Свердловинний пристрій
Формула / Реферат
1. Центратор, що має першу і другу протилежні кінцеві муфти, розділені по осі множиною пружних дуг, в якому перша група дуг простягається від першої кінцевої муфти суттєво паралельно осі на першу відстань, перш ніж простягатися по загалом опуклій кривій ділянці у другу кінцеву муфту, а друга група дуг простягається по загалом опуклій кривій ділянці від першої кінцевої муфти у суттєво паралельну осі ділянку поблизу другої кінцевої муфти так, що криві ділянки першої та другої групи дуг зміщено поздовжньо відносно одна одної, через що центратор виконано як одне ціле.
2. Центратор за п. 1, який має звичайний циліндричний бандаж, що має щонайменше одну дугоподібну частину з протилежними кінцевими частинами, причому кінцеві частини з'єднано з'єднувальною частиною, що має пару плечових частин, які простягаються на відповідних сторонах тіла з'єднувальної частини, причому периферичні кінці плечових частин простягаються в кінцеві частини, тіло з'єднувальної частини має частину для зачеплення з нею інструмента, через що обертання тіла з'єднувальної частини інструментом змінює розмір центратора, центратор також має засоби зчеплення для закріплення плечових частин відносно суміжних кінцевих частин, щоб його заблокувати.
3. Центратор за п. 2, який має множину дугоподібних частин, кожна з яких має відповідні кінцеві частини, і відповідну множину з'єднувальних частин.
4. Центратор за п. 2, в якому з'єднувальні частини взагалі мають S-подібну форму.
5. Центратор за п. 2, в якому дугоподібна частина або кожна дугоподібна частина має подовження для утворення напрямних для обмеження бічних рухів плечових частин.
6. Центратор за п. 5, в якому напрямні мають зубці для взаємодії з відповідними зубцями на плечових частинах, утворюючи засоби зчеплення.
7. Центратор за п. 2, який має суттєво круглу форму з віссю, дугоподібна частина або кожна дугоподібна частина має першу вісесиметричну ширину, а плечові частини мають другу вісесиметричну ширину, що є меншою, ніж перша ширина.
8. Центратор за будь-яким попереднім пунктом, що виконаний з мікролегованої сталі.
Текст
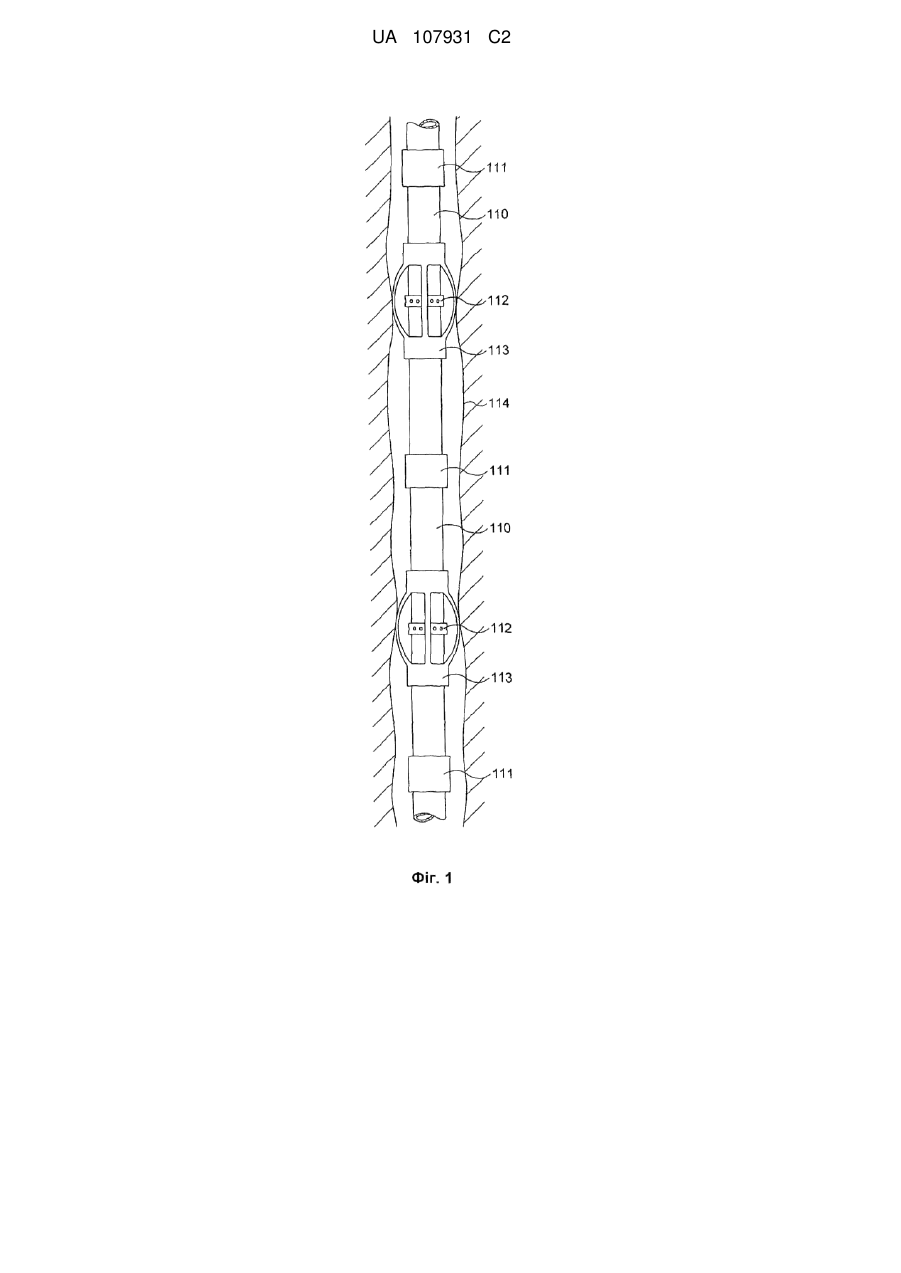
Реферат: Центратор має протилежні кінцеві муфти, розділені по осі множиною пружних дуг. Криві ділянки дуг зміщені для того, щоб знизити початкову контактну силу. Центратор виконано як одне ціле. UA 107931 C2 (12) UA 107931 C2 UA 107931 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить свердловинних пристроїв, більш конкретно, але не виключно, таких пристроїв, які застосовують при видобутку нафти та/або газу. Деякі втілення винаходу стосуються стопорних муфт або подібних пристроїв. Деякі інші відносяться до центраторів. Стопорні муфти застосовують в свердловинних середовищах, наприклад, у нафтовій і газовій промисловості, для встановлення навколо трубчастого елемента, такого як відрізок труби, бурильна колона або колона насосно-компресорних труб, для зачеплення і закріплення на поверхні трубчастого елемента. Стопорні муфти створюють стопорний виступ на трубчастому елементі для обмеження вертикального переміщення вздовж трубчастого елемента будь-яких додатково приєднаних пристроїв, наприклад центратора, тобто пристроїв, змонтованих на поверхні трубчастого елемента. Як відомо фахівцям у цій галузі, стопорну муфту, яку іноді називають стопорним кільцем або подібними термінами, звичайно застосовують для обмеження вертикального переміщення пристроїв, таких як центратори і не тільки, які змонтовано на трубчастих елементах обсадних труб. Центратори - це пристрої, які встановлюють на трубчастий елемент, як зазначено вище, і які мають зовнішню оболонку, призначену контактувати зі свердловиною для того, щоб загалом утримувати трубчастий елемент від контакту зі свердловиною і в ідеалі для його центрування в свердловині. Конструкція стопорної муфти повинна забезпечити її вільну посадку на труби, зовнішні діаметри яких виходять за межі допусків. Слід нагадати, що згідно з API 5CT Американського Інституту Нафти допустиме відхилення зовнішнього діаметра труби складає "номінальний діаметр +1 %". Практично найбільш поширені розміри труб - це "дев'ять і п'ять восьмих" (9-5/8 дюйма, тобто, 24,47 см), можливі розміри зовнішнього діаметра від 24,47 см до 26,92 см (9,625 дюйма до 9,721 дюйма). У будь-якій конструкції необхідно враховувати цей допуск, як передумову для прикладання достатнього навантаження, щоб отримати потрібне обмеження осьового навантаження. У багатьох сучасних стопорних муфтах або схожих пристроях, якими користуються для створення опору осьовому навантаженню, застосовують різні методи часткового проникнення в поверхню трубчастих елементів під дією локально прикладеного осьового навантаження. В двох найбільш поширених методах використано загартовані стальні ґвинти, розміщені радіально по всьому колу стопорної муфти, і вставками із зміцненої сталі затиснутими між стопорною муфтою і поверхнею труби. Проникнення в поверхню трубчастого елемента створює значні сліди, які призводять до концентрації напружень і розтріскування від корозії під напруженням, коли труба знаходиться в робочому середовищі. В трубчастих елементах, які складаються зі сплаву, що містить, наприклад, хром, звичайно 13 % або більше, гальванічна корозія між ґвинтами із загартованої сталі і поверхнею хромованого сплаву посилює інтенсивність ресурсних відмов труби. Сучасні пристрої не в змозі витримувати осьові навантаження, що наближаються до допустимого навантаження відповідних деталей, які вони повинні витримувати в заданому положенні, тобто, центратори, що працюють на розтягнення або стиснення. Збільшення кількості радіально розташованих ґвинтів або клинів значно підвищує потенціал корозії при напруженнях. Користувачі прагнуть підтримувати рівновагу між бажаною можливістю осьового утримання та посиленням корозії від напружень. Ще однією проблемою є монтаж стопорної муфти на трубчастий елемент, оскільки на промисел часто направляють некваліфіковану робочу силу. Це звичайна практика, коли монтаж, наприклад ґвинтів, виконують без врахування прикладаних крутильних моментів, або чи різьбу відповідно змащено. Останній момент є небезпечним тим, що ґвинти часто розколюються, через неправильний крутильний момент, що непомітно для персоналу, який виконує монтаж. Результат, можливо, призводить до ще меньшої здатності осьового утримання трубчастого елемента під час переміщення його в робоче положення. За відсутності інших умов, ґвинти мають бути досить невеликими для встановлення з відповідним кільцевим зазором, що утворюється між трубчастим елементом, на якому вони прикріплені, і стовбуром свердловини або внутрішнім діаметром раніше встановленої більшої труби. Такі ґвинти - то звичайно установні ґвинти розміром 1,27cm * 1,27 см (1/2 χ 1/2 дюйма) з глибокими гніздами під торчовий ключ і тільки 0,635cm (1/4 дюйма) під ключ шестигранної форми. Шестигранні гаєчні ключи маленькі, мають дуже короткий термін експлуатації і їх не заміняють доки кути шестигранної форми не згладяться такою мірою, що будь-який обертальний момент буде недостатнім для необхідного затягування ґвинта. Виступ ґвинтів або клиновидних пристроїв за межі зовнішнього діаметра основної частини стопорної муфти значно обмежує використання традиційних стопорних муфт у вузьких 1 UA 107931 C2 5 10 15 20 25 30 35 40 45 50 55 60 кільцевих конфігураціях, що існують між трубчастими елементами на якому кріпляться стопорні муфти та свердловиною або внутрішнім діаметром раніше встановленою більшої труби. Вищезгадана практика конструювання технологічних частин конструкцій стопорних муфт може призвести до втрати частин стопорної муфти, або пов'язаних з нею компонентів, які потрапляють в свердловину. Це розглядається як катастрофічна ситуація в галузі. Проблеми також виникають з центраторами, коли стовбур свердловини в верхній частині, як правило, має менший перетин, ніж у нижній частині, де центратору потрібно діяти. Очевидно, центратор повинен пройти верхню частину без ушкоджень, і, не вимагаючи занадто великого контактного зусилля. Два обмеження, звичайно, можуть бути взаємопов'язані. Один такий сценарій стосується так званих "розширених" стовбурів свердловини. Це відбувається, наприклад, коли стовбури свердловин "відкриті" в зоні, що знаходиться нижче, ніж раніше встановлений трубчастий елемент. У одному з прикладів, коронка бура проходить 21,68 см (8,535 дюйма) внутрішнього діаметра раніше встановленого трубчастого елемента діаметром 24,45 см (9-5/8 дюйма), а потім її обертають не концентрично для утворення діаметра 24,13 см (9,5 дюйма). Таким чином, центратор потрібен, щоб підходити до номінальному розміру 24,13cm (9,5 дюйма) свердловини для центрування трубчастого елемента в ній, але він також потрібен, щоб пройти 21,58 см (8,535 дюйма) діаметр верхньої частини трубчастого елемента. По-перше, запропоновано суцільний пристрій для встановлення на трубчастий елемент свердловини, який складається зі звичайного циліндричного бандажа, що має щонайменше одну дугоподібну частину з протилежними кінцевими частинами, причому кінцеві частини з'єднано з'єднувальною частиною з парою плечових частин, які простягаються на відповідних сторонах тіла з'єднувальної частини, периферичні кінці плечових частин простягаються в кінцеві частини, тіло з'єднувальної частини, що має конструкцію для зачеплення з нею інструмента, через що обертання тіла з'єднувальної частини змінює розмір пристрою, пристрій також має засоби зчеплення для закріплення плечових частин відносно суміжних кінцевих частин, щоб заблокувати пристрій. Пристрій може мати множину дугоподібних частин, кожна з яких має відповідні кінцеві частини, і відповідну множину з'єднувальних частин. З'єднувальні частини взагалі можуть мати S-подібну форму. Дугоподібні частини можуть мати подовження для утворення напрямних для обмеження бічних рухів плечових частин. Напрямні можуть мати зубці для взаємодії з відповідними зубцями на плечових частинах, утворюючи засоби зчеплення. Пристрій може бути суттєво круговим з віссю, дугоподібна частина або кожна дугоподібна частина має першу осесимметричну ширину, а плечові частини мають другу осесимметричну ширину, що є меншою, ніж перша ширина. Пристрій може бути виготовлено з мікро-легованої сталі. Наприклад, сталь може бути боровмісною. По-друге, запропоновано стопорні муфти або схожий пристрій, який пристосовано для встановлення навколо трубчастого елемента, такого як відрізок труби, бурильної колони або колонна насосно-компресорних труб для затискання на поверхні трубчастого елемента і обмеження осьових переміщень будь-яких додатково приєднаних пристроїв, які змонтовано на поверхні трубчастого елемента і вздовж його, пристрій відрізняється тим, що конструкцію стопорної муфти і засоби для радіального затискання трубчастого елемента, виготовлено із суцільного листа матеріалу. По-третє, запропоновано спосіб закріплення суцільної стопорної муфти на трубчастих елементах, який полягає в ковзному переміщенні стопорної муфти на трубчастому елементі в потрібне місце та обертанні частини стопорної муфти для затягування муфти тугіше на трубчастому елементі. Наприклад, по старій технології, там де дозволяє достатня кільцева ширина, намагалися затягнути відкриті кінці стопорної муфти бандажами або кільцем разом, наприклад, болтами і гайками. Бажання змінити розгорнуту окружну довжину вимагає, щоб мало місце ковзне переміщення між внутрішнім діаметром стопорної муфти і поверхнею трубчастого елемента, до якого вона будучи прикріпленою, ще досягає високих радіальних навантажень. Зрозуміло, що два бажання суперечливі. По-четверте, центратор має першу і другу протилежні кінцеві муфти, які відокремлено вздовж осі множиною пружних дуг, пружні дуги утворюють в цілому опуклу криву, причому перші дуги простягаються від першої кінцевої муфти суттєво паралельно геометричній осі на першу відстань, а далі - по кривій до другої кінцевої муфти, а другі дуги простягаються криволінійно від 2 UA 107931 C2 5 10 15 20 25 30 35 40 45 50 55 60 першої кінцевої муфти і до суттєво паралельної геометричній осі частини біля другої кінцевої муфти, причому центратор виготовлено з єдиного листа матеріалу. Матеріалом може бути мікро-легована сталь. Мікро-легована сталь може бути боровмісною. Одна або обидві муфти центратора може бути виконано відповідно до першого аспекту винаходу. Далі запропоновано пристрій для розташування на трубчастому елементі, а саме пристрій, що має бандаж або муфту і множину пружних осьових виступів для розподілення зосередженого навантаження. Приклади втілення винаходу будуть далі описані з посиланнями на додані креслення для кращого розуміння винахід. На кресленнях: фіг. 1 - схема типового розташування трубчастого елемента, розташованого на геометричній осі свердловини. фіг. 2 - перспективний вигляд стопорної муфти в першому конструктивному варіанті. фіг. 3 - перспективний вигляд стопорної муфти в другому конструктивному варіанті. фіг. 4 - перспективний вигляд першого конструктивного варіанту центратора; фіг. 5 - приклад заготовки для виготовлення центратора за фіг.4. фіг. 6 - діаграма сили уведення центратора згідно з винаходом у порівнянні з відомим центратором. фіг. 7 - другий конструктивний варіант центратора. фіг. 8 -деталь центратора за фіг. 7. фіг. 9-20 - інші конструктивні варіанти центраторів. фіг. 21 ілюструє конструктивне втілення центратора із зміщеною дугою, яке вимагає меншої сили уведення порівняно із звичайними дуговими центраторами. На фігурах, показані такі самі позначення посилань, як і на частинах. Посилаючись до Фіг. 1, трубчастий елемент утворено з множини відрізків 110 з'єднаних між собою муфтами 111. Як відомо, центратор 113 підтримується на кожному відрізку 110 з допомогою відповідних стопорних муфт 112. Кожен центратор 113 розташовано для підтримки трубчастого елемента, який утворено з трубчатих відрізків 110, всередині стовбура свердловини 114, так щоб трубчастий елемент був розташований суттєво центрально. Посилаючись до Фіг.2, конструктивне втілення стопорної муфти 1 - широкий звичайний циліндричний бандаж, який виготовлено із суцільного листа матеріалу. Муфта 1 має три дугоподібні частини 10, 20, З0, які мають відповідні протилежні кінцеві частини 10а, 10б, 20а, 20б, 30а, 30б. Кінцеві частини 10а, 10б, 20а, 20б, 30а, 30б пов'язані одна з однією відповідними з'єднуючими частинами 40, 50 60. Кожна з'єднуюча частина 40, 50, 60 має відповідну пару вузьких плечових частин 41,42; 51,52; 61,62, які простягаються на відповідних сторонах істотно кругової частини тіла 45, 55, 65. З'єднання частин 40, 50, 60 з їх плечовими частинами 41,42; 51,52; 61,62 описують взагалі S-подібною формою в наданій конфігурації, а кінцеві частини 10а, 10б, 20а, 20б, 30а, 30б взагалі відповідають зовнішній формі з'єднуючих частин 40, 50, 60. Звичайно, можливі інші форми, наприклад, Z-подібні форми. Плечова частина 42 простягається вниз (як показано) від вирізу в місці 43 кінцевої частини 20а другої дугоподібної частини 20, і тягнеться в цій конфігурації паралельно верхній окружності 2 муфти 1. Кінцева частина 10б першої дугоподібної частини 10 простягається до подовження 11 утворюючи окружний палець 11. Палець 11 служить для часткового обмеження прилеглої плечової частини 42, щоб запобігти бічним рухам і, як наслідок, деформуванню муфти 1. Запропоновані засоби зчеплення дозволяють заблокувати муфту 1. У цьому варіанті палець 11 має нижню (як показано) поверхню 11а, яка прилягає до верхньої (як показано) поверхні 42а плечової частини 42. Палець 11 має зубчастий виступ 12 на нижній поверхні 11 і плечова частина 42 має зубчастий виступ 44 на верхній поверхні 42а, для створення засобу зчеплення закріплюючи палець 11 до плечової частини 42. Такий же механізм запропоновано на кожній плечовій частини 41, 42, 51,52; 61,62. Кругові частини тіла 45, 55, 65 маютьформу під інструменти. У цьому варіанті конструкція має шестикутний отвір 70 розмір якого підігнаний до шестигранного ключа. При використанні, стопорну муфту 1 встановлюють і закріпляють на трубчастому елементі за рахунок ковзного переміщення стопорної муфти 1 по трубчастому елементу до потрібного місця, і обертання частини тіла 45,55,65 одне за одним стягують муфту в туге зчеплення на трубчастому елементі. Стан зчеплення підтримується взаємоблокуванням зубців на зубчастих виступах у вигляді храпового механізму. В цілому, запропоновано круговий бандаж з радіально розташованими формами вирізів, кожна з яких може закручуватися або рухатися для стягування прилеглих площин ближче одна до одної, щоб змінити в загалі окружну довжину стопорної муфти послідовно незначними 3 UA 107931 C2 5 10 15 20 25 30 35 40 45 50 55 60 кроками для пригонки до допустимого діаметра трубчастого елемента. Наступна додаткова умисна зміна форми або рух призводить до зростання внутрішнього радіального навантаження, яке в сумі забезпечує достатню контактну силу між внутрішнім діаметром стопорної муфти і трубчастого елемента, до якого вона прикріплена, для надійної експлуатації. Кількість вирізаних форм не є вирішальним для винаходу. В різних втіленнях інша кількість ніж три може бути запропонована відповідно до базового діаметра трубчастого елементу, ступеня допусків при виробництві трубчастих елементів, які розглядаються, і необхідного рівня спроможності осьового утримання змонтованого пристрою. На додаток до рішення проблеми відомих конструкцій стопорних муфт, які обговорювались вище, варіанти конструкцій забезпечують можливість розміщення на різні діаметри які існують для трубчастих елементів через виробничі допуски на труби. Сегментарна конструкція форми вирізу цього винаходу, може локально деформуватися на кожному сегменті щоб пропорційно зменшити або усунути несумісні радіальні і окружні навантаження. Кручення або рух разом сегментарної форми може бути здійснено, наприклад, обмеженим збільшенням шестигранного гаєчного ключа, наприклад, до 12 мм по діагоналі, на відміну до старої технології зі звичайними затискними Гвинтами з розміром 6 мм під шестигранний ключ. Руйнування ключа, окрім як природним зносом, малоймовірно. В одному з варіантів матеріал для стопорної муфти вибрано термічно-оброблений для поліпшення, наприклад, характеристик міцності при зсуві і розтягу секцій. Так міцність при термообробці може бути близько 90 тонн на квадратний дюйм. Сегментні форми вирізів можуть бути змінені відповідно при проектуванні, виготовленні, на місці монтажу або для виконання експлуатаційних вимог. Пристрій може бути виготовлено з недостатнім внутрішнім діаметром відносно діаметра трубчастих елементів, для встановлення на яких він призначений. В цьому випадку радіально розташовані форми вирізів можуть бути сегментарно відкриті у зворотному напрямку щоб розширити стопорну муфту для зручного монтажу на трубчастий елемент. Внутрішній діаметр стопорної муфти може бути покритий, деформований або механічно оброблений щоб отримати, наприклад, низькі напруження в точках прикладення навантаження для створення бажаного збільшення тертя між внутрішнім діаметром модифікованої стопорної муфти і поверхнею трубчастого елементу, до якого вона прикріплена. В умовах гальванічної корозії або корозії під напруженням, яких слід уникати, внутрішній діаметр, скажімо, сталева стопорна муфта або кільце основного корпусу можуть бути покриті шаром відповідного матеріалу, щоб вирішити ці проблеми. Прикладом покриття можуть бути, але не обмежуючись, цинк або алюміній. На відміну від відомих конструкцій, зазначене втілення дозволяє стопорною муфтою щільно обжати зовнішній діаметр трубчастого елемента, до якого вона прикріплена, а також: - має гладенький зовнішній діаметр без зовнішніх виступів, які можуть перешкоджати вільному проходу у свердловині, - полегшує використання у вузьких кільцевих просторах між трубчастим елементом і стовбуром свердловини або раніше встановленого більшого трубчастого елемента, - плюс, мінімізувати перешкоди потоку рідини у площі перерізу сформованого таким чином кільцевого простору. На Фіг. 3 показано другий варіант, в якому шестикутний отвір замінено різними конфігураціями, а саме, трьома невеликими отворами 80, розташованими в ряд. Інші конфігурації будуть легко уявлені фахівцями. Хоча методика винаходу показана у використанні стопорної муфти, вона також застосовується і до інших компонентів, якими користуються в подібному контексті. Посилаючись на Фігуру 4, суцільний центратор 200 має першу і другу протилежні кінцеві муфти 210,220, які розділені вздовж осі множиною пружних дуг 240-245. Кожна пружна дуга утворює взагалі опуклу криву. Перший тип дуг 241,243,254 простягається від першої кінцевої муфти 210 з відповідними частинами 241а, 243, 245а суттєво паралельно осі на першому відрізку перед простяганням в безперервно зігнуті частини 241b, 243b, 245В до другої кінцевої муфти 220. Другий тип дуг 240, 242, 244 простягається до відповідно вигнутих частин 240В, 242b, 244b від першої кінцевої муфти 210 і переходять до суттєво паралельно осі частини 240А, 242а, 244а до другої кінцевої муфти 220. У цьому варіанті кінцеві муфти гладкі, і центратор сформовано разом зі стопорною муфтою. Однак, в інших варіантах - див., наприклад, Фіг. 7 та 8, кінцеві муфти, виконано подібно муфті на Фіг. 2. У ілюстрованому варіанті конструкції є 6 дуг, розділених на дві групи по три, в окружному напрямку - дуга першого типу розташована за дугою другого типу, яка розташована за дугою 4 UA 107931 C2 5 10 15 20 25 30 35 40 45 50 55 60 першого типу. Ефект полягає в вельми істотному зниженні (близько 45 %) початкової контактної сили по діаметру, який менше, ніж вільний зовнішній діаметр над дугами. Центратор в описаному конструктивному варіанті має дуги рівної довжини, а це означає, що він може бути зроблений з єдиної заготовки, приклад якої зображений на Фігурі 5. Посилаючись на Фіг. 5, заготовка 300 виготовлена з єдиного листа боровмісної сталі. Заготовка має дві перпендикулярно-переплетені частини 302, 303 розділеними одна від одної шістьма поздовжніми частинами переплетення - 304, які простягаються суттєво паралельно одна одній і перпендикулярно переплетенням 302, 303. Перша і друга поперечні частини переплетення 302, 303, взагалі прямокутної форми, взаємно паралельні. Шість поздовжніх частин переплетення-304 проходять між поперечними частинами переплетень-302, 303 розділяються між собою п'ятьма отворами 309 однакового розміру. Зовнішні поздовжні частини переплетення 304 - це вирізи на кінцях поперечних частин переплетення - приблизно на половину ширини отворів 309, для того щоб залишити вільними кінцеві частини 310, 311 поперечних частин переплетення. Вільні кінцеві частини, за першим конструктивним варіантом центратора, закріплені внакладку разом так, що кожна перша кінцева частина 310 перекриває відповідну другу кінцеву частину 311, внаслідок чого центратор приймає форму звичайного циліндричного пристрою. В інших конструктивних варіантах довжина вільних кінцевих частин більше, і в цих варіантах вільні кінцеві частини виконано як з'єднувальні пристрої. Частини переплетення 302, 303 утворюють муфти 210, 220 на Фіг. 4. Поздовжні частини переплетення 304 - утворюють дуги 240-245 на Фіг. 4. Процес згину виконується на дугах до досягнення конфігурації на Фіг. 4. Звичайно, слід зрозуміти, що це виключно заготовка для зразка і використовується тут ілюстративно. Боровмісна сталь - це лише один із прикладів матеріалів, які можуть бути використані, у тому числі м'які низьковуглецеві сталі і багато інших різних матеріалів. Один клас сталі, який включає боровмісну сталь- це клас мікро-легованих сталей. Цей клас, як було показано взагалі широко використовують. Заготовку виготовлено вирізанням або штампуванням з листа. Кращим методом є високо точний метод комп'ютерно-контрольованного різання, такий як лазерне різання або різання струменем води. Така технологія може дозволити більшу гнучкість, наприклад дає можливість виготовляти "вироби" без використання кошторисного спеціалізованого оснащення. Заготовка після холодного штампування в цілому має циліндричну форму. Це може бути досягнуто шляхом прокатки або за допомогою інших методів, відомих спеціалістам з техніки. Стосовно характеристик пластичності матеріалу боровмісної сталі, з якої штампується заготовка, вони дозволяють залишити заготовку в циліндричному стані після формування, яке мало місце. З відомим суцільним центратором основною перевагою є ефективність пластинчатих пружних дуг, які змішуються однорідно в кінцеві бандажі з кожного кінця, центратор може ковзати в свердловині з діаметром номінального розміру, так як подано на кривій навантаження/відхилення безпосередньо відразу після початку навантаження. На відміну, традиційні пружні дугові вироби необхідно значно збільшити за розміром для досягнення експлуатаційних властивостей і таким чином надати високу початкову контактну силу. Посилаючись на Фіг. 6, суцільна (не пунктирна) лінія показує центратор з точно такими же шириною хорди дуги і висотою дуги та без поздовжнього зміщення будь-якої іншої дуги. Цей тип початкової контактної сили досить жорсткий, оскільки всі 6 дуг задіяні спільно у напрямку обмеження і центратор намагається змінити розгорнуту довжину таким чином, щоб відповідати обмеженню. Типове тут зменшення висоти дуги на цілих 1,5 см (0,6 дюйма) по діаметру, так як постійне встановлення або витягування відбувається, там де дуга сходить до кінцевого бандажу. Такий метод зменшення може звести зовнішній діаметр центратора до 23,5 см (9,25 дюйма), щоб розташувати його в 25,1 см (9,875 дюйма) свердловини. Це саме по собі є покращення в порівнянні з попередніми типами центраторів. Пунктирна крива показує експлуатаційні властивості 6-дугового центратора відповідно до винаходу, де ще існує протиріччя в направленні опору на стиснення дуг, який намагається змінити їх розгорнуту довжину. Тільки з 3 дугами, уведеними спочатку, початкова контактна сила складає всього 60 %, (є ще деякі зміни форми профілю дуги, поки це відповідає обмеженню діаметра). Проте це залишається в межах зазначеного коефіцієнта корисної дії і на тестах втратили тільки близько 0,4 мм (0,017дюйма) по висоті дуги, а також значне зменшення контактної сили і близько 25 % відновлення при повторному осьовому переміщенні в межах звуження маємо тепер близько 25,1 см (9,875 дюйма) зовнішнього діаметра центратора для 25,1 см (9-7/8 дюйма) свердловини. Це більш чітко описано нижче відносно Фігури 21. 5 UA 107931 C2 5 10 15 20 25 30 35 40 45 50 55 60 Також може бути зазначено пунктирною кривою, що перший набір з 3-х вхідних дуг витримує близько 5956Н (1339 фунтів), тоді як другий набір з 3-х дуг витримує всього приблизно 3816 Η (858 фунтів) при вході. Це тому, що коли перший набір дуг втискають вниз в діаметр, вони протистоять до введення другого набору, який, по суті, вимагає почати змінювати довжину перед входженням до звуження. На Фіг. 7, другий центратор 700 має пару кінцевих муфт 701, 702, кожна з конструкцій 705 схожа на описані в посиланнях на Фігуру 2. Дуги 710 центратора 700 схожі на ті, які описані в посиланнях на Фігуру 4. Кінцеві муфти 701, 702 кожні мають гнучкі виступи 720 на їх зовнішньому кінці. Форма цих виступів може бути обрана за потребою. У цьому прикладі - показано більш чітко на Фіг. 8 - гнучкі виступи 720 розташовані вздовж осі на кожній кінцевій муфті і мають Z-подібний профіль. Кожен з них здатен згинатися для розподілення зосередженого навантаження оскільки суміжні Z-подібні пружини вступають в контакт коли центратор впирається в торець стопорного пристрою, розміщеного зовні центратора 700 на трубчастому елементі. На Фіг. 9 стопорні муфти 901, 902 встановлені по обидві сторони дугового центратора 903. Кожна стопорна муфта має розміщену по окружності множину Т-подібних виступів 904, 905, які розміщені у відповідні внутрішні Т-подібні отвори 906, 907 центраторів 903. Внутрішні отвори 906, 907 мають достатньо місця, щоб забезпечити збільшення осьової довжини центратора коли дуги зведені в зовнішньому діаметрі. Кріпильні пристрої для стопорних муфт 901, 902 можуть бути звичайними, наприклад, набір ґвинтів, як це зазвичай передбачено в існуючих виробах або альтернативно може використовувати храповий механизм, описаний вище відносно до Фігури 2. Звертаючись тепер до Фіг. 10, на цій фігурі розглядаються дві стопорні муфти 1001, 1002 і центратор 1003. Кожна стопорна муфта має на пів-товщину байонетне кріплення 1004 яке виступає паралельно з віссю центратора і стопорної муфти. Байонетне кріплення має зовнішню поверхню механічно-оброблену на половину товщини і кінцеві бандажи центратора 1003 є механізмами на половину товщини їх внутрішньої поверхні для забезпечення байонетного закріплення. Посилаючись до Фіг. 11, в цьому конструктивному варіанті є дві стопорні муфти 1101, 1102 з в цілому аналогічним байонетним кріпленням 1104 як на фігурі 10, але в цьому випадку центратор 1103 попередньо зібраний зі стопорними муфтами 1101, 1102 так, щоб ковзати на трубчастому елементі як єдиний зборочний комплект. Звертаючись до Фіг. 12 дві стопорні муфти 1201, 1202 з'єднані дуговим центратором 1203. Стопорні муфти мають збільшене байонетне кріпленя 1204, але кріплення з'єднані з насадками 1205 в отворах 1206. Отвори 1206 - це вікна, які мають достатньо збільшений розмір по відношенню до насадки 1205 байонетного кріплення 1204 для забезпечення необхідного розтягу дуг при бічному стиску. Звертаючись до Фіг. 13, де показано розташування двох стопорних муфт 1301, 1302 і дугового центратора 1303 на трубчастих елементах 1300. Центратор 1303 має аксіально зовні виступаючі Т-подібні частини 1304, які простягаються і з'єднані з відповідно сформованими вирізаними вікнами 1305 в стопорних кільцях 1301, 1302. Звертаючись до Фігури 14, в цьому варіанті є два стопорні кільця 1401, 1402 і центратор 1403, що має аксіальні виступи байонетного типу 1404, 1405, які з'єднані із зовнішньою периферичною окружністю 1401а, 1402а стопорних муфт 1401, 1402. Звертаючись до Фігури 15 яка схожа на Фігуру 11, але в цьому випадку попередньо зібрана конструкція підтримується виступами 1505, 1506, які простягаються від центратора 1503 до зовнішнього торця стопорної муфти 1501, 1502. На Фігурі 16, виступи 1605, 1606 простягаються від центратора 1604 у вікна 1607, 1608 в стопорних муфтах 1601, 1602. На Фіг. 17 показано інший варіант, в якому центратор 1701 вільно розміщено на трубі 1702, іншими словами, не обмежено стопорними муфтами. Накладки 1703, 1704 кріпляться до труби 1700 вище і нижче центратора і це забезпечує достатній зазор, щоб врахувати зміни осьової довжини центратора коли дуги 1710 зігнуті. Накладки при існуючий технології і, як правило, вилиті з композитних матеріалів, накладені після центратора 1701 розташовані до бажаного осьового положення труби/трубчастого елементу 1700. У цій ситуації труба може вільно обертатися відносно центратора, який міг би зупинити свій рух від контакту зі стіною бурової свердловини. На Фігурі 18 розташування дещо схоже с тим, що показано на Фігурі 17. Однак у цьому випадку накладки 1806, 1807 кріпляться до труби 1800 і накладки входять в зазор вікна 1804, 1805, в кінцевих бандажах 1802, 1803 центратора 1801. Така конструкція не призначена для 6 UA 107931 C2 5 10 15 20 25 30 обертання труби, так як вона буде вівивільнятися від накладок, або як альтернатива, треба притиснути її до центратора, якщо центратор їздить над накладками. При такій конструктивній схемі корисно, якщо товщина накладки така ж сама або трохи вище, ніж центратор для полегшення проходження в свердловині, де кільцевий зазор між трубою і свердловиною дуже незначний з дугами центратора повністю стиснутими на зовнішньому діаметрі. На Фіг. 19 показано схоже розташування як на Фіг. 18. Накладки 1909, 1910, як правило, з композитного матеріалу, відлиті на трубі 1900. Позиціонування, як правило, ручне і може бути присутня неспіввісність. Матеріал, з якого створено накладки наповнений твердими частинками для підвищення зносостійкості. Однак це збільшує крихкість з результуючим зменшенням опору до зосередженого навантаження на відносно тонкій товщині накладок. Щоб подолати це, пружинно-оздоблений центратор 1901 сформовано з малими листовими пружинами з вільним кінцем 1911, 1912, коли зазори отворів-вікон 1906, 1907 утворено. Це дозволяє розширювати, і згладжувати точки контактів. Фігура 20 має накладки 2010-2011, розміщені в металевому каркасі, що заповнюється композитним матеріалом, і які відливають на трубі 2000. Каркас входить у вікна 2002, 2003 центратора 2004. Контакт кромок при осьовому навантаженні, буде метал-по-металу. Це дозволяє уникнути поточного зменшення опору до зосередженого навантаження чисто композитних накладок. При такій схемі можливо полегшити нижню частину металевого каркасу і створити різні отвори за рахунок збільшення товщини композитних накладок на верхній частині. Фігура 21 дає схематичне уявлення того, як дуги втіленного центратора 2101 послаблюють переміщення центраторів до звуження 2102 у стовбурі свердловини. На центраторі 2101, показано частковий розріз, двох положень дуг при зсуві 2105, 2107 які можна побачити. Інші дуги не показані для зручності опису. Як можна ясно побачити, центратор 2010 рухається вниз в напрямку, показаному стрілкою, першу дугу 2105 стиснено в обмеженні 2102 перед тим як друга дуга 2107 починає стискатися при взаємодії зі звуженням 2102. Це конкретне втілення влаштовано так, що одна дуга повністю стиснута перед початком стискання другої. Як це досягається буде ясно фахівцям, маючи до уваги відповідні діаметри і довжини. Однак винахід не обмежено цією конструкцією і більші відхилення можуть бути запропоновані або менші відхилення можуть бути запропоновані в різних конструктивних варіантах в залежності від потреб використання, до якого центратор призначається. На відміну від цього, без відхилення, всі дуги будуть входити в зчеплення в той же самий час, і всі повинні бути стиснутими протягом відносно невеликої контактної відстані, створюючи більш жорстке контактне зусилля. 35 ФОРМУЛА ВИНАХОДУ 40 45 50 55 1. Центратор, що має першу і другу протилежні кінцеві муфти, розділені по осі множиною пружних дуг, в якому перша група дуг простягається від першої кінцевої муфти суттєво паралельно осі на першу відстань, перш ніж простягатися по загалом опуклій кривій ділянці у другу кінцеву муфту, а друга група дуг простягається по загалом опуклій кривій ділянці від першої кінцевої муфти у суттєво паралельну осі ділянку поблизу другої кінцевої муфти так, що криві ділянки першої та другої групи дуг зміщено поздовжньо відносно одна одної, через що центратор виконано як одне ціле. 2. Центратор за п. 1, який має звичайний циліндричний бандаж, що має щонайменше одну дугоподібну частину з протилежними кінцевими частинами, причому кінцеві частини з'єднано з'єднувальною частиною, що має пару плечових частин, які простягаються на відповідних сторонах тіла з'єднувальної частини, причому периферичні кінці плечових частин простягаються в кінцеві частини, тіло з'єднувальної частини має частину для зачеплення з нею інструмента, через що обертання тіла з'єднувальної частини інструментом змінює розмір центратора, центратор також має засоби зчеплення для закріплення плечових частин відносно суміжних кінцевих частин, щоб його заблокувати. 3. Центратор за п. 2, який має множину дугоподібних частин, кожна з яких має відповідні кінцеві частини, і відповідну множину з'єднувальних частин. 4. Центратор за п. 2, в якому з'єднувальні частини взагалі мають S-подібну форму. 5. Центратор за п. 2, в якому дугоподібна частина або кожна дугоподібна частина має подовження для утворення напрямних для обмеження бічних рухів плечових частин. 6. Центратор за п. 5, в якому напрямні мають зубці для взаємодії з відповідними зубцями на плечових частинах, утворюючи засоби зчеплення. 7 UA 107931 C2 7. Центратор за п. 2, який має суттєво круглу форму з віссю, дугоподібна частина або кожна дугоподібна частина має першу вісесиметричну ширину, а плечові частини мають другу вісесиметричну ширину, що є меншою, ніж перша ширина. 8. Центратор за будь-яким попереднім пунктом, що виконаний з мікролегованої сталі. 8 UA 107931 C2 9 UA 107931 C2 10 UA 107931 C2 11 UA 107931 C2 12 UA 107931 C2 13 UA 107931 C2 14 UA 107931 C2 15 UA 107931 C2 16 UA 107931 C2 17 UA 107931 C2 18 UA 107931 C2 19 UA 107931 C2 20 UA 107931 C2 21 UA 107931 C2 22 UA 107931 C2 23 UA 107931 C2 24 UA 107931 C2 Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 25
ДивитисяДодаткова інформація
Назва патенту англійськоюDowngole device
Автори англійськоюJenner, Andrew
Автори російськоюДженнер Эндрю
МПК / Мітки
МПК: E21B 17/10
Мітки: пристрій, свердловинний
Код посилання
<a href="https://ua.patents.su/27-107931-sverdlovinnijj-pristrijj.html" target="_blank" rel="follow" title="База патентів України">Свердловинний пристрій</a>
Муфта-центратор колони насосних штанг
Номер патенту: 27246
Опубліковано: 25.10.2007
Автори: Тимошенко В'ячеслав Михайлович, Гриценко Володимир Михайлович, Кухар Олександр Миколайович
МПК: F04B 47/02
Мітки: штанг, насосних, колони, муфта-центратор
Формула / Реферат:
Муфта-центратор колони насосних штанг, що складається із з'єднувальної муфти, корпусу центратора, яка відрізняється тим, що між корпусом центратора та муфтою додатково встановлений підшипник кочення, а на поверхні центратора введені підпружинені ребра з обмежувачами ходу.
Кумулятивний свердловинний перфоратор
Номер патенту: 17070
Опубліковано: 15.09.2006
Автори: Коваленко Олександр Дмитрович, Драчук Олександр Григорович, Глагола Дмитро Дмитрович, Гошовський Сергій Володимирович, Войтенко Юрій Іванович
МПК: E21B 43/11
Мітки: перфоратор, кумулятивний, свердловинний
Формула / Реферат:
Кумулятивний свердловинний перфоратор, що містить заряди в індивідуальних корпусах, засоби підривання, з'єднувальний елемент, пружний обмежувальний елемент зі сторони засобів підривання, жорстко зв'язаний не менш ніж з однією секцією, який відрізняється тим, що посередині кожної секції між зарядами встановлено центратор у вигляді пластинки, жорстко зв'язаної зі стрічкою, і встановлених по нормалі до пластини двох пружних стержнів з пружинною...
Секційний свердловинний довгоходовий штанговий насос
Номер патенту: 17319
Опубліковано: 15.09.2006
Автори: Санжаровська Ганна Юріївна, Доля Анатолій Юрійович, Луньов Борис Юрійович, Доля Юрій Іванович
МПК: F04B 47/00
Мітки: секційний, насос, довгоходовий, штанговий, свердловинний
Формула / Реферат:
1. Секційний свердловинний довгоходовий штанговий насос, що містить циліндр, виконаний у вигляді послідовно з'єднаних секцій, і встановлений у циліндрі порожнистий плунжер з нагнітальним клапаном, а також всмоктувальний клапан, який відрізняється тим, що суміжні секції з'єднані між собою за допомогою болтового фланцевого з'єднання, яке містить щонайменше два штифти-центратори, розташовані у наскрізних співвісних отворах, виконаних по колу...
Пристрій для центрування обсадної колони у свердловині
Номер патенту: 38635
Опубліковано: 12.01.2009
Автори: Євчук Любомир Володимирович, Калинович Володимир Миколайович
МПК: E21B 17/10
Мітки: пристрій, обсадної, центрування, свердловини, колони
Формула / Реферат:
Пристрій для центрування обсадної колони у свердловині, що містить центратори, які мають центруючі пружинні планки, з'єднані по верхньому і нижньому кінцях муфтами, який відрізняється тим, що центратори розміщено один над одним так, що муфту, яка з'єднує нижні кінці центруючих пружинних планок верхнього центратора, розміщено під муфтою, яка з'єднує верхні кінці центруючих пружинних планок нижнього центратора, центруючі пружинні планки...
Кумулятивний свердловинний перфоратор
Номер патенту: 38487
Опубліковано: 12.01.2009
Автори: Войтенко Юрій Іванович, Драчук Олександр Григорович, Гошовський Сергій Володимирович
МПК: E21B 43/117
Мітки: свердловинний, перфоратор, кумулятивний
Формула / Реферат:
1. Кумулятивний свердловинний перфоратор, що включає заряди в індивідуальних корпусах та встановлені між ними центратори, засоби підривання (детонуючий шнур (ДШ) та вибуховий патрон), з'єднувальний елемент, пружний обмежувальний елемент з боку засобів підривання, який відрізняється тим, що кожний центратор виконано у вигляді пружного стержня з пружинною основою та кільцевим кінцем для кріплення до з'єднувального елемента, при цьому...
Попередній патент: Бітумне в’яжуче для одержання низькотемпературного асфальту або покритих матеріалів
Наступний патент: Гербіцидні бензоксазинони
Випадковий патент: Пристрій для виготовлення металевої стрічки безперервним розливанням