Кільцевий джгут і спосіб його виготовлення
Формула / Реферат
1. Кільцевий джгут, який виконаний з витків безперервного дроту, з першим і другим закріпленими кінцями, причому другий кінець дроту закріплений закручуванням навколо джгута, який відрізняється тим, що перший кінець дроту закріплений між витками стропа закручуванням перехльостом першого кінця з наростаючими витками джгута.
2. Спосіб виготовлення кільцевого джгута, який включає подання першого кінця дроту в зону формування, захоплення і його утримування, намотування дроту на барабан послідовним відділенням витків дроту від живильника ротором, що обертається, до заданої кількості витків, його зупинку у вихідне положення, розрізку дроту і закручування другого кінця дроту навколо джгута, який відрізняється тим, що подання першого кінця дроту в зону формування виконують одночасно з його загином, намотування дроту здійснюють обертанням барабана назустріч рухомому ротору, а закручування першого кінця дроту забезпечують на будь-якій стадії формування стропа перехльостом першого кінця з наростаючими витками джгута.
Текст
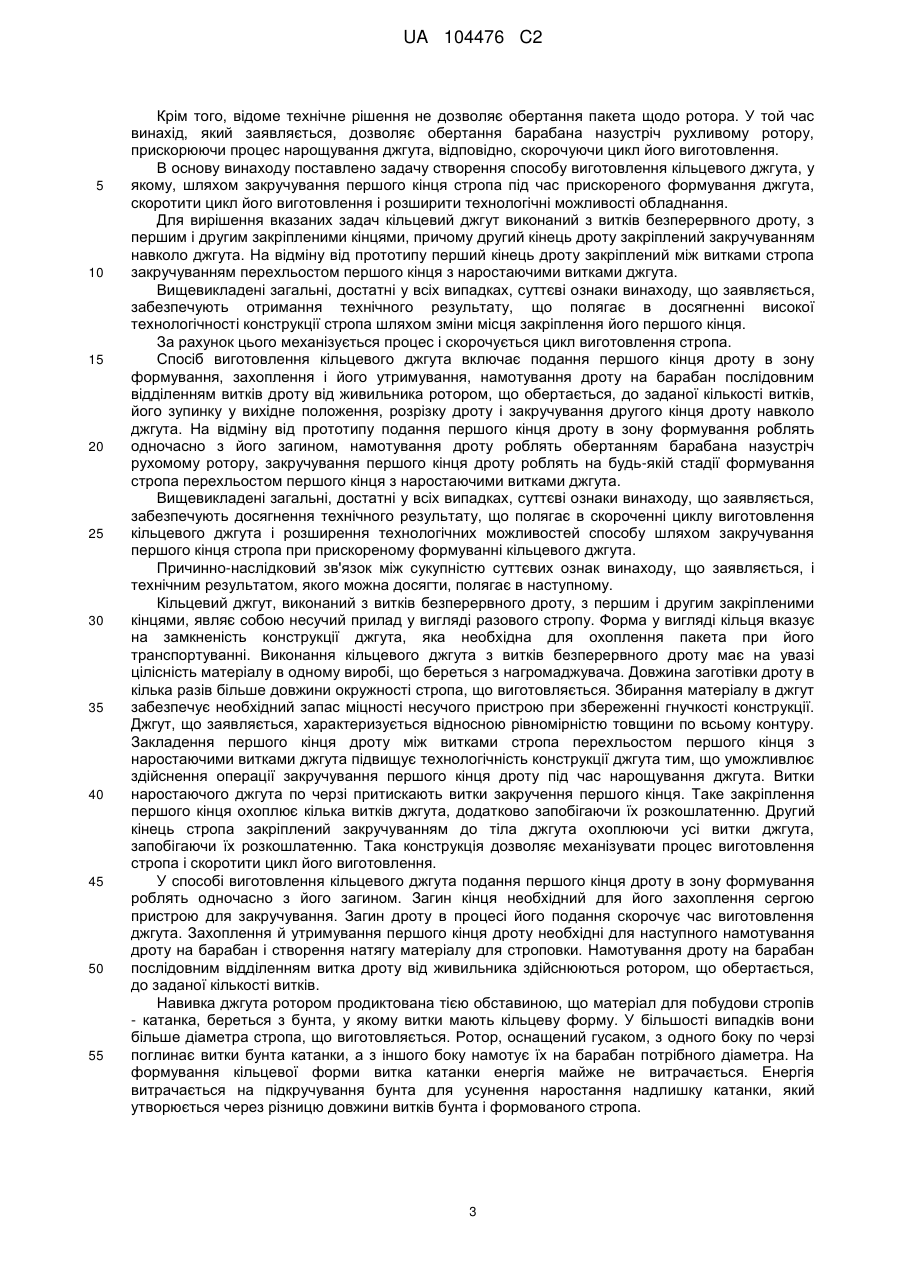
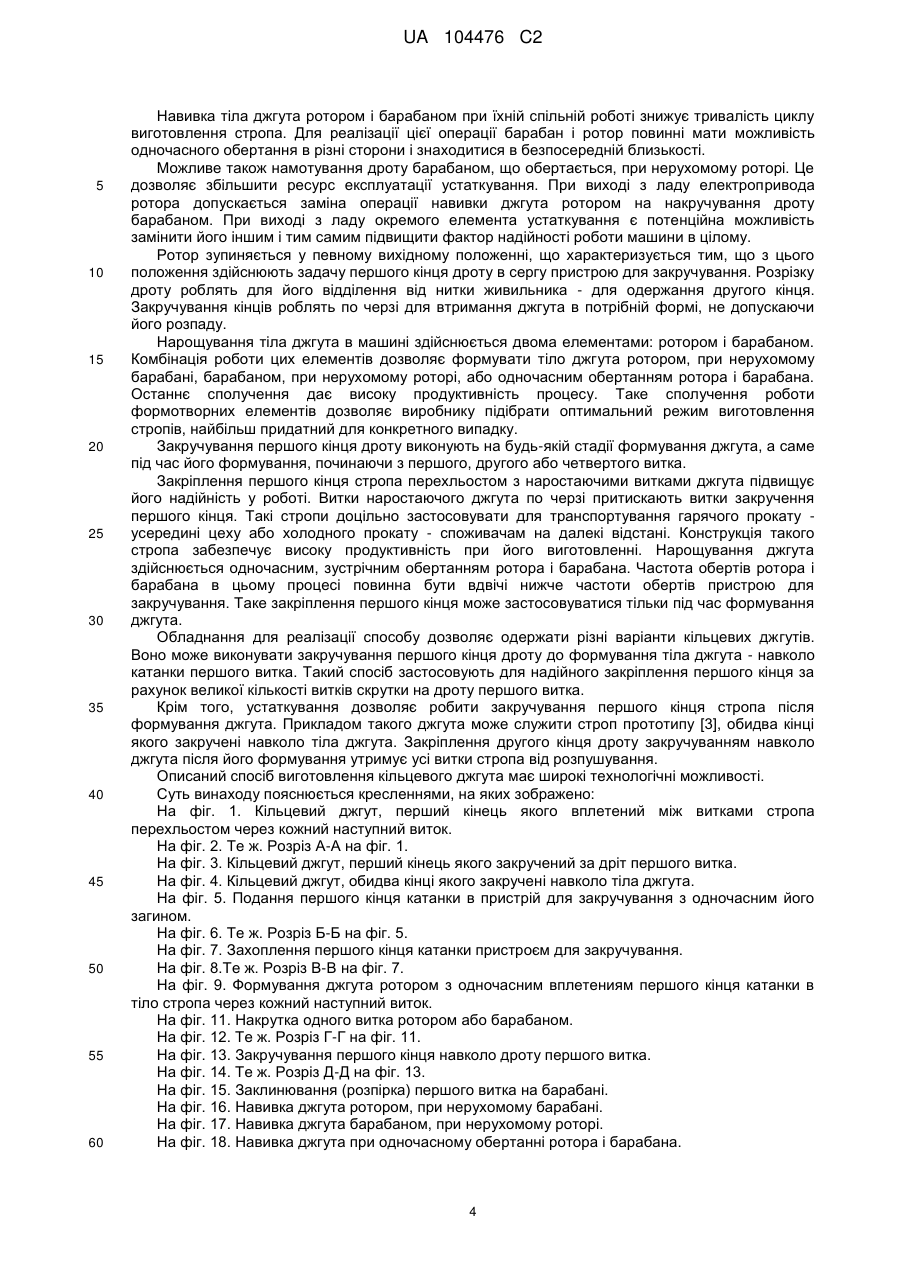
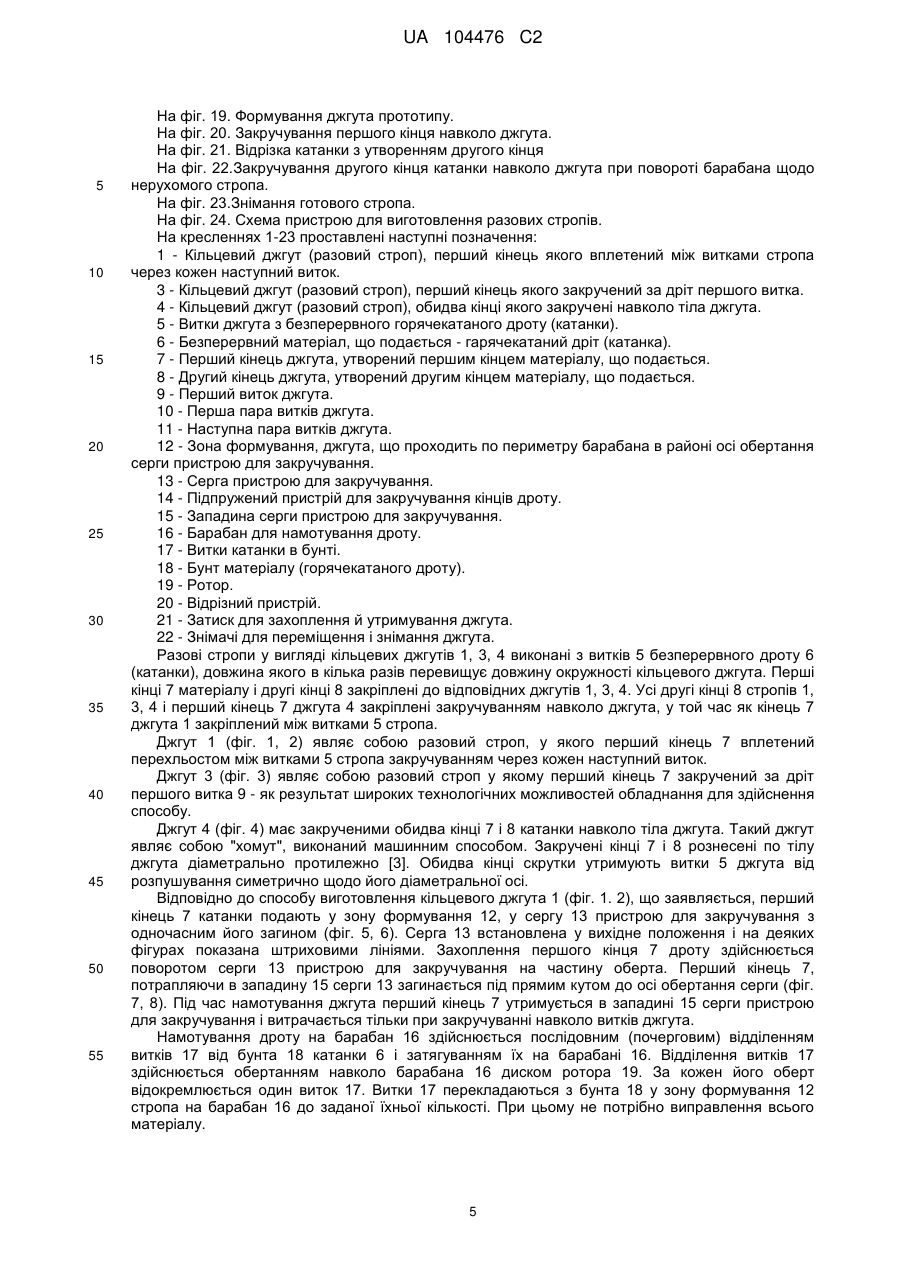
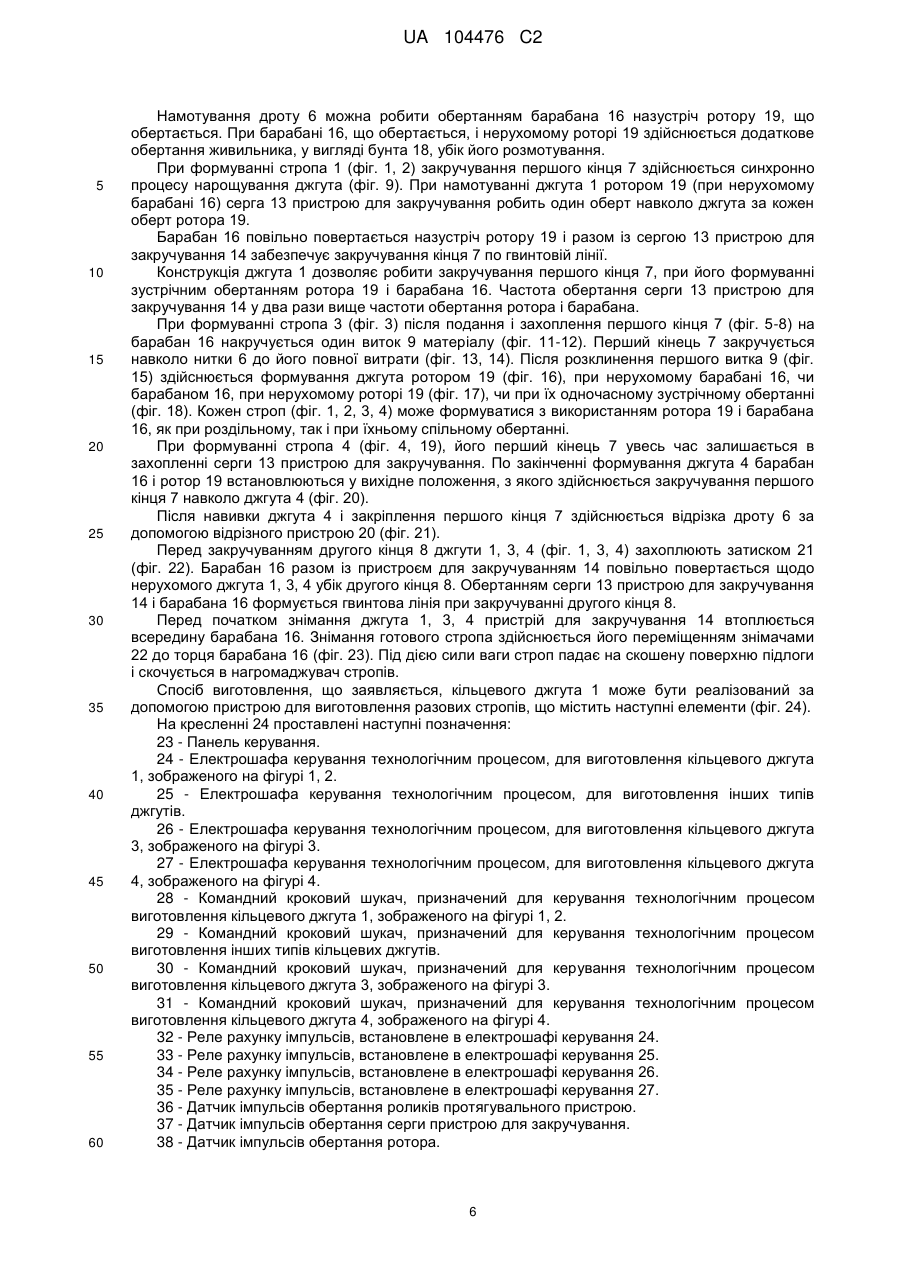
Реферат: Кільцевий джгут виконаний з витків безперервного дроту, з першим і другим закріпленими кінцями. При цьому другий кінець дроту закріплений закручуванням навколо джгута. Перший кінець дроту закріплений між витками стропа закручуванням перехльостом першого кінця з наростаючими витками джгута. Спосіб виготовлення кільцевого джгута включає: подання першого кінця дроту в зону формування; захоплення і його утримування; намотування дроту на барабан послідовним відділенням витків дроту від живильника ротором, що обертається, до заданої кількості витків; його зупинку у вихідне положення; розрізку дроту і закручування другого кінця дроту навколо джгута. Подання першого кінця дроту в зону формування виконують одночасно з його загином. Намотування дроту здійснюють обертанням барабана назустріч рухомому ротору. Закручування першого кінця дроту забезпечують на будь-якій стадії формування стропа перехльостом першого кінця з наростаючими витками джгута. UA 104476 C2 (12) UA 104476 C2 UA 104476 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до конструкції і технології виготовлення вантажопідйомних елементів і може бути використаний при виробництві разових стропів з катанки. Відомий універсальний вантажозахватний пристрій у вигляді замкнутого джгута, основним елементом якого є гнучка гілка з відрізка каната, кріплення (з'єднання) кінців якого виконується заплетенням [1]. Спільними ознаками описаного аналога та технічного рішення, що заявляється, є форма стропа, виконана у вигляді джгута з закріпленими кінцями. До недоліків описаного аналога слід віднести операцію заплетення кінців стропа, що є трудомісткою, і виконується вручну. Кінці стропа заплетені на певній ділянці джгута, діаметр якого в цьому місці більше, ніж на інших ділянках. Довжина кожного дроту такого стропа, з урахуванням запасу на заплетення кінців, не перевищує подвоєної довжини джгута, обмірюваного по його замкнутому контуру, у той час як джгут винаходу, що заявляється, виконаний суцільним з одного безперервного дроту, довжина якого в кілька разів перевищує довжину джгута. Причиною, яка перешкоджає одержанню необхідного технічного результату, є конструкція стропа зі складним заплетенням кінців. Відомий замкнутий скручений джгут, що містить незамкнуті елементи, виконані з безперервного дроту гнучкого матеріалу з першим і другим закріпленими кінцями, причому другий кінець дроту закріплений до джгута. Джгут також містить замкнутий і звиті елементи, з'єднані з дротом незамкнутих елементів. Як варіант виконання замкнутий елемент може бути утворений першим кінцем дроту. Серцевина джгута може бути виконана з незвитих елементів і тільки останній по ходу навивки елемент джгута - звитий [2]. Спільними ознаками аналога і винаходу, що заявляється, є форма стропа, виконана у вигляді кільцевого джгута. Тіло стропа сформоване з безперервного дроту гнучкого матеріалу з першим і другим закріпленими кінцями. Другий кінець дроту закріплений до джгута закручуванням - як звитий елемент. Відмінність аналога від винаходу, що заявляється, полягає в тому, що джгут аналога обов'язково містить замкнутий елемент, і перший кінець джгута закріплений до замкнутого елемента. У той час як у джгута винаходу, що заявляється, перший кінець дроту вплетений між витками стропа закручуванням з перехльостом через кожний наступний виток джгута. Недоліком описаного аналога є те, що перший кінець джгута завжди закріплений до замкнутого елемента. Таке закріплення першого кінця утрудняє процес механізації виробництва стропа. Причиною, що перешкоджає досягненню необхідного технічного результату, є недосконала конструкція стропа, у якій закріплення першого кінця безперервної катанки здійснено до замкнутого елемента джгута. Найбільш близьким по технічній суті до винаходу, що заявляється, є вибраний як прототип, однопетльовий строп, що являє собою кільце, виконане з джгута, набраного з безперервної катанки. Скріплення кінців стропа здійснюють закручуванням навколо тіла джгута кожним кінцем не менш трьох разів. Для запобігання розкошлатення витки стропа з катанки скріплені м'яким дротом у місці, розташованому діаметрально заплетенню кінців [3, стор. 11, 12, 191]. Спільними ознаками прототипу і технічного рішення, що заявляється, є те, що кільцевий джгут, виконаний з витків безперервного дроту з першим і другим закріпленими кінцями, причому другий кінець дроту закріплений закручуванням навколо джгута. Відмінність прототипу від винаходу, що заявляється, полягає втому, що перший кінець стропа закріплений закручуванням навколо тіла джгута, у той час як у технічного рішення, що заявляється, перший кінець дроту вплетений між витками стропа закручуванням перехльостом першого кінця з наростаючими витками джгута. Недоліком прототипу є низька технологічність його конструкції, обумовлена місцем закріплення першого кінця матеріалу стропа, а також наявністю скрутки витків джгута, виконаної з м'якого дроту, для запобігання його розкошлатенню. Причиною, що перешкоджає досягненню необхідного технічного результату, є недосконала конструкція однопетлевого стропа, у якого закручування першого кінця дроту здійснено навколо тіла джгута. В основу винаходу поставлено задачу удосконалення кільцевого джгута шляхом зміни місця закріплення його першого кінця - для досягнення високої технологічності його конструкції, і за рахунок цього механізувати і скоротити цикл його виготовлення. Висока технологічність конструкції кільцевого джгута полягає в тому, що в процесі його виготовлення закручування першого кінця стропа можна робити під час нарощування тіла джгута. 1 UA 104476 C2 5 10 15 20 25 30 35 40 45 50 55 60 Відомий технологічний процес виготовлення однопетльового стропа, що включає наступні операції: навивку кільцевого джгута з заданої кількості витків катанки, закручування кінців катанки навколо тіла джгута не менш трьох разів. Для запобігання розкошлатенню витки стропа з катанки скріплюються м'яким дротом у місці, розташованому діаметрально заплетенню кінців. Однопетльові стропи виготовляються за допомогою малих засобів механізації, що дозволяють навивати кільцевий джгут, однак закручування кінців і скріплення витків м'яким дротом виконується вручну [3, стор. 11, 12, 20, 191]. Спільними ознаками аналога і технічного рішення, що заявляється, є: навивка джгута з заданої кількості витків катанки і закріплення першого і другого кінців дроту, з яких закріплення другого кінця катанки здійснюється його закручуванням навколо тіла джгута. Відмінність способу, що заявляється, від аналога полягає в тому, що закріплення першого кінця матеріалу стропа роблять на будь-якій стадії формування джгута. До недоліків аналога варто віднести закручування кінців катанки навколо тіла джгута тільки після його навивки. Причиною, що перешкоджає досягненню необхідного технічного результату, є низька технологічність конструкції стропа, що полягає в наявності вузла закручування першого кінця матеріалу на джгуті. Відомий спосіб виготовлення замкнутого звитого джгута, що полягає в тому, що навивають петлі дроту, утворюючи джгут. Закріплюють перший і другий кінці дроту, причому другий кінець дроту закріплюють закручуванням його навколо джгута. Перший кінець дроту закріплюють до замкнутого елемента, а звиті елементи утворюють у процесі нарощування джгута протягуванням замкнутого і незамкнутого елементів крізь утворену бухту накопиченого матеріалу з одночасним змотуванням її витків [2]. Подібними ознаками описаного аналога і технічного рішення, що заявляється, є операція формування джгута, яку роблять змотуванням витків нитки з нагромаджувача, закріплення першого і закручування другого кінця навколо джгута. Відмінністю способу, що заявляється, від аналога полягає в тому, що закріплення першого кінця катанки здійснюють на будь-якій стадії формування джгута між витками стропа закручуванням перехльостом першого кінця з наростаючими витками джгута, у той час як по способу аналога перший кінець закріплюють до замкнутого елемента перед початком формування джгута. До недоліків способу аналога можна віднести його низьку продуктивність через наявність операції закріплення першого кінця до замкнутого елемента перед початком формування замкнутого джгута. Причиною, що перешкоджає досягненню необхідного технічного результату, є низька технологічність конструкції замкнутого джгута, що полягає в закріпленні першого кінця матеріалу до замкнутого елемента. Найбільш близьким по технічній суті до винаходу, що заявляється, є вибраний як прототип спосіб обв'язки пакета прокату, що включає транспортування пакета в зону обв'язки, захоплення й утримування першого кінця дроту, намотування дроту на пакет ротором, що обертається, до заданої кількості витків і його зупинку у вихідне положення з утворенням перехрестя гілок, розрізку дроту і закручування кінців. Перед обв'язкою пакет вводять у живильник у вигляді бунта, розташованого на лінії обв'язки, а намотування дроту роблять послідовним відділенням витків від живильника і затягуванням їх на пакеті [4]. Спільними ознаками прототипу і технічного рішення, що заявляється, є те, що спосіб виготовлення кільцевого джгута містить у собі подання першого кінця дроту в зону формування, захоплення і його утримування, намотування дроту на барабан послідовним відділенням витків дроту від живильника ротором, що обертається, до заданої кількості витків, його зупинку у вихідне положення, розрізку дроту і закручування другого кінця дроту навколо джгута. Відмінність способу, що заявляється, від прототипу полягає в тому, що подання першого кінця дроту в зону формування роблять одночасно з його загином, намотування дроту роблять обертанням барабана назустріч рухомому ротору; закручування першого кінця дроту роблять на будь-якій стадії формування стропа перехльостом першого кінця з наростаючими витками джгута. До недоліків прототипу слід віднести те, що закручування обох кінців дроту роблять одночасно і тільки після формування джгута й утворення перехрестя. Це звужує технологічні можливості способу. Таким способом можна виготовляти тільки один тип кільцевого джгута. У той час як у способі, що заявляється, закручування кінців дроту роблять роздільно, а закручування першого кінця роблять у процесі формування джгута. Це розширює технологічні можливості способу, тому що дозволяє виготовляти кілька типів кільцевих джгутів. 2 UA 104476 C2 5 10 15 20 25 30 35 40 45 50 55 Крім того, відоме технічне рішення не дозволяє обертання пакета щодо ротора. У той час винахід, який заявляється, дозволяє обертання барабана назустріч рухливому ротору, прискорюючи процес нарощування джгута, відповідно, скорочуючи цикл його виготовлення. В основу винаходу поставлено задачу створення способу виготовлення кільцевого джгута, у якому, шляхом закручування першого кінця стропа під час прискореного формування джгута, скоротити цикл його виготовлення і розширити технологічні можливості обладнання. Для вирішення вказаних задач кільцевий джгут виконаний з витків безперервного дроту, з першим і другим закріпленими кінцями, причому другий кінець дроту закріплений закручуванням навколо джгута. На відміну від прототипу перший кінець дроту закріплений між витками стропа закручуванням перехльостом першого кінця з наростаючими витками джгута. Вищевикладені загальні, достатні у всіх випадках, суттєві ознаки винаходу, що заявляється, забезпечують отримання технічного результату, що полягає в досягненні високої технологічності конструкції стропа шляхом зміни місця закріплення його першого кінця. За рахунок цього механізується процес і скорочується цикл виготовлення стропа. Спосіб виготовлення кільцевого джгута включає подання першого кінця дроту в зону формування, захоплення і його утримування, намотування дроту на барабан послідовним відділенням витків дроту від живильника ротором, що обертається, до заданої кількості витків, його зупинку у вихідне положення, розрізку дроту і закручування другого кінця дроту навколо джгута. На відміну від прототипу подання першого кінця дроту в зону формування роблять одночасно з його загином, намотування дроту роблять обертанням барабана назустріч рухомому ротору, закручування першого кінця дроту роблять на будь-якій стадії формування стропа перехльостом першого кінця з наростаючими витками джгута. Вищевикладені загальні, достатні у всіх випадках, суттєві ознаки винаходу, що заявляється, забезпечують досягнення технічного результату, що полягає в скороченні циклу виготовлення кільцевого джгута і розширення технологічних можливостей способу шляхом закручування першого кінця стропа при прискореному формуванні кільцевого джгута. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак винаходу, що заявляється, і технічним результатом, якого можна досягти, полягає в наступному. Кільцевий джгут, виконаний з витків безперервного дроту, з першим і другим закріпленими кінцями, являє собою несучий прилад у вигляді разового стропу. Форма у вигляді кільця вказує на замкненість конструкції джгута, яка необхідна для охоплення пакета при його транспортуванні. Виконання кільцевого джгута з витків безперервного дроту має на увазі цілісність матеріалу в одному виробі, що береться з нагромаджувача. Довжина заготівки дроту в кілька разів більше довжини окружності стропа, що виготовляється. Збирання матеріалу в джгут забезпечує необхідний запас міцності несучого пристрою при збереженні гнучкості конструкції. Джгут, що заявляється, характеризується відносною рівномірністю товщини по всьому контуру. Закладення першого кінця дроту між витками стропа перехльостом першого кінця з наростаючими витками джгута підвищує технологічність конструкції джгута тим, що уможливлює здійснення операції закручування першого кінця дроту під час нарощування джгута. Витки наростаючого джгута по черзі притискають витки закручення першого кінця. Таке закріплення першого кінця охоплює кілька витків джгута, додатково запобігаючи їх розкошлатенню. Другий кінець стропа закріплений закручуванням до тіла джгута охоплюючи усі витки джгута, запобігаючи їх розкошлатенню. Така конструкція дозволяє механізувати процес виготовлення стропа і скоротити цикл його виготовлення. У способі виготовлення кільцевого джгута подання першого кінця дроту в зону формування роблять одночасно з його загином. Загин кінця необхідний для його захоплення сергою пристрою для закручування. Загин дроту в процесі його подання скорочує час виготовлення джгута. Захоплення й утримування першого кінця дроту необхідні для наступного намотування дроту на барабан і створення натягу матеріалу для строповки. Намотування дроту на барабан послідовним відділенням витка дроту від живильника здійснюються ротором, що обертається, до заданої кількості витків. Навивка джгута ротором продиктована тією обставиною, що матеріал для побудови стропів - катанка, береться з бунта, у якому витки мають кільцеву форму. У більшості випадків вони більше діаметра стропа, що виготовляється. Ротор, оснащений гусаком, з одного боку по черзі поглинає витки бунта катанки, а з іншого боку намотує їх на барабан потрібного діаметра. На формування кільцевої форми витка катанки енергія майже не витрачається. Енергія витрачається на підкручування бунта для усунення наростання надлишку катанки, який утворюється через різницю довжини витків бунта і формованого стропа. 3 UA 104476 C2 5 10 15 20 25 30 35 40 45 50 55 60 Навивка тіла джгута ротором і барабаном при їхній спільній роботі знижує тривалість циклу виготовлення стропа. Для реалізації цієї операції барабан і ротор повинні мати можливість одночасного обертання в різні сторони і знаходитися в безпосередній близькості. Можливе також намотування дроту барабаном, що обертається, при нерухомому роторі. Це дозволяє збільшити ресурс експлуатації устаткування. При виході з ладу електропривода ротора допускається заміна операції навивки джгута ротором на накручування дроту барабаном. При виході з ладу окремого елемента устаткування є потенційна можливість замінити його іншим і тим самим підвищити фактор надійності роботи машини в цілому. Ротор зупиняється у певному вихідному положенні, що характеризується тим, що з цього положення здійснюють задачу першого кінця дроту в сергу пристрою для закручування. Розрізку дроту роблять для його відділення від нитки живильника - для одержання другого кінця. Закручування кінців роблять по черзі для втримання джгута в потрібній формі, не допускаючи його розпаду. Нарощування тіла джгута в машині здійснюється двома елементами: ротором і барабаном. Комбінація роботи цих елементів дозволяє формувати тіло джгута ротором, при нерухомому барабані, барабаном, при нерухомому роторі, або одночасним обертанням ротора і барабана. Останнє сполучення дає високу продуктивність процесу. Таке сполучення роботи формотворних елементів дозволяє виробнику підібрати оптимальний режим виготовлення стропів, найбільш придатний для конкретного випадку. Закручування першого кінця дроту виконують на будь-якій стадії формування джгута, а саме під час його формування, починаючи з першого, другого або четвертого витка. Закріплення першого кінця стропа перехльостом з наростаючими витками джгута підвищує його надійність у роботі. Витки наростаючого джгута по черзі притискають витки закручення першого кінця. Такі стропи доцільно застосовувати для транспортування гарячого прокату усередині цеху або холодного прокату - споживачам на далекі відстані. Конструкція такого стропа забезпечує високу продуктивність при його виготовленні. Нарощування джгута здійснюється одночасним, зустрічним обертанням ротора і барабана. Частота обертів ротора і барабана в цьому процесі повинна бути вдвічі нижче частоти обертів пристрою для закручування. Таке закріплення першого кінця може застосовуватися тільки під час формування джгута. Обладнання для реалізації способу дозволяє одержати різні варіанти кільцевих джгутів. Воно може виконувати закручування першого кінця дроту до формування тіла джгута - навколо катанки першого витка. Такий спосіб застосовують для надійного закріплення першого кінця за рахунок великої кількості витків скрутки на дроту першого витка. Крім того, устаткування дозволяє робити закручування першого кінця стропа після формування джгута. Прикладом такого джгута може служити строп прототипу [3], обидва кінці якого закручені навколо тіла джгута. Закріплення другого кінця дроту закручуванням навколо джгута після його формування утримує усі витки стропа від розпушування. Описаний спосіб виготовлення кільцевого джгута має широкі технологічні можливості. Суть винаходу пояснюється кресленнями, на яких зображено: На фіг. 1. Кільцевий джгут, перший кінець якого вплетений між витками стропа перехльостом через кожний наступний виток. На фіг. 2. Те ж. Розріз А-А на фіг. 1. На фіг. 3. Кільцевий джгут, перший кінець якого закручений за дріт першого витка. На фіг. 4. Кільцевий джгут, обидва кінці якого закручені навколо тіла джгута. На фіг. 5. Подання першого кінця катанки в пристрій для закручування з одночасним його загином. На фіг. 6. Те ж. Розріз Б-Б на фіг. 5. На фіг. 7. Захоплення першого кінця катанки пристроєм для закручування. На фіг. 8.Те ж. Розріз В-В на фіг. 7. На фіг. 9. Формування джгута ротором з одночасним вплетениям першого кінця катанки в тіло стропа через кожний наступний виток. На фіг. 11. Накрутка одного витка ротором або барабаном. На фіг. 12. Те ж. Розріз Г-Г на фіг. 11. На фіг. 13. Закручування першого кінця навколо дроту першого витка. На фіг. 14. Те ж. Розріз Д-Д на фіг. 13. На фіг. 15. Заклинювання (розпірка) першого витка на барабані. На фіг. 16. Навивка джгута ротором, при нерухомому барабані. На фіг. 17. Навивка джгута барабаном, при нерухомому роторі. На фіг. 18. Навивка джгута при одночасному обертанні ротора і барабана. 4 UA 104476 C2 5 10 15 20 25 30 35 40 45 50 55 На фіг. 19. Формування джгута прототипу. На фіг. 20. Закручування першого кінця навколо джгута. На фіг. 21. Відрізка катанки з утворенням другого кінця На фіг. 22.Закручування другого кінця катанки навколо джгута при повороті барабана щодо нерухомого стропа. На фіг. 23.Знімання готового стропа. На фіг. 24. Схема пристрою для виготовлення разових стропів. На кресленнях 1-23 проставлені наступні позначення: 1 - Кільцевий джгут (разовий строп), перший кінець якого вплетений між витками стропа через кожен наступний виток. 3 - Кільцевий джгут (разовий строп), перший кінець якого закручений за дріт першого витка. 4 - Кільцевий джгут (разовий строп), обидва кінці якого закручені навколо тіла джгута. 5 - Витки джгута з безперервного горячекатаного дроту (катанки). 6 - Безперервний матеріал, що подається - гарячекатаний дріт (катанка). 7 - Перший кінець джгута, утворений першим кінцем матеріалу, що подається. 8 - Другий кінець джгута, утворений другим кінцем матеріалу, що подається. 9 - Перший виток джгута. 10 - Перша пара витків джгута. 11 - Наступна пара витків джгута. 12 - Зона формування, джгута, що проходить по периметру барабана в районі осі обертання серги пристрою для закручування. 13 - Серга пристрою для закручування. 14 - Підпружений пристрій для закручування кінців дроту. 15 - Западина серги пристрою для закручування. 16 - Барабан для намотування дроту. 17 - Витки катанки в бунті. 18 - Бунт матеріалу (горячекатаного дроту). 19 - Ротор. 20 - Відрізний пристрій. 21 - Затиск для захоплення й утримування джгута. 22 - Знімачі для переміщення і знімання джгута. Разові стропи у вигляді кільцевих джгутів 1, 3, 4 виконані з витків 5 безперервного дроту 6 (катанки), довжина якого в кілька разів перевищує довжину окружності кільцевого джгута. Перші кінці 7 матеріалу і другі кінці 8 закріплені до відповідних джгутів 1, 3, 4. Усі другі кінці 8 стропів 1, 3, 4 і перший кінець 7 джгута 4 закріплені закручуванням навколо джгута, у той час як кінець 7 джгута 1 закріплений між витками 5 стропа. Джгут 1 (фіг. 1, 2) являє собою разовий строп, у якого перший кінець 7 вплетений перехльостом між витками 5 стропа закручуванням через кожен наступний виток. Джгут 3 (фіг. 3) являє собою разовий строп у якому перший кінець 7 закручений за дріт першого витка 9 - як результат широких технологічних можливостей обладнання для здійснення способу. Джгут 4 (фіг. 4) має закрученими обидва кінці 7 і 8 катанки навколо тіла джгута. Такий джгут являє собою "хомут", виконаний машинним способом. Закручені кінці 7 і 8 рознесені по тілу джгута діаметрально протилежно [3]. Обидва кінці скрутки утримують витки 5 джгута від розпушування симетрично щодо його діаметральної осі. Відповідно до способу виготовлення кільцевого джгута 1 (фіг. 1. 2), що заявляється, перший кінець 7 катанки подають у зону формування 12, у сергу 13 пристрою для закручування з одночасним його загином (фіг. 5, 6). Серга 13 встановлена у вихідне положення і на деяких фігурах показана штриховими лініями. Захоплення першого кінця 7 дроту здійснюється поворотом серги 13 пристрою для закручування на частину оберта. Перший кінець 7, потрапляючи в западину 15 серги 13 загинається під прямим кутом до осі обертання серги (фіг. 7, 8). Під час намотування джгута перший кінець 7 утримується в западині 15 серги пристрою для закручування і витрачається тільки при закручуванні навколо витків джгута. Намотування дроту на барабан 16 здійснюється послідовним (почерговим) відділенням витків 17 від бунта 18 катанки 6 і затягуванням їх на барабані 16. Відділення витків 17 здійснюється обертанням навколо барабана 16 диском ротора 19. За кожен його оберт відокремлюється один виток 17. Витки 17 перекладаються з бунта 18 у зону формування 12 стропа на барабан 16 до заданої їхньої кількості. При цьому не потрібно виправлення всього матеріалу. 5 UA 104476 C2 5 10 15 20 25 30 35 40 45 50 55 60 Намотування дроту 6 можна робити обертанням барабана 16 назустріч ротору 19, що обертається. При барабані 16, що обертається, і нерухомому роторі 19 здійснюється додаткове обертання живильника, у вигляді бунта 18, убік його розмотування. При формуванні стропа 1 (фіг. 1, 2) закручування першого кінця 7 здійснюється синхронно процесу нарощування джгута (фіг. 9). При намотуванні джгута 1 ротором 19 (при нерухомому барабані 16) серга 13 пристрою для закручування робить один оберт навколо джгута за кожен оберт ротора 19. Барабан 16 повільно повертається назустріч ротору 19 і разом із сергою 13 пристрою для закручування 14 забезпечує закручування кінця 7 по гвинтовій лінії. Конструкція джгута 1 дозволяє робити закручування першого кінця 7, при його формуванні зустрічним обертанням ротора 19 і барабана 16. Частота обертання серги 13 пристрою для закручування 14 у два рази вище частоти обертання ротора і барабана. При формуванні стропа 3 (фіг. 3) після подання і захоплення першого кінця 7 (фіг. 5-8) на барабан 16 накручується один виток 9 матеріалу (фіг. 11-12). Перший кінець 7 закручується навколо нитки 6 до його повної витрати (фіг. 13, 14). Після розклинення першого витка 9 (фіг. 15) здійснюється формування джгута ротором 19 (фіг. 16), при нерухомому барабані 16, чи барабаном 16, при нерухомому роторі 19 (фіг. 17), чи при їх одночасному зустрічному обертанні (фіг. 18). Кожен строп (фіг. 1, 2, 3, 4) може формуватися з використанням ротора 19 і барабана 16, як при роздільному, так і при їхньому спільному обертанні. При формуванні стропа 4 (фіг. 4, 19), його перший кінець 7 увесь час залишається в захопленні серги 13 пристрою для закручування. По закінченні формування джгута 4 барабан 16 і ротор 19 встановлюються у вихідне положення, з якого здійснюється закручування першого кінця 7 навколо джгута 4 (фіг. 20). Після навивки джгута 4 і закріплення першого кінця 7 здійснюється відрізка дроту 6 за допомогою відрізного пристрою 20 (фіг. 21). Перед закручуванням другого кінця 8 джгути 1, 3, 4 (фіг. 1, 3, 4) захоплюють затиском 21 (фіг. 22). Барабан 16 разом із пристроєм для закручуванням 14 повільно повертається щодо нерухомого джгута 1, 3, 4 убік другого кінця 8. Обертанням серги 13 пристрою для закручування 14 і барабана 16 формується гвинтова лінія при закручуванні другого кінця 8. Перед початком знімання джгута 1, 3, 4 пристрій для закручування 14 втоплюється всередину барабана 16. Знімання готового стропа здійснюється його переміщенням знімачами 22 до торця барабана 16 (фіг. 23). Під дією сили ваги строп падає на скошену поверхню підлоги і скочується в нагромаджувач стропів. Спосіб виготовлення, що заявляється, кільцевого джгута 1 може бути реалізований за допомогою пристрою для виготовлення разових стропів, що містить наступні елементи (фіг. 24). На кресленні 24 проставлені наступні позначення: 23 - Панель керування. 24 - Електрошафа керування технологічним процесом, для виготовлення кільцевого джгута 1, зображеного на фігурі 1, 2. 25 - Електрошафа керування технологічним процесом, для виготовлення інших типів джгутів. 26 - Електрошафа керування технологічним процесом, для виготовлення кільцевого джгута 3, зображеного на фігурі 3. 27 - Електрошафа керування технологічним процесом, для виготовлення кільцевого джгута 4, зображеного на фігурі 4. 28 - Командний кроковий шукач, призначений для керування технологічним процесом виготовлення кільцевого джгута 1, зображеного на фігурі 1, 2. 29 - Командний кроковий шукач, призначений для керування технологічним процесом виготовлення інших типів кільцевих джгутів. 30 - Командний кроковий шукач, призначений для керування технологічним процесом виготовлення кільцевого джгута 3, зображеного на фігурі 3. 31 - Командний кроковий шукач, призначений для керування технологічним процесом виготовлення кільцевого джгута 4, зображеного на фігурі 4. 32 - Реле рахунку імпульсів, встановлене в електрошафі керування 24. 33 - Реле рахунку імпульсів, встановлене в електрошафі керування 25. 34 - Реле рахунку імпульсів, встановлене в електрошафі керування 26. 35 - Реле рахунку імпульсів, встановлене в електрошафі керування 27. 36 - Датчик імпульсів обертання роликів протягувального пристрою. 37 - Датчик імпульсів обертання серги пристрою для закручування. 38 - Датчик імпульсів обертання ротора. 6 UA 104476 C2 5 10 15 20 25 30 35 40 45 50 55 39 - Датчик імпульсів спрацьовування відрізного пристрою. 40 - Датчик імпульсів обертання барабана. 41 - Датчик імпульсів обертання утримувача бунта. 42 - Утримувач бунта. 43 - Привод утримувача бунта. 44 - Привод обертання ротора. 45 - Гусак. 46 - Мінімізована роликоправильна машина (міні РПМ). 47 - Протягувальний пристрій зі згинаючими роликами. 48 - Привод протягувального пристрою. 49 - Гідроциліндр зачепа джгута. 50 - Датчик прямого ходу гідроциліндра 49. 51 - Датчик зворотного ходу гідроциліндра 49. 52 - Гідроциліндр переміщення знімачів. 53 - Датчик прямого ходу гідроциліндра 52. 54 - Датчик зворотного ходу гідроциліндра 52. 55 - Підпружинені ролики, встановлені в зоні формування джгута. 56 - Привод обертання серги пристрою для закручування. 57 - Привод обертання барабана. 58 - Гідронасос. 59 - Привод відрізного пристрою. Панель 23 призначена для включення потрібного режиму роботи, вибору виробництва потрібного типу джгута і вмикання-вимикання машини. Електрошафи керування 24-27, призначені для керування процесом навивки кільцевих джгутів. Вони забезпечують автоматичний режим виготовлення кількох типів кільцевих джгутів. Шафи 24-27 містять командні крокові шукачі 28-31, з'єднані через реле рахунка імпульсів 32-35 з датчиками імпульсів 36-41. Датчики імпульсів 36-41 установлені біля рухливих елементів машини. Утримувач бунта 42 із приводом 43 його обертання, призначений для установки і фіксування в ньому бунта 18. Він виконує функцію акумулювання витків матеріалу в безпосередній близькості від місця формування джгута. Ротор 19, із приводом 44 його обертання, із закріпленим на ньому приводним відрізним пристроєм 20, гусаком 45, з міні РПМ 46 із протягувальним пристроєм 47, оснащеними приводом 48 - призначений для відділення витків 17 від бунта 18 і намотування їх на барабан 16, створення зусилля натягу витків 5, для подання з вигином першого кінця 7 і відрізки катанки 6. Пристрій 21 для затиску і фіксування джгута приводиться в дію гідроциліндром 49. Гідроциліндр 49 оснащений датчиками кінцевого ходу 50, 51. Барабан 16 необхідний для намотування джгута. Він оснащений підпружиненим пристроєм для закручування 14, знімачами 22, з'єднаними зі штоком гідроциліндра 52, оснащеного датчиками кінцевого ходу 53 і 54, підпружиненими роликами 55, рознесеними по периметру барабана 16 у зоні 12 формування джгута і приводом 56 пристрою 14 для закручування кінців дроту. Обертання барабана 16 здійснюється від привода 57. Гідравлічна система машини містить гідронасос 58 і іншу гідроапаратуру. Кільцевий джгут 1, перший кінець якого вплетений у тіло джгута між витками стропа через кожний наступний виток, може бути виготовлений як у настроювальному, так і в автоматичному режимі. Для навивки кільцевого джгута 1 в автоматичному режимі тільки ротором 19 елементи машини повинні бути приведені у вихідний стан. Ротор 19 повинен знаходитися в кутовому положенні, показаному на фіг. 6, 8 з якого здійснюється подання першого кінця 7 дроту 6 у сергу 13 пристрою 14 для закручування кінців дроту. Секторний паз серги 13 пристрою для закручування 14 виступає з барабана 16 і розташовується строго вертикально нагору. Знімачі 22 відведені вправо від торця барабана 16 і їхні кінці не перекривають робочу зону 12. Бунт 18 катанки 6 вставлений в утримувач 42 бунта, а перший кінець 7 дроту заправлений у гусак 45 і проходить через ролики міні РПМ 46, протягувальний пристрій 47 і ножі відрізного пристрою 20. 7 UA 104476 C2 5 10 15 20 25 30 35 40 45 50 55 Пристрій 21 захоплення і затиску стропа розкритий і відведений убік від зони 12 формування джгута. Для виготовлення джгута 1 з панелі керування 23 запускається гідронасос 58 і кроковий шукач 28, розташований у електрошафі 24, що включає в роботу привод 48 протягувальних роликів 47 і привод 43 утримувача бунта 42 для обертання бунта 18 (фіг. 24). Здійснюється вигин катанки6 і подання її вигнутого кінця 7 у секторний паз серги 13 пристрою для закручування 14. Пристрій контролю довжини поданої катанки (датчик імпульсів 36) надсилає команди на реле рахунку імпульсів 32. При досягненні потрібного числа імпульсів, РРІ 32 видає сигнал на кроковий шукач 28, що відключає привод 43 утримувача бунта 42 і привод 48 протягу вального пристрою 47. Одночасно з зупинкою зазначених елементів кроковий шукач 28 включає в роботу привод 56 пристрою 14 для закручування кінців. Серга 13 робить один оберт, захоплюючи перший кінець 7 катанки 6, і зупиняється. Перший кінець 7, потрапляючи в западину 15 серги 13 пристрою для закручування загинається під прямим кутом до осі обертання серги. Унаслідок повороту серги 13 відповідне реле рахунка імпульсів 32 одержує сигнал від датчика імпульсів 37 серги і виробляє посилку на кроковий шукач 28. Кроковий шукач 28 включає в роботу привод 57 барабана 16, привод 44 ротора 19, привод 43 утримувача бунта 42 і привод 56 пристрою для закручування 14 - для намотування кільцевого джгута 1 на барабан з одночасним вплетениям першого кінця 7 катанки через кожний наступний виток стропа. Намотування джгута 1 здійснюється ротором 19 при нерухомому барабані 16. Ротор 19 і серга 13 пристрою для закручування 14 обертаються з однаковою частотою. Для запобігання наповзанню витків вузла закручення, барабан 16 обертають на соті частки обороту в хвилину, створюючи гвинтову лінію вузла закручення першого кінця 7 при його вплетенні. При досягненні потрібного числа обертів ротора 19, кількість яких відраховується за допомогою датчика 38 і реле рахунку імпульсів 32, кроковий шукач 28 подає команду на зупинку всіх чотирьох елементів машини, що обертаються. Одночасно з припиненням намотування джгута кроковий шукач 28 вмикає в роботу привод 59 відрізного пристрою 20 і подає команду на гідроциліндр 41 пристрою затиску 21 на захоплення і затиск джгута 1. Після затиснення джгута 1 подається команда на закручування другого кінця 8 стропа навколо джгута. Барабан 16 повільно повертається щодо нерухомого джгута 1 убік другого кінця 8, а серга 13 пристрою для закручення 14 обертається навколо джгута разом з кінцем 8 катанки, забезпечуючи разом з барабаном 16 утворення гвинтової лінії. Закінчення операції закручування визначається числом обертів серги 13 пристрою для закручування, котрі через датчик імпульсів 37 відраховуються реле 32 рахунку імпульсів. Серга 13 і барабан 16 встановлюються у вихідне положення. Кроковий шукач 28 подає команду на гідроциліндр 49 пристрою захоплення 21 на звільнення джгута 1. Про виконання цієї команди сигналізує датчик 51 кінцевого ходу гідроциліндра 49, передаючи сигнал на кроковий шукач 28. Кроковий шукач 28 вмикає в роботу знімачі 22 на зняття джгута 1 з барабана 16. При переміщенні знімачів 22 пристрій для закручування 14 втоплюється всередину барабана 16. Джгут 1 після сповзання з барабана 16 падає вниз і викочується з машини. Кроковий шукач 28 подає команду на повернення механізмів у вихідний стан. По цій команді знімачі 22 відходять назад, пристрій для закручування 14 піднімається нагору, займаючи колишнє положення, при якому серга 13 виступає з барабана 16 назовні, а барабан 16 повертається у вихідне кутове положення. При навивці стропа 1 ротором 19 і барабаном 16 при їх одночасному зустрічному обертанні число обертів за хвилину ротора і барабана повинне бути у два рази менше числа обертів серги 13 пристрою для закручування 14. Для утворення гвинтової лінії закручення першого кінця 7 частота обертання барабана 16 повинна на соті частки перевищувати частоту обертання ротора 19. При виготовленні кільцевого джгута 3, перший кінець 7 якого закріплений за дріт 6 першого витка 9, необхідно виконувати додаткову операцію заклинювання першого витка 9 на барабані 16, для наступного нарощування тіла джгута 3. Операція заклинювання здійснюється за рахунок додаткового переміщення знімачів і наявності на них скошених ділянок. Описаний пристрій дозволяє виготовляти кільцеві джгути машинним способом в автоматичному режимі. Устаткування є універсальним, тому що допускає формування чотирьох і більш типів кільцевих джгутів, різними способами. Принципова відмінність джгутів складається у формі закріплення їхнього першого кінця. У виробі перший кінець може закріплюватися за нитку першого витка катанки (фіг. 3), може бути закріплений між витками стропа (фіг. 1, 2) чи закручений за тіло джгута (фіг. 4). Відповідно до конструкції стропа, закріплення першого кінця катанки на машині може здійснюватися: до формування тіла джгута, під час його формування чи після формування. 8 UA 104476 C2 5 10 15 20 25 30 35 40 45 50 55 60 Нарощування тіла джгута в машині здійснюється двома елементами: ротором і барабаном. Робота цих елементів у результаті дає різні комбінації формування джгута, а саме: навивка тіла джгута ротором, при нерухомому барабані (фіг. 16); накрутка барабаном, при нерухомому роторі (фіг. 17); чи одночасне обертання ротора і барабана (фіг. 18). Формування тіла джгута одночасним обертанням ротора і барабана в процесі закручування першого кінця дає високу продуктивність процесу, скорочуючи цикл виготовлення стропа. Граничним параметром способу, не включеним у формулу винаходу, виступає частота і напрямок обертання бунта, закріпленого в утримувачі. При намотуванні джгута тільки ротором частота обертання бунта визначається по формулі: у=(р+б)(lу–lб)/lу; об/хв (1) Барабан повертається на невеликий кут для утворення гвинтової лінії скрутки. При нерухомому роторі і барабані, що обертається, частота обертання бунта розраховується з формули: у=бlб/lу; об/хв (2) де, у - частота обертання утримувача бунта, об/хв; р - частота обертання ротора, об/хв; lб - довжина витка намотуваного на барабан, мм; б - сумарна частота обертання барабана, що враховує частоту його обертання при нарощуванні тіла джгута і частоту повороту барабана для утворення гвинтової лінії скрутки, об/хв; ly - довжина витка катанки в бунті встановленому в утримувач бунта, мм. Напрямок обертання бунта визначається наступними факторами. При формуванні джгута ротором і барабаном, що обертаються, утримувач бунта повинен робити оберти убік розмотування бунта. При навивці джгута ротором, що обертається, на барабан, що обертається, необхідно визначити витрату катанки, що навивається на барабан. Якщо ця витрата за кожен оберт ротора менше, ніж довжина одного витка в бунті, то утримувач бунта повинен обертатися убік підмотування бунта. Цим усувається наростання запасу (надлишку) катанки, утвореного на кожному витку, при його захопленні гусаком ротора. Якщо загальна витрата катанки (при намотуванні джгута ротором на барабан, що обертається) буде більшим, ніж довжина витка в бунті, то утримувач бунта повертають убік розмотування бунта. Частота обертів бунта при намотуванні джгута ротором і барабаном, що обертаються, визначається по формулі: у=рlу-lб(р+б)/lу; об/хв (3) де, у - частота обертання утримувача бунта, об/хв; р - частота обертання ротора, об/хв; б - сумарна частота обертання барабана, що враховує його обертання при нарощуванні тіла джгута і частоту повороту барабана для утворення гвинтової лінії скрутки, об/хв; ly - довжина витка катанки в бунті, мм; lб - периметр окружності барабана встановленого в утримувач бунта, мм. Для конкретного прикладу виготовлення кільцевого джгута 1 діаметром 750 мм із катанки діаметром 6,5 мм, з числом витків у джгуті - 8 штук, з довжиною першого 7 і другого 8 кінців, рівних 500 мм із кроком закручення кінців 7 і 8-34 мм, параметри роботи основних елементів машини складають наступні значення. Число витків закручування першого кінця - 7 штук; другого кінця 4, 5 штуки. При виготовленні кільцевого джгута 1 частота обертання ротора 19 (при намотуванні джгута тільки ротором) складає 75 об/хв. Частота обертання барабана 16 для створення гвинтової лінії закручення першого кінця 7-1,085 об/хв. Частота обертання серги 13 пристрою для закручення 14 складає 75 об/хв. Частота обертання утримувача бунта з бунтом 18 складає 24,21 об/хв убік його нагромадження (при діаметрі витків катанки в бунті, рівному 1100 мм). При виготовленні кільцевого джгута 1 намотуванням ротором 19 і барабаном 16, частота обертання елементів машини складає: ротора 19-75 об/хв; барабана 16-76 об/хв; серги 13 пристрою для закручування - 150 об/хв; утримувача бунта 42-28,01 об/хв убік його розмотування. Розрахунки здійснюються, виходячи з наступних співвідношень. При намотуванні джгута 1 ротором 19 (барабан 16 повертається тільки для утворення гвинтової лінії скрутки) частота обертання бунта 18 визначається формулою (1). Підставивши наступні числові значення р=75 об/хв; б=1,085 об/хв; ly=3456 мм; lб=2356 мм для виготовлення джгута 1 одержимо: у=(75+1,085)(3456-2356)/3456=+24,21 об/хв 9 UA 104476 C2 5 10 15 20 25 30 Для виготовлення джгута 1 при намотуванні ротором 19 і барабаном 16 частота обертання бунта 18 визначається по формулі (3). Підставивши наступні числові значення р=75 об/хв; б=76,1 об/хв; ly=3456 мм; lб=2356 мм одержимо: у=[75×3456-2356(75+76,1)]/3456=(259200-355991)/3456=-28,01 об/хв Таким чином, при здійсненні винаходу, який заявляється, досягається висока технологічність конструкції кільцевого джгута. За рахунок цього механізується процес виробництва кільцевого джгута і скорочується цикл його виготовлення. Джерела інформації: 1. А.А. Вайнсон и А.Ф. Андреев "Крановые грузозахватные устройства", довідник, М: Машиностроение, 1982, стор. 102-106. 2. М.С. Гришин і О.А. Смоляков. Патент України № 35640С2 "Замкнутий скручений джгут та спосіб його виготовлення", кл. 7 В66С 1/1, D07B 7/14, опубл. у Бюл. № 3, 16.04.2001 р. 3. Звіт про НДР 9026/0083 "Исследование и разработка технологического процесса доставки морским путем экспортным потребителям пакетов сортового и фасонного проката и разработка документации на их изготовление и эксплуатацию", НИИАЧермет, кер. роботи к.т.н. П.Г. Паров, № держ. Реєстрації 01.90.0043278, Дніпропетровськ, 1990 р., стор. 190-191, 20, 11-12. 4. М.С. Гришин. Патент України № 30128С2 "Спосіб обв'язки пакета прокату", кл. 7 В65В 13/28, опубл. у Бюл. № 6 16.07.2001 р. ФОРМУЛА ВИНАХОДУ 1. Кільцевий джгут, який виконаний з витків безперервного дроту, з першим і другим закріпленими кінцями, причому другий кінець дроту закріплений закручуванням навколо джгута, який відрізняється тим, що перший кінець дроту закріплений між витками стропа закручуванням перехльостом першого кінця з наростаючими витками джгута. 2. Спосіб виготовлення кільцевого джгута, який включає подання першого кінця дроту в зону формування, захоплення і його утримування, намотування дроту на барабан послідовним відділенням витків дроту від живильника ротором, що обертається, до заданої кількості витків, його зупинку у вихідне положення, розрізку дроту і закручування другого кінця дроту навколо джгута, який відрізняється тим, що подання першого кінця дроту в зону формування виконують одночасно з його загином, намотування дроту здійснюють обертанням барабана назустріч рухомому ротору, а закручування першого кінця дроту забезпечують на будь-якій стадії формування стропа перехльостом першого кінця з наростаючими витками джгута. 10 UA 104476 C2 11 UA 104476 C2 12 UA 104476 C2 13 UA 104476 C2 14 UA 104476 C2 15 UA 104476 C2 16 UA 104476 C2 17 UA 104476 C2 18 UA 104476 C2 19 UA 104476 C2 20 UA 104476 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 21
ДивитисяДодаткова інформація
Автори англійськоюHryshyn Mykola Saveliiovych
Автори російськоюГришин Николай Савельевич
МПК / Мітки
МПК: B65B 13/28, B66C 1/12
Мітки: джгут, кільцевий, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/23-104476-kilcevijj-dzhgut-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Кільцевий джгут і спосіб його виготовлення</a>
Замкнутий скручений джгут та спосіб його виготовлення
Номер патенту: 35640
Опубліковано: 16.04.2001
Автори: Смоляков Олександр Андрійович, Гришин Микола Савелійович
Мітки: виготовлення, джгут, спосіб, замкнутий, скручений
Формула / Реферат:
І. Замкнутий свитой жгут, содержащий незамкнутые элементы, выполненный из непрерывной нити гибкого материала с первым и вторым заделанными концами, причем второй конец нити закреплен к жгуту, отличающийся тем, что он содержит замкнутый и свитые элементы, соединенные с нитью незамкнутых элементов.2. Жгут по п. 1, отличающийся тем, что замкнутый элемент образован первым концом нити.3. Жгут по п. 1, отличающийся тем, что...
Спосіб виготовлення хомутів для транспортування довгомірного прокату
Номер патенту: 54149
Опубліковано: 25.10.2010
Автори: Максаков Анатолій Іванович, Максакова Анна Анатоліївна, Алімов Валерій Іванович
МПК: B65B 13/00
Мітки: спосіб, виготовлення, транспортування, хомутів, довгомірного, прокату
Формула / Реферат:
Спосіб виготовлення з бунту катанки хомутів для транспортування довгомірного прокату, що включає перемотування катанки на один і той же діаметр, відокремлення витків від бунту і скріплення їх спіральною завивкою, який відрізняється тим, що катанку перед відокремленням витків додатково деформують розтягуванням із натягом, що перевищує межу текучості матеріалу катанки і не перевищує межу його міцності.
Спосіб виготовлення з бунта катанки хомута для транспортування прокату
Номер патенту: 86902
Опубліковано: 25.05.2009
Автори: Коваленко Борис Михайлович, Максаков Анатолій Іванович, Алімов Валерій Іванович
МПК: B65B 13/00
Мітки: катанки, хомута, транспортування, бунта, прокату, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення хомута з бунта катанки для транспортування прокату, що включає відділення витків від бунта і скріплення спіральною завивкою їх кінців, який відрізняється тим, що катанку в бунті перед відділенням витків деформують перемотуванням на барабан постійного діаметра.
Спосіб виготовлення кільцевого теплообмінника і кільцевий теплообмінник, виготовленний цим способом
Номер патенту: 45480
Опубліковано: 15.04.2002
Автори: Доусон Девід Ентоні, Освальд Джеймс Ян
МПК: F28D 9/00
Мітки: цим, теплообмінника, спосіб, кільцевого, теплообмінник, виготовлення, способом, виготовленний, кільцевий
Формула / Реферат:
1. Спосіб виготовлення кільцевого теплообмінника (10), який включає формування першого суцільного листа (12) матеріалу з першою поверхнею (16) і другою поверхнею (18), формування другого суцільного листа матеріалу (14) з третьою поверхнею (20) і четвертою поверхнею (22), скручування першого (12) і другого (14) суцільних листів разом у спіраль з утворенням між першою поверхнею суцільного листа матеріалу і третьою поверхнею другого суцільного...
Джгут кровоспинний

Номер патенту: 5605
Опубліковано: 15.03.2005
Автори: Луцук Олексій Спиридонович, Дем'яненко Василь Васильович
МПК: A61F 13/00
Мітки: кровоспинний, джгут
Формула / Реферат:
Джгут кровоспинний, що виготовлений у вигляді стрічки з пружно-еластичного матеріалу, наприклад гуми, і оснащений засобами фіксації на кінцях, який відрізняється тим, що стрічка на всьому протязі виконана з місцями звужень і розширень по ширині, геометричні розміри якої в місцях звужень і розширень співвідносяться як 3 : 5, а відстань між сусідніми піками максимальних звужень і розширень відповідно складає з кожного краю 100 мм.
Попередній патент: Спосіб одержання білкового борошна із макухи олійного насіння
Наступний патент: Реактор газифікації
Випадковий патент: Фенестрований самофіксивний ендопротез для хірургічного лікування аневризм аорти