Пристрій для вимірювання ширини і/або положення металевої штаби або сляба
Номер патенту: 94102
Опубліковано: 11.04.2011
Автори: Йєпсен Олаф Норман, Тушхофф Маттіас, Кіппінг Маттіас, Франц Рольф
Формула / Реферат
1. Пристрій (1) для вимірювання ширини (В) і/або положення металевої штаби (2) або сляба, який містить щонайменше дві вимірювальні системи (3, 4), кожна з яких розташована з одного боку (5, 6) металевої штаби (1) або сляба та містить датчик (7) для реєстрації бічної кромки (8, 9) металевої штаби (2) або сляба, при цьому датчик (7) розташований на рухомому елементі (10), встановленому з можливістю поступального переміщення в напрямку (Q) впоперек подовжнього напрямку (L) металевої штаби (2) або сляба, причому рухомий елемент (10) оснащений вимірювальними засобами, виконаними з можливістю вимірювання поступального переміщення рухомого елемента (10), при цьому датчик (7) розташований на поворотному кронштейні (11) рухомого елемента (10), причому вісь (12) повороту орієнтована за напрямком нормалі (N) до металевої штаби (2) або сляба, при цьому передбачений щонайменше один лінійний виконавчий орган (13, 14), виконаний з можливістю переміщення рухомого елемента (10) і, за необхідності, кронштейна (11).
2. Пристрій за п. 1, який відрізняється тим, що рухомий елемент (10) виконаний у вигляді лінійних полозків.
3. Пристрій за п. 1, який відрізняється тим, що рухомий елемент (10) виконаний як частина прокатного пристрою, зокрема як частина бічної напрямної лінійки для металевої штаби (2) або сляба.
4. Пристрій за будь-яким із пп. 1-3, який відрізняється тим, що датчик (7) виконаний у вигляді контактного ролика, призначеного для упору в бічну кромку металевої штаби (2) або сляба.
5. Пристрій за п. 4, який відрізняється тим, що контактний ролик (7) виконаний у вигляді щонайменше одного диска, діаметр якого більший ширини.
6. Пристрій за п. 5, який відрізняється тим, що в осьовому напрямку послідовно розташовані декілька дисків (7', 7", 7''').
7. Пристрій за п. 5 або п. 6, який відрізняється тим, що в осьовому напрямку щонайменше за одним диском (7, 7', 7", 7''') розташований щонайменше один конічний диск (7'''').
8. Пристрій за будь-яким із пп. 4-7, який відрізняється тим, що контактний ролик (7) має покриття з термо- і/або зносостійкого матеріалу.
9. Пристрій за будь-яким із пп. 1-3, який відрізняється тим, що датчик (7) виконаний у вигляді безконтактного вимірювального приладу.
10. Пристрій за п. 9, який відрізняється тим, що безконтактний вимірювальний прилад виконаний у вигляді оптичного вимірювального приладу, зокрема сканера.
11. Пристрій за будь-яким із пп. 1-10, який відрізняється тим, що передбачені вимірювальні засоби, виконані з можливістю вимірювання кута повороту кронштейна (11).
12. Пристрій за будь-яким із пп. 1-11, який відрізняється тим, що він є складовою частиною слябової установки безперервного розливання, гарячештабового стана, стана холодної прокатки, дротового стана, сортового стана, товстолистового стана, обробного агрегата, заготовочного стана або агрегата для подовжнього різання.
Текст
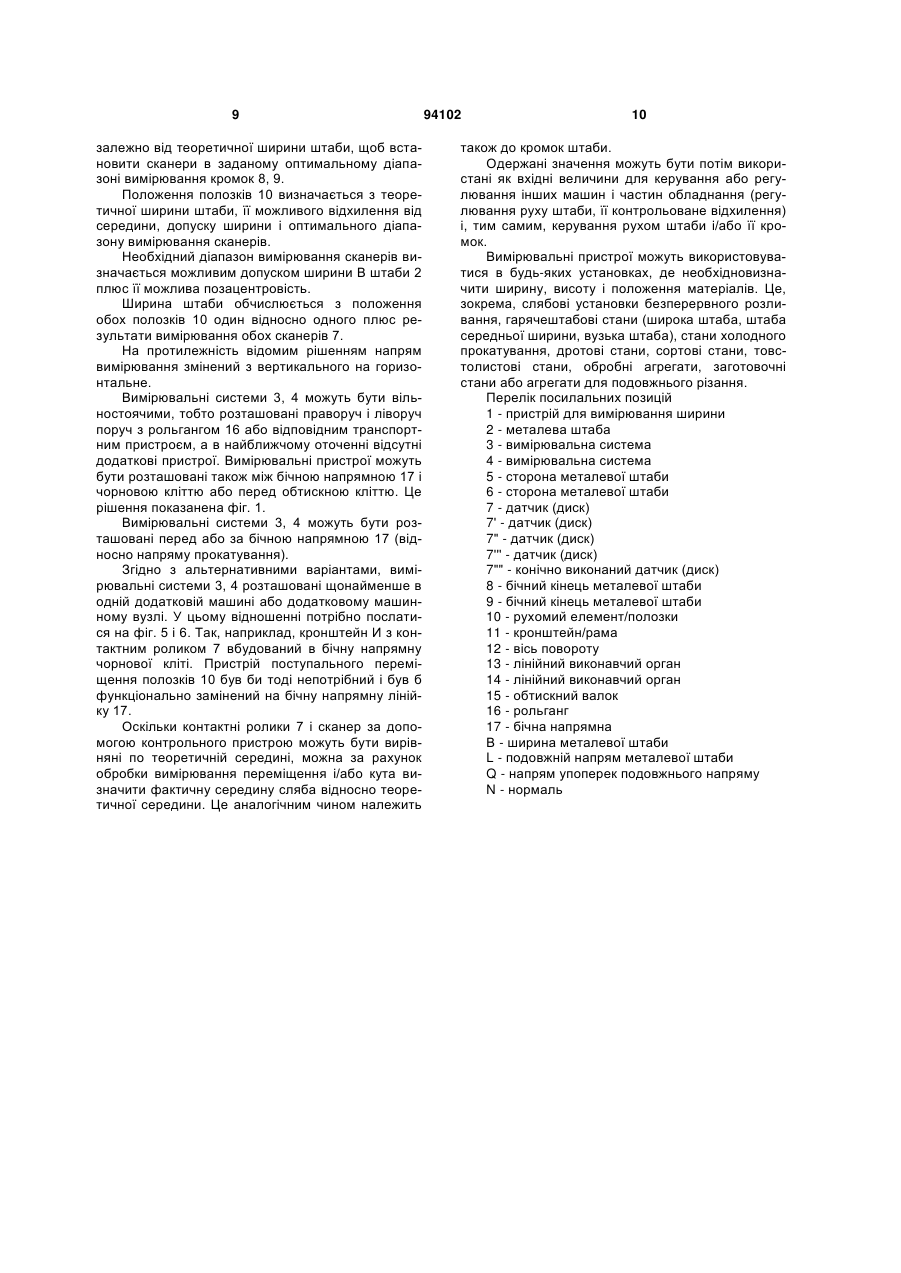
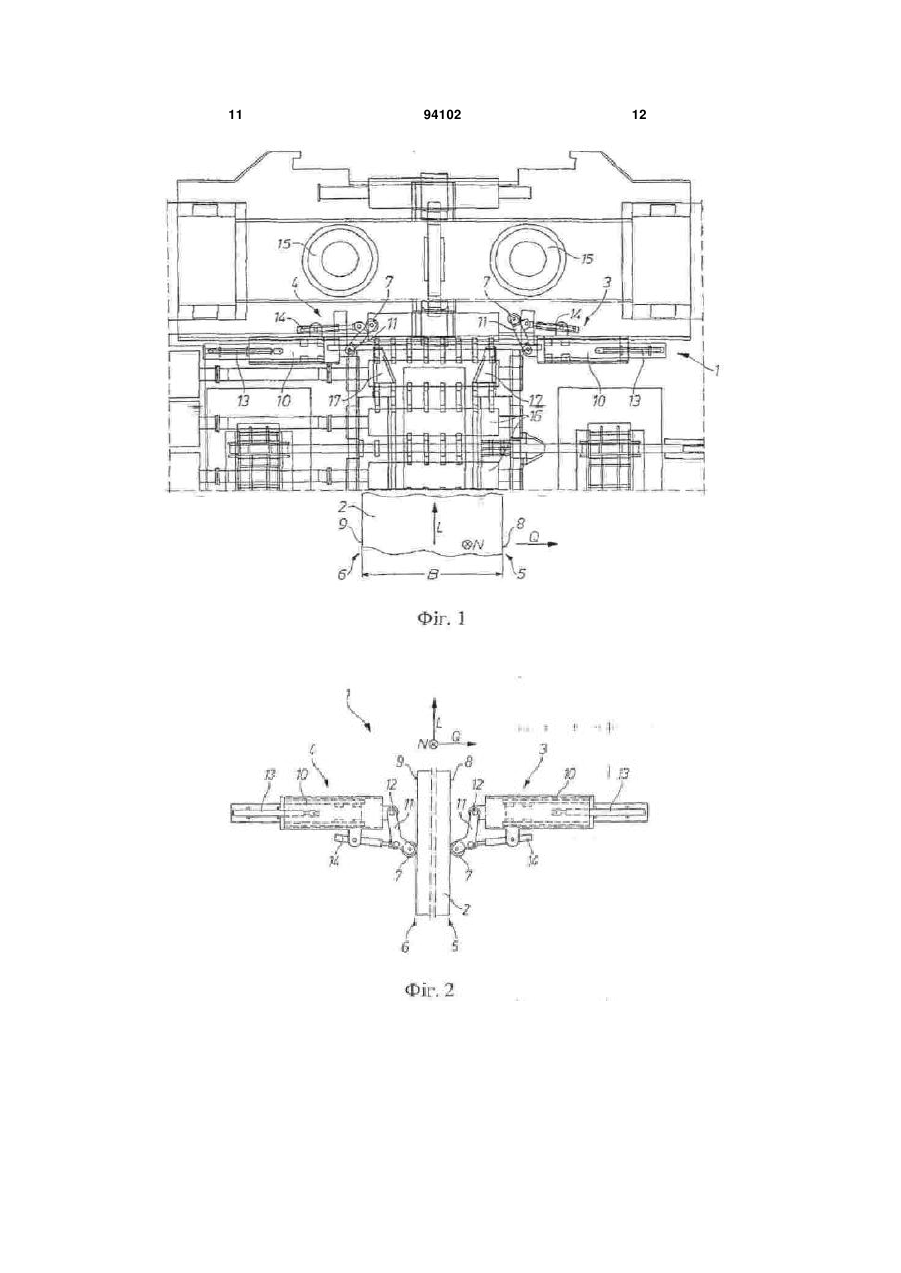
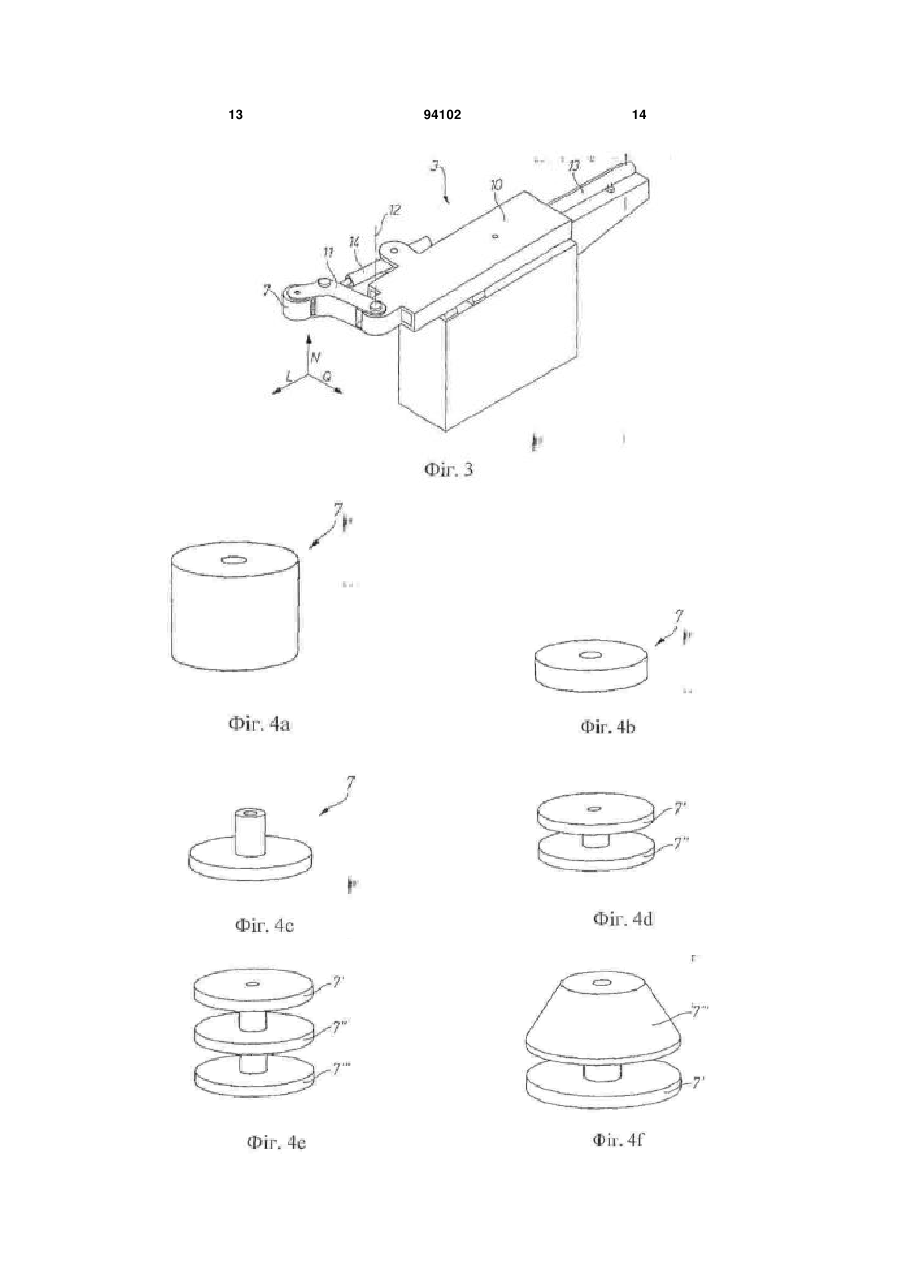
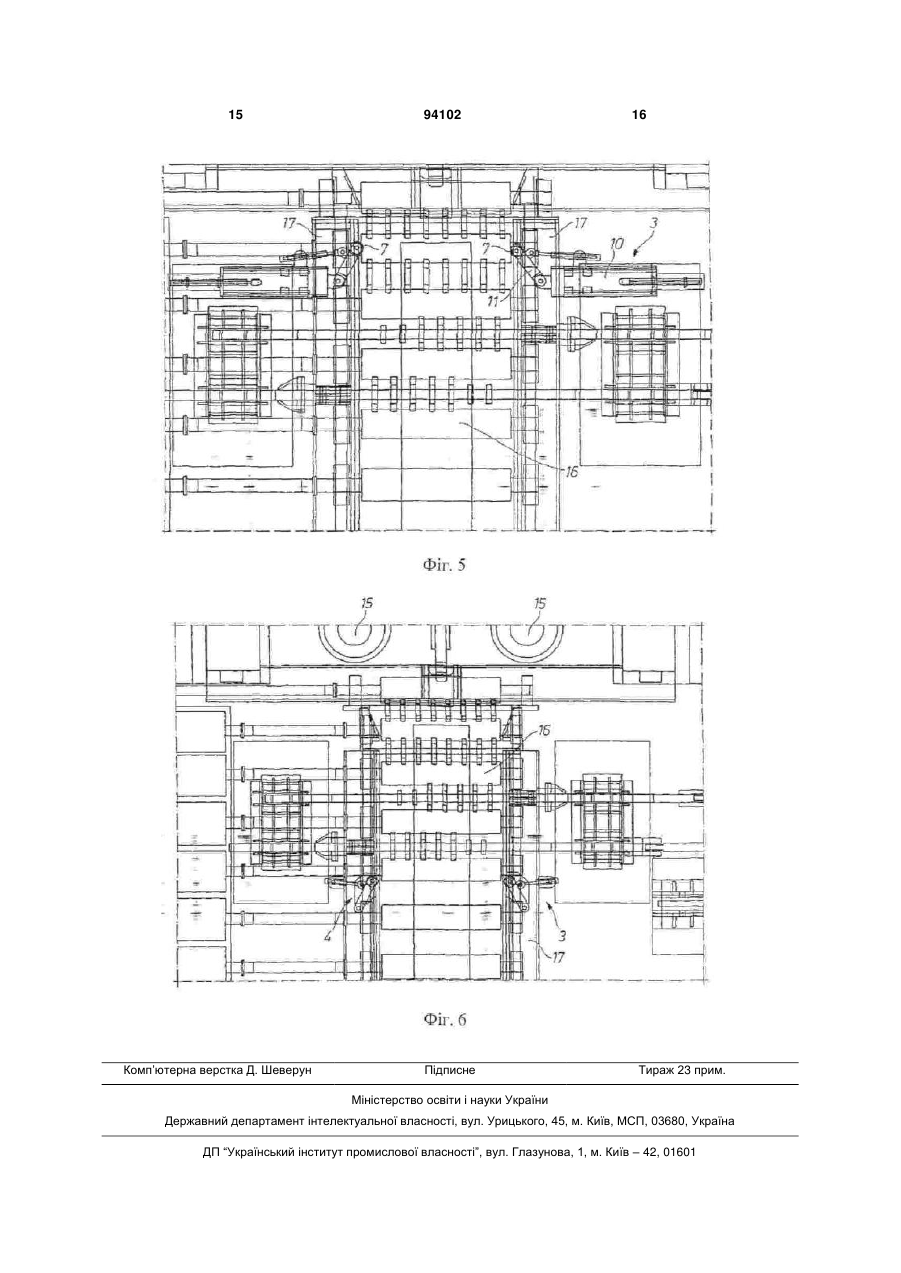
1. Пристрій (1) для вимірювання ширини (В) і/або положення металевої штаби (2) або сляба, який містить щонайменше дві вимірювальні системи (3, 4), кожна з яких розташована з одного боку (5, 6) металевої штаби (1) або сляба та містить датчик (7) для реєстрації бічної кромки (8, 9) металевої штаби (2) або сляба, при цьому датчик (7) розташований на рухомому елементі (10), встановленому з можливістю поступального переміщення в напрямку (Q) впоперек подовжнього напрямку (L) металевої штаби (2) або сляба, причому рухомий елемент (10) оснащений вимірювальними засобами, виконаними з можливістю вимірювання поступального переміщення рухомого елемента (10), при цьому датчик (7) розташований на поворотному кронштейні (11) рухомого елемента (10), причому вісь (12) повороту орієнтована за напрямком нормалі (N) до металевої штаби (2) або сляба, при цьому передбачений щонайменше один лінійний виконавчий орган (13, 14), виконаний з можливістю переміщення рухомого елемента (10) і, за необхідності, кронштейна (11). 2. Пристрій за п. 1, який відрізняється тим, що рухомий елемент (10) виконаний у вигляді лінійних полозків. 2 (19) 1 3 Винахід належить до пристрою для вимірювання ширини і/або положення металевої штаби або сляба, який містить щонайменше дві вимірювальні системи, кожна з яких розташована з одного боку металевої штаби або сляба і містить датчик для реєстрації бічного кінця металевої штаби або сляба. Вимірювання ширини штаб здійснюється нерідко безконтактним шляхом, наприклад, оптично за допомогою фотоелементів або камер, розташованих вертикально над смугою і, зокрема, її кромкою. Інша можливість реєстрації бічного кінця металевої штаби або сляба полягає в застосуванні радіометрії. Також відоме механічне вимірювання за допомогою вимірювального ролика, при якому визначається його відхилення упоперек подовжнього напряму металевої штаби або сляба. Вимірюванню піддають штаби в станах як холодного, так і гарячого прокатування. Особливе значення вимірювання ширини штаби або сляба має перед процесом обтискання в традиційному гарячештабовому стані. Ширина штаби або сляба є тут вхідною величиною для регулювання ширини. Функціонуюче регулювання ширини є, в свою чергу, вирішальною величиною для геометричної якості гарячекатаної штаби і впливає, тим самим, відповідним чином на рентабельність гарячештабового стану. Родовий пристрій відомий, наприклад, з GB 2138І80 А. Прокатувана металева штаба пропускається через прокатну кліть, причому з обох сторін бічних країв штаби розташовані датчики, які визначають положення її бічних кромок. Ці датчики в одному варіанті розташовані нерухомо, причому за допомогою оптичної системи виявляється бічна кромка штаби. У іншому варіанті збоку в край штаби впирається ролик, який розташований упоперек її подовжній осі рухомо проти зусилля пружини. Відхилення ролика вимірюється і, таким чином, робиться висновок про положення бічного кінця штаби, при взаємодії двох таких вимірювальних систем можна визначити ширину штаби. Інше рішення відоме з DE 3116278 А1. З обох сторін металевої штаби розташовані ролики, що набігають на її кромку. Ролик встановлений на пружному кронштейні, який допускає відхилення ролика упоперек подовжньої осі штаби. На кронштейні закріплені тензометри, так що при його збудженні можна судити про відхилення ролика і, тим самим, за допомогою двох таких вимірювальних систем - про ширину штаби. У ЕР 0166981 В1 описано позиціонуючокеруючий пристрій для напрямних лінійок або напрямних роликів, розташованих з можливістю переміщення упоперек напряму прокатування металевої штаби або сляба. Переміщення напрямної лінійки або напрямного ролика відбувається регульованим чином. Інше рішення з настроювання бічних напрямних елементів для металевої штаби в прокатному пристрої відоме з ЕР 0925854 А2. У напрямні елементи вбудовані датчики, які вимірюють відстань від напрямного елемента до кромки штаби. Аналогічне рішення відоме з JP 61108415 А. 94102 4 У ЕР 1125658 А1 використовуються нерухомо розташовані датчики відстані для визначення положення кромки безперервнолитої штаби або сляба. Датчики для вимірювання товщини катаної штаби або сляба в прокатному пристрої відомі з JP 63194804 А, причому вимірювальні ролики прилягають до верхньої і нижньої сторін катаного виробу. Використання таких вимірювальних роликів відоме також з JP 63194803 А. З JP 63010017 А відомо, що розташовані з боків біля кромок штаби вимірювальні ролики забезпечені датчиком, який при наближенні ролика до кромки штаби знижує швидкість наближення, завдяки чому ролик не може пошкодити кромку. Те, як ролик при цьому підводиться до кромки штаби, детально не описане. Оточуючі умови при вимірюванні ширини чорнової штаби в зоні обтискної кліті або преса для бічного обтискання слябів відрізняються високими температурами, утворенням великої кількості окалини, охолоджувальною водою, парою, сильним трясінням і т. д. Такі оточуючі умови можуть привести до виходу з ладу або до похибок вимірювання при традиційних методах вимірювання, оскільки, наприклад, на камерах і фотоелементах можуть осаджуватися окалина, вода і т. д. Сильне трясіння, зумовлене виробничим процесом, може порушити роботу електроніки або пошкодити її. Тому переважні механічні вимірювальні системи, зокрема вимірювальні ролики. Однак, зокрема в цьому випадку, потрібно, щоб визначення ширини металевої штаби або сляба могло здійснюватися динамічним чином, тобто рух датчиків упоперек подовжнього напряму металевої штаби або сляба повинен характеризуватися швидкістю, щоб досягнути оптимального результату вимірювання. Проте, через складні оточуючі умови, зрозуміло, що повинна забезпечуватися надійна робота пристрою. У всіх відомих рішеннях доводиться вводити в цьому відношенні обмеження. Тому в основі винаходу лежить задача удосконалення пристрою описаного вище роду так, щоб уникнути названих недоліків або щонайменше зменшити їх. Пристрій для вимірювання ширини і/або положення металевої штаби або сляба повинен працювати дуже надійно і високодинамічно і бути нечутливим до оточуючих умов. Ця задача вирішується, згідно з винаходом, за рахунок того, що датчик розташований на рухомому елементі, за допомогою якого він може поступально переміщатися в напрямі упоперек подовжнього напряму металевої штаби. При цьому рухомим елементом можуть бути лінійні полозки. У одному альтернативному варіанті рухомий елемент є частиною прокатного пристрою, зокрема бічною напрямною лінійкою для металевої штаби або сляба. Датчик може бути розташований на кронштейні, розташованому з можливістю повороту на рухомому елементі, причому вісь повороту вказує в напрямі нормалі до металевої штаби або слябу. 5 Це забезпечує динамічне позиціонування датчика, що не зустрічається у відомих рішеннях. Датчик може бути виконаний механічним. У цьому випадку він являє собою переважно контактний ролик, виконаний для упору в бічну кромку металевої штаби або сляба. Контактний ролик може бути виконаний при цьому у вигляді щонайменше одного диска, діаметр якого суттєво більше його ширини. Декілька дисків можуть бути послідовно розташовані в осьовому напрямі. Додатково, щонайменше до одного диска в осьовому напрямі за ним може бути розташований щонайменше один конічний диск. Контактний ролик може при цьому мати покриття з термостійкого і/або зносостійкого матеріалу. Датчик може бути виконаний також у вигляді безконтактного вимірювального приладу. У цьому випадку переважно передбачено, що він являє собою оптичний вимірювальний прилад, зокрема сканер. Може бути передбачений щонайменше один лінійний виконавчий елемент, який переміщує рухомий елемент і, за необхідності, кронштейн, крім того, можуть бути передбачені вимірювальні засоби, за допомогою яких можна вимірювати поступальний рух переміщення рухомого елемента і, за необхідності, кут повороту кронштейна. Переважно описаний пристрій є складовою частиною слябової установки безперервного розливання, гарячештабового стану, стану холодного прокатування, дротового стану, сортового стану, товстолистового стану, обробного агрегату, заготовочного стану або агрегату для подовжнього різання. Запропонований пристрій забезпечує надійне і досить точне вимірювання ширини або положення металевої штаби або сляба, що відповідає оточуючим умовам. Вимірювальний пристрій може використовуватися в чорновій зоні гарячештабового стану, а також у всіх інших зонах, де повинна вимірюватися ширина металевої штаби незалежно від її товщини, напряму руху (у випадку реверсивного режиму) і температури. Приклади здійснення винаходу зображені на кресленні, на якому представлено: фіг. 1 - вигляд зверху прокатної установки, в якій повинно відбуватися обтискання металевої штаби, причому використовується пристрій для вимірювання її ширини відповідно до першого варіанта здійснення винаходу; фіг. 2 - вигляд зверху установки за фіг. 1, причому показані тільки частина металевої штаби і пристрій для вимірювання її ширини; фіг. 3 - в перспективі вимірювальна система пристрою для вимірювання ширини металевої штаби; фіг. 4a-4f - різні виконання датчиків у вигляді вимірювального ролика, який може бути використаний у вимірювальній системі; фіг. 5 - вигляд зверху прокатної установки за фіг. 1, причому показаний один альтернативний варіант; фіг. 6 - вигляд зверху прокатної установки за фіг. 1, причому показаний інший альтернативний 94102 6 варіант. На фіг. 1 зображена прокатна установка, яка містить два обтискних валки 15, за допомогою яких металева штаба 2 або сляб прокатується в напрямі Q упоперек її або його подовжнього напряму L. Установка містить рольганг 16, який відомим чином транспортує штабу 2 в її подовжньому напрямі L. Крім того, відомим чином з обох сторін штаби 2 розташовані бічні напрямні 17, які центрують її в установці. Для вимірювання ширини В штаби 2 передбачений пристрій 1. Він складається, в основному, з двох вимірювальних систем 3, 4, причому кожна з них розташована з одного боку 5, 6 штаби. Системи 3, 4 можуть визначати точне положення бічного кінця 8, 9 штаби 2, тобто положення її бічної кромки. Для цього на рухомому елементі 10 розташований детально описаний нижче датчик 7, причому рухомий елемент 10 може переміщувати датчик 7 в напрямі Q, поки той не упреться в кромку штаби для визначення її положення. Як видно з фіг. 2 і 3, вимірювальна система містить переважно рухомий елемент 10 у вигляді лінійної напрямної, яка може переміщатися придатним лінійним виконавчим органом 13 в напрямі Q. На рухомому елементі 10 встановлений кронштейн 11, який може повертатися відносно нього навколо осі 12 повороту, направленої у напрямі N нормалі до штаби 2. На кінці кронштейна 11 встановлений датчик 7 (на фіг. 1-3 у вигляді контактного ролика). Поворот кронштейна И відносно рухомого елемента 10 здійснюється іншим лінійним виконавчим органом 14. На фіг. 4a-4f зображені різні варіанти датчика 7, виконаного у вигляді контактного ролика. На фіг. 4а як датчик може використовуватися класичний ролик. На фіг. 4b і 4с зображені дископодібні ролики 7. Можуть використовуватися також декілька дисків 7', 7'', 7''', які мають одну загальну вісь (фіг. 4d і 4е). На кінці може бути передбачений також конічний диск 7"" (фіг. 4f). Контактний ролик може бути виконаний у вигляді масивного ролика або обертового диска, тобто в цьому випадку діаметр суттєво більше ширини. Контактний ролик 7 може складатися також з декількох дисків, розташованих один над одним з встановленими проміжками. Форму і розташування ролика можна вибрати так, щоб при очікуваному утворенні ≪лижі≫ в головній частині металевої штаби і/або на її кінці ролик міг відхилятися і щоб не виникло пошкодження обладнання. Переважно контактний ролик забезпечений термоі зносостійким захисним шаром. Пристрій 1 контактує зі штабою 2 на обох кромках 8, 9 за допомогою контактного ролика або роликів 7, 7', 7", 7'''. Може використовуватися також безконтактна система вимірювання переміщень. Як вже сказано, для підведення контактного ролика 7 до штаби 2 він встановлений на малоінерційній і обертовій рамі у вигляді кронштейна П. Центр 12 обертання кронштейна 11 розташований 7 на полозках, що поступально рухаються, у вигляді рухомого елемента 10. Обидві деталі, тобто рухомий елемент 10 і кронштейн 11, можуть переміщатися за допомогою гідроциліндрів 13, 14. Званий також полозками рухомий елемент 10 може переміщатися за допомогою напрямних ковзання або роликових напрямних, які настроюються з невеликими зазорами або без зазорів. Це належить також до установки кронштейна 11, який може бути виконаний у вигляді рами. Циліндр 13 для приводу полозків 10 розташований так, що він переміщує їх паралельно напрямній і діє переважно в їх середній площині/площинах. Для приводу рами 11 другий циліндр 14 встановлений переважно збоку на полозках 10. Циліндр 14 впливає на раму 11 і може переміщувати її і, тим самим, також контактний ролик 7 по визначеній дузі окружності. Обидва циліндри 13, 14 можуть бути забезпечені системою вимірювання переміщень (датчик, що вимірює хід циліндрів). Вимірювання переміщень може здійснюватися всередині або зовні циліндрів 13, 14 у придатному місці. Крім того, можна визначати положення рами 11 за допомогою кутового датчика. Існує також можливість розташування контактного ролика 7 безпосередньо на полозках 10, тобто без поворотної рами 11, що його несе. У цьому випадку контактний ролик 7 встановлений на полозках 10 і разом з ними підводиться до штаби 2. В будь-якому випадку полозки 10 мають оптимізовану геометрію, що забезпечує великий опір деформації в очікуваних напрямах навантаження. Висока жорсткість є передумовою високої точності вимірювання. Оскільки ширина В штаби 2 геометрично являє собою відрізок, який повинен бути визначений двома точками, визначення штаби 2 потрібно здійснювати з обох її сторін 8, 9. Для цієї мети пристрій 1 розташований з обох сторін 5, 6 так, що середні осі полозків 10 співпадають. Обидві вимірювальні системи 3, 4 утворюють пристрій 1 для вимірювання ширини В штаби 2. Оскільки ширина металевих штаб 2 коливається між мінімальним і максимальним значеннями, не потрібно, щоб контактні ролики 7 з метою калібрування стикалися в уявній середній площині. Ролики 7 повинні підводитися до мінімальної ширини штаби лише настільки, щоб був можливий надійний контакт зі штабою 2 або її кромками 8, 9. Якщо використовувати для калібрування еталон визначеного розміру, до якого можуть підводитися ролики 7, то відстань між ними можна точно визначити за допомогою вбудованого датчика переміщень. За допомогою цього еталона можна визначити теоретичну середину між обома роликами 7. Якщо для вимірювання ширини В штаби контактні ролики 7 на уявній найкоротшій лінії з'єднання точок, в яких обидва вони торкаються штаби, не утворюють прямого кута з теоретичною середньою площиною, то за рахунок тимчасового узгодження виміряних значень середньої швидкості штаби, що зберігаються в пам'яті, можна відновити прямокутність уявної лінії з'єднання за допомогою придатного алгоритму, що вибирається фахівцем. Зусилля, з яким контактний ролик 7 притиска 94102 8 ється до металевої штаби 2, можна регулювати. Ця можливість регулювання переважна в тому випадку, якщо повинна вимірюватися, наприклад, ширина В тонких штаб 2. В цьому випадку можна встановити невелике зусилля, щоб захистити кромки 2 штаби від пошкодження або уникнути її випинання. Можна також задати граничне значення зусилля, при якому ролик 7 відходить від штаби 2, щоб захистити його від ударів або поштовхів. Такий випадок може виникнути, наприклад, в чорновій групі прокатних клітей гарячештабового стану, коли відбувається відхилення форми штаби або вона неправильно рухається і наштовхується на ролик 7. Комбінація полозків 10 і обертової рами 11 має ту перевагу, що ролик 7 може бути попередньо позиціонований за допомогою полозків 10, а потім переміщатися тільки з рамою 11. Іншою перевагою конструкції з обертовим шарніром є мале тертя. Воно сприяє високій динаміці ролика 7. Крім того, регулювання зусилля виявляється за рахунок цього в меншому гістерезисі і, тим самим, у високій якості. Ролик 7 може підводитися до штаби 2 з високою динамікою. Ця висока динаміка досягається за рахунок того, що ролик 7 рухається за допомогою оптимізованої і, тим самим, короткої рами 11 малої маси. Ця малоінерційна конструкція має, тим самим, ту перевагу, що при великій швидкості штаби вона може іти за нерівностями її кромки, забезпечуючи вимірювання. З іншого боку, можливе також швидке відхилення при сильних поштовхах або збоях. Сканер, який є придатною системою вимірювання переміщень у випадку їх безконтактного вимірювання, розташований на полозках 10, поступально переміщуваних і позиціонованих пристроєм переміщення. Вбудована система вимірювання переміщень передає і в цьому випадку положення полозків 10. Полозки 10 можуть переміщатися за допомогою напрямних ковзання або роликових напрямних, настроюваних з малими зазорами або без зазорів. Привід полозків 10 розташований і в цьому випадку так, що він переміщує їх паралельно напрямній. Висока жорсткість полозків 10 і напрямних і в цьому випадку є передумовою високої точності вимірювання. Також у випадку безконтактного вимірювання сканування штаби 2 повинно здійснюватися, зрозуміло, з обох її сторін 5, 6. Для цієї мети описаний вимірювальний пристрій розташований по обох сторонах штаби 2 так, що середні осі полозків 10 і за рахунок цього середні осі сканерів точно співпадають. Калібрування вимірювальних пристроїв здійснюється калібрувальним пристроєм. За допомогою цього калібрувального пристрою вимірювальний пристрій настроюється на теоретичну середину штаби. Це необхідне, оскільки вимірювана штаба направляється відносно теоретичної середини. Оскільки ширина металевих штаб коливається між мінімальним і максимальним значеннями, сканери з полозками 10 потрібно попередньо позиціонувати в попередньо встановленому положенні 9 залежно від теоретичної ширини штаби, щоб встановити сканери в заданому оптимальному діапазоні вимірювання кромок 8, 9. Положення полозків 10 визначається з теоретичної ширини штаби, її можливого відхилення від середини, допуску ширини і оптимального діапазону вимірювання сканерів. Необхідний діапазон вимірювання сканерів визначається можливим допуском ширини В штаби 2 плюс її можлива позацентровість. Ширина штаби обчислюється з положення обох полозків 10 один відносно одного плюс результати вимірювання обох сканерів 7. На протилежність відомим рішенням напрям вимірювання змінений з вертикального на горизонтальне. Вимірювальні системи 3, 4 можуть бути вільностоячими, тобто розташовані праворуч і ліворуч поруч з рольгангом 16 або відповідним транспортним пристроєм, а в найближчому оточенні відсутні додаткові пристрої. Вимірювальні пристрої можуть бути розташовані також між бічною напрямною 17 і чорновою кліттю або перед обтискною кліттю. Це рішення показанена фіг. 1. Вимірювальні системи 3, 4 можуть бути розташовані перед або за бічною напрямною 17 (відносно напряму прокатування). Згідно з альтернативними варіантами, вимірювальні системи 3, 4 розташовані щонайменше в одній додатковій машині або додатковому машинному вузлі. У цьому відношенні потрібно послатися на фіг. 5 і 6. Так, наприклад, кронштейн И з контактним роликом 7 вбудований в бічну напрямну чорнової кліті. Пристрій поступального переміщення полозків 10 був би тоді непотрібний і був б функціонально замінений на бічну напрямну лінійку 17. Оскільки контактні ролики 7 і сканер за допомогою контрольного пристрою можуть бути вирівняні по теоретичній середині, можна за рахунок обробки вимірювання переміщення і/або кута визначити фактичну середину сляба відносно теоретичної середини. Це аналогічним чином належить 94102 10 також до кромок штаби. Одержані значення можуть бути потім використані як вхідні величини для керування або регулювання інших машин і частин обладнання (регулювання руху штаби, її контрольоване відхилення) і, тим самим, керування рухом штаби і/або її кромок. Вимірювальні пристрої можуть використовуватися в будь-яких установках, де необхідновизначити ширину, висоту і положення матеріалів. Це, зокрема, слябові установки безперервного розливання, гарячештабові стани (широка штаба, штаба середньої ширини, вузька штаба), стани холодного прокатування, дротові стани, сортові стани, товстолистові стани, обробні агрегати, заготовочні стани або агрегати для подовжнього різання. Перелік посилальних позицій 1 - пристрій для вимірювання ширини 2 - металева штаба 3 - вимірювальна система 4 - вимірювальна система 5 - сторона металевої штаби 6 - сторона металевої штаби 7 - датчик (диск) 7' - датчик (диск) 7" - датчик (диск) 7''' - датчик (диск) 7"" - конічно виконаний датчик (диск) 8 - бічний кінець металевої штаби 9 - бічний кінець металевої штаби 10 - рухомий елемент/полозки 11 - кронштейн/рама 12 - вісь повороту 13 - лінійний виконавчий орган 14 - лінійний виконавчий орган 15 - обтискний валок 16 - рольганг 17 - бічна напрямна В - ширина металевої штаби L - подовжній напрям металевої штаби Q - напрям упоперек подовжнього напряму N - нормаль 11 94102 12 13 94102 14 15 Комп’ютерна верстка Д. Шеверун 94102 Підписне 16 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for measuring width and/or position of metal strip or slab
Автори англійськоюJepsen Olaf Norman, Franz, Rolf, Tuschhoff, Matthias, Kipping, Matthias
Назва патенту російськоюУстройство для измерения ширины и/или положения металлической полосы или сляба
Автори російськоюЙепсен Олаф Норман, Франц Рольф, Тушхофф Маттиас, Киппинг Маттиас
МПК / Мітки
МПК: G01B 11/04, G01B 5/04, B21B 38/00, B21B 37/22
Мітки: вимірювання, положення, сляба, штаби, пристрій, металевої, ширини
Код посилання
<a href="https://ua.patents.su/8-94102-pristrijj-dlya-vimiryuvannya-shirini-i-abo-polozhennya-metalevo-shtabi-abo-slyaba.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вимірювання ширини і/або положення металевої штаби або сляба</a>
Пристрій для вимірювання натягнення металевої штаби
Номер патенту: 94068
Опубліковано: 11.04.2011
Автори: Ебенбек Мартіна, Тушхофф Маттіас, Кіппінг Маттіас, Ніхюс Хайнц
МПК: B21B 38/00
Мітки: металевої, натягнення, вимірювання, штаби, пристрій
Формула / Реферат:
1. Пристрій (1) для вимірювання натягнення металевої штаби, зокрема стальної штаби, який містить плоский стіл (2), виконаний з можливістю проходження штаби по ньому, і на одному кінці (3) якого розташована множина вимірювальних елементів (4), придатних для вимірювання натягнення штаби, при цьому передбачені охолоджуючі елементи (5), розташовані під столом (2), і за допомогою яких охолоджуюча рідина, зокрема вода, підводитися в ділянку...
Спосіб видалення окалини з тонкого сляба в установці гарячого прокатування штаби або зі штаби в установці обробки штаби і пристрій для його здійснення
Номер патенту: 89275
Опубліковано: 11.01.2010
Автори: Грамер Андреас, Габріель Хайнц Дітер, Ріхтер Ханс-Петер, Резе Хайнріх, Зайдель Юрген, Кремер Штефан, Тіммербойль Вальтер
МПК: B08B 3/02, B22D 11/22, B21B 1/46, B08B 3/00, B21C 1/02, B22D 11/06, B22D 11/14
Мітки: штаби, установці, обробки, сляба, видалення, спосіб, здійснення, прокатування, тонкого, окалини, гарячого, пристрій
Формула / Реферат:
1. Спосіб видалення окалини з тонкого сляба в установці гарячого прокатування штаби або зі штаби в установці обробки штаби, в якому передбачене розпилення рідкого газу на очищувані поверхні тонкого сляба або штаби, який відрізняється тим, що рідким газом є поєднання кріогенів з несучим середовищем, при цьому кріоген, що випаровується, разом з несучим середовищем і частинками окалини відсмоктують з тонких слябів або зі штаби.2. Спосіб...
Пристрій для обробки сляба як заготовки для виготовлення металевої стрічки
Номер патенту: 93716
Опубліковано: 10.03.2011
Автори: Зудау Петер, Зайдель Юрген
МПК: B22D 11/12
Мітки: обробки, сляба, металевої, виготовлення, стрічки, пристрій, заготовки
Формула / Реферат:
1. Пристрій для обробки сляба як заготовки для виготовлення металевої стрічки (1) з ливарною установкою (2) для відливання сляба (3), щонайменше однією фрезерувальною машиною (4) для щонайменше однієї поверхні сляба, причому в напрямку (F) транспортування сляба (3) за ливарною установкою (2), розташовані щонайменше одна фрезерувальна машина (4) і щонайменше один пристрій (5) видалення окалини, який відрізняється тим, що фрезерувальна машина...
Спосіб і пристрій для виробництва металевої штаби
Номер патенту: 90295
Опубліковано: 26.04.2010
Автор: Денкер Вольфганг
МПК: B21B 37/48, B21B 38/00
Мітки: виробництва, пристрій, металевої, штаби, спосіб
Формула / Реферат:
1. Спосіб виробництва металевої штаби (1), при якому металева штаба (1) проводиться по декількох роликах (2, 3, 4, 5) під таким натягненням (S) штаби і рухається в такому напрямку (F) подачі, що вона є по суті гладкою щонайменше між двома роликами (2, 3), причому діючі внутрішні напруження розтягнення в металевій штабі (1) стають оптично видимими, після чого визначають внутрішні напруження розтягнення або різниці внутрішніх напружень...
Спосіб та пристрій для видалення окалини з металевої штаби
Номер патенту: 89810
Опубліковано: 10.03.2010
Автори: Кречмер Маттіас, Фромманн Клаус, Брісбергер Рольф, Цербе Рюдігер, Сєнокосов Євгєній Стєпановіч, Беренс Хольгер, Сєнокосов Андрєй Євгєньєвіч
МПК: C21D 1/82, B21B 45/04, B08B 7/00
Мітки: видалення, штаби, спосіб, металевої, пристрій, окалини
Формула / Реферат:
1. Спосіб видалення окалини з металевої штаби (1), при якому металеву штабу (1) в напрямку (R) транспортування пропускають через щонайменше один пристрій (2, 3) плазмового видалення окалини, в якому здійснюють видалення окалини за допомогою плазми, при цьому металеву штабу (1) після плазмового видалення окалини щонайменше в одному пристрої (2, 3) плазмового видалення окалини піддають контрольованому охолоджуванню в пристрої (4, 5)...
Попередній патент: Спосіб відновлення рослинного покрову на ділянці захоронення відходів
Наступний патент: Мікроелектронний координатно-чутливий детектор мас-спектрометра
Випадковий патент: Регулюючий клапан