної установки для розливу і прокатки тонких штаб з можливими положеннями охолоджуючих пристроїв і вимірювальних датчиків температури; фіг. 13 - схематичне зображення тонкослябової установки з блоком керування для зображення способу охолодження штаби і/або тонкого сляба; і фіг. 14 - схематичне зображення тонкослябової установки з блоком керування для зображення способу охолодження штаби і/або тонкого сляба. Переважне здійснення винаходу На фіг. 1 показане зображення половини сляба 1, причому розподіл температур візуалізується за допомогою зміни кольору, причому температура тим вища, чим ясніше тон, або відтінок сірого. Сляб 1 після виходу із звичайної нагрівальної печі установки гарячої прокатки штаби вже нагрітий нерівномірно, що, в числі іншого, пояснюється дуже коротким часом перебування в печі, і може бути результатом великого завантаження печі. Сляб 1 на поверхні і на краю Ia, або на кромці 2, гарячіший, ніж, наприклад в серцевині Ib, зображеній в темних тонах. Отже, сляб 1 не прогрівся оптимально. 2 UA 98648 C2 5 10 15 20 25 30 35 40 45 50 55 60 При прокатці на чорновому прокатному стані температурний профіль сляба 1 змінюється, так що прокатані сляби 1 набувають, наприклад температурний профіль, відповідний фіг. 2 і 3. Кромка 2 штаби внаслідок прокатки продовжує охолоджуватися, і з'являється зона 3 нагрівання, яка розташована по сусідству з кромкою 2 штаби. На фіг. 2 і 3 розподіл температур видно по відтінках сірого, причому температура знову ж тим нижча, ніж темніший відтінків сірого. На фіг. 4 зображена характеристика середньої температури штаби як функція ширини чорнової штаби, причому і тут виразно видно, що з краю штаби температура падає і що в напрямі всередину температура також нижча. У зоні, розташованій по сусідству з краєм, середня температура найвища. На фіг. 5 трьома діаграмами, розташованими одна під одною, зображені: характеристика середньої температури, зусилля прокатки і форма профілю, як функція ширини штаби або сляба 1. В верхній частині фігури зображена характеристика середньої температури як функції ширини, причому в різних місцях стану гарячої прокатки штаби (в печі, на чистовій лінії клітей) можуть встановлюватися різні температурні профілі 4, 5). Пониження температури на краю приводить до зменшення зусилля 6 прокатки в зоні температурного максимуму поблизу краю, оскільки в місці максимальної температури матеріал, як правило, також найбільш м'який. У результаті форма профілю (контур штаби) стають нерівномірними, причому в зоні найвищої температури з'являється аномалія 8 профілю невеликої товщини і виступ з потовщенням 9. На цей температурний ефект накладається ефект вигину валків, або ефект дії виконавчих елементів, що приводить до зменшення товщини в напрямі зовні в середину, див. фіг. 7. На фіг. 1-5 як приклад показана дія нерівномірних температур по ширині. У верхній частині фіг. 6 схематично зображений пристрій 10 для охолодження тонкого сляба, чорнової штаби або штаби 11. Штаба 11 з боків прямує за допомогою регульованих бічних направляючих 12, або передбачених для цього засобів бічних направляючих. Для цього бічні направляючі 12 виконані регульованими в боки в напрямі 13 стрілок. Крім того, для охолодження сляба або штаби 11 передбачені охолоджуючі елементи 14, як, наприклад охолоджуючі сопла, які встановлюються в тому місці, в якому вимірюються або очікуються найвища або високі температури в штабі, так що ця зона, або ці зони, можуть охолоджуватися спеціально. Таким чином, на основі розподілу температур може бути визначена і додатково охолоджена за допомогою охолоджувача, наприклад охолоджуючої води, певна основна зона 14а охолодження. Охолоджуюча вода може подаватися до сопел 14, наприклад за допомогою шлангів 15, причому шланги 15 можуть бути виконані із захистом від навколишньої температури або екрановані від неї. У нижній частині фігури зображений вигляд пристрою збоку. При цьому штаба транспортується за допомогою роликів, і одночасно штаба за допомогою охолоджуючого середовища, як, наприклад охолоджуючої води або повітря, частково охолоджується в передбачених для цього позиціях. Переважно, щоб охолоджуючі елементи, як, наприклад сопла, передбачалися в зоні регульованій бічною направляючою. Крім того, замість окремих сопел можуть бути передбачені одна або декілька груп сопел, так щоб охолоджуючий засіб міг наноситися на штабу в більш широкому діапазоні. Крім того, видно, що сопла 14 встановлені над штабою і під нею таким чином, що охолодження може здійснюватися як знизу, так і/або зверху. Крім того, особливо переважно, щоб для оптимального охолодження відповідних ділянок штаби кількість охолоджуючого середовища індивідуально встановлювалася в залежності від цільової величини (наприклад розподілу температур, цільового контуру, площинності) або від інших параметрів процесу, наприклад: час видачі з печі, ширина, зменшення ширини і подібне на верхньому і/або на нижньому боці штаби. Якщо розподіл температур в штабі по ширині не завжди відтворюється однаково, може бути передбачений індивідуальний розподіл сопел. У верхній частині фіг. 7 зображений розподіл температур в штабі, що не є симетричним. Як видно, по обох краях або поблизу них розташовані зони підвищеної температури різної ширини, причому в середній ділянці штаби також виявляється зона підвищеної температури. При цьому температурний профіль після ливарної машини і/або після чорнової кліті, і/або після печі зображений верхньою кривою 20, а температурний профіль після чистової лінії клітей -нижньою кривою 21. Крім того, штрихпунктирні лінії 22, 23 являють собою задані або цільові значення розподілу температур. Лінія 27 являє собою середнє значення всередині зони і. Розташування сопел вибирається відповідно до максимумів температури, нерівномірно розподілених по ширині штаби. Для цього в нижній частині фіг. 7 показане розташування сопел в тих місцях, в яких температура перевищена відносно заданого значення. Так, наприклад в ділянці лівого краю штаби встановлене сопло 24, в середній ділянці встановлені два сопла 25, а 3 UA 98648 C2 5 10 15 20 25 30 35 40 45 50 55 60 в ділянці правого краю штаби передбачені три сопла 26. Замість числа сопел можливий також, відповідно, змінений розподіл кількості охолоджуючого середовища, що розбризкується на штабу, так що забезпечується необхідний розподіл кількості охолоджуючого засобу. Таким чином, на нижній частині фіг. 7 показане багатозонне охолодження, при якому для відповідної зони встановлюється індивідуальне охолодження. На фіг. 7а для іншого прикладу на верхній діаграмі показаний розподіл хвилястості по висоті або нерівностей штаби як функції ширини штаби, при цьому виразно видні два максимуми 100, 101. На другій діаграмі зверху видна деформація тіла робочого валка внаслідок охолодження штаби, причому контур в ділянці стрілок 102, 103 показує як зміна осередку деформації (зазору між валком) при прокатці, яка виявляється по положеннях максимумів у верхній частині фігури. Третя діаграма зверху зображує питоме зусилля прокатки як функцію ширини, причому максимуми в тому ж місці, в свою чергу, розглядаються як функції ширини. Четверта діаграма зверху показує розподіл температур в штабі, що не є рівномірним. На цій фігурі як альтернативний приклад схематично показаний принцип дії винаходу, за яким цілеспрямоване охолодження здійснюється в тих місцях, див. нижню діаграму, де визначається виявлена нерівність, так що після прокатного стану досягається краща площинність. Внаслідок охолодження штаби перед прокатним станом і/або на ньому в спеціально вибраних ділянках по ширині штаби може бути досягнута краща площинність штаби. Ділянки штаби, що є нерівними, за деякими виключеннями, як правило, охолоджуються. Таким чином, внаслідок більш низької температури там встановлюється більш високий опір деформації і тим самим підвищене зусилля прокатки, як це видно з середньої діаграми на фіг. 7а. Зміна розплющщення в осередку деформації в останній кліті або при необхідності в декількох клітях прокатного стану згладжує або усуває нерівність. При регулюванні температури штаби переважно, щоб допуски температури для штаби додержувалися. Так, наприклад при прокатці високоякісної аустенітної сталі температуру штаби можна встановлювати або регулювати в широких межах без здійснення негативного впливу на механічні властивості штаби. На нижній діаграмі на фіг. 7а показане розташування охолоджуючих сопел 104 і тим самим багатозонне охолодження, при якому для відповідних зон 105 встановлюється індивідуальне охолодження. Крім того, передбачене і можливе встановлення окремих сопел, наприклад в чвертьхвильовій ділянці штаби. На фіг. 8 зображений пристрій 30 з встановленням сопел 31, 32 для охолодження сляба або штаби 33, причому сопла 31, 32 передбачені як під штабою або слябом, так і над штабою або слябом. Завдяки цьому сопла при необхідності можуть впливати на штабу або сляб охолоджуючим середовищем з обох боків, так щоб штаба або сляб охолоджувалися у відповідальних місцях з обох боків. Для цього, переважно, встановлювати сопла 31, 32 рядами, так щоб сусідні сопла також могли встановлюватися з перекриттям. При цьому сопла мають також відповідні власні підводи 34, за допомогою яких охолоджуюче середовище, як, наприклад вода, може подаватися до сопел 31, 32, перш ніж воно за допомогою сопла потрапить на штабу. Сопла 31, 32 переважно можуть встановлюватися нерухомо, при цьому вони можуть з'єднуватися за допомогою утримуючої рами або стояка, або сопла 31, 32 можуть бути виконані самонесучими, причому сопла 31,32 при цьому можуть з'єднуватися одне з одним. Однак переважно, щоб сопла 31, 32 були виконані з можливістю позиціонування тобто, щоб вони були встановлені із з можливістю перестановки по ширині. Сопла 31, 32 можуть, наприклад встановлюватися групами або попарно, а також, наприклад попарно симетрично. Сопла можуть мати також різні поперечні перерізи, або декілька сопел можуть бути розташовані одне за одним в напрямі потоку матеріалу. Можливий, наприклад будь-який бажаний розподіл кількості охолоджуючого засобу («водний потік»), при якому в крайовій ділянці траверси використовуються більші сопла, ніж в центральній ділянці, а ще більш малі сопла посередині. На фіг. 9 схематично зображений пристрій 40 для обробки штаб, як, наприклад стан гарячої прокатки штаби. Пристрій 40 містить піч 41 для слябів і два пристрої 42, 43 для гідрозбиву окалини. Крім того, передбачені перша чорнова кліть 44 і друга чорнова кліть 45, причому перша чорнова кліть 44 може бути виконана як нереверсивна, а друга чорнова кліть 45 - як реверсивна. Крім того, передбачені бічні направляючі 46, як, наприклад до або після чорнових клітей і попереду ножиць 49'. У кінці стану перед охолодженням і намотуванням штаби на не показану моталку передбачені пристрої 47 для прокатки, як, наприклад чистова лінія клітей. Згідно з винаходом пристрої 48 для впливу на температуру штаби виконані оснащеними соплами. Вони зображаються симетрично за допомогою прямокутника з штрихом, направленим 4 UA 98648 C2 5 10 15 20 25 30 35 40 45 50 55 вниз або вгору. Вони, як показано, можуть бути встановлені до і/або після чорнових клітей 44, і 45 і/або до і/або ножиць 49 . Крім того, можуть бути передбачені пристрої 49 для вимірювання температури, як, наприклад температурні сканери, які можуть бути встановлені щонайменше після однієї з чорнових клітей 44, 45 і/або після пристрою 47 для прокатки. Пристрої 48 для впливу на температуру штаби можуть бути встановлені на бічних направляючих перед чорновими клітями, як, наприклад нереверсивна і реверсивна кліті, і/або на бічних направляючих перед ножицям або перед чистовою лінією 47 клітей. Крім того, в чистових клітях чистової лінії 47 клітей переважно встановлені пристрої 48 для впливу на температуру з установками сопел. Це можливо, відповідно, віднести і до товстолистового прокатного стану, у якого на окремих рівнях від печі до товстолистової прокатної кліті можуть бути передбачені такі пристрої 48 для впливу на температуру. На фіг. 9а схематично зображений ще один приклад виконання пристрою 40 для обробки штаб, як, наприклад широкосмуговий стан гарячої прокатки. Пристрій 40 для обробки штаб містить піч 41 для слябів і щонайменше два пристрої 42, 43 для гідрозбиву окалини. Крім того, передбачені перша чорнова кліть 44 і друга чорнова кліть 45, причому перша чорнова кліть 44 може бути виконана як нереверсивна, а друга чорнова кліть 45 - як реверсивна. Крім того, передбачені бічні направляючі 46, як, наприклад попереду чорнових клітей 44 і попереду ножиць 49’. У кінці стану перед намотуванням штаби на не показану моталку передбачені пристрої 47 для прокатки, як, наприклад чистова лінія клітей. Згідно з винаходом пристрої 48 для впливу на температуру штаби виконані оснащеними соплами. Вони можуть бути встановлені, як показано, до і/або після чорнових клітей 44, 45 і/або до і/або після ножиць. Крім того, пристрої 48 для впливу на температуру штаби можуть бути передбачені також в ділянці чистової лінії 47 клітей між окремими клітями. Переважно, пристрої 48 для впливу на температуру передбачені на бічних направляючих. Крім того, такі пристрої можуть бути передбачені також в ділянці холодильника 46' для чорнової штаби, який може бути встановлений перед чистовою лінією клітей. Для цього, переважно, щоб щонайменше частина охолоджуючого пристрою включала охолодження зон штаби. Крім того, можуть бути передбачені пристрої 49 вимірювання температури, як, наприклад температурні сканери, які можуть бути встановлені щонайменше після однієї з чорнових клітей 44, 45 і/або після пристрою 47 для прокатки. Пристрої 48 для впливу на температуру штаби можуть бути передбачені на бічних направляючих перед чорновими клітями, як, наприклад нереверсивною і реверсивною клітями, і/або на бічних направляючих перед ножицями або перед чистовою лінією 47 клітей. Крім того, в чистових клітях чистової лінії 47 клітей переважно передбачені пристрої 48 для впливу на температуру з установками сопел. Це можливо, відповідно, віднести також до товстолистового прокатного стану, на якому такі пристрої 48 для впливу на температуру можуть бути передбачені на окремих рівнях від печі до товстолистової прокатної кліті. На фіг. 10 і 10b зображені, відповідно, так звані установки CSP (Compact Strip Production) 50 з чорновою кліттю, а на фіг. 10а і 10с, відповідно, установка CSP 60 без чорнової кліті. Установка CSP 50 на фіг. 10 містить вимірювальні пристрої 51 для температури, встановлені перед піччю 50а з роликовим подом і після кристалізатора, і крім того, пристрій, встановлений в кінці чистової лінії клітей з прокатними клітями F1, F2, F3, F4, F5 і F6. Пристрої 52 для впливу на температуру з соплами для охолодження сляба або штаби переважно встановлювати до і/або після печі з роликовим подом, після кристалізатора і/або перед чистовою кліттю R1 і/або перед чистовою лінією клітей. Установка на фіг. 10b відрізняється від установок на фіг. 10 і 10а лише тим, що, додатково на чистовій лінії 53 клітей між прокатними клітями F1 і F2 передбачені охолоджуючі пристрої 52, причому на чистовій лінії 53 клітей могли б бути передбачені також додаткові охолоджуючі пристрої 52 між іншими прокатними клітями F1, ..., F6. Установка CSP 60 на фіг. 10а містить пристрої 61 для вимірювання температури перед піччю 60а з роликовим подом після кристалізатора і на кінці чистової лінії клітей з прокатними клітями F1, F2, F3, F4, F5, F6 і F7. Пристрої 62 для впливу на температуру з соплами для охолодження штаби, переважно встановлювати перед і/або після печі з роликовим подом, після кристалізатора і/або перед чистовою лінією клітей. Установка на фіг. 10с відрізняється від установки на фіг. 10а лише тим, що, крім того, на чистовій лінії 63 клітей між прокатними клітями F1 і F2 і на ділянці 64 охолодження передбачені додаткові охолоджуючі пристрої 62, причому на чистовій лінії 63 клітей також могли б бути передбачені додаткові охолоджуючі пристрої 62, наприклад також між іншими прокатними клітями F1, ..., F6. Далі на кінці ділянки охолодження передбачений температурний сканер 61. 5 UA 98648 C2 5 10 15 20 25 30 35 40 45 50 55 60 На фіг. 11, 11а, 11b і 11с зображені, відповідно, установки 70, 80 для виробництва нескінченних тонких слябів, в яких ливарна установка і прокатний стан безпосередньо з'єднані одне з одним. Таким чином, виходить сильно укорочена установка. У таких установках час для вирівнювання температури від холонення розплаву до прокатки дуже малий. Тому в таких установках переважно передбачати пристрої для охолодження штаби згідно з винаходом, оскільки вирівнювання температури по ширині при нерівномірному розподілі температури без охолоджуючих пристроїв добитися не можна. Боротися з цим можна встановленням охолоджуючих пристроїв, наприклад у вигляді зонального охолодження слябів або на бічних направляючих, і активне вирівнювання температури по ширині можна здійснювати в різних зонах виготовлення штаби. На фіг. 11 і 11b, відповідно, в установці 70 показані пристрої 71 для вимірювання температури, встановлені після ливарної машини 70а і чорнових клітей Vl, V2, V3 і/або після нагрівального пристрою 71а, як, наприклад печі з роликовим подом або пристрій для індуктивного нагрівання, і/або після чистової лінії клітей з прокатними клітями F1, F2, F3, F4 і F5. Пристрої 72 для впливу на температуру або для охолодження з соплами для охолодження штаби переважно встановлювати всередині і/або після розливної машини, до і/або після нагрівального пристрою, а також до і/або після чистової лінії 73 клітей між прокатними клітями F1,..., F5. Крім того, після чистової лінії клітей передбачена ділянка 78 охолодження штаби. На фіг. 11а і 11с в установці 80 показані пристрої 81 для вимірювання температури, встановлені після розливної машини 83 і печі або печі 84 для витримки або після пристрою 85 для індуктивного нагрівання і/або після чистової лінії 86 клітей з прокатними клітями F1, F2, F3, F4, F5, F6 і F7. Пристрої 82 для впливу на температуру або для охолодження з соплами для охолодження слябів або штаби, переважно, встановлені всередині і/або після розливної машини 83 до і/або після нагрівального пристрою 84 або 85, а також до і/або на чистовій лінії 86 клітей між прокатними клітями F1,..., F7. Крім того, на чистовій лінії 86 клітей при необхідності передбачені також пристрій 87 для індуктивного або якого-небудь іншого нагрівання, а після чистової лінії клітей ділянка 88 охолодження штаби. На фіг. 12 і 12а зображена, відповідно, установка для розливки і прокатки тонкої штаби, в якій ливарна установка 111 по суті складається з ливарних валків 112. Вздовж направляючої для штаби встановлені датчики температури або температурні сканери 113 для визначення розподілу температури в штабі. Крім того, передбачені пристрої 114 для зонального охолодження штаби, які можуть бути передбачені на початку установки і/або до і/або після прокатних клітей 115. Установка для прокатки може складатися з однієї або з декількох прокатних клітей 115. Крім того, передбачений пристрій 116 для нагрівання штаби, який може бути передбачений після правильного пристрою 118 або тягнучого пристрою 117. У таких установках для тонкої штаби справа йде таким чином, що на контур штаби можна вплинути лише трохи. Осередок деформації прокатних клітей повинний підстроюватися під вхідний профіль. Відповідно, для поліпшення площинності штаби переважними є багато разів згадані виконавчі елементи пристрою для зонального охолодження штаби або для спеціального локального охолодження на вході прокатних клітей або перед ними, або ж також між прокатними клітями. При цьому можливо, наприклад двобічне охолодження. Крім того, у випадку тонкої штаби і при цілеспрямовано обмеженому впливі охолодження може бути також організоване лише однобічне охолодження, як, наприклад зверху або знизу. Подібне може бути зроблене також і у випадку товстолистового прокатного стану, в якому після виходу сляба з печі аж до товстолистової прокатної кліті і на розташованій за нею ділянці охолодження може бути здійснений вплив на температуру аналогічно з вищезазначеним. Крім того, вплив на температуру по ширині штаби може бути також здійснений і в установці гарячої прокатки штаби з кольорового металу. Всі запропоновані форми реалізації переслідують мету гомогенізації температури штаби по ширині, а також поліпшення її контуру або площинності або здійснення на них цілеспрямованого впливу шляхом відповідного охолодження сляба або штаби по ширині. Згідно з винаходом для охолодження окремих зон може використовуватися площинне сопло, конічне сопло, багатокомпонентне повітряно-водне сопло або сопло, як, наприклад трубка або система трубочок ламінарного охолодження штаби. При цьому для охолодження різних зон можуть бути застосовані різні сопла. Передбачені можуть бути також комбіновані пристрої з соплами. При цьому сопла, або зони охолодження, також можуть мати між собою по ширині рівномірний або нерівномірний інтервал. Для охолодження з вищезазначеною метою і з відповідними властивостями можна використовувати, наприклад охолодження чорнової штаби, сегментарне охолодження на 6 UA 98648 C2 5 10 15 20 25 30 35 40 45 50 55 60 установці безперервної розливки, охолодження в проміжній кліті, видалення окалини, охолодження осередку деформації, охолодження верхнього або нижнього боку після петлеутворювача або ділянки охолодження або ж комбінацію вищенаведених охолоджуючих пристроїв. При цьому охолодження осередку деформації проводиться, наприклад по суті поблизу або безпосередньо перед осередком деформації, для чого охолоджуються валок і/або штаба або поверхня штаби. Крім того, охолодження може бути передбачене навіть на стані холодної прокатки, так що охолодження діє на площинність штаби щонайменше непрямо. Нарівні з установкою сопел для охолодження на регульованих по ширині направляючих для штаби, сопла можуть бути також передбачені таким чином, щоб вони були встановлені індивідуально. Крім того, по ширині штаби може бути передбачена множина сопел, причому, відповідно, керуються лише ті сопла і розподіляються ті охолоджуючі середовища, які необхідні для охолодження. Таким чином, в сукупності може бути реалізоване багатозонне охолодження. На фіг. 13 схематично зображена тонкослябова установка 90 з ливарною машиною 91, піччю 92 з роликовим подом або пристроєм індуктивного нагрівання, чистовою лінією 93 клітей з прокатними пристроями F1-F6 і з датчиками 94 температури і охолоджуючими пристроями 95 для слябів і штаб. Блок 96 керування керує охолоджуючими пристроями 95 для штаб на основі даних датчиків 94 температури, причому, крім того, для визначення розподілу охолоджуючого засобу і кількості охолоджуючого засобу, а також керування відповідними соплами агрегатів для охолоджуючого засобу використовуються вхідні величини: товщина відлитих сляба або штаби, товщина чорнової штаби, ширина штаби, зменшення ширини, матеріал штаби, піч або тип печі, які ідентифікуються, наприклад по номеру печі, швидкість транспортування, виміряні температури по ширині штаби. Крім того, після охолодження, наприклад після чистової лінії клітей або в іншому положенні, можна оцінити ефективність охолодження, як, наприклад і по зв'язку між коефіцієнтом теплопередачі і кількістю охолоджуючого середовища, наприклад кількістю води, див. блок 97. На фіг. 14 схематично зображена тонкослябова установка 90 з ливарною машиною 91, піччю з роликовим подом 92, чистовою лінією 93 клітей з прокатними пристроями F1-F6 із датчиками 94 температури і охолоджуючими пристроями 95 для штаби. Блок 96 керування керує охолоджуючими пристроями 95 для штаби на основі даних датчиків 94 температури і/або датчика 98 площинності штаби, і/або вимірювального датчика 119 профілю штаби, причому, крім того, для визначення розподілу охолоджуючого засобу і кількості охолоджуючого засобу, а також керування відповідними соплами агрегатів для охолоджуючого засобу можуть бути використані вхідні величини, вказані в попередньому абзаці. Крім того, після чистової лінії клітей або в іншому положенні може бути оцінена ефективність охолодження, як, наприклад по зв'язку між коефіцієнтом теплопередачі і кількістю охолоджуючого середовища, наприклад кількістю води, див. блок 97. Крім того, в блоці 99 визначаються і враховуються нерівність і/або контур штаби, тобто, зв'язок зміни контуру або/і площинності з необхідною кількістю охолоджуючого середовища і необхідним розподілом охолоджуючого середовища. При цьому, наприклад оптично або шляхом розподілу розтягуючого напруження можуть визначатися площинність штаби і відхилення від цільової площинності. Крім того, за допомогою вимірювального датчика профілю може вимірюватися контур профілю і таким чином обчислюватися відхилення виміряного контуру штаби від цільового контуру. При цьому для визначення кількості води і її розподілу не тільки може прийматися, адаптивна попередньо задана модель, яка навчається, але і можуть передбачатися контури регулювання, за допомогою яких з використанням виміряних величин регулюються встановлені цільові задані значення або цільові функції. Наприклад може бути передбачений контур регулювання температури, за допомогою якого виміряний розподіл температури в штабі, наприклад після прокатного стану і/або ділянки охолодження, використовується для керування зонами охолодження відносно кількості охолоджуючого середовища і розподілу в них охолоджуючого середовища для досягнення значною мірою гомогенного розподілу температури в штабі. Крім того, при обчисленні температур штаби і теплових потоків для визначення кількості і розподілу охолоджуючого середовища може бути також застосований спосіб, який враховує теплові потоки всередині штаб або слябів. У цьому способі може бути також враховано, наскільки дієвим, або ефективним, є охолодження. За даними датчиків температури або температурним сканерів - при оцінці температури по ширині - ширина штаби розбивається на зони охолодження, і зонам охолодження приписується температура. Спосіб охолодження дозволяє оцінити дані, що є в розпорядженні, і в залежності від вхідних величин з урахуванням охолоджуючої дії визначити, які сопла активуються або 7 UA 98648 C2 5 10 15 20 25 30 35 40 45 50 55 60 дезактивуються і яка кількість охолоджуючого засобу в якому соплі повинна бути встановлено з тим, щоб в результаті вийшов в основному гомогенний розподіл температури. Крім того, може бути передбачений контур регулювання, в якому також врахована площинність штаби і за допомогою якого в порядку альтернативи шляхом відповідного розподілу охолоджуючого засобу зрештою можливе одержання більш плоскої штаби. Додатково може бути також передбачений контур регулювання, який враховує контур штаби, щоб як інша альтернатива шляхом відповідного розподілу охолоджуючого засобу наблизитися до контуру цільової штаби (наприклад до параболи). Перелік умовних позначень 1 - сляб 1a - край 1b - серцевина 2 - кромка штаби 3 - гаряча зона 4 - профіль температури 5 - профіль температури 6 - зусилля прокатки 7 - зменшення товщини 8 - аномалія профілю 9 - потовщення 10 - охолоджуючий пристрій 11 - тонкий сляб, чорнова штаба або штаба 12 - бічна направляюча 13 - напрям 14 - охолоджуючий елемент, як, наприклад сопло 14а - основна зона охолодження 15 - шланг 16 - ролик 20 - крива 21 - крива 22 - лінія 23 - лінія 24 - сопло 25 - сопло 26 - сопло 27 - середнє значення температури в зоні 28 - кількість охолоджуючого середовища 30 - пристрій 31 - сопла, струмінь сопла 32 - сопла, струмінь сопла 33 - штаба, сляб або чорнова штаба 34 - підведення 40 - пристрій 41 - піч для слябів 42 - пристрій для гідрозбиву окалини 43 - пристрій для гідрозбиву окалини 44 - чорнова кліть 45 - чорнова кліть 46 - бічна направляюча 46' - охолоджувач чорнової штаби 47 - прокатний пристрій, чистова лінія прокатки 48 - пристрій для впливу на температуру 49 - пристрій для вимірювання температури 49' - ножиці 50 - установка CSP (Compact Strip Production) 50а - піч з роликовим подом 51 - пристрій для вимірювання температури 52 - пристрій для впливу на температуру 53 - чистова лінія клітей 60 - установка CSP 8 UA 98648 C2 5 10 15 20 25 30 35 40 45 60а - піч з роликовим подом 61 - пристрій для вимірювання температури 62 - пристрій для впливу на температуру 63 - чистова лінія клітей 64 - ділянка охолодження 70 - тонкослябова установка 70а - ливарна машина 71 - пристрій для вимірювання температури 71а - нагрівальний пристрій 72 - пристрій для впливу на температуру 73 - чистова лінія клітей 78 - ділянка охолодження 80 - тонкослябова установка 81 - пристрій для вимірювання температури 82 - пристрій для впливу на температуру 83 - ливарна машина 84 - піч для витримки 85 - нагрівальний пристрій 86 - чистова лінія клітей 87 - нагрівальний пристрій 88 - ділянка охолодження 90 - тонкослябова установка 91 - ливарна машина 92 - піч з роликовим подом 93 - чистова лінія клітей 94 - датчики 95 - охолоджуючий пристрій для штаби 96 - блок керування 97 - блок для керування 98 - датчик площинності штаби 99 - блок для керування 100 - максимум висоти хвилястості, або площинності штаби 101 - максимум висоти хвилястості, або площинності штаби 102 - деформація в ділянці стрілок 103 - деформація в ділянці стрілок 104 - сопла 105 - зони 111 - ливарна установка 112 - ливарний валок 113 - датчик температури, температурний сканер 114 - охолодження зони штаби, пристрій для впливу на температуру 115 - прокатна кліть 116 - пристрій для нагрівання штаби 117 - подаючий пристрій 118 - правильний пристрій 119 - вимірювальний датчик профілю штаби ФОРМУЛА ВИНАХОДУ 50 55 1. Пристрій для впливу на розподіл температури по ширині сляба або штаби (33), зокрема, в одноклітьовій або багатоклітьовій установці гарячої прокатки, в якому передбачено щонайменше один охолоджуючий пристрій з соплами (14) для подачі охолоджуючого середовища на сляб або на штабу (33), причому сопла (14) розподілені по ширині і/або керуються таким чином, щоб охолоджуюче середовище використовувалося, зокрема, в тих позиціях, в яких визначена підвищена температура, або охолоджуюче середовище в залежності від спостережуваного стану площинності штаби регульовано подається таким чином, щоб нерівність згладжувалася або усувалася, або в залежності від виміряного контуру штаби охолоджуюче середовище регульовано подається так, щоб контур штаби наближався до бажаного цільового контуру, при цьому щонайменше одне сопло або декілька сопел (14) встановлені з можливістю регулювання положення відносно ширини сляба або штаби (33). 9 UA 98648 C2 5 10 15 20 25 30 35 40 45 50 55 60 2. Пристрій за п. 1, який відрізняється тим, що містить щонайменше один вимірювальний датчик (51) для визначення розподілу температури в слябі або штабі по ширині сляба або штаби, причому сопло охолоджуючого пристрою керується в залежності від сигналу датчика. 3. Пристрій за п. 1, який відрізняється тим, що містить щонайменше один вимірювальний датчик (98), який відстежує нерівності штаби при розгляді в напрямку її ширини, зокрема після прокатного стана, причому в залежності від сигналу датчика вибираються активовані сопла. 4. Пристрій за п. 1, який відрізняється тим, що містить щонайменше один вимірювальний датчик (119) для відстежування контуру штаби при розгляді в напрямку її ширини, зокрема після прокатного стана, причому в залежності від сигналу датчика вибираються активовані сопла або зони охолоджуючого пристрою. 5. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що ширина сляба або штаби (33) розділена на зони охолодження, причому щонайменше для однієї, переважно для декількох, або для всіх зон намічено або передбачено щонайменше по одному соплу (14) охолоджуючого пристрою. 6. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що сопла (14) встановлені попарно, а переважно симетрично і попарно, відносно середини штаби (33). 7. Пристрій за п. 6, який відрізняється тим, що можливість перестановки сопел по ширині або положень розпилень сопел досягається за допомогою закріплення на бічній напрямній сляба або штаби. 8. Пристрій за п. 6, який відрізняється тим, що можливість перестановки сопел по ширині або положень розпилення сопел здійснюється за допомогою встановлюваного пристрою незалежно один від одного для правої і/або лівої половини сляба або штаби. 9. Пристрій за п. 8, який відрізняється тим, що встановлювані пристрої в кожному випадку є самостійними. 10. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що сопла (14) встановлені поряд, причому переважно, щоб для кожної зони охолодження або для декількох зон охолодження було передбачено щонайменше по соплу (14). 11. Пристрій за п. 10, який відрізняється тим, що сопла або зони охолодження по ширині розташовані з рівномірним або нерівномірним інтервалом між собою. 12. Пристрій за п. 10, який відрізняється тим, що форми або типи сопел по ширині виконані порізному відносно кількості охолоджуючого середовища і/або форми розбризкування. 13. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що сопла (14) встановлені під і/або над штабою. 14. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що додатково містить блок (96) керування для обробки релевантних вхідних величин і визначення та регулювання кількості охолоджуючого середовища, яка подається, для відповідної зони охолодження або позиції охолодження. 15. Пристрій за п. 14, який відрізняється тим, що передбачений контур регулювання, керуючий соплами, які беруть участь в охолоджуванні, в залежності від виміряного розподілу температури в штабі або слябі. 16. Пристрій за п. 14, який відрізняється тим, що передбачений контур регулювання, що забезпечує здійснення охолодження прокатуваного матеріалу перед останньою деформацією в залежності від виміряної нерівності штаби таким чином, щоб площинність штаби після останньої деформації була поліпшена. 17. Пристрій за п. 14, який відрізняється тим, що передбачений контур регулювання, що забезпечує здійснення охолодження прокатуваного матеріалу перед останньою деформацією в залежності від виміряного контуру штаби таким чином, щоб контур штаби наближався до бажаного цільового контуру. 18. Застосування охолоджуючого пристрою щонайменше за одним з попередніх пунктів, яке відрізняється тим, що пристрій для вирівнювання температури по ширині або для поліпшення контуру або площинності встановлений щонайменше в одному з наступних пристроїв: і) ділянка сегментарного охолодження в установці для безперервного розливання, іі) ділянка охолодження тонких слябів після установки для безперервного розливання, ііі) ділянка охолодження литої штаби після установки для безперервного розливання, iv) ділянка охолодження чорнової штаби на стані гарячої прокатки штаби, v) ділянка охолодження між клітями, vi) ділянка охолодження осередку деформації, vii) ділянка охолодження, viii) ділянка бічної напрямної до і/або після чорнової і/або чистової кліті, іх) або в одній з відповідних комбінацій. 10 UA 98648 C2 11 UA 98648 C2 12 UA 98648 C2 13 UA 98648 C2 14 UA 98648 C2 15 UA 98648 C2 16 UA 98648 C2 17 UA 98648 C2 18 UA 98648 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 19
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for influencing temperature distribution over width of slab or strip
Автори англійськоюBaumgartel, Uwe, Seidel, Juergen
Назва патенту російськоюУстройство для воздействия на распределение температур по ширине сляба или полосы
Автори російськоюБаумгертель Уве, Зайдель Юрген
МПК / Мітки
МПК: B21B 37/44, B21B 37/74
Мітки: температур, впливу, штаби, розподіл, сляба, ширини, пристрій
Код посилання
<a href="https://ua.patents.su/21-98648-pristrijj-dlya-vplivu-na-rozpodil-temperatur-po-shirini-slyaba-abo-shtabi.html" target="_blank" rel="follow" title="База патентів України">Пристрій для впливу на розподіл температур по ширині сляба або штаби</a>
Пристрій для керування розподілом натягу по ширині штаби
Номер патенту: 14506
Опубліковано: 15.05.2006
Автори: Островерхов Микола Якович, Попович Микола Гаврилович
МПК: B21B 39/00
Мітки: штаби, розподілом, ширини, керування, пристрій, натягу
Формула / Реферат:
Пристрій для керування розподілом натягу по ширині штаби, що містить систему керування, входи якої з'єднано із виходами секційного ролика вимірювання розподілу натягу по ширині штаби, а виходи - із входами виконавчих органів, який відрізняється тим, що виконавчі органи виконано у вигляді лінійних асинхронних двигунів.
Спосіб видалення окалини з тонкого сляба в установці гарячого прокатування штаби або зі штаби в установці обробки штаби і пристрій для його здійснення
Номер патенту: 89275
Опубліковано: 11.01.2010
Автори: Грамер Андреас, Ріхтер Ханс-Петер, Габріель Хайнц Дітер, Зайдель Юрген, Кремер Штефан, Резе Хайнріх, Тіммербойль Вальтер
МПК: B22D 11/06, B22D 11/14, B08B 3/00, B21B 1/46, B08B 3/02, B22D 11/22, B21C 1/02
Мітки: спосіб, гарячого, штаби, тонкого, сляба, пристрій, прокатування, видалення, здійснення, установці, окалини, обробки
Формула / Реферат:
1. Спосіб видалення окалини з тонкого сляба в установці гарячого прокатування штаби або зі штаби в установці обробки штаби, в якому передбачене розпилення рідкого газу на очищувані поверхні тонкого сляба або штаби, який відрізняється тим, що рідким газом є поєднання кріогенів з несучим середовищем, при цьому кріоген, що випаровується, разом з несучим середовищем і частинками окалини відсмоктують з тонких слябів або зі штаби.2. Спосіб...
Пристрій для регулювання міжвалкового зазору по ширині штаби
Номер патенту: 46259
Опубліковано: 15.05.2002
Автори: Андрусевич Дмитро Анатолійович, Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: ширини, штаби, пристрій, зазору, регулювання, міжвалкового
Формула / Реферат:
Пристрій для регулювання міжвалкового зазору по ширині штаби, що прокатують, включає в себе робочі й опорні валки з подушками, гідроциліндри для противигину робочих валків, встановлені в подушках нижнього робочого валка, систему подачі рідини високого тиску, який відрізняється тим, що торці опорних ділянок плунжерів виконані з площею поперечного перерізу меншою площі поперечного перерізу самого плунжера, а довжина опорної ділянки плунжера...
Спосіб керування натягом по ширині штаби
Номер патенту: 14504
Опубліковано: 15.05.2006
Автори: Островерхов Микола Якович, Попович Микола Гаврилович
МПК: B21B 39/00
Мітки: ширини, натягом, штаби, керування, спосіб
Формула / Реферат:
Спосіб керування натягом по ширині штаби, в якому вимірюють розподіл натягу по ширині штаби, обчислюють на його основі керуючі зусилля, якими діють на штабу, який відрізняється тим, що на штабу діють керуючими зусиллями у площині штаби без механічного контакту вздовж її продовжної осі, причому керуючі зусилля обчислюють відносно середньоарифметичного значення натягу штаби, яке попередньо розраховують.
Пристрій для вимірювання ширини і/або положення металевої штаби або сляба
Номер патенту: 94102
Опубліковано: 11.04.2011
Автори: Франц Рольф, Йєпсен Олаф Норман, Тушхофф Маттіас, Кіппінг Маттіас
МПК: G01B 11/04, B21B 38/00, G01B 5/04, B21B 37/22
Мітки: сляба, ширини, положення, вимірювання, металевої, пристрій, штаби
Формула / Реферат:
1. Пристрій (1) для вимірювання ширини (В) і/або положення металевої штаби (2) або сляба, який містить щонайменше дві вимірювальні системи (3, 4), кожна з яких розташована з одного боку (5, 6) металевої штаби (1) або сляба та містить датчик (7) для реєстрації бічної кромки (8, 9) металевої штаби (2) або сляба, при цьому датчик (7) розташований на рухомому елементі (10), встановленому з можливістю поступального переміщення в напрямку (Q)...
Попередній патент: Модулятори калікреїну-7
Наступний патент: Фугіцидна комбінація активних речовин, спосіб боротьби з фітопатогенними грибками при захисті рослин або матеріалів та насіння
Випадковий патент: Ортодонтичний апарат для лікування одностороннього перехресного прикусу