Пристрій для виготовлення металевої стрічки безперервним розливанням
Номер патенту: 92804
Опубліковано: 10.12.2010
Автори: Мерц Юрген, Кіппінг Маттіас, Зайдель Юрген, Зудау Петер



Формула / Реферат
1. Пристрій для виготовлення металевої стрічки (1) безперервним розливанням, який містить установку (2) безперервного розливання металовмісного розплаву, у якій відливають сляб (3), причому в напрямку (F) переміщення сляба (3) за установкою (2) безперервного розливання встановлена щонайменше одна очисна установка (20) для очищення сляба (3), вимірювальний прилад (21) для контролю поверхні, піч (22) для витримування сляба (3) при бажаній температурі процесу, щонайменше один фрезерний верстат (4) для фрезерування щонайменше однієї, переважно двох протилежних поверхонь сляба (3), а також прокатний стан, який відрізняється тим, що на ділянці щонайменше однієї фрези (5) фрезерного верстата (4) встановлений пристрій (6) для видалення стружки, що подає зняту стружку нагору і/або в поперечному напрямку (Q) відносно напрямку (F) переміщення сляба (3) від ділянки фрези (5).
2. Пристрій за п. 1, який відрізняється тим, що пристрій (6) для видалення стружки містить щонайменше один гвинтовий транспортер, встановлений на ділянці поверхні (8) сляба (3) і поздовжня вісь якого проходить в напрямку, поперечному напрямку (F) переміщення сляба (3).
3. Пристрій за п. 1, який відрізняється тим, що пристрій (6) для видалення стружки містить щонайменше один напрямний елемент (15), встановлений своїм кінцем (18), поверненим до сляба (3), якщо дивитися в напрямку (N), перпендикулярному слябу (3), під гострим кутом (a) до напрямку (Q), поперечного напрямку (F) переміщення сляба (3).
4. Пристрій за п. 3, який відрізняється тим, що на одному кінці напрямного елемента (15) розташоване поглиблення із похилом.
5. Пристрій за п. 1, який відрізняється тим, що пристрій (6) для видалення стружки містить щонайменше один стрічковий транспортер (9), який на ділянці поверхні (8) сляба (3) рухається в напрямку, поперечному напрямку (F) переміщення.
6. Пристрій за п. 5, який відрізняється тим, що стрічковий транспортер (9) на ділянці поверхні (8) сляба (3) рухається горизонтально.
7. Пристрій за п. 5 або 6, який відрізняється тим, що стрічковий транспортер (9) виконаний у вигляді нескінченної стрічки та охоплює сляб (3), якщо дивитися в напрямку (F) переміщення, повністю.
8. Пристрій за п. 7, який відрізняється тим, що стрічковий транспортер (9) направляється за допомогою множини напрямних роликів (10), з яких щонайменше один є привідним.
9. Пристрій за будь-яким з пп. 5-8, який відрізняється тим, що стрічковий транспортер (9) забезпечений охолоджувачами (11), за допомогою яких він може охолоджуватися, або з'єднаний з ними.
10. Пристрій за п. 9, який відрізняється тим, що охолоджувачі (11) виконані у вигляді розпилювальних сопел, які розбризкують охолоджуюче середовище на стрічковий транспортер (9).
11. Пристрій за будь-яким з пп. 1-10, який відрізняється тим, що в напрямку (F) переміщення сляба (3) до або після пристрою (6) для видалення стружки встановлена відбивна пластина (12).
12. Пристрій за п. 11, який відрізняється тим, що відбивна пластина (12) додатково забезпечена множиною напрямних пластинок (13), повернених до фрези (5).
13. Пристрій за будь-яким з пп. 1-12, який відрізняється тим, що пристрій (6) для видалення стружки встановлений на засобах (14) переміщення з можливістю підйому та опускання у вертикальному напрямку і/або повороту відносно цього вертикального напрямку і упоперек напрямку(F) переміщення сляба (3).
14. Пристрій за будь-яким з пп. 1-13, який відрізняється тим, що додатково встановлений напрямний елемент (15'), переважно між фрезою (5) і пристроєм (6) для видалення стружки, причому він забезпечує подачу стружки (7) з поверхні (8) сляба (3) на пристрій (6) для видалення стружки.
15. Пристрій за п. 14, який відрізняється тим, що напрямний елемент (15') має кромку (16) з жароміцного матеріалу, виконану з можливістю примикання до поверхні (8) сляба (3).
16. Пристрій за п. 14 або 15, який відрізняється тим, що напрямний елемент (15') встановлений з можливістю повороту навколо горизонтальної осі (17) в напрямку, поперечному напрямку (F) переміщення сляба (3).
17. Пристрій за будь-яким з пп. 14-16, який відрізняється тим, що напрямний елемент (15') забезпечений охолоджувачами (19), що забезпечують його охолоджування, або з'єднаний з ними.
18. Пристрій за п. 17, який відрізняється тим, що охолоджувач (19) виконаний у вигляді розпилювальних сопел, які виконані для розбризкування охолоджуючого середовища на напрямний елемент (15').
19. Пристрій за будь-яким з пп. 1-18, який відрізняється тим, що додатково передбачені сопла для розпилення води під високим тиском або сопла для подачі стисненого повітря (27, 49), які сприяють транспортуванню стружки.
20. Пристрій за п. 19, який відрізняється тим, що сопла для розпилення води під високим тиском або сопла для подачі стисненого повітря (27, 49) виконані з можливістю подачі стружки на стрічковий транспортер (9) або до напрямного елемента (15, 15'), або до приймального елемента (54), виконаного у вигляді гвинтового транспортера.
21. Пристрій за будь-яким з пп. 1-20, який відрізняється тим, що додатково передбачені бокові роликові напрямні (30) для сприйняття осьових зусиль, діючих на фрезу (5).
22. Пристрій за будь-яким з пп. 1-21, який відрізняється тим, що торцевою фрезою (36) є щонайменше фреза (5), яка використовується для верхньої сторони сляба.
23. Пристрій за п. 22, який відрізняється тим, що передбачені декілька торцевих фрез (36), які, якщо дивитися в напрямку (F) переміщення сляба, встановлені з перекриттям одна одної.
24. Пристрій за п. 22 або 23, який відрізняється тим, що торцева фреза (36) містить множину різальних кромок (37), виконаних з можливістю охолоджування за рахунок їх охолоджування крізь множину отворів (39).
25. Пристрій за будь-яким з пп. 1-24, який відрізняється тим, що додатково передбачений передавальний стіл (40), виконаний для укладання сляба (3) на ділянці фрези або фрез (5).
26. Пристрій за п. 25, який відрізняється тим, що передавальний стіл (40) виконаний з внутрішнім охолоджуванням.
27. Пристрій за будь-яким з пп. 1-26, який відрізняється тим, що пристрій (6) для видалення стружки виконаний як приймальний елемент (54) у вигляді гвинтового транспортера.
28. Пристрій за п. 27, який відрізняється тим, що передбачений напрямний елемент (15), виконаний для подачі стружки з верхньої сторони сляба в пристрій (6) для видалення стружки, виконаний як приймальний елемент (54) у вигляді гвинтового транспортера.
29. Пристрій за п. 27 або 28, який відрізняється тим, що додатково передбачена напрямна пластина (52), яка розташована з можливістю обприскування транспортувальним струменем води із соплової балки (49).
30. Пристрій за будь-яким з пп. 1-29, який відрізняється тим, що передбачений напрямний канал, по якому стружка з верхньої сторони сляба всмоктується безпосередньо після фрези (5) у напрямку (F) переміщення сляба (3), причому передбачене видалення стружки через трубу в напрямку, поперечному напрямку (F) переміщення сляба (3).
31. Пристрій за будь-яким з пп. 1-30, який відрізняється тим, що додатково передбачений щонайменше один магніт для надання впливу на стружку при її видаленні.
Текст
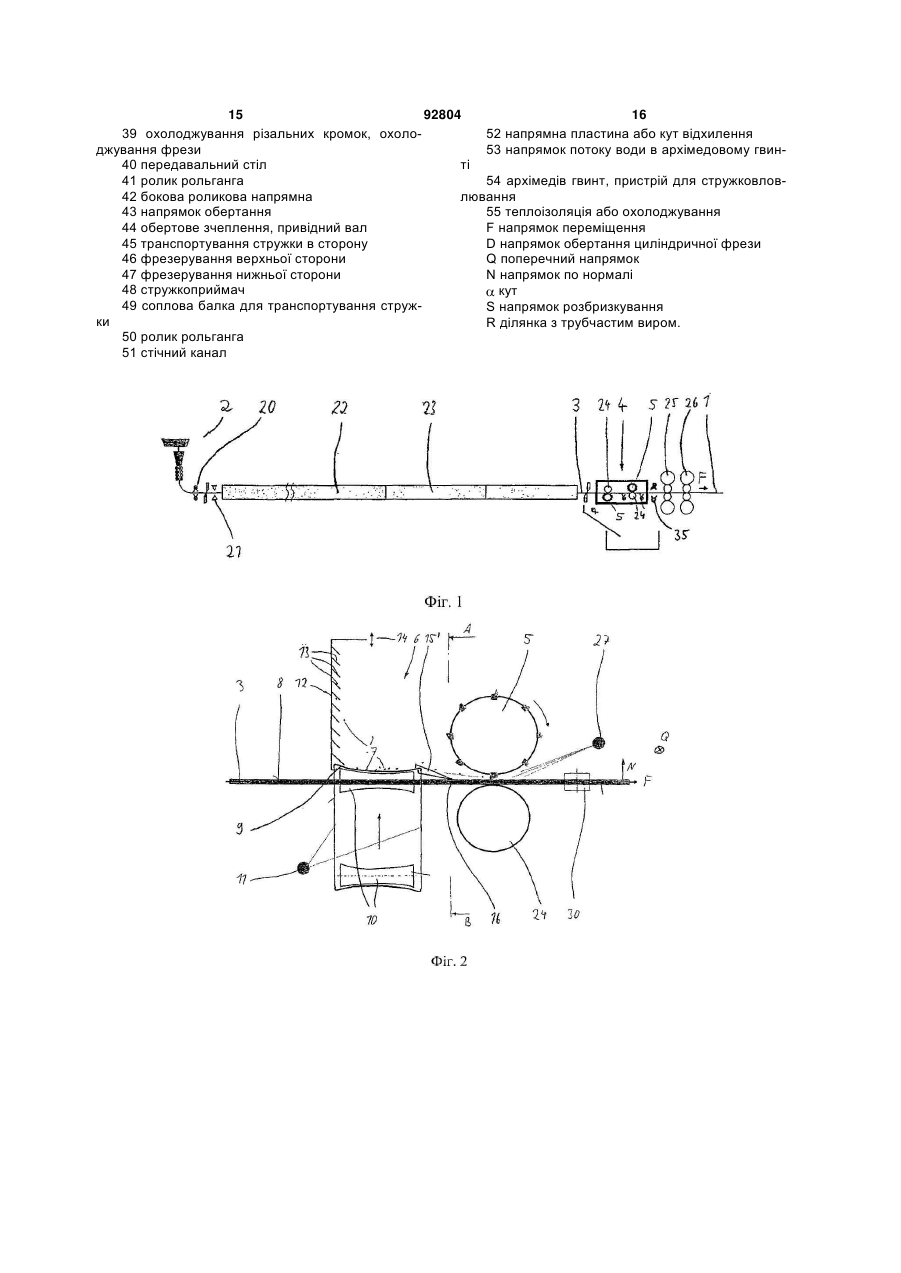
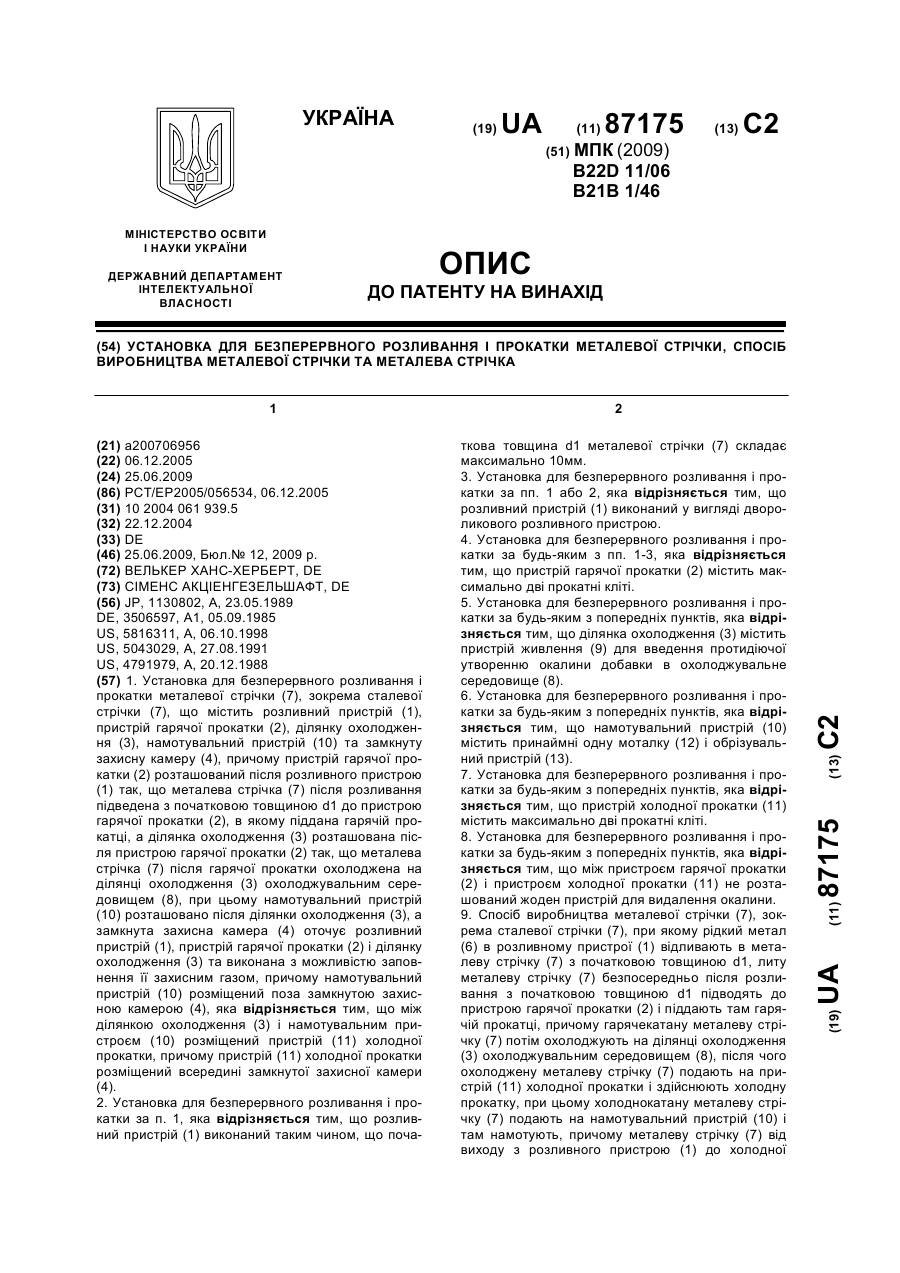
1. Пристрій для виготовлення металевої стрічки (1) безперервним розливанням, який містить установку (2) безперервного розливання металовмісного розплаву, у якій відливають сляб (3), причому в напрямку (F) переміщення сляба (3) за установкою (2) безперервного розливання встановлена щонайменше одна очисна установка (20) для очищення сляба (3), вимірювальний прилад (21) для контролю поверхні, піч (22) для витримування сляба (3) при бажаній температурі процесу, щонайменше один фрезерний верстат (4) для фрезерування щонайменше однієї, переважно двох протилежних поверхонь сляба (3), а також прокатний стан, який відрізняється тим, що на ділянці щонайменше однієї фрези (5) фрезерного верстата (4) встановлений пристрій (6) для видалення стружки, що подає зняту стружку нагору і/або в поперечному напрямку (Q) відносно напрямку (F) переміщення сляба (3) від ділянки фрези (5). 2. Пристрій за п. 1, який відрізняється тим, що пристрій (6) для видалення стружки містить щонайменше один гвинтовий транспортер, встановлений на ділянці поверхні (8) сляба (3) і поздовжня 2 (19) 1 3 92804 4 22. Пристрій за будь-яким з пп. 1-21, який відрізжки встановлений на засобах (14) переміщення з няється тим, що торцевою фрезою (36) є щонайможливістю підйому та опускання у вертикальному напрямку і/або повороту відносно цього вертикаменше фреза (5), яка використовується для верхльного напрямку і упоперек напрямку(F) переміньої сторони сляба. 23. Пристрій за п. 22, який відрізняється тим, що щення сляба (3). 14. Пристрій за будь-яким з пп. 1-13, який відрізпередбачені декілька торцевих фрез (36), які, якщо няється тим, що додатково встановлений напрядивитися в напрямку (F) переміщення сляба, встамний елемент (15'), переважно між фрезою (5) і новлені з перекриттям одна одної. 24. Пристрій за п. 22 або 23, який відрізняється пристроєм (6) для видалення стружки, причому він забезпечує подачу стружки (7) з поверхні (8) тим, що торцева фреза (36) містить множину різасляба (3) на пристрій (6) для видалення стружки. льних кромок (37), виконаних з можливістю охоло15. Пристрій за п. 14, який відрізняється тим, що джування за рахунок їх охолоджування крізь мнонапрямний елемент (15') має кромку (16) з жарожину отворів (39). 25. Пристрій за будь-яким з пп. 1-24, який відрізміцного матеріалу, виконану з можливістю приминяється тим, що додатково передбачений перекання до поверхні (8) сляба (3). 16. Пристрій за п. 14 або 15, який відрізняється давальний стіл (40), виконаний для укладання тим, що напрямний елемент (15') встановлений з сляба (3) на ділянці фрези або фрез (5). 26. Пристрій за п. 25, який відрізняється тим, що можливістю повороту навколо горизонтальної осі (17) в напрямку, поперечному напрямку (F) перепередавальний стіл (40) виконаний з внутрішнім міщення сляба (3). охолоджуванням. 17. Пристрій за будь-яким з пп. 14-16, який відріз27. Пристрій за будь-яким з пп. 1-26, який відрізняється тим, що напрямний елемент (15') забезняється тим, що пристрій (6) для видалення струпечений охолоджувачами (19), що забезпечують жки виконаний як приймальний елемент (54) у вийого охолоджування, або з'єднаний з ними. гляді гвинтового транспортера. 18. Пристрій за п. 17, який відрізняється тим, що 28. Пристрій за п. 27, який відрізняється тим, що охолоджувач (19) виконаний у вигляді розпилювапередбачений напрямний елемент (15), виконаний льних сопел, які виконані для розбризкування оходля подачі стружки з верхньої сторони сляба в лоджуючого середовища на напрямний елемент пристрій (6) для видалення стружки, виконаний як (15'). приймальний елемент (54) у вигляді гвинтового 19. Пристрій за будь-яким з пп. 1-18, який відрізтранспортера. няється тим, що додатково передбачені сопла 29. Пристрій за п. 27 або 28, який відрізняється для розпилення води під високим тиском або соптим, що додатково передбачена напрямна пласла для подачі стисненого повітря (27, 49), які тина (52), яка розташована з можливістю обприссприяють транспортуванню стружки. кування транспортувальним струменем води із 20. Пристрій за п. 19, який відрізняється тим, що соплової балки (49). 30. Пристрій за будь-яким з пп. 1-29, який відрізсопла для розпилення води під високим тиском няється тим, що передбачений напрямний канал, або сопла для подачі стисненого повітря (27, 49) виконані з можливістю подачі стружки на стрічкопо якому стружка з верхньої сторони сляба всмоквий транспортер (9) або до напрямного елемента тується безпосередньо після фрези (5) у напрямку (15, 15'), або до приймального елемента (54), ви(F) переміщення сляба (3), причому передбачене конаного у вигляді гвинтового транспортера. видалення стружки через трубу в напрямку, попе21. Пристрій за будь-яким з пп. 1-20, який відрізречному напрямку (F) переміщення сляба (3). няється тим, що додатково передбачені бокові 31. Пристрій за будь-яким з пп. 1-30, який відрізняється тим, що додатково передбачений щороликові напрямні (30) для сприйняття осьових зусиль, діючих на фрезу (5). найменше один магніт для надання впливу на стружку при її видаленні. Винахід стосується пристрою для виготовлення металевої стрічки безперервним розливанням за допомогою установки безперервного розливання, в якій відливається сляб, причому в напрямку переміщення сляба за установкою безперервного розливання встановлений щонайменше один фрезерний верстат, в якому фрезеруються щонайменше одна, переважно дві протилежні поверхні сляба. При безперервному розливанні слябів на установці безперервного розливання можуть з'явитися поверхневі дефекти, як наприклад, сліди зворотно-поступального руху, дефекти від порошкоподібного флюсу і повздовжнє або поперечне розтріскування поверхні. Вони виникають у випадку звичайних установок безперервного розливання та установок безперервного розливання сталі для відливання тонких слябів. Тому залежно від призначення готової стрічки звичайні сляби частково проходять вогневе зачищення. Деякі сляби за бажанням клієнта проходять загальне вогневе зачищення. При цьому вимоги до якості поверхні у випадку установок безперервного розливання сталі для відливання тонких слябів постійно зростають. Для обробки поверхні пропонуються вогневе зачищення, шліфування або фрезерування. Вогневе зачищення має той недолік, що розплавлений матеріал через високий вміст кисню не може бути знов наплавлений без попередньої підготовки. При шліфуванні металеві осколки змішуються із шліфувальним пилом, так що їх доводиться видаляти. Обидва способи ледве 5 92804 6 підстроюються під задану швидкість транспортуділянці верхньої сторони сляба, в цьому випадку вання. стає важким. Знята тут стружка злітає з інструменТому напрошується обробка поверхні фрезета і падає на поверхню стрічки. руванням. При цьому знята стружка збирається та Тому з DE 101 49 573 А1 та DE 603 00 800 Т2 упаковується, без проблем плавиться і, таким чивідомо, що для вирішення цієї проблеми потрібно ном, знов включається у виробничий процес. Крім діяти таким чином, щоб стрічки, які фрезеруються, того, частоту обертання фрези легко підстроїти під перекидалися і в результаті обидві сторони стрічки швидкість транспортування (швидкість розливанмогли оброблятися знизу. З нижньої сторони струня, швидкість втягування чистової лінії). Тому прижка під дією сили тяжіння видаляється зі сляба стрій вищезгаданого типу згідно з винаходом наквазі автоматично і може вловлюватися у лійку і правлений на фрезерування. видалятися. Однак така можливість відсутня у Пристрій вищезгаданого типу з фрезерним вевипадку слябів з відносно великою власною міцнірстатом, встановленим за установкою безперервстю. Щоб запобігти закочуванню частинок, стружка ного розливання, відомий. У зв'язку з цим можна і пил від фрезерування повинні видалятися повнівказати СН 584 085 та DE 199 50 886 А1. стю, що в цьому випадку створює проблеми. Аналогічний пристрій розкритий також в DE 71 Тому в основу винаходу покладена задача 11 221 U1. Цей документ показує обробку алюмініудосконалення пристрою для виготовлення метаєвих стрічок з використанням температурного сталевої стрічки безперервним розливанням з викону після розливання, при якому верстат з'єднаний ристанням фрезерного верстата настільки, щоб з установкою для розливання можна було забезпечити оптимальну обробку наВже було також запропоновано інтегроване в віть слябів з високою власною жорсткістю. Необлінію зачищення поверхні тонкого сляба (вогневе хідно стежити за тим, щоб при фрезеруванні слязачищення, фрезерування тощо) з верхньої і нижба, переважно, як з верхньої, так і з нижньої ньої або тільки з однієї сторони безпосередньо сторони, технологічний режим був оптимальним і перед лінією клітей прокатного стану, відносно щоб тим самим досягалася висока якість слябів. якої є посилання на ЕР 1 093 866 А2. Вирішення задачі за допомогою винаходу хаІнший варіант виконання фрезерного верстата рактеризується тим, що на ділянці щонайменше для поверхневої обробки наведений в DE 197 17 однієї фрези фрезерного верстата встановлений 200 А1. Тут, в числі іншого, описується змінність пристрій для видалення стружки з ділянки фрези, контуру фрезерування фрезерного пристрою, що видаляє зняту стружку вгору і/або в поперечвстановленого за установкою безперервного розному напрямку відносно напрямку переміщення ливання або перед лінією клітей прокатного стану. слябу. Інший пристрій інтегрованого в лінію фрезерТим самим сляб, що обробляється, значною ного верстата в звичайному гарячештабовому мірою звільняється від стружки, що поліпшує стані для обробки чорнової штаби і варіанти його якість обробки поверхні. здійснення пропонуються в ЕР 0 790 093 В1, ЕР 1 Для удосконалення пристрою для видалення 213 076 В1 та ЕР 1 213 077 В1. стружки є наступні можливості. При обробці поверхні тонких слябів у так зваПерший варіант здійснення винаходу передній установці CSP в лінії обробки («in line») залежбачає, щоб пристрій для видалення стружки містив но від виявлених поверхневих дефектів з однієї щонайменше один, переважно, охолоджуваний, або з обох сторін видаляються близько 0,1-3,5мм напрямний елемент, встановлений своїм кінцем, нагрітої поверхні сляба. Щоб не дуже сильно скопроверненим до слябу, якщо дивитися в напрямку, ротити вихід придатного, рекомендується викорисперпендикулярному слябу, під гострим кутом до товувати тонкий сляб можливо більшої товщини напрямку, поперечного напрямку подачі. Отже, в (Н=60-120). цьому випадку поперечне транспортування стружОбробка поверхні і пристрої, що відносяться ки здійснюється за рахунок відносного руху між до неї, не обмежуються тонкими слябами, а мослябом, що проходить повз, і вказаним напрямним жуть використовуватися також після звичайної елементом. установки безперервного розливання сталі для Це поперечне транспортування стружки, налиття товстих слябів, а також слябів, що відливапрошується, зокрема, при попутному фрезеруванні ються товщиною більше 120мм аж до 300мм. і тим самим при однаково направлених подачі Інтегрований в лінію (in line) фрезерний верссляба та обертанні фрези. тат, як правило, використовується не для всіх проЯкщо ж, навпаки, фрезерування практикуєтьдуктів програми прокатки, а лише для тих, для ся, переважно, за зустрічним принципом, тобто, яких пред'являються більш високі вимоги до повеякщо напрямок обертання фрези і напрямок подархні. Це є переважним з міркувань виходу придатчі сляба є протилежними, переважно, реалізовуного і зменшує знос фрезерного верстата, а тому ються також інші альтернативні рішення. Тоді в доцільне. порядку альтернативи може бути передбачено, Для одержання хорошої якості поверхні сляба щоб за допомогою повздовжнього розбризкування після фрезерування важливо, щоб технологічний та обертання фрези стружка відкидалася на похирежим фрезерування, що зачіпає частіше за все як лий напрямний елемент, на якому вона шляхом верхню, так і нижню сторону сляба, виконувався поперечного розбризкування відводилася б в стоза сприятливих умов. рону і вловлювалася збоку. Цього більше не буде, якщо на ділянці верстаПри цьому напрямний елемент може мати та, або верстатів, виявиться дуже багато стружки. кромку з жароміцного матеріалу, що примикає до Це означає, що процес фрезерування, зокрема, на поверхні сляба. Крім того, напрямний елемент 7 92804 8 може бути встановлений з можливістю повороту після пристрою для видалення стружки могла бути навколо горизонтальної осі в поперечному напрявстановлена відбивна пластина. Ця відбивна пламку відносно напрямку подачі сляба. Крім того, він стина може включати в себе множину відбивних може забезпечуватися охолоджувачами, за допопластинок, повернених до фрези. могою яких він може охолоджуватися, або з'єднуПристрій для видалення стружки, переважно, ється з ними. Ці охолоджувачі можуть бути виковстановлений на засобах переміщення, за допонані у вигляді сопел, які можуть розбризкувати на могою яких він може підійматися та опускатися у напрямний елемент охолоджуюче середовище. вертикальному напрямку. Таким чином, пристрій Інший варіант здійснення передбачає, щоб надля видалення стружки незалежно може встановпрямний елемент містив в кінці впускного каналу люватися на оптимальній висоті відносно сляба. поглиблення з боковим нахилом. Внаслідок поЗамість використання циліндричної фрези вздовжнього розбризкування на сляб і передусім альтернативно, зокрема, може застосовуватися всередині каналу подачі, стружка підхоплюється торцева фреза. В результаті обертання фрези водою або стиснутим повітрям і за допомогою нанавколо вертикальної осі автоматично здійснюєтьпрямного елемента або спускного жолоба за вися транспортування стружки в сторону без викорибором з використанням поперечного розбризкустання напрямних пластинок. Поперечне трансповання відводиться всередину поглиблення. ртування підтримується за рахунок активації У ще одному варіанті здійснення напрямний охолоджування різальних кромок. елемент або стружковловлювальний пристрій З нижньої сторони сляба також може бути пескладається з архімедова гвинта. У нього стружка редбачений напрямний елемент, за допомогою подається шляхом подовжнього розбризкування якого знята стружка подається на стрічковий транводи. Відповідна установка сопел створює попеспортер. речний потік води і тим самим стружки, завдяки У напрямку подачі за фрезерним верстатом чому відбуваються її транспортування в поперечвстановлена лінія клітей прокатного стану. ному напрямку всередині шнека і зрештою видаКрім того, вдосконалений варіант передбачає, лення в боковий спускний канал. При цьому подащоб був передбачений напрямний канал, по якому ча води на напрямний елемент може стружка з верхньої сторони сляба всмоктується здійснюватися шляхом організації безпосередньобезпосередньо за зазором фрези, причому стружго подовжнього розбризкування або шляхом повока відводиться через трубу в поперечному напряроту сопла на поворотній пластині, або його безмку відносно напрямку подачі. посереднього повороту. Важливо, щоб потік Нарешті, можна також передбачити, щоб був подавався на напрямний елемент так, щоб разом встановлений щонайменше один магніт, за допоз ним видалялася стружка. могою якого можна було б впливати на видалення Альтернативний і переважний варіант здійсстружки. нення винаходу передбачає, щоб пристрій для За допомогою запропонованого рішення для видалення стружки мав щонайменше один стрічдосягнення високої якості поверхні стає можливим ковий транспортер, який проходить на ділянці позабезпечення оптимального фрезерування без верхні сляба в поперечному напрямку відносно обертання сляба, який тому може мати будь-яку напрямку подачі. власну жорсткість. Це веде до якісного поліпшення У випадку останнього вказаного рішення, певиготовлення слябів, зокрема, тонких слябів. реважно передбачено, щоб стрічковий транспорНа кресленні зображені приклади здійснення тер на ділянці поверхні слябу рухався горизонтавинаходу. льно. Крім того, стрічковий транспортер може бути Фіг.1 зображає вигляд збоку пристрою для вивиконаний у вигляді нескінченної стрічки і в наготовлення металевої стрічки безперервним розпрямку подачі охоплювати сляб повністю. У цьому ливанням, в якому використовується фрезерний випадку виправдало себе таке рішення, при якому верстат, стрічковий транспортер направляється за допомоФіг.2 - вигляд збоку пристрою для видалення гою множини напрямних роликів, з яких щонайместружки з верхньої сторони сляба із стрічковим нше один є привідним. транспортером, причому ділянка фрезерного верСтрічковий транспортер може бути забезпечестата збільшена в порівнянні з Фіг.1, ний охолоджувачами, за допомогою яких він може Фіг.3 - переріз по лінії А-В на Фіг.2, охолоджуватися, або може бути з'єднаний з ними. Фіг.4а - вигляд збоку і Охолоджувачі, переважно, виконані у вигляді соФіг.4b - вигляд зверху альтернативного варіапел, які можуть розбризкувати охолоджуючий засіб нта здійснення винаходу з напрямним елементом на стрічковий транспортер. для стружки, встановленим на верхній стороні Згідно з альтернативним варіантом здійснення сляба, передбачено, щоб пристрій для видалення стружФіг.5 - вигляд збоку варіанта здійснення винаки містив щонайменше один гвинтовий транспорходу з напрямним елементом для стружки, встатер, встановлений на ділянці поверхні сляба і поновленим на нижній стороні сляба, вздовжня вісь якого проходить у поперечному Фіг.6 - опорна плита для сляба, встановлена напрямку відносно напрямку подачі. Обертання на ділянці фрези, транспортера забезпечує поперечну подачу струФіг.7 - вигляд збоку торцевої фрези для верхжки. Завдяки цьому поперечна подача стружки ньої сторони сляба, здійснюється аналогічно. Фіг.8 - вигляд зверху установки з торцевою Для вищезгаданих варіантів здійснення винафрезою, ходу необхідно, щоб в напрямку подачі до або 9 92804 10 Фіг.9 - вигляд збоку пристрою для вловлювантранспортер 9, яким він добре бачиться при спільня стружки на верхній стороні сляба, виконаного у ному розгляді Фіг.2 та 3. Безперервний стрічковий вигляді архімедова гвинта, а також відповідний транспортер 9 охоплює сляб 3 повністю, дивись частковий вигляд зверху, для цього Фіг.3. На своїй верхній ділянці стрічкоФіг.10 - вигляд збоку іншого альтернативного вий транспортер 9 проходить зовсім близько над варіанта здійснення за Фіг.4 з поглибленням і з верхньою поверхнею 8 зливка 3. відводом в кінці пристрою для вловлювання, Стрічковий транспортер 9 направляється чоФіг.11а - вигляд збоку і тирма напрямними роликами 10, з яких щонаймеФіг.11b- вигляд зверху простого пристрою для нше один є привідним. Сама стрічка складається з видалення стружки в сторону за рахунок руху сляжароміцного матеріалу, оскільки вона контактує з ба при попутному фрезеруванні, і нагрітим слябом або проходить зовсім близько над Фіг.12 - ще один альтернативний варіант здійним. При цьому переважно, щоб стрічковий трансснення винаходу із стружковідсмоктувальним припортер 9 охолоджувався, для чого в прикладі здійстроєм. снення передбачені охолоджувачі 11 у вигляді На Фіг.1 зображений пристрій для виготовленрозпилювального сопла. За допомогою сопла 11 ня металевої стрічки 1 безперервним розливанна стрічковий транспортер 9, щоб уникнути його ням. Металева стрічка 1, або відповідний сляб З, перегрівання, може розбризкуватися охолоджуюче відливається відомим способом безперервного середовище (вода). розливання на установці безперервного розлиЩоб стружка 7 відкидалася не дуже далеко від вання. У випадку сляба мова йде, переважно, про фрези 5, за стрічковим транспортером встановлютонкий сляб. Безпосередньо за установкою 2 безється відбивна пластина 12, виконана плоскою і перервного розливання сляб 3 піддається зачитакою, що проходить вертикально. щенню на очисній установці 20. Вслід за цим здійДля оптимального направлення стружки 7, що снюється контроль поверхні за допомогою попадає на відбивну пластину 12, на стрічковий вимірювального приладу (профілометра) 21. Потім транспортер 9 з боку відбивної пластини 12, повесляб 3 надходить в піч 22, так щоб він міг витрирненої до фрези 5, встановлені напрямні пластинмуватися при бажаній температурі процесу. До ки 13. печі примикає транспортер 23. Стрічковий транспортер 9 своєю верхньою гоПісля печі 22 і транспортера 23 сляб 3 попаризонтальною ділянкою повинен пройти над поведає на фрезерний верстат 4. В ньому в цьому вирхнею 8 сляба 3 майже впритул до нього. Для западку з невеликими інтервалами в напрямку F безпечення точного регулювання залежно від подачі розташовуються дві фрези 5, за допомогою сляба, який конкретно обробляється, передбачені яких можуть попутно фрезеруватися нижня або засоби 14 переміщення, показані лише схематичверхня поверхні сляба 3. Відповідна протилежна но, за допомогою яких весь пристрій 6 для видаповерхня сляба 3, тобто його верхня або нижня лення стружки може переміщатися у вертикальсторона, підтримується опорними роликами 24. ному напрямку. За фрезерним верстатом 4 знаходяться приДля оптимального сприяння видаленню струстрій 35 для гідрозбивання окалини і лінія прокатжки з поверхні 8 сляба 3 в прикладі здійснення них клітей, представлена прокатними клітями 25 встановлений також напрямний елемент 15' (що та 26 прокатного стану. застосовується тут в поєднанні із стрічковим транУ цьому випадку мова йде насамперед про те, спортером 9), який може виступати також як скрещоб максимально звільнити верхню і нижню стобок. Напрямний елемент 15' на своїй кінцевій дірону сляба від стружки, що з'являється в процесі лянці, поверненій до слябу 3, має кромку 16 з фрезерування за сприянням фрез 5. Якщо стружка особливо жароміцного матеріалу. Ця кромка під видаляється з ділянки фрезерування недостатньо, час роботи або розташовується на поверхні сляба може статися пошкодження поверхні сляба 3. В 3, або утримується у самої його поверхні. даному випадку цього потрібно остерігатися, зокНа Фіг.2 та 3 можна побачити, що за фрезою 5 рема, тому, що власна жорсткість сляба 3 така, що встановлена соплова балка 27, яка має декілька про обертання навколо подовжньої осі для постійсопел (див. Фіг.2). Завдяки цим соплам за допомоного здійснення процесу фрезерування тільки з гою струменя води або стиснутого повітря може нижньої сторони сляба, не може бути і мови. підтримуватися рух стружки в напрямку стрічковоМожливий варіант здійснення винаходу для го транспортера 9. Таким чином, через сопло мовирішення проблеми представлений на Фіг.2 та 3. же подаватися рідке або газоподібне середовище Як можна побачити на Фіг.2, фреза 5 фрезерує (вода або стиснуте повітря), які, проте, надають верхню поверхню 8 сляба 3. Знизу сляб 3 підтритакож бажаного охолоджуючого впливу. мується опорним роликом 24. Як показано на На Фіг.3 видно, що стрічковий транспортер 9 Фіг.2, стружка внаслідок процесу фрезерування подає стружку 7 на другий стрічковий транспортер відповідно до напрямку обертання фрези 5 (див. 28, з кого стружка 7транспортується далі в прийстрілку) на Фіг.2 вилітає ліворуч. Існує небезпека, мач 29. що стружка 7, яка залишається на поверхні сляба Інший важливий варіант здійснення винаходу 3, заважає процесу фрезерування і негативно показаний на вигляді збоку і частковому вигляді впливає на якість обробки. зверху на Фіг.9. На Фіг.9 зображений альтернативТому передбачений пристрій 6 для видалення ний пристрій 6 для видалення стружки з верхньої стружки, який повинен надійно видаляти стружку сторони сляба. За допомогою водяного струменя 7. Пристрій 6 для видалення стружки містить як S, що подається із соплової балки 49, стружка нацентральний конструктивний елемент стрічковий правляється в так званий архімедів гвинт 54. При 11 92804 12 цьому вода від соплової балки 49 може розбризкутак що стружка 7 відкидається в сторону. Збоку ватися на напрямну пластину 52, розтікатися по поряд із слябом 3 стружка може спадати вниз або ній і стікати в напрямку S на напрямний елемент прямо в приймач, або на стрічковий транспортер 15. за аналогією з рішенням згідно з Фіг.2 та 3. Як альтернатива можливі також безпосереднє Напрямний елемент 15 розташовується нарозбризкування з ділянки напрямної пластини або вколо горизонтальної осі 17, що проходить в набезпосередній поворот сопла в бажаному напрямпрямку Q, поперечному напрямку F подачі. Тим ку S. самим напрямний елемент 15 за допомогою не Метою є захоплення і видалення стружки вопоказаних засобів переміщення (див. подвійну дяним струменем. Пропонується використовувати стрілку на Фіг.4а) може позиціонуватися таким читиск більше 50 бар (5,0 МПа). Водяний струмінь S ном, що кромка 16 або прилягає до верхньої стонаправлений не суворо в напрямку F, містить тарони сляба, або майже впритул зависає над ним. кож складову в поперечному напрямку, тобто в Напрямний елемент 15 може охолоджуватися напрямку кромки сляба. Це досягається шляхом відповідними засобами. При цьому можливе не відповідного встановлення або повороту сопла. тільки те, щоб охолоджування за допомогою розПри цьому встановлення може бути симетричним, пилювальних сопел здійснювалося зовні, однаково так щоб вода стікала в сторону всередині приможливо, щоб за допомогою відповідних каналів строю 6 для видалення стружки в обидві сторони, охолоджування всередині напрямного елемента або направленим тільки в одну (стічну) сторону. 15 охолоджування здійснювалося зсередини. Завдяки спіралеподібній або равликокоподібНарівні з представленою формою кромки 16, ній формі каналу 54 подачі і похилому встановяка проходить під кутом по всій ширині сляба 3, є ленню напрямку 53 розбризкування на ділянці R також варіант здійснення у вигляді плуга з двома виникає трубчастий вир. Як видно з фрагмента частинами кромки, встановленими протилежно під зображення на Фіг.9 праворуч, що відповідає накутом а один до одного. прямку В погляду в лівій частині зображення на Переміщенню стружки 7 в сторону можуть Фіг.9, завдяки великій швидкості протікання і похисприяти також допоміжні засоби. Тут мова може лій подачі води 53 вона із стружкою спіралеподібйти, наприклад, про повітродувку або водяний но стікає до стічного канапу 51. При цьому стічний струмінь, за допомогою яких стружка 7 може бути канал 51 може розташовуватися з боку приводу відведена в сторону. Можливі також сопла 27, 27' і/або обслуговування поруч з кромкою 3' слябу. для розпилення води під високим тиском або для Додатково видаленню стружки може сприяти подачі стиснутого повітря, розташовані за фрезою поперечне розбризкування на ділянці R, тобто 5 або збоку. всередині пристрою 6 для видалення стружки. Напрямний елемент 15 у всіх представлених Стружка, що залишилася на верхній стороні сляба випадках може бути суцільним. Передбачено моміж напрямним елементом 15 і фрезою 5, подаже бути також, щоб він по ширині сляба складався ється на напрямний лоток за допомогою повздовз декількох окремих сегментів. Він може утримуважнього розбризкування 27. Пристрій 6 для видатися на слябі 3 за рахунок власної ваги. Він може лення стружки розташований вістрям на слябі або також притискатися до верхньої сторони сляба за зависає над самою поверхнею сляба. Напрямний допомогою пружинячих елементів. Як вже говориелемент 15 з метою теплозахисту охолоджується лося, може бути також передбачено, щоб кромка зсередини або має теплоізоляцію в напрямку сля16 напрямного елемента 15 майже впритул завиба 3. Особливо переважно, щоб, незважаючи на сала над верхньою стороною сляба. використання води із соплової балки 49 для транТакож внаслідок процесу фрезерування як таспортування стружки, сляб 3 майже не охолоджукого і за рахунок похилого розташування фрези 5 ється. може здійснюватися транспортування стружки в На Фіг.4а та 4b в двох різних виглядах зобранапрямку Q. жений інший альтернативний варіант здійснення Подібно до вищезазначених альтернатив при винаходу. Потрібно зазначити, що зображений там рішенні згідно з Фіг.10 стружка транспортуючим напрямний елемент 15 може використовуватися струменем 27, 49 переміщається за допомогою незалежно як пристрій 6 для видалення стружки, а напрямного елемента 15 в пристрій 6 для видатакож в комбінації із стрічковим транспортером лення стружки. У кінці пристрою 6 для видалення згідно з Фіг.2 та 3 (позначений як напрямний елестружки тут альтернативно передбачений спускмент 15'). ний жолоб, в який стружка зісковзує в сторону або На Фіг.4а та 4b передбачений і виконаний назмивається. прямний елемент 15 для видалення стружки 7 з Для сприяння видаленню стружки з верхньої верхньої сторони сляба 3. Напрямний елемент 15 сторони сляба в рішенні згідно з Фіг.7 та 8 замість виконаний у вигляді листа, що має на одному кінці вже описаної циліндричної фрези 5 передбачена 18 кромку 16 з термостійкого матеріалу. Ця кромка торцева фреза 36. Фреза 36 встановлена над сля16, якщо сляб 3 розглядати по нормалі N (див. бом 3. В дископодібній основі на нижній стороні у зовнішній ділянці закріплені різальні кромки 37. Фіг.4b), проходить під гострим кутом до напрямДіаметр торцевої фрези 36 дещо перевищує макку Q, поперечного напрямку F подачі. Кут перевасимальну ширину сляба. Транспортування стружки жно становить 10-45 . Поверхня мішені додатково в сторону 45 здійснюється за рахунок обертання нахилена в сторону. фрези 36. Збоку поруч із стрічкою стружка збираЗавдяки цьому внаслідок переміщення або ється у лійку 48 і видаляється. вилітанню стружки в напрямку елемента 15 відбувається її поперечне переміщення в напрямку Q, 13 92804 14 Для стійкого встановлення сляба 3 на ділянці ного на Фіг.6, може здійснюватися оптимальне різання фрези 36 передбачений передавальний введення сляба в робочий зазор між фрезою 5 та стіл 40 з внутрішнім охолоджуванням. Просування опорним роликом 24. сляба 3 забезпечується ведучим елементом 38. Іншим альтернативним варіантом здійснення Охолоджування торцевої фрези 36 і різальних ідеї винаходу відносно видалення стружки з верхкромок забезпечується за рахунок охолоджування ньої сторони сляба є відсмоктування. Це проілюс39 різальних кромок. За допомогою обертового тровано на Фіг.12. Для цього безпосередньо за зчеплення і привідного вала 44 вода або емульсія фрезерним зазором створюється напрямний капідводяться до основи фрези. У ній в радіальному нал, що складається з декількох напрямних еленапрямку від центра до різальної кромки виконані ментів 15. Таким чином, стружка, що вилітає в каотвори 39 для охолоджування, що оптимально нал, додатково всмоктується і видаляється через охолоджують фрезу 36 і сприяють транспортувантрубу в поперечному напрямку. Труба і всмоктуваню стружки в сторону. Бокові роликові напрямні 42 льний канал мають теплову ізоляцію відносно сприймають поперечні (осьові) зусилля, які винисляба. Крім того, для акустичної ізоляції канал і кають при фрезеруванні внаслідок установки різатруба зовні облицьовані ізоляційними матами. льних кромок фрези під кутом. Вигляд збоку ведуДля сприяння транспортуванню стружки в сточого елемента і торцевої фрези на верхній стороні рону або для її направлення використовуються сляба 3 представлені на Фіг.7. На Фіг.8 зображепостійні магніти та електромагніти (не показані). ний вигляд зверху сляба 3 і торцевої фрези 36, а Стружка при температурі перетворення остигає також бокових роликових напрямних 42. дуже швидко, так що на неї можна впливати магніНа Фіг.11а та 11b показано, як напрямний тами. елемент 15 розташований на поверхні сляба. При Перелік позицій попутному фрезеруванні простим чином здійсню1 металева стрічка ється транспортування стружки в сторону за раху2 установка безперервного розливання нок встановлення бокових поверхонь напрямного 3 сляб елемента 15 під кутом а, сформованим між однією 3' кромка сляба з поверхонь напрямного елемента 15 і напрямком 3" середня лінія сляба або середина установQ, направленим упоперек напрямку (F) руху сляба ки (3) (див. Фіг.11b). В результаті відносного руху між 4 фрезерний верстат слябом 3, що проходить повз, і вказаним напрям5 фреза ним елементом 15 стружка 7 переміщається в сто6 пристрій для видалення стружки рону і, як про це вже говорилося, транспортується 7 стружка далі. Цей механізм функціонує тоді, коли напрямок 8 поверхня сляба обертання 43 фрези і напрямок подачі F сляба 9 стрічковий транспортер співпадають. 10 напрямний ролик Крім того, у всіх варіантах здійснення можна 11 охолоджувач (розпилювальне сопло) передбачити, щоб встановлювалися бокові роли12 відбивна пластина кові напрямні 30 (див. Фіг.2), які утримують сляб 3 13 напрямні пластинки в середині лінії. Бокові роликові напрямні 30 мо14 засоби переміщення жуть встановлюватися як до, так і після фрезерно15 напрямний елемент го верстата 4, або фрез 5. 15' напрямний елемент На Фіг.5 зображений напрямний елемент 15 16 кромка для нижньої сторони слябу 3. Слід зазначити, що 17 вісь видалення стружки 7 за рахунок сили тяжіння тут, 18 кінець напрямного елемента природно, набагато простіше, ніж у випадку верх19 охолоджувач ньої сторони сляба. Однак і тут передбачений на20 очисна установка прямний елемент 15, встановлений з можливістю 21 профілометр (вимірювальний прилад) повороту навколо горизонтальної осі 17. В іншому 22 піч позиції, подібні до Фіг.4, діють аналогічно. 23 транспортер Охолоджування напрямного елемента 15 від24 опорний ролик бувається за допомогою охолоджувачів 19 (розпи25 прокатна кліть лювальних сопел для води або повітряних сопел). 26 прокатна кліть Під напрямним елементом 15 передбачений стріч27 соплова балка як подовжній розбризкувач ковий транспортер 9. Стружка 7, що транспорту27' соплова балка як поперечний розбризкувач ється на ньому, може охолоджуватися за допомо28 другий стрічковий транспортер гою охолоджувача 31 (розпилювального сопла). 29 приймач На Фіг.6 видна ще одна деталь, що забезпечує 30 роликова бокова напрямна надійність процесу роботи установки. Під слябом 3 31 охолоджувач встановлена опорна плита 32, яка може бути ви32 опорна плита конана з внутрішнім охолоджуванням і з можливіс33 притискний ролик тю підйому та опускання. На протилежній стороні 34 поверхня сляба 3 встановлений пересувний притискний ро35 пристрій для гідрозбивання окалини лик 33 для створення невеликого притискного зу36 торцева фреза силля. Поверхня 34 опорної плити 32 для змен37 різальна кромка шення контактної поверхні може бути виконана 38 тягнучий елемент жолобчастою. За допомогою пристрою, зображе 15 92804 16 39 охолоджування різальних кромок, охоло52 напрямна пластина або кут відхилення джування фрези 53 напрямок потоку води в архімедовому гвин40 передавальний стіл ті 41 ролик рольганга 54 архімедів гвинт, пристрій для стружковлов42 бокова роликова напрямна лювання 43 напрямок обертання 55 теплоізоляція або охолоджування 44 обертове зчеплення, привідний вал F напрямок переміщення 45 транспортування стружки в сторону D напрямок обертання циліндричної фрези 46 фрезерування верхньої сторони Q поперечний напрямок 47 фрезерування нижньої сторони N напрямок по нормалі 48 стружкоприймач кут 49 соплова балка для транспортування стружS напрямок розбризкування ки R ділянка з трубчастим виром. 50 ролик рольганга 51 стічний канал 17 92804 18 19 92804 20 21 92804 22 23 Комп’ютерна верстка А. Крижанівський 92804 Підписне 24 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for producing metal strip by continuous casting
Автори англійськоюSeidel Juergen, Sudau, Peter, Merz Jurgen, Kipping, Matthias
Назва патенту російськоюУстройство для изготовления металлической ленты непрерывной разливкой
Автори російськоюЗайдель Юрген, Зудау Петер, Мерц Юрген, Киппинг Маттиас
МПК / Мітки
МПК: B22D 11/12, B23Q 11/00
Мітки: стрічки, безперервним, металевої, виготовлення, розливанням, пристрій
Код посилання
<a href="https://ua.patents.su/12-92804-pristrijj-dlya-vigotovlennya-metalevo-strichki-bezperervnim-rozlivannyam.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення металевої стрічки безперервним розливанням</a>
Установка для безперервного розливання і прокатки металевої стрічки, спосіб виробництва металевої стрічки та металева стрічка
Номер патенту: 87175
Опубліковано: 25.06.2009
Автор: Велькер Ханс-Херберт
МПК: B21B 1/46, B22D 11/06
Мітки: стрічки, металевої, спосіб, установка, металева, безперервного, виробництва, прокатки, розливання, стрічка
Формула / Реферат:
1. Установка для безперервного розливання і прокатки металевої стрічки (7), зокрема сталевої стрічки (7), що містить розливний пристрій (1), пристрій гарячої прокатки (2), ділянку охолодження (3), намотувальний пристрій (10) та замкнуту захисну камеру (4), причому пристрій гарячої прокатки (2) розташований після розливного пристрою (1) так, що металева стрічка (7) після розливання підведена з початковою товщиною d1 до пристрою гарячої...
Спосіб виготовлення металевої стрічки
Номер патенту: 45433
Опубліковано: 15.04.2002
Автори: Дубровін Едуард Юрійович, Майко Ольга Іванівна, Осіпов Володимир Прокопович, Найдек Володимир Леонтійович, Перелома Віталій Олександрович, Узієнко Борис Олександрович, Казачков Євгеній Олександрович
МПК: B22D 11/06, B22D 11/11
Мітки: спосіб, виготовлення, металевої, стрічки
Формула / Реферат:
Спосіб виготовлення металевої стрічки, який включає в себе підготовку розплаву, подачу розплаву на охолоджуваний валок-кристалізатор, кристалізацію стрічки та наступне її формування пригладжувальним валком, який відрізняється тим, що формування стрічки пригладжувальним валком, здійснюють з накладенням на нього ультразвукових коливань.
Спосіб і пристрій для намотування тонкої металевої стрічки, зокрема гаряче- або холоднокатаної тонкої стальної стрічки (варіанти)
Номер патенту: 78224
Опубліковано: 15.03.2007
Автори: Гінсберг Клаус, Боймер Клаус, Тушхофф Маттіас
МПК: B21C 47/24, B21C 47/00, B21C 47/28
Мітки: зокрема, спосіб, стальної, металевої, варіанти, тонкої, холоднокатаної, стрічки, пристрій, гаряче, намотування
Формула / Реферат:
1. Спосіб намотування тонкої металевої стрічки (1), зокрема гаряче- або холоднокатаної тонкої стальної стрічки, на регульований в діаметрі намотувальний барабан (3а), причому спочатку внутрішні витки (12) рулону намотують на намотувальний барабан із встановленою величиною діаметра, а після остаточного намотування рулону (11) намотувальний барабан (3а) витягують або рулон (11) знімають, який відрізняється тим, що в одному або декількох...
Спосіб та пристрій для змотування металевої стрічки
Номер патенту: 92240
Опубліковано: 11.10.2010
Автори: Йєпсен Олаф Норман, Мюллер Хайнц-Адольф
МПК: B21C 47/02
Мітки: спосіб, змотування, металевої, пристрій, стрічки
Формула / Реферат:
1. Спосіб змотування металевої стрічки (1), зокрема сталевої стрічки, в рулон (2), причому стрічку (1) направляють між подавальним пристроєм (3), що складається щонайменше з одного верхнього подавального ролика (4) і щонайменше одного нижнього подавального ролика (5), і барабаном (6) моталки та змотують на барабан (6) моталки в рулон (2), який відрізняється тим, що при досягненні заданої залишкової довжини стрічки (1) до неї прикладають...
Пристрій для охолодження металевої стрічки
Номер патенту: 91863
Опубліковано: 10.09.2010
Автори: Ебнер Петер, Еккертсберґер Ґеральд
МПК: C21D 9/52, C21D 9/00, C21D 9/573
Мітки: стрічки, охолодження, пристрій, металевої
Формула / Реферат:
1. Пристрій для охолодження металевої стрічки (1) з принаймні двома розташованими одна напроти одної, відносно металевої стрічки (1), безперервно переміщуваної в її поздовжньому напрямку, розпилювальними ділянками, які містять розпилювачі, приєднані до газопостачальних коробів (3) для охолоджувального газу, та з передбаченими між розпилювачами проточними каналами (5) для відведення з розпилювачів потоків охолоджувального газу, які...
Попередній патент: Спосіб лікування трихостронгілятозів травного каналу жуйних
Наступний патент: Спосіб виготовлення металевої штаби безперервним розливанням
Випадковий патент: Спосіб профілактики коагулопатичних ускладнень при розродженні жінок з варикозною хворобою