Спосіб безперервного лиття трубної заготівки
Номер патенту: 13307
Опубліковано: 28.02.1997
Автори: Зеленський Віктор Михайлович, Іванченко Олександр Денисович, Блескун Валерій Пилипович, Голдобін Вячеслав Олександрович, Гольдін Валерій Зінов'євич
Формула / Реферат
(57) Способ непрерывного литья трубной заготовки, включающий подачу жидкого металла в кольцевой зазор между кристаллизатором и дорном, периодическое вытягивание затвердевающей заготовки и возвратно-поступательное перемещение дорна, при этом дорн перемещают в направлении, противоположном вытягиванию за готовки, отличающийся тем, что возвратно-поступательное перемещение дорну сообщают с частотой, равной частоте вытягивания заготовки, и амплитудой, равной 0,1...1,0 шага ее вытягивания, при этом вытягивание заготовки осуществляют после остановки дорна, а его возвратное перемещение - в период вытягивания заготовки.
Текст
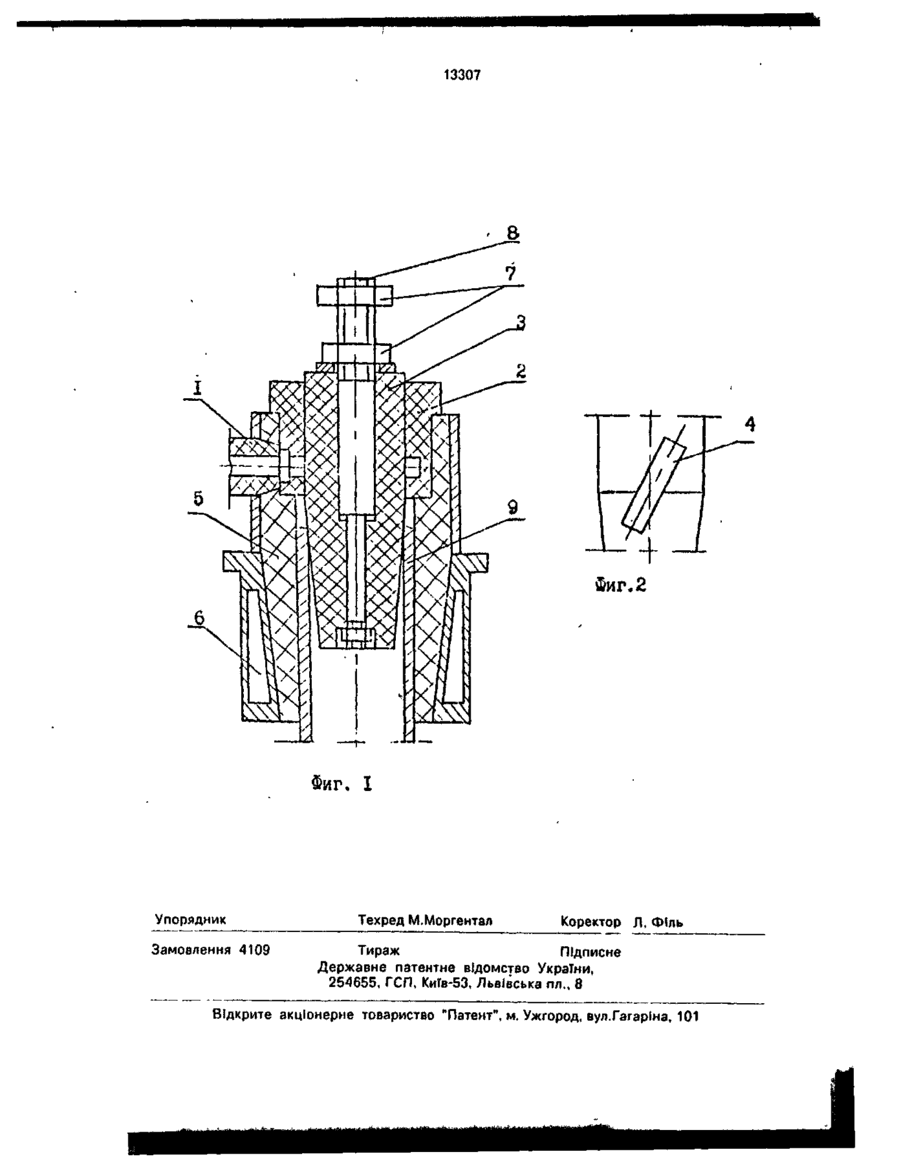
Способ непрерывного литья трубной заготовки, включающий подачу жидкого ме Изобретение относится к металлургии и может быть использовано при производстве тонкостенной трубной заготовки, например для подшипников скольжения из цветных и черных металлов и сплавов методом вертикального непрерывного литья. Известен способ непрерывного литья трубной заготовки, включающий подачу жидкого металла в кольцевой зазор между кристаллизатором и дорном, периодическое вытягивание затвердевающей заготовки и возвратно-поступательное перемещение дорна в направлении, противоположном вытягиванию заготовки [1]. Однако это техническое решение не позволяет решить поставленную техническую задачу в связи с ограниченностью применения - чугунные заготовки, а также сложностью осуществления, поскольку извлечение заготовки из кристаллизатора осуществля талла в кольцевой зазор между кристаллизатором и дорном, периодическое вытягивание затвердевающей заготовки и возвратно-поступательное перемещение дорна, при этом дорн перемещают в направлении, противоположном вытягиванию заготовки, о т л и ч а ю щ и й с я тем, что возвратно-поступательное перемещение дорну сообщают с частотой, равной частоте вытягивания заготовки, и амплитудой, равной 0,1...1,0 шага ее вытягивания, при этом вытягивание заготовки осуществляют после остановки дорна, а его возвратное перемещение - в период вытягивания заготовки. ют в ограниченном температурном интервале. Для решения поставленной технической задачи в способе непрерывного литья трубной заготовки, включающем подачу жидкого металла в кольцевой зазор между кристаллизатором и дорном, периодическое вытягивание затвердевающей заготовки и возвратно-поступательное перемещение дорна* в направлении, противоположном вытягиванию заготовки, возвратно-поступательное перемещение дорну сообщают с частотой, равной частоте вытягивания заготовки и амплитудой, равной 0,1...1,0 шага ее вытягивания, при этом вытягивание заготовки осуществляют после остановки дорна, а его возвратное перемещение - в период вытягивания заготовки. Такой способ непрерывного литья позволяет устранить поперечные трещины и уменьшить толщину трубной заготовки, по С > со со о 44 о 13307 скольку обеспечивает снижение растягивающих напряжений в заготовке при вытяжке. Таким образом предлагаемое решение отличается от прототипа тем, что возвратнопоступательное перемещение дорну сооб- 5 щают с частотой, равной частоте вытягивания заготовки, а амплитудой, равной 0,1...1,0 шага ее вытягивания, при этом вытягивание заготовки осуществляют после остановки дорна, а его возвратное переме- 10 щение - в период вытягивания заготовки. На фиг.1 приведено устройство для осуществления способа, общий вид; на фиг.2 участок дорна с подводящим каналом. Способ осуществляется следующим об- 15 разом. Расплавленный металл из печи поступает через соединительную втулку 1 во внутреннюю полость, заключенную между изолирующей втулкой 2 и дорном 3, и по каналам 4 на боковой поверхности дорна - 20 в зону кристаллизации, заключенную между дорном и графитовым кристаллизатором 5, отвод тепла от которого осуществляется с помощью водоохлаждаемого кожуха 6. Возвратно-поступательное движение дорна 25 обеспечивается кулачком (на фиг.не показан), движение которого передается поочередно на верхнюю и нижнюю регулировочные гайки 7. При постоянном эксцентриситете кулачка величина хода до- 30 рна может изменяться путем перемещения регулировочных гаек вдоль резьбового участка сердечника 8. Цикл вытягивания заготовки 9 начинается с движения дорна в сторону, противоположную движению заго- 35 товки, с амплитудой, равной 0,1...1,0 шага вытягивания заготовки. При этом сила трения, возникающая между дорном и кристаллизирующейся заготовкой, уравновешивается внутренней сжимающей силой в расплавленном металле, расположенном над фронтом кристаллизации, и не вызывает в заготовке растягивающих напряжений, приводящих к возникновению поперечных трещин и обрыву. Максимальная величина амплитуды движения дорна не должна превышать шага вытягивания заготовки из-за опасности пролива металла между конической частью дорна и заготовкой, минимальная же - должна обеспечить нарушение сцепления между поверхностью дорна и формирующейся корочкой металла. Сразу после остановки дорна в крайнем верхнем положении начинается движение заготовки из кристаллизатора, причем вертикальное его расположение позволяет практически полностью устранить силу трения между внешней поверхностью заготовки и стенкой кристаллизатора, что также устраняет причины возникновения, растягивающих иапряжений и поперечных трещин в заготовке. Кроме того, вертикальное расположение дорна позволяет устранить рззнотолщинность по периметру заготовки, вызванную наклоном фронта кристаллизации к продольной оси дорна на его конической части при горизонтальном литье. Одновременно с движением заготовки осуществляют возврат дорна в исходное положение, который завершается до остановки заготовки, а после паузы цикл повторяется. 13307 Фиг, 2 Фиг. I Упорядник Замовлення 4109 Техред М.Моргентал Коректор Л. Філь Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиГв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous casting of tubular billet
Автори англійськоюBleskun Valerii Pylypovych, Holdin Valerii Zinovievych, Zelenskyi Viktor Mykhailovych, Ivanchenko Oleksandr Denisovych, Holdobin Viacheslav Oleksandrovych
Назва патенту російськоюСпособ непрерывного литья трубной заготовки
Автори російськоюБлескун Валерий Филиппович, Гольдин Валерий Зиновьевич, Зеленский Виктор Михайлович, Иванченко Александр Денисович, Голдобин Вячеслав Александрович
МПК / Мітки
МПК: B22D 11/00
Мітки: заготівки, трубної, лиття, безперервного, спосіб
Код посилання
<a href="https://ua.patents.su/4-13307-sposib-bezperervnogo-littya-trubno-zagotivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного лиття трубної заготівки</a>
Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення

Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Іванченко Олександр Денисович, Блескун Валерій Пилипович, Мельникова Вікторія Валер'янівна, Гольдін Валерій Зінов'євич, Зеленський Віктор Михайлович
МПК: B22D 11/00
Мітки: лиття, біметалевої, здійснення, спосіб, безперервного, пристрій, заготівки, порожнистої
Формула / Реферат:
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке...
Кристалізатор для горизонтального безперервного лиття порожнистих заготовок
Номер патенту: 4671
Опубліковано: 28.12.1994
Автори: Бєлякова Лілія Іванівна, Корягін Олексій Федорович, Богданов Аркадій Іванович, Козаченко Станіслав Митрофанович
МПК: B22D 11/04
Мітки: порожнистих, кристалізатор, заготовок, лиття, безперервного, горизонтального
Формула / Реферат:
(57) Кристаллизатор для горизонтального непрерывного литья полых заготовок, со держащий рабочую полость, образованную охлаждаемой втулкой и дорном с каналами, расположенными на расстоянии от втулки, при этом втулка и дорн выполнены из тепло проводного материала определенной твердости, отличающийся тем, что отношение расстояния от каналов дорна до втулки к минимальному размеру рабочей полости кристаллизатора составляет 0,1...0,3, а твердость...
Пристрій для горизонтального безперервного лиття заготовок

Номер патенту: 4670
Опубліковано: 28.12.1994
Автори: Козаченко Станіслав Митрофанович, Корягін Олексій Федорович, Бєлякова Лілія Іванівна, Богданов Аркадій Іванович
МПК: B22D 11/10
Мітки: безперервного, пристрій, лиття, горизонтального, заготовок
Текст:
...в течение 130-150 часов и прекращался из-за механического износа рабочей поверхности графитового кристаллизатора, приводившего к ухудшению качества непрерывнолитых заготовок. При этом, износа промежуточной втулки не наблюдаСнабжение устройства соединительной лось, что обеспечило повышение втулкой, расположенной между металлоприемником и входным концом кристаллизато- 55 стабильности процесса литья в 2-3 раза и снижение затрат на 10-15%. ра,...
Пристрій для безперервного лиття тонких стальних полос
Номер патенту: 12309
Опубліковано: 25.12.1996
Автори: Ханс Штройбель, Хорст Гроте, Юрген Фрідріх
МПК: B22D 11/10
Мітки: стальних, безперервного, лиття, полос, тонких, пристрій
Формула / Реферат:
(57) 1. Устройство для непрерывного литья тонких стальных полос, содержащее кристаллизатор, разливочный ковш и установленный в нем своей верхней частью погружной стакан для заливки расплавленной стали в кристаллизатор, при этом кристаллизатор выполнен с широкими и узкими боковыми стенками, а нижняя часть погружного стакана выполнена с донным участком и выпускными отверстиями, направленными в сторону каждой из узких боковых стенок,...
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Чернишова Світлана Никодимівна, Шишков Михайло Михайлович, Беседіна Елеонора Борисівна, Глібов Євген Валеріанович, Афонін Володимир Олексійович, Белкін Юхим Львович, Мартинов Валерій Васильович, Руденко Анатолій Олександрович, Якунін Іван Олексійович
МПК: B22D 11/04
Мітки: заготовок, круглих, безперервного, лиття, кристалізатор
Формула / Реферат:
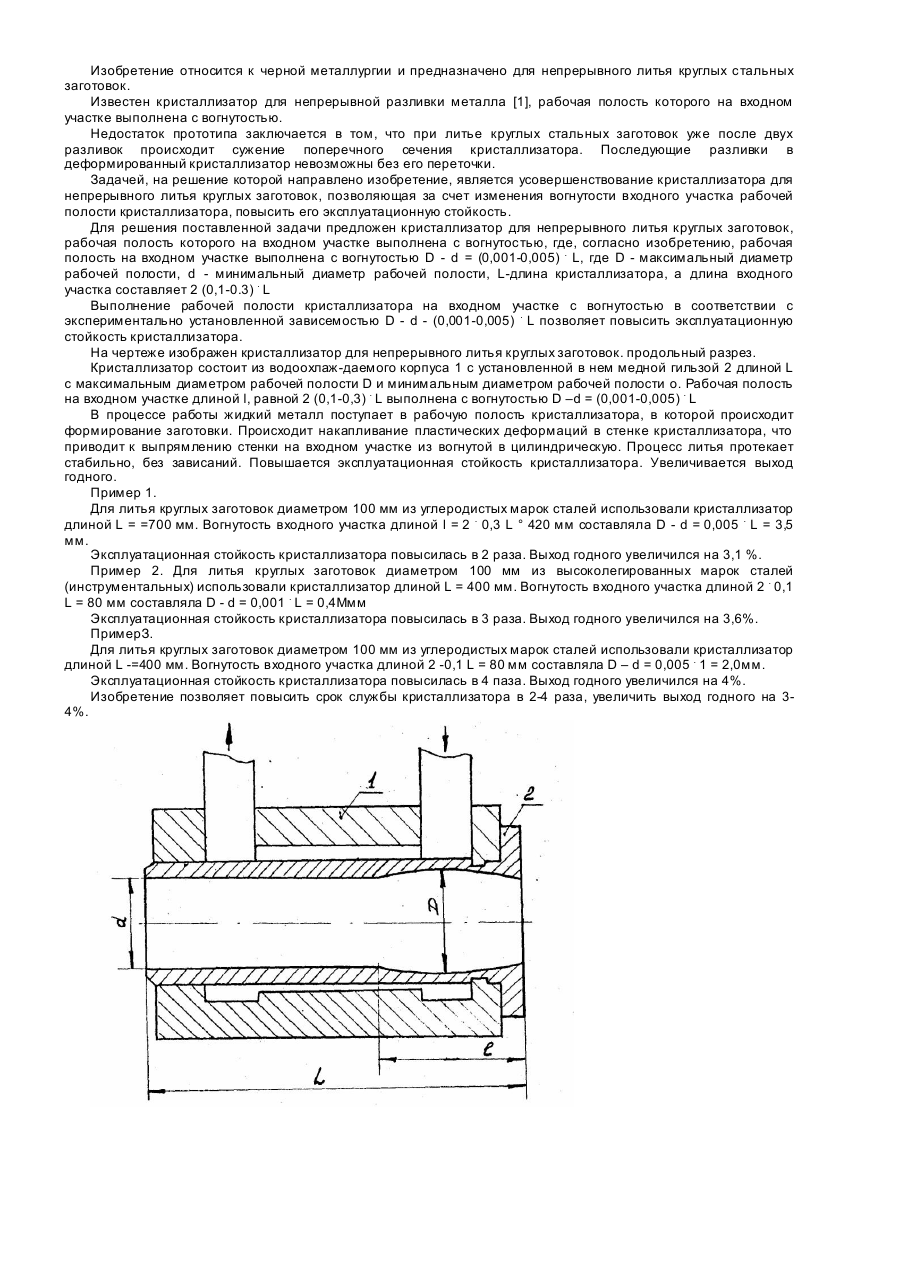
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Попередній патент: Вагон для приймання та транспортування розжареного коксу
Наступний патент: Завантажувальна секція стрічкового конвейєра
Випадковий патент: Ґрунтообробний робочий орган