Пакувальний багатошаровий матеріал, спосіб одержання пакувального багатошарового матеріалу, і виготовлений з нього пакувальний контейнер
Номер патенту: 102092
Опубліковано: 10.06.2013
Автори: Роша Жіль, Файєт П'єр, Жаккуд Бертран, Тофт Нільс, Камако Валькер, Боннебо Ален, Шаке Андре
Формула / Реферат
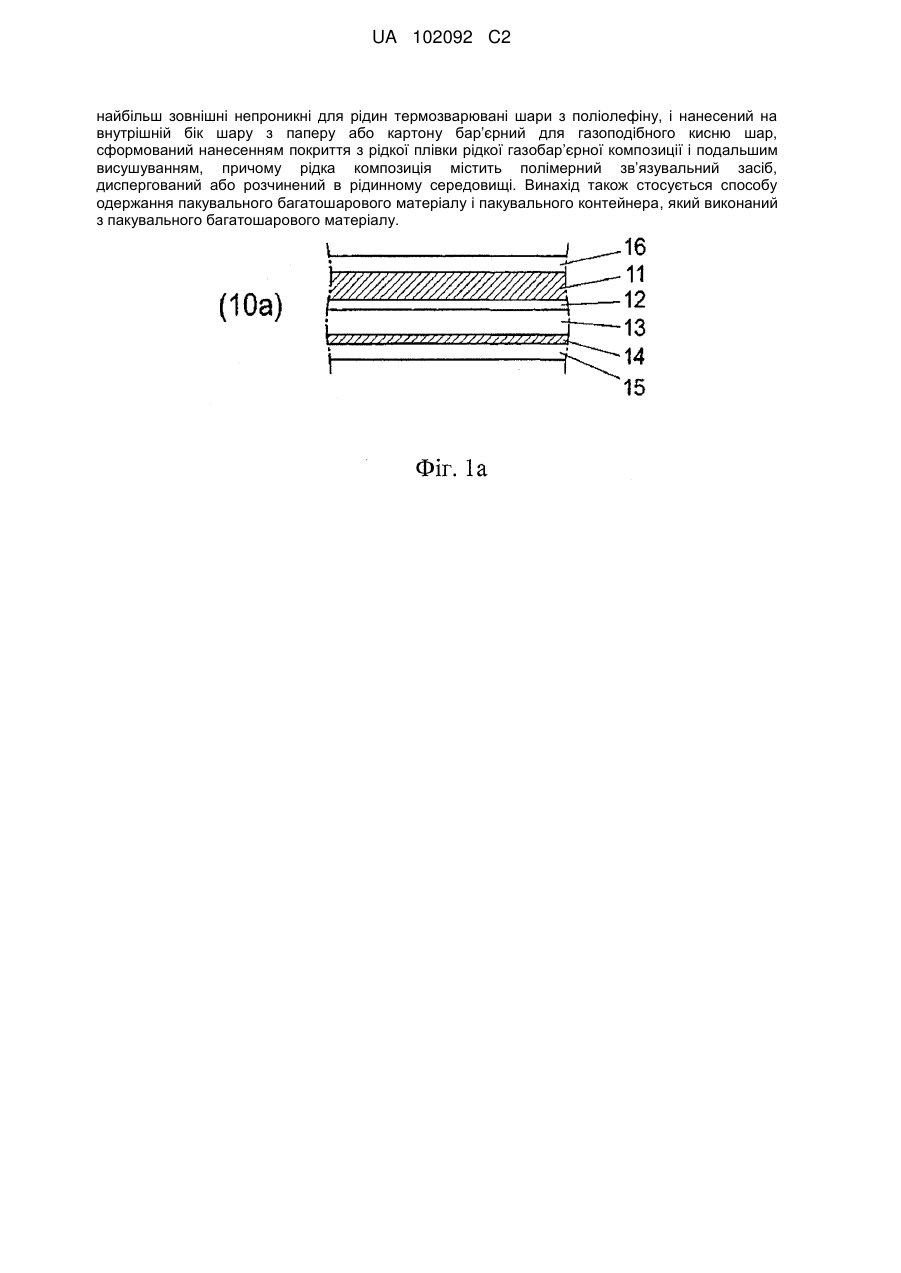
1. Пакувальний багатошаровий матеріал (10а; 10b), який має газобар'єрні властивості, для упаковування рідкого харчового продукту, що включає серцевинний шар (11; 11') з паперу або картону, перший зовнішній непроникний для рідин термозварюваний поліолефіновий шар (16), другий внутрішній непроникний для рідин термозварюваний поліолефіновий шар (15) і, нанесений безпосередньо у вигляді покриття на внутрішній бік серцевинного шару з паперу або картону і суміжний з внутрішньою стороною серцевинного шару (11; 11'), бар'єрний для газоподібного кисню шар (12), сформований нанесенням покриття рідкої плівки з рідкої газобар'єрної композиції і подальшим висушуванням, причому рідка композиція містить полімерний зв'язувальний засіб, диспергований або розчинений у водному середовищі або середовищі розчинника, де пакувальний багатошаровий матеріал додатково включає осаджений з парової фази бар’єрний шар (14), нанесений у вигляді покриття на полімерний плівковий субстрат, причому полімерний плівковий субстрат необов’язково містить внутрішній термозварюваний поліолефіновий шар (15), і осаджений з парової фази бар’єрний шар (14) розміщують між вказаним бар’єрним для газоподібного кисню шаром (12) і вказаним внутрішнім термозварюваним поліолефіновим шаром (15), і де покрита осадженим з парової фази шаром плівка (14-15) з’єднана з серцевинним шаром (11-12), покритим бар’єрним для газоподібного кисню шаром, за допомогою проміжного полімерного шару (13).
2. Пакувальний багатошаровий матеріал для упаковування рідкого харчового продукту за п. 1, який відрізняється тим, що вказаний бар’єрний для газоподібного кисню шар включає від 60 до 90 мас. % вказаного полімерного зв’язувального засобу, у розрахунку на масу сухого покриття.
3. Пакувальний багатошаровий матеріал для упаковування рідкого харчового продукту за будь-яким з пп. 1 або 2, який відрізняється тим, що вказаний полімерний зв’язувальний засіб являє собою полімер, який має газобар’єрні властивості.
4. Пакувальний багатошаровий матеріал для упаковування рідкого харчового продукту за будь-яким з пп. 1-3, який відрізняється тим, що вказаний полімерний зв’язувальний засіб вибирають з групи, що складається з полімерів на основі вінілового спирту, переважнo таких як PVOH або диспергований у воді EVOH, і полімерів акрилової кислоти або метакрилової кислоти, полісахаридів, похідних полісахаридів і комбінацій з двох або більше таких.
5. Пакувальний багатошаровий матеріал для упаковування рідкого харчового продукту за будь-яким з пп. 1 або 2, який відрізняється тим, що вказаний полімерний зв'язувальний засіб являє собою PVOH, що переважно має ступінь омилення щонайменше 98 %, більш переважно щонайменше 99 %.
6. Пакувальний багатошаровий матеріал за будь-яким з пп. 1-5, який відрізняється тим, що вказана рідка композиція додатково включає неорганічні частинки.
7. Пакувальний багатошаровий матеріал за п. 6, який відрізняється тим, що вказані неорганічні частинки за формою є пластинчатими.
8. Пакувальний багатошаровий матеріал за п. 7, який відрізняється тим, що вказані неорганічні частинки головним чином складаються з пластинчатих глинистих частинок з нанорозмірами, що мають співвідношення геометричних розмірів від 50 до 5000.
9. Пакувальний багатошаровий матеріал за п. 8, який відрізняється тим, що вказані неорганічні частинки дисперговані до розшарованого стану.
10. Пакувальний багатошаровий матеріал за будь-яким з пп. 7-9, який відрізняється тим, що вказані неорганічні частинки є монтморилонітом.
11. Пакувальний багатошаровий матеріал за п. 7, який відрізняється тим, що вказані неорганічні частинки головним чином складаються з пластинчатих частинок тальку, що мають співвідношення геометричних розмірів від 10 до 500.
12. Пакувальний багатошаровий матеріал за будь-яким з пп. 1-11, який відрізняється тим, що вказаний бар’єрний для газоподібного кисню шар (12) наносять в загальній кількості від 0,1 до 5 г/м2, переважно від 0,5 до 3,5 г/м2, більш переважно від 0,5 до 2 г/м2, з розрахунку на суху вагу.
13. Пакувальний багатошаровий матеріал за будь-яким з попередніх пунктів, який відрізняється тим, що вказаний бар’єрний для газоподібного кисню шар (12) наносять в дві або більше послідовних стадій з проміжним висушуванням у вигляді двох або більше компонентних шарів, кожен в кількості від 0,5 до 2 г/м2, переважно від 0,5 до 1 г/м2 кожен.
14. Пакувальний багатошаровий матеріал за будь-яким з попередніх пунктів, який відрізняється тим, що осаджений з парової фази бар'єрний шар (14) являє собою метал або неорганічну сполуку металу.
15. Пакувальний багатошаровий матеріал за будь-яким з попередніх пунктів, який відрізняється тим, що осаджений з парової фази бар’єрний шар (14) являє собою шар, який, по суті, складається з алюмінію або оксиду алюмінію.
16. Пакувальний багатошаровий матеріал за будь-яким з пп. 1-13, який відрізняється тим, що осаджений з парової фази бар’єрний шар (14) являє собою шар на основі вуглецю.
17. Пакувальний багатошаровий матеріал за будь-яким з попередніх пунктів, який відрізняється тим, що осаджений з парової фази бар’єрний шар (14) наносять до товщини від 5 до 200 нм (від 50 до 2000 Å).
18. Пакувальний багатошаровий матеріал за будь-яким з попередніх пунктів, який відрізняється тим, що полімерний плівковий субстрат для осадження покриття з парової фази являє собою плівку на основі поліолефіну.
19. Пакувальний багатошаровий матеріал за будь-яким з попередніх пунктів, який відрізняється тим, що полімерний плівковий субстрат для осадження покриття з парової фази також включає вказаний найбільш внутрішній термозварюваний поліолефіновий шар (15).
20. Пакувальний багатошаровий матеріал за будь-яким з попередніх пунктів, який відрізняється тим, що вказаний найбільш внутрішній термозварюваний полімерний шар (15) головним чином складається з поліетилену низької густини, переважно головним чином складається з лінійного поліетилену низької густини (LLDPE).
21. Пакувальний багатошаровий матеріал за будь-яким з пп. 18-20, який відрізняється тим, що вказаний полімерний плівковий субстрат являє собою моноорієнтовану плівку (34а), яка складається з вказаного найбільш внутрішнього термозварюваного поліолефінового шару (15).
22. Пакувальний багатошаровий матеріал за п. 21, який відрізняється тим, що вказана моноорієнтована плівка (15; 34а) в основному включає поліетилен низької густини, переважно лінійний поліетилен низької густини.
23. Пакувальний багатошаровий матеріал за будь-яким з пп. 21 і 22, який відрізняється тим, що вказана моноорієнтована плівка (15) має товщину 20 мкм або менше, переважно 15 мкм або менше.
24. Пакувальний багатошаровий матеріал за будь-яким з пп. 21-23, який відрізняється тим, що моноорієнтована плівка (15) включає поверхневий шар з поліолефіну, модифікованого функціональними групами, причому на поверхневий шар наносять осаджений з парової фази бар’єрний шар (14).
25. Пакувальний багатошаровий матеріал за п. 24, який відрізняється тим, що модифікований поліолефін являє собою співполімер етилену і (мет)акрилової кислоти (ЕАА або ЕМАА).
26. Пакувальний багатошаровий матеріал за будь-яким з попередніх пунктів, який відрізняється тим, що вказану осаджену з парової фази плівку, покриту бар’єрним шаром (14-15), з’єднують з паперовим або картонним серцевинним шаром (11; 11') за допомогою проміжного полімерного шару (13), вибраного з поліолефінів і полімерних адгезивів на основі поліолефінів.
27. Пакувальний багатошаровий матеріал за п. 26, який відрізняється тим, що проміжний полімерний шар (13) додатково включає неорганічні частинки в формі чорних пігментів для поліпшення світлобар’єрних властивостей пакувального багатошарового матеріалу.
28. Пакувальний багатошаровий матеріал за п. 26, який відрізняється тим, що проміжний полімерний шар (13) додатково включає неорганічні частинки в формі білих пігментів для поліпшення світлобар’єрних властивостей пакувального багатошарового матеріалу.
29. Спосіб одержання пакувального багатошарового матеріалу (10а; 10b; 29) за будь-яким з пп. 1-28, що включає стадії, в яких:
готують серцевинний шар (11; 11'; 21а) з паперу або картону,
готують рідку газобар’єрну композицію, яка містить полімерний зв’язувальний засіб, диспергований або розчинений у водному або основаному на розчиннику рідинному середовищі,
формують тонкий бар’єрний для газоподібного кисню шар (12), що включає вказаний полімерний зв’язувальний засіб, нанесенням (22а) рідкої композиції на перший бік вказаного серцевинного шару (11; 11'; 21а) з паперу або картону і подальшим висушуванням (22b) для випаровування рідини,
нашаровують плівку полімерного субстрату (23; 23а) з осадженим з парової фази бар’єрним покриттям на внутрішній бік бар’єрного для газоподібного кисню шару (12) за допомогою проміжного полімерного шару (13; 24),
утворюють внутрішній шар (15) з термозварюваного поліолефіну всередині осадженого з парової фази бар’єрного шару (14), внутрішній шар (15) необов’язково утворений плівкою полімерного субстрату (23), і
утворюють зовнішній шар (16; 26) з термозварюваного поліолефіну на зовнішньому боці серцевинного шару (11; 21а).
30. Спосіб за п. 29, в якому рідка газобар’єрна композиція додатково включає неорганічні частинки.
31. Спосіб за будь-яким з пп. 29-30, в якому бар’єрний для газоподібного кисню полімер, який міститься в рідкій композиції, вибирають з групи, що складається з PVOH, диспергованого у воді EVOH, полімерів акрилової кислоти або метакрилової кислоти, полісахаридів, похідних полісахаридів і комбінацій з двох або більше таких.
32. Спосіб за будь-яким з пп. 29-31, в якому бар’єрний для газоподібного кисню шар (12) наносять в загальній кількості від 0,1 до 5 г/м2, переважно від 0,5 до 3,5 г/м2, більш переважно від 0,5 до 2 г/м2, з розрахунку на суху вагу.
33. Спосіб за будь-яким з пп. 29-32, в якому бар’єрний для газоподібного кисню шар (12) наносять у вигляді двох або більше компонентних шарів в двох або більше послідовних стадіях з проміжним висушуванням, кожен в кількості від 0,5 до 2 г/м2, переважно від 0,5 до 1 г/м2 кожен.
34. Спосіб за будь-яким з пп. 29-33, який додатково включає стадії:
забезпечення плівки (23) полімерного субстрату і осадження з парової фази бар’єрного шару (14; 23а) на плівку (23) полімерного субстрату.
35. Спосіб за будь-яким з пп. 29-34, в якому полімерний плівковий субстрат (34а) для осадження з парової фази одержують екструзійно-роздувним формуванням (32) плівки, яка включає найбільш внутрішній шар (15; 23) з термозварюваного полімеру.
36. Спосіб за п. 35, який додатково включає стадію моноорієнтування (36) одержаної роздувним формуванням плівки (34а) полімерного субстрату перед нанесенням осадженого з парової фази покриття, причому плівка (34а) полімерного субстрату в основному включає лінійний поліетилен низької густини.
37. Спосіб за п. 36, в якому плівка полімерного субстрату (23; 34а), яка в основному включає лінійний поліетилен низької густини, є моноорієнтованою (36) до товщини 20 мкм або менше, переважно 15 мкм або менше.
38. Спосіб за будь-яким з пп. 29-37, в якому шар (14; 23а) з металевого алюмінію або оксиду алюмінію осаджують (40) з парової фази на плівку полімерного субстрату (23; 34а; 44а).
39. Спосіб за будь-яким з пп. 29-38, в якому осаджений з парової фази бар’єрний шар (14; 23а) наносять з товщиною від 5 до 200 нм (від 50 до 2000 Å).
40. Спосіб за будь-яким з пп. 29-39, в якому плівку (14-15; 23-23а) з осадженним з парової фази бар’єрним шаром нашаровують на внутрішній бік бар’єрного для газоподібного кисню шару (12) за допомогою екструзійного ламінування з проміжним полімерним шаром (13; 24).
41. Спосіб за будь-яким з пп. 29-39, в якому проміжний полімерний шар (13; 24) є термопластичним зв’язувальним шаром, і осаджений з парової фази бар’єрний шар (14; 23а) являє собою сполуку металу, який додатково включає стадії, в яких наносять покриття з рідкої плівки проміжного полімерного шару (13) на нанесений бар’єрний для газоподібного кисню шар (12), висушують і потім проводять гаряче напресування плівки (14-15; 23-23а) з осадженим з парової фази бар’єрним шаром на проміжний шар (13).
42. Пакувальний контейнер (50а; 50b), одержаний з пакувального багатошарового матеріалу (10а; 10b) за будь-яким з пп. 1-28.
Текст
Реферат: Даний винахід стосується безфольгового пакувального багатошарового матеріалу для упаковування рідких харчових продуктів, що включає серцевинний шар з паперу або картону, UA 102092 C2 ДЕРЖАВНА СЛУЖБА ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ УКРАЇНИ UA 102092 C2 найбільш зовнішні непроникні для рідин термозварювані шари з поліолефіну, і нанесений на внутрішній бік шару з паперу або картону бар’єрний для газоподібного кисню шар, сформований нанесенням покриття з рідкої плівки рідкої газобар’єрної композиції і подальшим висушуванням, причому рідка композиція містить полімерний зв’язувальний засіб, диспергований або розчинений в рідинному середовищі. Винахід також стосується способу одержання пакувального багатошарового матеріалу і пакувального контейнера, який виконаний з пакувального багатошарового матеріалу. UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь техніки, до якої належить винахід Даний винахід стосується безфольгового пакувального багатошарового матеріалу для упаковування рідких харчових продуктів, що включає сердцевинний шар з паперу або картону, зовнішні непроникні для рідин термозварювані шари з поліолефіну, і нанесений на внутрішній бік шару з паперу або картону бар'єрний для газоподібного кисню шар, сформований нанесенням покриття, складеного рідкою плівкою з рідкої газобар'єрної композиції, і подальшим висушуванням, причому рідка композиція містить полімерний зв'язувальний засіб, диспергований або розчинений у водному або основаному на розчиннику середовищі. Винахід також стосується способу одержання пакувального багатошарового матеріалу і пакувальної тари, яка виготовлена з пакувального багатошарового матеріалу. Рівень техніки Пакувальні контейнери типу тари для одноразового використання, призначені для рідких харчових продуктів, часто виготовляють з пакувального багатошарового матеріалу на паперовій або картонній основі. Один такий широко розповсюджений пакувальний контейнер продають під торговою назвою Tetra Brik Aseptico і головним чином використовують для асептичної упаковки рідких харчових продуктів, таких як молоко, фруктові соки і т. д., що продаються для довготривалого зберігання в умовах навколишнього середовища. Пакувальний матеріал в цьому відомому пакувальному контейнері типово являє собою багатошаровий матеріал, який включає товстий сердцевинний шар з паперу або картону і зовнішні, непроникні для рідин шари з термопластичних матеріалів. Щоб додати пакувальному контейнеру газонепроникність, особливо непроникність для газоподібного кисню, наприклад, з метою асептичного упаковування і упаковування молока або фруктових соків, багатошаровий матеріал в цих пакувальних контейнерах звичайно включає щонайменше один додатковий шар, частіше за все алюмінієву фольгу. На внутрішньому боці багатошарового матеріалу, тобто, на боці, який передбачається бути повернутим до заповнюючого ємність харчового вмісту виготовленого з багатошарового матеріалу контейнера, знаходиться найбільш внутрішній шар, нанесений на алюмінієву фольгу, причому найбільш внутрішній шар на внутрішньому боці може бути складений одним або декількома компонентними шарами, що включають термозварювані полімерні адгезиви і/або поліолефіни. Також на зовнішньому боці сердцевинного шару присутній зовнішній термозварюваний полімерний шар. Пакувальні контейнери в основному виготовляють за допомогою сучасних високошвидкісних пакувальних машин такого типу, який формує, заповнює і заварює упаковки зі стрічки або із попередньо зроблених заготовок пакувального матеріалу. Таким чином, пакувальні контейнери можуть бути одержані згортанням стрічки з багатошарового пакувального матеріалу в трубу шляхом зведення обох подовжніх кромок стрічки разом в з'єднанні внапуск зі зваренням один з іншим най внутрішнього і зовнішнього термозварюваних шарів з термопластичного полімеру. Трубу заповнюють призначеним для цього рідким харчовим продуктом і після цього розділяють на окремі упаковки поперечним заварюванням труби, що повторюється на попередньо заданій відстані від одного шва до іншого нижче рівня вмісту в трубі. Упаковки відділяють від труби розрізанням вздовж поперечних зварних швів і надають їм бажану геометричну конфігурацію, звичайно паралелепіпеда, фальцюванням вздовж приготованих ліній біговки в пакувальному матеріалі. Головна перевага цього принципу упаковки способом безперервного формування труби, заповнення і заварювання полягає в тому, що стрічка може бути піддана безперервній стерилізації безпосередньо перед формуванням труби, тим самим забезпечуючи можливість реалізації способу асептичної упаковки, тобто, способу, в якому рідкий вміст, що заливається, а також сам пакувальний матеріал звільняються від бактерій, і заповнений пакувальний контейнер виготовляють в чистих умовах так, що заповнена упаковка може зберігатися протягом тривалого часу навіть при температурі навколишнього середовища, без небезпеки зростання мікроорганізмів в заповнюючому її продукті. Ще однією важливою перевагою способу упаковування за методом типу Tetra Briko, як відмічено вище, є можливість безперервного високошвидкісного упаковування, яке впливає значним чином на економічну ефективність. Шар алюмінієвої фольги в пакувальному багатошаровому матеріалі створює газобар'єрні властивості, далеко перевершуючі такі у більшості полімерних газобар'єрних матеріалів. Загальноприйнятий пакувальний багатошаровий матеріал на основі алюмінієвої фольги для асептичної упаковки рідких харчових продуктів являє собою найбільш економічно вигідний пакувальний матеріал на рівні його ефективності, доступному на сучасному ринку. Будь-який інший конкуруючий матеріал повинен бути економічно більш вигідним відносно сировинних 1 UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 60 матеріалів, мати порівняльні характеристики консервації харчових продуктів і мати порівняно низьку складність перетворення в кінцевий пакувальний багатошаровий матеріал. До цього часу на ринку навряд чи є будь-які асептичні упаковки на основі паперу або картону для довготривалого зберігання в умовах навколишнього середовища вищеописаного типу, зроблені з недорогого безфольгового пакувального багатошарового матеріалу, порівнянного з багатошаровими матеріалами на основі алюмінієвої фольги, які мають надійний рівень бар'єрних властивостей і характеристик консервації харчових продуктів протягом більше 3 місяців. Є деякі полімерні матеріали, які забезпечують хороші бар'єрні характеристики, але вони або мають погані механічні властивості в багатошаровому матеріалі, або важкі в обробці при перетворенні в тонкі шари в багатошарових матеріалах, наприклад, вимагають співекструдування зв'язаних шарів, що дорого коштує, або, більше того вони можуть значно дорожче коштувати при прийнятній товщині, ніж алюмінієві, і тому не є економічно доцільними для упаковування, наприклад, молока або соку. Серед спроб розробити більш економічні пакувальні матеріали і звести до мінімуму кількість сировинного матеріалу, необхідного для виготовлення пакувальних матеріалів, найбільше надихає загальна спрямованість на розвиток попередньо приготованих плівок, що мають множинні бар'єрні функціональні можливості, які можуть замінити алюмінієву фольгу. Відомі раніше приклади такого роду являють собою плівки, що поєднують численні шари, кожен з яких вносить свій внесок у взаємодоповнювані бар'єрні характеристики кінцевої плівки, наприклад, такі як плівки, що мають осаджений з парів бар'єрний шар і додатковий бар'єрний шар на полімерній основі, нанесений у вигляді покриття на той же плівковий субстрат. Однак такі плівки, які були нанесені двічі різними способами, схильні ставати такими, які дуже дорого коштують, як в плані сировинного матеріалу, так і по вартості виготовлення, а також в результаті того факту, що в багатьох випадках потрібен додатковий герметизуючий шар, і будуть виникати дуже серйозні вимоги до якостей плівкового субстрату, такі як термічна стійкість і міцність в процесі обробки. Існує один тип полімерних газобар'єрних шарів, який міг би бути дуже економічним, тобто, бар'єрні полімери, які наносять в формі дисперсії або розчину в рідині або розчиннику, на субстрат, і потім висушують з утворенням тонких бар'єрних покриттів. Однак дуже важливо, щоб дисперсія або розчин були однорідними і стабільними для забезпечення рівномірного покриття з однорідними бар'єрними властивостями. Прикладами придатних полімерів для водних композицій є полівінілові спирти (PVOH), дисперговані у воді співполімери етилену і вінілового спирту (EVOH) або дисперговані або розчинні у воді полімери на основі полісахаридів. Такі дисперсійні покривні шари, або так звані рідкоплівкові покривні (LFC) шари можуть бути 2 зроблені дуже тонкими, аж до десятих часток грама на м , і можуть створювати високоякісні однорідні шари, за умови, що дисперсія або розчин є гомогенними і стабільними, тобто, ретельно приготованими і змішаними. Протягом багатьох років було відомо, що, наприклад, PVOH має чудові киснево-бар'єрні характеристики в сухих умовах. Полівініловий спирт (PVOH) також забезпечує дуже хороші бар'єрні властивості відносно запахів, тобто, здатність запобігати потраплянню пахучих речовин в пакувальну тару з навколишнього середовища, наприклад, в холодильнику або в коморі, яка здатність стає важливою при довготривалому зберіганні упаковок. Далі, такі рідкоплівкові покривні полімерні шари з диспергованих або розчинних у воді полімерів часто виявляють хорошу внутрішню адгезію до сусідніх шарів, що сприяє хорошій цілісності кінцевого пакувального контейнера. Під цілісністю упаковки в основному розуміють міцність упаковки, тобто, стійкість до витоків з пакувальної тари. Однак такі дисперговані у воді бар'єрні полімери мають основний недолік в тому, що вони загалом чутливі до вологи, і що при високому відносному вмісті вологи в пакувальному багатошаровому матеріалі киснево-бар'єрні властивості швидко гіршають. Таким чином, тонкий дисперсійний покривний шар з PVOH або EVOH або подібного полімеру може бути придатним для упаковування сухих продуктів в сухих умовах навколишнього середовища, але в набагато меншій мірі для упаковування рідин і вологих продуктів, або для зберігання в мокрих або вологих умовах. Більш того було виявлено, що цілком хороші киснево-бар'єрні властивості плоского пакувального багатошарового матеріалу, що має шар з дисперсійного покривного бар'єрного полімеру (в порівнянні з алюмінієвою фольгою), серйозно гіршали під час обробки і перетворення в пакувальні контейнери. Тому раніше робилися спроби створення чутливого до вологи полімерного шару з кращими вихідними киснево-бар'єрними властивостями, а також надання йому більшої стійкості до вологи шляхом модифікування полімеру або включення інших речовин в полімерну композицію, в тому числі зшиття полімеру. Однак такі модифікації і додавання речовин часто роблять процес нанесення рідкоплівкового покриття більш важким відносно регулювання і, що важливо, 2 UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 60 більш дорогим. Такі речовини також можуть потребувати ретельного відбору в світлі існуючих законодавчих нормативів в зоні безпеки харчових продуктів для упаковування харчових продуктів. Наприклад, також робилися спроби термічного затвердівання дисперсійного покривного шару з полівінілового спирту (PVOH) в поєднанні з його висушуванням шляхом нагрівання його до температури вище 100°С. Однак таке нагрівання може ушкоджувати покритий картоном субстрат і негативно впливати на якість покриття, наприклад, створюючи такі дефекти, як бульбашки і тріщини в киснево-бар'єрному покритті. Відповідно цьому, як і раніше існує потреба в економічному і міцному, тобто, надійному навіть при помірних варіаціях умов виготовлення і звертання, пакувальному матеріалі без алюмінієвої фольги для асептичного пакування рідких харчових продуктів, наприклад, молока або інших напоїв, який матеріал забезпечує достатні бар'єрні характеристики в пакувальних контейнерах для довготривалого асептичного зберігання в умовах навколишнього середовища. Термін «довготривале зберігання» в зв'язку з даним винаходом означає, що пакувальний контейнер повинен бути здатний зберігати якості упакованого харчового продукту, тобто харчову цінність, гігієнічну чистоту і смак, в умовах навколишнього середовища протягом щонайменше 3 місяців, переважно, довше. Суть винаходу Тому мета даного винаходу полягає в подоланні або пом'якшенні вищеописаних проблем одержанням безфольгового паперового або картонного пакувального багатошарового матеріалу для довготривалого асептичного упаковування рідких або вологих харчових продуктів. Загальною метою винаходу є створення безфольгового паперового або картонного пакувального багатошарового матеріалу, що має хороші газобар'єрні властивості, придатні для довготривалого асептичного впакування, і хорошої внутрішньої адгезії між шарами, забезпечуючи хорошу цілісність пакувальної тари, виготовленої з багатошарового матеріалу. Особливо, мета полягає в створенні економічного, безфольгового пакувального багатошарового матеріалу на паперовій або картонній основі, що забезпечує хороші газобар'єрні характеристики пакувальної тари, хорошу цілісність упаковки і хорошу внутрішню адгезію між шарами багатошарового матеріалу. Додатковою метою винаходу є створення економічного, в порівнянні з алюмінієвою фольгою, безфольгового паперового або картонного пакувального багатошарового матеріалу, що має хороші газобар'єрні характеристики, хороші бар'єрні властивості відносно водяних парів і хороші характеристики внутрішньої адгезії, для мети виготовлення асептичних, газонепроникних і непроникних для водяних парів пакувальних контейнерів, що мають хорошу цілісність упаковки. Ще одна додаткова мета винаходу полягає в створенні економічного і міцного, безфольгового, основаного на папері або картоні і термозварюваного пакувального багатошарового матеріалу, який має хороші газобар'єрні характеристики, хороші бар'єрні властивості відносно водяних парів і хороші характеристики внутрішньої адгезії, для мети виготовлення асептичних пакувальних контейнерів для довготривалого зберігання рідких харчових продуктів із збереженням харчової цінності в умовах навколишнього середовища. Більш конкретна мета, згідно щонайменше деяким з варіантів здійснення винаходу, полягає в створенні економічного, безфольгового, основаного на папері або картоні пакувального контейнера для рідин, що має хороші бар'єрні характеристики для газів і водяних парів, хороші бар'єрні властивості відносно запахів і хорошу цілісність для асептичного упаковування молока при довготривалому зберіганні в умовах навколишнього середовища. Таким чином, згідно з даним винаходом дані цілі досягнуті за допомогою багатошарового пакувального матеріалу, пакувального контейнера і способу одержання пакувального матеріалу, як визначено в прикладених пунктах формули винаходу. Згідно з першим аспектом винаходу, загальні цілі досягнуті за допомогою пакувального багатошарового матеріалу, що включає сердцевинний шар з паперу або картону, перший зовнішній непроникний для рідин термозварюваний поліолефіновий шар, другий внутрішній непроникний для рідин термозварюваний поліолефіновий шар, і нанесений безпосередньо на, і суміжний з внутрішньою стороною сердцевинного шару з паперу або картону покривний бар'єрний для газоподібного кисню шар, сформований нанесенням рідкоплівкового покриття з рідкої газобар'єрної композиції і подальшим висушуванням, причому рідка композиція містить полімерний зв'язувальний засіб, диспергований або розчинений у водному середовищі або середовищі розчинника, причому пакувальний багатошаровий матеріал додатково включає осаджений з парової фази бар'єрний шар, нанесений у вигляді покриття на полімерний плівковий субстрат, причому плівка полімерного субстрату необов'язково містить внутрішній 3 UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 термозварюваний поліолефіновий шар, причому осаджений з парової фази бар'єрний шар розміщений між вказаним бар'єрним для газоподібного кисню шаром і найбільш внутрішнім термозварюваним поліолефіновим шаром, і де плівка, покрыта осадженим з парової фази бар'єрним шаром, з'єднана з сердцевинним шаром, покритим бар'єрним для газоподібного кисню шаром, за допомогою проміжного полімерного шару. Таким чином, передбачалося, що для досягнення необхідного рівня киснево-бар'єрних характеристик в кінцевому пакувальному контейнері для асептичного довготривалого зберігання газобар'єрний полімерний зв'язувальний засіб, придатний до нанесення у вигляді рідкоплівкового покриття, наприклад, полівініловий спирт (PVOH), необхідно було б удосконалити новим засобом або деякими з відомих способів модифікування, тобто, додаванням зшиваючого реагенту або шляхом термічного затвердіння. Проте було б ще неясно, чи буде удосконалення киснево-бар'єрних властивостей досить істотним для асептичного упаковування і довготривалого зберігання в умовах навколишнього середовища. Пакувальний багатошаровий матеріал для застосування в пакувальних контейнерах для асептичного довготривалого зберігання також потребує поліпшення бар'єрних для водяних парів характеристик. Поняття «бар'єрні для водяних парів характеристики» означає бар'єрні властивості проти повільної міграції водяних парів крізь матеріал, тобто, не бар'єрні властивості у відношенні безпосередньо рідин. Як приклад, термозварювані поліолефіни, переважно, такі, як поліетилени низької густини (LDPE або LLDPE), являють собою бар'єри для рідин і застосовні як самі зовнішні шари для захисту картону всередині багатошарового матеріалу від впливу заповнюючого упаковку рідкого продукту або від вологих умов зовні упаковки, таких як висока вологість або зберігання при охолоджуванні. Однак поліетилен низької густини має порівняно низькі бар'єрні властивості відносно водяних парів, тобто, насправді при прийнятній товщині не здатний протистояти довготривалій повільній міграції водяних парів крізь багатошаровий матеріал під час перевезення і зберігання. Бар'єрні для водяних парів характеристики важливі протягом довготривалого зберігання ще і тому, що вони перешкоджають випаровуванню вологи з упакованого рідкого харчового продукту за межі пакувального контейнера, що могло б мати результатом більш низький вміст рідкого харчового продукту, ніж це очікується в кожному пакувальному контейнері, коли його нарешті розкриває споживач. Можливо, що також і склад і смак продукту могли б мінятися по мірі підвищення його концентрації. Більше того при запобіганні міграції водяних парів з їх переміщуванням з пакувального контейнера в паперовий або картонний шар пакувальний багатошаровий матеріал був би здатний зберігати свої характеристики жорсткості протягом тривалого часу. Таким чином, важливо, щоб пакувальний матеріал також мав достатні бар'єрні властивості відносно водяних парів для придатності до довготривалого асептичного упаковування рідких продуктів. Для створення бар'єрів для водяних парів відомі тонкі алюмінієві металізаційні шари, тобто, шари з металевого алюмінію, осаджені з парової фази. Однак при виготовленні економічних пакувальних багатошарових матеріалів на паперовій основі, що включають такі шари, виявилося, що киснево-бар'єрні властивості є недостатніми. Загальноприйнята алюмінієва фольга, що використовується в даний час в промисловому виробництві пакувальної тари для стерильних рідких харчових продуктів, має як бар'єрні властивості відносно водяних парів, так і киснево-бар'єрні характеристики. Навряд чи існують будь-які прийнятні економічні альтернативні матеріали, що забезпечують як надійний бар'єр для кисню, так і бар'єр для водяних парів, порівнянні з алюмінієвою фольгою. Однак при одержанні пакувальних контейнерів шляхом нашарування двох таких окремих і різних бар'єрних матеріалів один на одний, тобто, одного, що має бар'єрний шар з нанесеного у вигляді рідкої плівки PVOH-покриття, і ще одного, який має осаджений з парової фази бар'єрний шар, абсолютно несподівано було виявлено, що досягалися не тільки достатні бар'єрні характеристики відносно водяних парів, але також непередбачувано поліпшилися і несподівано стали набагато вище достатнього рівня киснево-бар'єрні характеристики кінцевого пакувального багатошарового матеріалу, і, особливо, кінцевої упаковки. Вклад шару з осадженої з парової фази сполуки в киснево-бар'єрні властивості кінцевого пакувального багатошарового матеріалу повинен би бути недостатнім, але був набагато вищим, ніж очікуваний або розрахунковий, виходячи із значень пропускання кисню, виміряних на кожному з бар'єрних шарів окремо. Фактично введення плівки з осадженим з парової фази металевим шаром, яка сама по собі має досить високу проникність для кисню, поліпшує киснево-бар'єрні властивості кінцевого пакувального багатошарового матеріалу більше ніж в 2 рази, в порівнянні з відповідним пакувальним багатошаровим матеріалом без осадження з парової фази плівки. 4 UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 60 Більше того після перетворення і формування в пакувальний контейнер були одержані синергічні, несподівано ще більш поліпшені киснево-бар'єрні властивості. Хоча внесок введеного, наприклад, металізованого шару в загальні киснево-бар'єрні властивості кінцевого пакувального багатошарового матеріалу був несподіваним, киснево-бар'єрні властивості кінцевої упаковки були ще більше поліпшені більше ніж в 20 разів, в порівнянні з пакувальним контейнером з відповідного багатошарового матеріалу без осадженої з парової фази плівки. Пізніше також було знайдено, що дефекти в дисперсійному покривному шарі, що виявляються в погіршенні киснево-бар'єрних характеристик плоских зразків пакувального багатошарового матеріалу з дисперсійним покривним шаром, несподіваним чином «ремонтуються» або «виліковуються» тонким шаром осадженої з парової фази сполуки. Цей ефект відновлення або виліковування можна спостерігати, наприклад, при використанні картонів з різною якістю для пакувальних багатошарових матеріалів згідно з винаходом. Деякі сорти картону представляються менш придатними для нанесення киснево-бар'єрного шару у вигляді рідкоплівкового покриття, в якому бар'єрні для газоподібного кисню характеристики, виміряні на плоскому пакувальному багатошаровому матеріалі, можуть істотно варіювати серед різних сортів. Однак відмінності згладжуються додатковим тонким бар'єрним шаром, осадженим з парової фази на внутрішній бік рідкоплівкового покривного шару. Представляється, що дефекти типу проколів або мікротріщин, ймовірно, утворюються в тонкому рідкоплівковому покривному шарі при нанесенні покриття на картон низької якості, і при нашаруванні на тонкий осаджений з парової фази шар, який має деякі бар'єрні характеристики, ці дефекти усуваються і більше не погіршують властивостей кінцевої упаковки. Переважно, щоб диспергований або розчинний полімерний зв'язувальний засіб, що використовується для даного винаходу, являв собою полімер, який сам по собі має газобар'єрні властивості. Полімер переважно, вибирають з групи, яка складається з полімерів на основі вінілового спирту, таких як PVOH або диспергований у воді співполімер EVOH, полімерів на основі акрилової кислоти або метакрилової кислоти (РАА, РМАА), полісахаридів, наприклад, таких як крохмаль або похідні крохмалю, хітозан або інші похідні целюлози, диспергованого у воді полівініліденхлориду (PVDC) або диспергованих у воді складних поліефірів, або комбінацій двох або більше з них. Більш переважно полімерний зв'язувальний засіб вибирають з групи, що складається з PVOH, диспергованого у воді співполімеру EVOH, полімерів на основі акрилової кислоти або метакрилової кислоти (РАА, РМАА), полісахаридів, наприклад, таких як крохмаль або похідні крохмалю, хітозан або інші похідні целюлози, або комбінацій двох або більше з них. У порівнянні з алюмінієвою фольгою, PVOH як рідкоплівковий покривний бар'єрний полімер має багато бажаних властивостей, в результаті чого він є найбільш переважним бар'єрним матеріалом в багатьох відносинах. Серед них слід би згадати хороші плівкоутворюючі властивості, сумісність з харчовими продуктами і економічність, нарівні з високими бар'єрними характеристиками відносно газоподібного кисню. Зокрема, з полівініловим спиртом (PVOH) виходить пакувальний багатошаровий матеріал з високими бар'єрними властивостями відносно запахів, що є особливо важливим для упаковування молока. Подібно до багатьох інших потенційних бар'єрних полімерів, наприклад, таких як крохмаль або похідні крохмалю, полівініловий спирт, переважно, застосовують способом нанесення рідкоплівкового покриття, тобто, в формі водних або основаних на розчиннику дисперсії або розчину, які при нанесенні розподіляють тонким рівномірним шаром на субстрат і після цього висушують. Однак автори даного винаходу знайшли, що одним недоліком цього способу є те, що рідка полімерна дисперсія або розчин полімеру, які наносять на сердцевинний шар з паперу або картону, можуть потрапляти в поглинаючі рідину волокна сердцевинного шару. Залежно від характеристик картону, якщо нанесений шар дуже тонкий, існує небезпека формування точечних мікроканалів, зумовлена видаленням води або розчинника при висушуванні нанесеного бар'єрного шару. Водні системи загалом мають певні екологічні переваги. Рідку газобар'єрну композицію переважно, основують на воді, оскільки така композиція звичайно також забезпечує кращі в екологічному відношенні умови охорони праці, ніж системи на основі розчинників. Як коротко згадано вище, відоме включення полімеру або сполуки з функціональними кислотними карбоксильними групами для поліпшення бар'єрних характеристик покриття з полівінилового спирту (PVOH) відносно водяних парів і кисню. Переважно, полімер з функціональними кислотними карбоксильними групами вибирають з ряду співполімеру етилену з акриловою кислотою (ЕАА) і співполімерів етилену з метакриловою кислотою (ЕМАА), або їх сумішей. Одна така відома, особливо переважна суміш для бар'єрного шару складається з 5 UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 PVOH, ЕАА і неорганічної шаруватої сполуки. Співполімер ЕАА потім вводять в бар'єрний шар в кількості близько 1-20 вагових процентів, з розрахунку на вагу сухого покриття. Представляється, що поліпшені бар'єрні властивості відносно кисню і води зумовлюються реакцією етерифікації між PVOH і ЕАА при підвищеній температурі висушування, в результаті чого PVOH зшивається гідрофобними полімерними ланцюгами ЕАА, які тим самим вбудовуються в структуру PVOH. Однак така суміш є значно більш такою, яка дорого коштує, в результаті вартості добавок. Далі, висушування і затвердівання при підвищених температурах не є переважним в зв'язку з небезпекою утворення тріщин і бульбашок в бар'єрному покритті на картонному субстраті. Зшиття може бути також ініційоване присутністю багатовалентних сполук, наприклад, металевих сполук, таких як оксиди металів. Однак такі поліпшені рідкоплівкові покривні газобар'єрні шари самі по собі все ж не здатні забезпечити одержання економічного і правильно сформованого пакувального контейнера з достатніми киснево-бар'єрними характеристиками для надійного довготривалого асептичного упаковування із зберіганням в умовах навколишнього середовища. Пізніше були розроблені спеціальні сорти диспергованого у воді співполімеру етилену і вінілового спирту (EVOH), і згідно з винаходом можуть бути потенційними матеріалами для киснево-бар'єрної рідкої покривної композиції. Однак традиційні полімери EVOH звичайно призначені для екструдування, і їх не можна диспергувати/розчиняти у водному середовищі для одержання тонкої бар'єрної плівки, що наноситься у вигляді рідкоплівкового покриття з питомою 2 2 вагою 5 г/м або нижче, переважно, 3,5 г/м або нижче. Представляється, що EVOH повинен включати досить велику кількість мономерних структурних одиниць вінілового спирту, щоб бути диспергованим або розчинним у воді, і що властивості повинні бути настільки близькими до властивостей сортів PVOH для рідкоплівкових покриттів, наскільки це можливо. Екструдований шар з EVOH не становить альтернативи рідкоплівковим покриттям з EVOH, оскільки по своїх властивостях він спочатку менше подібний до полівінілового спирту (PVOH), ніж сорту EVOH для екструзійного покриття, і оскільки він не може бути нанесений в економічно доцільній кількості менше 5 г/м у вигляді одиночного шару способом екструзійного нанесення покриттів або екструзійного ламінування, тобто, він вимагає співекструдування зв'язаних шарів, які в основному являють собою полімери, які дуже дорого коштують. Далі, дуже тонкі екструдовані шари охолоджуються дуже швидко і не містять достатньої кількості теплової енергії для забезпечення достатнього міжшарового скріплення сусідніх шарів. Іншими прикладами полімерних зв'язувальних засобів, що створюють киснево-бар'єрні властивості, придатні для рідкоплівкового покриття, є полісахариди, зокрема крохмаль або похідні крохмалю, переважно, такі, як окислений крохмаль, катіонний крохмаль і гідроксипропілований крохмаль. Приклади такого модифікованого крохмалю являють собою окислений гіпохлоритом картопляний крохмаль (продукт Raisamyl 306 від фірми Raisio), гідроксипропілований кукурудзяний крохмаль (продукт Cerestar 05773) і т. д. Однак відомі і інші форми і похідні крохмалю, які утворюють газобар'єрні властивості на деякому рівні. Додатковими прикладами полімерних зв'язувальних засобів є газобар'єрні покриття, що включають суміші полімерів, які містять карбонові кислоти, такі як полімери акрилової кислоти або метакрилової кислоти, і полігідроксильних полімерів, таких як PVOH або крохмаль, які описані, наприклад, в патентних документах ЕР-А-608808, ЕР-А-1086981 і WO2005/037535. Як згадано вище, введення цих полімерів в реакцію зшиття переважне для стійкості до високої вологості. Суміші лише з невеликою часткою в суміші одного з компонентів і навіть композиції тільки з одним з цих компонентів також створюють киснево-бар'єрні властивості у водній покривній композиції. Однак найбільш переважним газобар'єрним полімером є PVOH, оскільки він має всі вищевказані хороші властивості, тобто, характеристики плівкоутворення, газобар'єрні властивості, економічність, сумісність з харчовими продуктами і бар'єрні властивості відносно запахів. Газобар'єрна композиція на основі PVOH діє краще, коли PVOH має ступінь омилення щонайменше 98%, переважно, щонайменше 99%, хоча PVOH з більш низькими ступенями омилення буде також забезпечувати киснево-бар'єрні властивості. Згідно з переважним варіантом здійснення, рідка композиція додатково включає неорганічні частинки, щоб ще більше поліпшувати бар'єрні властивості відносно газоподібного кисню. Полімерний зв'язувальний матеріал переважно, може бути, наприклад, змішаний з неорганічною сполукою, який по структурі є шаруватим або має форму пластівців. При шаруватому розташуванні пластівцеподібних неорганічних частинок молекула газоподібного 6 UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 60 кисню повинна мігрувати крізь киснево-бар'єрний шар по більш довгому шляху, більш звивистим маршрутом, ніж по нормальному прямолінійному шляху через бар'єрний шар. При використанні неорганічних пластинчатих частинок може бути можливим застосування полімерного зв'язувального засобу, який не має киснево-бар'єрних властивостей або, що має значно нижчі такі. Прикладами таких небар'єрних зв'язувальних засобів є інші полімери з великим числом водневих зв'язків, які мають велику кількість груп з водневими зв'язками, такими як гідроксильні групи, аміногрупи, карбоксильні групи, залишки сульфонової кислоти, карбоксилатні групи, сульфонатні іонні групи, амонійні групи і тому подібні. Конкретними прикладами таких небар'єрних полімерів є, серед інших, похідні целюлози, такі як гідроксиметилцелюлоза (або гідроксіетилцелюлоза), амілопектин та інші похідні полісахаридів, поліетиленімін, поліаліламін і т. д. Неорганічна шарувата сполука переважно, являє собою так звану нанодисперсну сполуку, дисперговану до розшарованого стану, тобто, пластинки шаруватої неорганічної сполуки відділені одна від одної за допомогою рідкого середовища. Так, шарувата сполука переважно, може бути набухлою або розщепленою під дією полімерної дисперсії або розчину, які при диспергуванні потрапляють в шарувату структуру неорганічного матеріалу. Вона також може бути переведена в набухлий стан дією розчинника, перш ніж додана до розчину полімеру або полімерної дисперсії. Таким чином, неорганічну шарувату сполуку диспергують до розшарованого стану в рідкій газобар'єрній композиції і у висушеному бар'єрному шарі. Термін «глинисті мінерали» включає мінерали типу каолініту, антигориту, смектиту, вермикуліту, бентоніту або слюди, відповідно. Більш конкретно, як придатні глинисті мінерали можуть бути згадані лапоніт, каолініт, диктіт, накріт, галоізіт, антигоріт, хризотіл, пирофіліт, монтморілоніт, гекторіт, сапоніт, сауконіт, тетрасилікат натрію зі структурою слюди, слюда з складом натрійтайніоліту, звичайна слюда, Маргарит, вермікуліт, флогопіт, ксантофіліт і тому подібні. Особливо переважними наночастинками є частинки монтморилоніту, найбільш переважно з очищеного монтморилоніту або одержаного іонним обміном натрій-монтморилоніту (Na-MMT). Наночастинки неорганічної шаруватої сполуки або глинистого мінералу в розшарованому стані переважно, мають співвідношення геометричних розмірів в діапазоні 50-5000 і величину частинок аж до близько 5 мкм. Неорганічні частинки головним чином складаються з таких пластинчатих частинок бентоніту, що мають співвідношення геометричних розмірів від 50 до 5000. Бар'єрний шар переважно, включає від близько 1 до близько 40 вагових процентів, більш переважно від близько 1 до близько 30 вагових процентів, і найбільш переважно від близько 5 до близько 20 вагових процентів неорганічної шаруватої сполуки, з розрахунку на вагу сухого покриття. Якщо кількість є дуже низькою, газобар'єрні властивості нанесеного і висушеного бар'єрного шару не будуть помітно поліпшені порівняно з тим, коли неорганічна шарувата сполука не використовується. Якщо кількість дуже велика, стає більш складним наносити рідку композицію у вигляді покриття, і виникають труднощі вмісту в резервуарах-сховищах і трубопроводах системи нанесення. Бар'єрний шар, переважно, включає від близько 99 до близько 60 вагових процентів, більш переважно від близько 99 до близько 70 вагових процентів, і найбільш переважно від близько 95 до близько 80 вагових процентів полімеру, з розрахунку на вагу сухого покриття. У газобар'єрну композицію може бути введена добавка, така як стабілізатор дисперсії або тому подібне, переважно, в кількості, що не перевищує близько 1 вагового процента, з розрахунку на вагу сухого покриття. Загальний вміст сухої речовини в композиції, переважно, становить від 5 до 15 вагових процентів, більш переважно від 7 до 12 вагових процентів. Згідно з іншим переважним варіантом здійснення, неорганічні частинки головним чином складаються з пластинчатих частинок тальку, що мають співвідношення геометричних розмірів від 10 до 500. Композиція переважно, включає частинки тальку в кількості від 10 до 50 вагових процентів, більш переважно від 20 до 40 вагових процентів, з розрахунку на суху вагу. При вмісті нижче 20 вагових процентів істотного збільшення газобар'єрних властивостей немає, тоді як вище 50 вагових процентів покривний шар може бути більш крихким і ламким в результаті зменшення внутрішньої когезії між частинками в шарі. Представляється, що кількість полімерного зв'язувального засобу стає дуже малою для охоплення і диспергування частинок і відшаровування їх одна від одної всередині шару. Загальний вміст сухої речовини в такій рідкій бар'єрній композиції з PVOH і частинок тальку може варіювати між 5 і 25 ваговими процентами. З патентного документа WO03/031720, включеного тут посиланням, також відомо, що несподівано хороші киснево-бар'єрні характеристики можуть бути досягнуті, коли використовують частинки колоїдального оксиду кремнію, що має розмір частинок 3-150 нм, переважно, 4-100 нм, і ще більш переважно 5-70 нм, причому частинки, переважно, є 7 UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 60 аморфними і сферичними. Більш того застосування частинок колоїдального оксиду кремнію має перевагу в тому, що рідка бар'єрна композиція може бути нанесена при вмісті сухої речовини 15-40 вагових процентів, переважно, 20-35 вагових процентів, і ще більш переважно 24-31 ваговий процент, завдяки чому скорочується необхідність в примусовому висушуванні. Менш переважними альтернативними неорганічними частинками згідно з винаходом є частинки каоліну, слюда, карбонату кальцію і т. д. Переважним полімерним зв'язувальним засобом, також при використанні неорганічних частинок для створення киснево-бар'єрних властивостей, є полівініловий спирт (PVOH), частково завдяки його вищевказаним переважним властивостям. У доповнення, PVOH є переважним в плані змішування, тобто, він в основному без великих зусиль диспергує або розшаровує неорганічні частинки у водному розчині PVOH з утворенням стабільної суміші PVOH і частинок, тим самим утворюючи хорошу покривну плівку з однорідним складом і морфологією. Згідно з винаходом, вказаний бар'єрний для газоподібного кисню шар переважно, наносять 2 2 в загальній кількості від 0,1 до 5 г/м , переважно, від 0,5 до 3,5 г/м , більш переважно від 0,5 до 2 2 2 г/м , з розрахунку на суху вагу. При кількості нижче 0,1 г/м газобар'єрні властивості не 2 досягаються зовсім, тоді як вище 5 г/м покривний шар не забезпечує економічності пакувального багатошарового матеріалу в результаті високої вартості бар'єрних полімерів загалом, і в результаті високих енергозатрат на випаровування рідини. Помітний рівень 2 киснево-бар'єрних властивостей досягається при вмісті PVOH 0,5 г/м і вище, і хороший баланс 2 між бар'єрними властивостями і вартістю досягають при кількості між 0,5 і 3,5 г/м . Згідно з винаходом, бар'єрний, для газоподібного кисню, шар наносять в дві послідовних стадії з проміжним висушуванням, двома компонентними шарами. При нанесенні у вигляді двох 2 компонентних шарів кожен шар переважно, наносять в кількостях від 0,1 до 2,5 г/м , переважно, 2 від 0,5 до 1 г/м , і одержують загальний шар з більш високою якістю з меншої кількості рідкої газобар'єрної композиції. Більш переважно два компонентних шари наносять в кількості від 0,5 2 2 до 2 г/м кожен, переважно, від 0,5 до 1 г/м кожен. Згідно з винаходом є переважним, щоб бар'єрний для газоподібного кисню шар наносили безпосередньо на сердцевинний шар з паперу або картону, і переважно, поруч з ним. Паперовий шар забезпечує те, що волога, яка мігрує назовні крізь багатошаровий пакувальний матеріал, не захоплюється чутливим до вологи рідкоплівковим покривним бар'єрним для газоподібного кисню шаром, але переміщується далі через паперовий шар до зовнішнього боку пакувального контейнера. Паперовий шар висмоктує вологу з сусіднього бар'єрного шару і підтримує вологомісткість всередині бар'єрного шару майже на постійному низькому рівні протягом тривалого часу. Паперовий або картонний сердцевинний шар для застосування у винаході має товщину від 2 близько 100 мкм аж до близько 600 мкм, і питому вагу приблизно 100-500 г/м , переважно, 2 близько 200-300 г/м , і може являти собою загальновживані папір або картон відповідної для упаковування якості. Для недорогої асептичної довготривалої упаковки рідких харчових продуктів може бути використаний більш тонкий пакувальний багатошаровий матеріал, який має більш тонкий паперовий сердцевинний шар. Пакувальні контейнери, зроблені з таких пакувальних багатошарових матеріалів, не піддають формуванню згинанням, і вони більш подібні до гнучких пакетів з формою подушки. Папір, застосовний для таких пакетних упаковок, звичайно має 2 2 питому вагу від близько 50 до близько 140 г/м , переважно, від близько 70 до близько 120 г/м , 2 більш переважно від 70 до близько 110 г/м . Термопластичні матеріали, придатні для найбільш зовнішнього і найбільш внутрішнього непроникних для рідин термозварюваних шарів, являють собою поліолефіни, переважно, поліетилени, і найбільш переважно поліетилени низької густини, наприклад, такі як LDPE, лінійний LDPE (LLDPE), або одержані з використанням односайтових металоцінових каталізаторів поліетилени (m-LLDPE) або їх суміші. Осаджений з парової фази бар'єрний шар наносять методом фізичного осадження з парової фази (PVD) або хімічного осадження з парової фази (CVD) на полімерний плівковий субстрат. Тонкі шари, осаджені з парової фази згідно з винаходом, мають товщину порядку нанометрів, тобто, вони мають товщину, яку найбільш прийнятно відлічувати в нанометрах, наприклад,від 5 до 500 нм (від 50 до 5000 Е), переважно, від 5 до 200 нм, більш переважно від 5 до 100 нм, і найбільш переважно від 5 до 50 нм. Загалом, при товщині менше 5 нм бар'єрні характеристики можуть бути дуже низькими для застосування, і понад 200 нм покриття є менш гнучким і тим самим більш схильним до розтріскування при використанні на гнучкому субстраті. 8 UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 60 Як правило, таке осаджене з парової фази покриття, що має бар'єрні властивості, одержують з металевої сполуки або неорганічної металевої сполуки. Є також органічні бар'єрні покриття, осаджені з парової фази, такі як осаджені з парової фази покриття на вуглецевій основі, наприклад, шари з аморфного вуглецю або так звані покриття з діамантоподібного вуглецю, які можуть бути переважними для пакувальних багатошарових матеріалів і пакувальних контейнерів згідно з винаходом. Переважно, осаджений з парової фази тонкий шар по суті складається з металевого алюмінію. Такий тонкий металевий шар, осаджений з парової фази, переважно, має товщину від 5 до 50 нм, більш переважне від 5 до 30 нм, що відповідає менше 1% алюмінієвих металевих матеріалів, присутніх в алюмінієвій фользі традиційної товщини, тобто, 6,3 мкм. Переважно, перед нанесенням покриття осадженням з парової фази, зокрема металізацією плівкового субстрату, проводять стадію поверхневої обробки плівкового субстрату, наприклад, шляхом іонного бомбардування поверхні. Металізаційний шар, переважно, має оптичну густину (OD) від 1,8 до 3,0, переважно, від 2,0 до 2,7. При оптичній щільності нижче 1,8 бар'єрні характеристики металізованої плівки є дуже низькими. З іншого боку, при значенні 3,0 металізаційний шар стає дуже крихким, і термостабільність під час процесу металізації буде дуже низькою в результаті високого теплового навантаження при проведенні металізації субстрату протягом тривалого часу. Це спричиняє явний негативний вплив на якість покриття і адгезію. Таким чином, було знайдено, що оптимальне значення знаходиться між цими величинами, переважно, між 2,0 і 2,7. Наступне переважне покриття являє собою покриття з оксиду алюмінію, що має формулу АlOх, в якій значення "х" варіює від 1,0 до 1,5, переважно, Аl2О3. Товщина такого покриття переважно, становить від 5 до 300 нм, більш переважно від 5 до 100 нм, і найбільш переважно від 5 до 50 нм. Звичайно алюмінієвий металізований шар спочатку має тонку поверхневу частину, що складається з оксиду алюмінію, зумовлену характером процесу нанесення застосовуваного металізаційного покриття. Тонкий покривний металізаційний шар, або шар неорганічної металевої сполуки, переважно, наносять за допомогою вакуумного осадження з парової фази, але менш переважно він може бути нанесений також іншими методами, загалом відомими в технології, що мають меншу продуктивність, такими як електровміст або металізація напилюванням. Найбільш переважним металом згідно з даним винаходом є алюміній, хоча згідно з винаходом може бути застосований будь-який інший метал, придатний для вакуумного осадження, електроосадження або напилювання. Так, можливі також менш переважні і менш вжиткові метали, такі як Au, Ag, Cr, Zn, Ті або Сu. Загалом, тонкі покриття з металу або суміші металу і оксиду металу забезпечують бар'єрні властивості проти водяних парів, і використовуються, коли бажана дія полягає в запобіганні міграції водяних парів в багатошарову плівку і крізь неї, або через пакувальний багатошаровий матеріал. Метал в металізаційному або неорганічному металевому покритті найбільш переважно являє собою алюміній (Аl). Додатковими прикладами неорганічних сполук алюмінію є оксид алюмінію, нітрид і карбід алюмінію, або їх суміш. Хоча шари з металевого алюмінію або оксиду алюмінію або їх сумішей є переважними згідно з винаходом, для реалізації винаходу можуть бути придатними також шари з інших неорганічних сполук металів, осаджених з парової фази. Для винаходу можуть бути придатними також подібні сполуки металоїдів, таких як кремній, і вони включені терміном «неорганічні металеві сполуки» в такій мірі, наскільки вони є економічно доцільними і мають щонайменше деякий низький рівень киснево-бар'єрних властивостей. Деякі з цих неорганічних покриттів можуть бути нанесені за допомогою стимульованого плазмою хімічного осадження з газової фази (PECVD), в якому пари металу або металевої сполуки осаджують на субстрат в більш або менш виражених окиснювальних умовах. Методом PECVD можуть бути нанесені, наприклад, покриття з оксиду кремнію. Згідно з ще одним переважним варіантом здійснення винаходу, осаджене з парової фази покриття може являти собою тонкий бар'єрний шар на основі вуглецю. Такі шари на основі вуглецю можуть бути нанесені за допомогою способу плазменого нанесення покриттів, що призводить до покриття з вуглеводневого полімеру, який називається як покриття з аморфного вуглецю або діамантоподібного вуглецю (DLC). Полімерний плівковий субстрат може включати будь-яку полімерну плівку з будь-якого полімеру, придатного для нанесення покриття осадженням з парової фази, і мати будь-яку товщину в такій мірі, наскільки це буде давати пакувальний контейнер, що має хороші бар'єрні властивості і характеристики цілісності в обробці і розподілі. Однак вибір плівкового субстрату значною мірою впливає на вартість одержаного пакувального матеріалу і пакувальних 9 UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 60 контейнерів, так що переважні плівкові субстрати на основі поліетилену. Однак в межах зони винаходу можливе також застосування плівок, що включають, наприклад, поліетилентерефталат (PET), поліамід (РА) або інші термопластичні полімери, в залежності від цінової кон'юнктури. Такі плівки, що є в продажу на ринку, часто є біаксіально орієнтованими. Такі плівки становлять альтернативу, яка дорожче коштує, також в результаті того факту, що самі вони не придатні до термозварювання з собою, але вимагають застосування додаткового термозварюваного шару, нанесеного на один бік, звичайно накошуваного покриття за допомогою екструзійного при ламінуванні з утворенням пакувального багатошарового матеріалу. Плівковий субстрат може бути орієнтованим або неорієнтованим, в залежності від вибору полімеру, і може бути одержаний за допомогою способів екструзійного роздувного формування плівок або з використанням способів виготовлення плівок екструзійним литтям. Згідно з переважним варіантом здійснення винаходу, осаджений з парової фази покривний бар'єрний шар наносять на полімерний плівковий субстрат, що включає вказаний найбільш внутрішній термозварюваний полімерний шар. Полімерний плівковий субстрат, переважно, оснований на поліолефіні. Найбільш внутрішній термозварюваний полімерний шар, переважно, складається головним чином з поліетилену низької густини, переважно, лінійного поліетилену низької густини (LLDPE). Більш переважно полімерний плівковий субстрат являє собою моноорієнтовану плівку, що включає вказаний найбільш внутрішній термозварюваний полімер. При моноаксиальному орієнтуванні плівки одержують плівку з підвищеним модулем Юнга, а також зниженою мірою подовження при розриві. Це буде забезпечувати можливість нанесення осадженого з парової фази покриття навіть на дуже тонку плівку і обробки її в процесі ламінування. Більш того така плівка може сприяти жорсткості кінцевого багатошарового матеріалу, незважаючи на її дуже малу товщину. Ще більш переважно моноорієнтована плівка головним чином включає різноманітні типи поліетиленів низької густини, переважно, лінійний поліетилен низької густини (LLDPE). Моноорієнтована плівка, переважно, має товщину 20 мкм або нижче, більш переважно 15 мкм або нижче. Стадію моноаксиального орієнтування полімерного плівкового субстрату переважно, проводять за допомогою об'єднаного методу орієнтування і релаксації, що включає щонайменше 10 орієнтуючих роликових затискачів, з яких перший і останній затискачі включають привідний валок, і валок між ними є введеним, натяжним валком. Цим способом під час процесу відбувається розтягнення і релаксація, де потрібна для цього напруга всередині плівки створюється за допомогою натяжних валків, що вільно обертаються без розриву стрічки. Цим способом швидкість процесу орієнтування також може бути збільшена для додаткового підвищення економічності моноорієнтованого плівкового субстрату. Полімерний плівковий субстрат переважно, піддають орієнтуванню з співвідношенням 2-7, переважно, від 2 до 4, більш переважно від 2 до 3, і потім полімерний плівковий субстрат, переважно, здобуває величину подовження при розриві менше 400%, переважно, менше 300%, більш переважно менше 200%. Так, модуль Юнга варіює від близько 250-300 МПа при орієнтаційному співвідношенні 2, до 700-800 при орієнтаційному співвідношенні близько 6-7. Величина подовження при розриві знижується від близько 400% до менше 100%, коли співвідношення збільшується від 2 до 7. Загалом, модуль Юнга зростає із збільшенням орієнтаційного співвідношення, тоді як величина подовження при розриві із зростанням орієнтаційного співвідношення знижується. Хороша плівка була одержана при орієнтаційному співвідношенні близько 3, що дає плівку, яка забезпечує хорошу еластичність, щільність і цілісність в пакувальному контейнері, виготовленому з пакувального багатошарового матеріалу, що включає плівку на найбільш внутрішньому боці. Альтернативно, при використанні інших типів і сортів поліетиленів низької густини можуть бути переважними більш високі орієнтаційні співвідношення. Згідно з переважним варіантом здійснення, моноорієнтована плівка включає поверхневий шар з модифікованого поліолефіну, або так званий полімерний адгезив, причому на поверхневий шар проводять осадження з парової фази покривного бар'єрного шару з осадженої з парової фази металевої сполуки, неорганічної металевої сполуки або сполуки на основі вуглецю. Прикладами таких модифікованих поліолефінів є співполімери на основі LDPE або LLDPE, або, переважно, прищеплені співполімери з мономерними структурними одиницями, що містять функціональні групи, такі як карбоксильні або гліцидильні функціональні групи, наприклад, мономери (мет)акрилової кислоти або мономери малеїнового ангідриду (ΜΑΗ), тобто, співполімер етилену і акрилової кислоти (ЕАА) або співполімер етилену і метакрилової кислоти 10 UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 60 (ЕМАА), етилен-гліцидил-(мет)акрилатний співполімер (EG(M)A) або прищеплений малеїновим ангідридом (ΜΑΗ) поліетилен (MAH-g-PE). Ще одним прикладом таких модифікованих полімерів, або полімерних адгезивів, є так звані іономери, або іонні полімери. Модифікований поліолефіни, переважно, являє собою співполімер етилену і акрилової кислоти (ЕАА) або співполімер етилену і метакрилової кислоти (ЕМАА). Осаджену з парової фази плівку, переважно, зв'язують з покритим бар'єрним для газоподібного кисню шаром паперу або картону за допомогою проміжного полімерного шару, переважно, шару з термопластичного полімеру, і більш переважно вибраного з поліолефінів і співполімерів на основі поліолефінів, часто відомих як полімерні адгезиви, особливо LDPE або полімери і співполімери на основі поліетилену, або полімерні адгезиви. Для додаткового поліпшення світлового бар'єра в пакувальному багатошаровому матеріалі згідно з винаходом, якщо необхідно, в проміжний термопластичний зв'язувальний шар можуть бути домішані світлопоглинаючі частинки або пігменти. Переважним прикладом таких світлопоглинаючих частинок є технічний вуглець. Чорний колір проміжного зв'язувального шару потім, переважно, приховують зовні за допомогою картонного шару, а з внутрішнього боку багатошарового матеріалу металізованим, наприклад, алюмінієвим шаром. Для більш тонких економічних сегментів пакувальних багатошарових матеріалів, які мають більш тонкий паперовий сердцевинний шар, проміжний термопластичний зв'язувальний шар, переважно, додатково включає неорганічні частинки в формі світловідображуючих білих пігментів для поліпшення світлобар'єрних властивостей пакувального багатошарового матеріалу. Додатково або альтернативно, полімерний плівковий субстрат для осадження з парової фази додатково включає неорганічні частинки в формі світлопоглинаючих чорних пігментів для поліпшення світлобар'єрних властивостей пакувального багатошарового матеріалу, переважно, технічний вуглець. Чорний колір найбільш внутрішньої світлопоглинаючої плівки потім, переважно, приховують зовні металізованим шаром і/або проміжним зв'язувальним шаром, який містить білий пігмент. Для підвищення працездатності пакувальних багатошарових матеріалів, наприклад, при необхідності більш тривалого терміну асептичного зберігання для більш чутливих продуктів, звичайно, можливе додавання додаткових бар'єрних шарів. Наприклад, одним простим шляхом подальшого підвищення киснево-бар'єрних характеристик пакувального багатошарового матеріалу було б застосування термопластичного зв'язувального шару, який включає шар бар'єрного покриття, одержуваного екструдуванням розплаву для скріплення між собою осадженої з парової фази внутрішньої покривної плівки з картоном, покритим рідкоплівковим бар'єрним шаром. У цьому підході однією обставиною, яку змінюють для одержання більш ефективного пакувального багатошарового матеріалу, було б включення додаткового(-вих) полімерного(-них) шару(-ів), сформованого(-них) екструдуванням розплаву, в процес обробки на стадії ламінування (наприклад, додаткового бар'єрного шару і, можливо, одного або двох зв'язаних шарів, одержаних співекструдуванням розплаву). Все інше, відносно сировинних матеріалів і способу обробки, залишалося б попередніми. Згідно з додатковим аспектом винаходу, представлений пакувальний контейнер, виготовлений з пакувального багатошарового матеріалу згідно з винаходом, що має такі властивості, як низькі швидкості потрапляння кисню і водяних парів, цілісність упаковки і внутрішню адгезію між шарами багатошарового матеріалу, причому ці властивості є порівнянними з характеристиками загальновживаних пакувальних контейнерів з алюмінієвою фольгою, які в даний час є в продажу на ринку для упаковування рідких харчових продуктів. Згідно з ще одним додатковим аспектом винаходу, представлений спосіб одержання пакувального багатошарового матеріалу, як визначено в незалежному пункті 29 формули винаходу. Таким чином, спосіб включає стадії, в яких готують серцевинний шар з паперу або картону, готують рідку газобар'єрну композицію, яка містить полімерний зв'язувальний засіб, диспергований або розчинений в водному або основаному на розчиннику рідкому середовищі, формують тонкий бар'єрний для газоподібного кисню шар, що включає вказаний полімерний зв'язувальний засіб, нанесенням рідкої композиції безпосередньо на першу сторону вказаного серцевинного шару з паперу або картону, і потім висушуванням для випаровування рідини нашаровують плівку, покриту осадженим з парової фази бар'єрним шаром, на внутрішній бік бар'єрного для газоподібного кисню шару за допомогою проміжного полімерного шару, утворюють найбільш внутрішній шар з термозварюваного поліолефіну з внутрішнього боку осадженого з парової фази бар'єрного шару, причому внутрішній шар необов'язково утворений плівкою полімерного субстрата, і утворюють найбільш зовнішній шар з термозварюваного поліолефіну із зовнішнього боку сердцевинного шару. 11 UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 60 Рідку газобар'єрну композицію наносять безпосередньо на внутрішній бік паперу або картону. Оскільки упакований рідкий продукт являє собою рідину або містить її, має місце постійне перенесення водяних парів через багатошаровий матеріал зсередини назовні, то краще забезпечувати водяним парам можливість випаровуватися назовні через рідкоплівковий покривний шар і продовжувати рух назовні як найшвидше крізь паперовий шар. Якщо паперовий шар покритий шаром полімеру, водяні пари утримуються і захоплюються на більш тривалий термін на внутрішньому боці паперового шару і підвищують відносну вологість рідкоплівкового покривного бар'єрного шару. Таким чином, є бажаним, щоб рідкоплівковий покривний шар межував безпосередньо з паперовим шаром. Відповідно до переважного способу згідно з винаходом, бар'єрний для газоподібного кисню шар наносять двома компонентними шарами в двох послідовних стадіях з проміжним висушуванням. При нанесенні у вигляді двох компонентних шарів кожен шар наносять в 2 2 кількостях від 0,1 до 2,5 г/м , переважно, від 0,5 до 1 г/м . Відповідно до варіанту здійснення даного винаходу, спосіб додатково включає стадії забезпечення плівки полімерного субстрату і осадження бар'єрного шару з парової фази на плівку полімерного субстрату. Загалом, полімерний плівковий субстрат для осадження з парової фази являє собою термопластичну полімерну плівку, переважно, плівку на основі поліолефіну. Відповідно до переважного варіанта здійснення способу згідно з винаходом, полімерний плівковий субстрат для нанесення покриття осадженням з парової фази являє собою плівку, яка включає найбільш внутрішній термозварюваний шар, і більш переважно плівку, що складається головним чином з термозварюваних шарів. Плівку згідно з винаходом переважно, виготовляють екструзійним роздувним формуванням плівки в зв'язку з надійністю і економічністю цього способу. Однак плівки, одержані виливним формуванням плівки, також потрапляють в межі зони винаходу. Відповідно до найбільш переважного варіанта здійснення способу згідно з винаходом, спосіб додатково включає стадію моноорієнтування полімерного плівкового субстрату для нанесення покриття осадженням з парової фази металевої сполуки, причому полімерний плівковий субстрат головним чином включає поліетилени низької густини. Полімерний плівковий субстрат, що включає головним чином поліетилени низької густини, переважно, є моноорієнтованим з товщиною 20 мкм або менше, більш переважне 15 мкм або менше. Згідно з переважним варіантом здійснення, полімерний плівковий субстрат включає поверхневий шар з модифікованими карбоксильними групами поліолефіну, такого як етиленовий співполімер, або прищеплений співполімер, з мономерними структурними одиницями акрилової кислоти або метакрилової кислоти, причому на поверхневий шар осаджують з парової фази метал або неорганічну сполуку металу. Найбільш переважно модифікований поліолефін являє собою співполімер етилену і акрилової кислоти (ЕАА). Поверхневий шар, переважно, є дуже тонким, тобто, від 0,5 до 5 мкм, більш переважно від 1 до 3 мкм. Шар осадженої з парової фази сполуки переважно, має товщину від 5 до 500 нм (від 50 до 5000 Å). Спосіб згідно з винаходом, переважно, включає додаткову стадію екструзійного нашарування полімерного плівкового субстрату з осадженим з парової фази покриттям на внутрішній бік бар'єрного для газоподібного кисню шару за допомогою проміжного полімерного зв'язувального шару, переважно, термопластичного полімерного зв'язувального шару. Кисневобар'єрні характеристики рідкоплівкового покривного киснево-бар'єрного шару значно поліпшуються, коли його наносять у вигляді покриття або нашаровують на сусідній шар переважно, з термопластичного полімеру, і такий шар також сприяє підвищенню загальної стійкості пакувального багатошарового матеріалу до неправильного поводження. У випадку довготривалого зберігання і перевезення асептичної упаковки дуже важливо, щоб пакувальний контейнер мав достатню міцність і стійкість до недбалого поводження в умовах перевезення і обробки. Такі проміжні термопластичні зв'язувальні шари, переважно, вибирають з поліолефінів і полімерів на основі поліолефінів. У випадку екструзійного нашарування субстрат, покритого металевим алюмінієм або оксидом алюмінію, проміжний зв'язувальний шар, переважно, являє собою загальновживаний LDPE. Проміжний зв'язувальний шар також вносить значний внесок у внутрішній масив формованих термозварюваних полімерних матеріалів в гарячому стані, який, в свою чергу, забезпечує хорошу якість зварних швів в пакувальному контейнері. Було знайдено, що переважна величина проміжного полімерного зв'язувального шару становить від 7 до 20, переважно, від 10 до 18 мкм. 12 UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 60 Згідно з альтернативним варіантом виконання, спосіб замість цього включає додаткові стадії нанесення у вигляді рідкої плівки проміжного, переважно, термопластичного полімерного зв'язувального шару на нанесений бар'єрний для газоподібного кисню шар, стадію висушування і подальші стадії нашарування шляхом гарячого пресування полімерного плівкового субстрату, покритого осадженою з парової фази металевою сполукою, на проміжний полімерний зв'язувальний шар. Для такого нашарування гарячим пресуванням проміжний рідкоплівковий покривний зв'язувальний шар переважно, являє собою полімерний адгезив, такий як співполімери на основі поліолефінів або прищеплені співполімери з мономерними структурними ланками (мет)акрилової кислоти або малеїнового ангідриду. Останній варіант здійснення, переважно, може бути використаний у випадках, де товщина проміжного полімерного зв'язувального шару може бути меншою, і де вимоги до стійкості до неправильного поводження є не таким жорсткими, наприклад, переважно, від 2 до 12 мкм, переважно, від 5 до 10 мкм. Приклади і опис переважних варіантів здійснення Далі будуть описані переважні варіанти здійснення винаходу із залученням креслень, в яких: Фіг. 1а і 1b схематично показують в поперечному розрізі перший і другий варіанти виконання пакувального багатошарового матеріалу, одержаного згідно з винаходом, Фіг. 2а і 2b показують спосіб одержання пакувальних багатошарових матеріалів, зображених в Фіг. 1а і 1b, Фіг. 3 показує схематичний вигляд установки для співекструзійного роздувного формування і подальшого моноорієнтування переважного полімерного плівкового субстрату згідно з винаходом, Фіг. 4а показує схематичний вигляд пристрою для осадження з парової фази переважної металевої або неорганічної металевої сполуки на полімерний плівковий субстрат, одержаний в Фіг. 3, Фіг. 5а і 5b показують приклади пакувальних контейнерів, одержаних з пакувального багатошарового матеріалу згідно з винаходом, Фіг. 6 показує принцип того, як такі пакувальні контейнери виготовляють з пакувального багатошарового матеріалу в процесі безперервного формування, заповнення і заварювання, Фіг. 7 показує, як металізаційна плівка на внутрішньому боці пакувального багатошарового матеріалу впливає на пропускання кисню в плоскому пакувальному багатошаровому матеріалі і в кінцевому пакувальному контейнері, Фіг. 8 показує, як кліматичні умови з більш високою вогкістю впливають на пропускання кисню в плоскому пакувальному багатошаровому матеріалі, і Фіг. 9 показує, як пропускання кисню в пакувальному багатошаровому матеріалі згідно з винаходом, що має металізаційну плівку на внутрішньому боці, варіює для різних сортів картону, порівняно з пакувальним багатошаровим матеріалом без осадженої з парової фази металізаційної плівки на внутрішньому боці. ПРИКЛАД 1 Пакувальний багатошаровий матеріал одержали нанесенням у вигляді рідкоплівкового 2 покриття з питомою вагою 2x1 г/м водної газобар'єрної композиції з розчиненого PVOH і 10 вагових процентів диспергованої бентонітової глини, з розрахунку на суху речовину, в двох послідовних стадіях з висушуванням між ними, на картон 320 mN CLC/C (картон мелований, сорт С, із зусиллям згинання 320 мН) від фірми Frövi. Одержання водної газобар'єрної композиції: водну дисперсію приблизно з 1-5 вагових процентів розшарованих пластинчатих частинок монтморілоніту (Kunipia F від фірми Kunimine Kogyo Co.), які мають співвідношення геометричних розмірів близько 50-5000, змішують з водним розчином приблизно 10 вагових процентів PVOH (Mowiol 15-99, що має ступінь омилення вище 99%) при температурі 60-90°С протягом 1-8 годин. Дисперсія розшарованих пластинчатих мінеральних частинок може бути стабілізована за допомогою стабілізуючої добавки. Альтернативно, пластинчаті мінеральні частинки піддають розшаруванню безпосередньо в розчині PVOH при температурі 60-90°С протягом 1-8 годин. Нанесене у вологому стані покриття потім висушують при температурі поверхні стрічки 100150°С. Картон з рідко плівковим газобар'єрним покриттям зігнули пополам, і потім половину матеріалу покрили з внутрішнього боку поліетиленом низької густини, що складається з LDPE з 2 2 питомою вагою 25 г/м , і з m-LDPE з питомою вагою 15 г/м як сам внутрішній шар. Іншу половину матеріалу ламінували металізованою алюмінієм плівкою з моноорієнтованого LDPE, за допомогою шару з LDPE для екструзійного ламінування розплавом. Моноорієнтована плівка мала товщину 18 мкм. Покривний шар з LDPE мав товщину близько 15 мкм. Виміряне значення пропускання кисню металізованою моноорієнтованою плівкою склало близько 400 13 UA 102092 C2 3 5 10 15 20 25 30 35 40 45 50 55 2 см /м /день/атм при температурі 23°С і відносної вологості 80%, що відповідає приблизно 100 3 2 см /м /день/атм при температурі 23°С і відносної вологості 50%. Пропускання кисню вимірювали на плоскому багатошаровому пакувальному матеріалі і на 3 2 кінцевому пакувальному контейнері, і визначали в одиницях см /м /день/атм (100% кисню), розрахованих із значень, виміряних на 1-літровій упаковці типу Tetra Brik®. Одержані значення представлені в Таблиці 1, і результати показані в формі стовпцевого графіка в Фіг. 7. Зроблені висновки, що поліпшення серед двох пакувальних багатошарових матеріалів є більш значним, ніж очікувалося. Досить низький киснево-бар'єрний рівень металізаційного шару несподівано виявляється таким же, як у набагато кращого киснево-бар'єрного шару з PVOH. Тим самим результати кисневого бар'єра є несподівано високими вже на плоскому пакувальному багатошаровому матеріалі. Однак даний сюрприз піднесли результати на кінцевих упаковках. У той час як кінцевий пакувальний контейнер з багатошарового матеріалу з поліетиленовою внутрішньою структурою майже повністю втрачає киснево-бар'єрні властивості 3 2 (значення пропускання кисню було близько 800 см /м /день/атм, тобто далеко поза межами графіка в Фіг. 7), інші упаковки з внутрішньою структурою з металізованої поліетиленової плівки збільшили пропускання кисню тільки до рівня, який контролюється, і представляється, що металізована плівка на внутрішньому боці проте була відновлена і значно скоротила вплив пошкоджень киснево-бар'єрного шару в фальцованому пакувальному багатошаровому матеріалі на пакувальному контейнері. Таким чином, був показаний синергічний ефект в киснево-бар'єрних характеристиках при стандартних випробувальних кліматичних умовах з температурою 23°С і відносною вогкістю 50%. Однак, коли упаковки заповнюють продуктом і зберігають протягом певного часу, бар'єрний шар зрештою досягає більш високого значення RH (відносної вологості), типово близько 80%-ної відносної вологості, при якій експлуатаційні характеристики чутливих до вологи бар'єрних полімерів зазнають негативного впливу. 3 2 Результати, представлені в Таблиці 2 і Фіг. 8 (коефіцієнт пропускання кисню (OTR) в см /м , день, атм, 100% кисню) показують, що різниця в пропусканні кисню на нефальцованому плоскому пакувальному багатошаровому матеріалі при температурі 23°С і відносній вологості 3 2 від 50% до 80% становить близько 10 см /м , день, атм. Хоча авторам даного винаходу відомо, що на фальцованому плоскому пакувальному багатошаровому матеріалі також має місце пропускання кисню, зумовлене пошкодженням, яке викликано згинанням, з «відновленням» металізованою плівкою або без нього, в доповнення до вихідного пропускання кисню приблизно 3 2 таку ж різницю в 10 см /м , день, атм можна спостерігати в діапазоні відносної вологості між 50% і 80%. З цього факту автори даного винаходу можуть зробити висновок, що при зростанні відносної вологості значно збільшується величина пропускання кисню, зумовлена тільки вихідним пропусканням кисню, виміряним на нефальцованому багатошаровому матеріалі. Це збільшення пов'язане з чутливістю до відносної вологості вихідного пропускання кисню, виміряного на нефальцованому багатошаровому матеріалі. Частка величини пропускання кисню, яка стосується пошкодження і відновлення, не чутлива до зміни відносної вологості. Згідно з нижченаведеними результатами, це означає, що в пакувальному контейнері відмінності в значеннях пропускання кисню між багатошаровим матеріалом з поліетиленом на внутрішньому боці і багатошаровим матеріалом з металізованим поліетиленом на внутрішньому боці є майже такими ж, як при 80%-ній відносній вологості і 50%-ній відносній вологості. Отже, синергічний ефект в рівній мірі діє при 80%-ній відносній вологості. Цей висновок не вдалося перевірити реальними вимірюваннями, оскільки в розпорядженні не було лабораторної камери для випробування пропускання кисню в умовах високої вологості, але це підтверджується тим фактом, що були одержані асептичні упаковки хорошої якості, які успішно витримали випробування на довготривале зберігання в умовах навколишнього середовища. Протилежно до цього, з самого початку представлялося, що якість і киснево-бар'єрні характеристики рідкоплівкового бар'єрного покриття не можуть бути більш поліпшені. Представлялося можливим, що киснево-бар'єрні характеристики рідкоплівкового покривного шару навіть можуть знизитися, і все ж можна одержати достовірний рівень киснево-бар'єрних характеристик в кінцевому пакувальному контейнері шляхом комбінування з плівкою, покритою тонким осадженим з парової фази металом або неорганічною металевою сполукою. Виявилося вкрай несподіваним, що два таких тонких і досить крихких і чутливих до неправильного поводження шару можуть бути скомбіновані для створення міцного пакувального багатошарового матеріалу для асептичної упаковки, що має властивості, порівнянні з пакувальними багатошаровими матеріалами, основаними на алюмінієвій фользі, із зберіганням в умовах навколишнього середовища протягом періоду щонайменше 3 місяців. 14 UA 102092 C2 5 10 15 Крім того, безумовно існують можливості додаткового невеликого підвищення газобар'єрних характеристик нанесенням покриттів з більш товстих шарів газобар'єрної композиції, або введенням в шар з PVOH більшої кількості неорганічних частинок. Однак є більш значний приріст в бар'єрних властивостях відносно запахів при нанесенні більш товстого і з більш високим вмістом наповнювача шару газобар'єрної композиції. Чудовий приклад такої бар'єрної композиції включає PVOH і від 10 до 50, перевалено, від 20 до 40 вагових процентів частинок тальку. Значення пропускання кисню були виміряні на пакувальному матеріалі з використанням установки для вимірювання дифузії газу Oxtran 2/20 фірми Mocon. Як випробувальний газ використовували повітря, коли структури пакувального матеріалу включали картон. Тому всі значення пропускання кисню помножені на коефіцієнт 4,76. Попереднє кондиціонування проводили протягом щонайменше тижня (в лабораторії при температурі 23°С і 50%-ній відносній вологості, в кліматичній камері при температурі 23°С і 80%-ній відносній вологості), і продовжували з виконанням вимірювань в приладі, поки не почали спостерігатися стабільні значення. Для статистичної оцінки вимірювали шість зразків. Усереднені значення з трьох вимірювань представлені в Таблиці 1. Таблиця 1 Плоский нефальцований матеріал 50%-на 80%-на відносна відносна вологість вологість Поліетилен на внутрішньому боці Металізований поліетилен на внутрішньому боці 80%-на відносна вологість 32,2 40,5 842 13,5 3,7 50%-на відносна вологість Пакувальний контейнер 50%-на відносна вологість 26 37,3 Фальцований матеріал 13,6 Таблиця 2 Коефіцієнт пропускання кисню при температурі 23°С і 50%-ній відносній вологості (см3/м2, день, атм) X+Y Загальний коефіцієнт пропускання кисню Нефальцований упаковочний матеріал Фальцований упаковочний матеріал Упаковка (перераховано на см3/м2) 20 Поліетилен на внутрішньому боці Поліетилен на внутрішньому боці Металізований поліетилен на внутрішньому боці Поліетилен на внутрішньому боці Металізований поліетилен на внутрішньому боці (см3/м2, день, атм) Delta Різниця між 50%-ною і 80%-ною відносною вологістю Χ+Υ Загальний коефіцієнт пропускання кисню 4 =10 14 14 0 32 =8 40 14* 26 *40-14 14 =12 26 14* 12 *26-14 842 ~10* 852* 14* 838 *852-14 37 ~10* 47* 14* 33 *47-14 Коефіцієнт пропускання кисню при температурі 23°С і 80%-ній відносній вологості [см3/м2, день, атм] X Частка, Υ обумовлена Частка від початковим втрат і упаковочним відновлення матеріалом * оціночне значення Приклад 2 У іншому експерименті було виявлено, що при нанесенні покриття з однієї і тієї ж рідкої газобар'єрної композиції на різні сорти картону спостерігалися значні варіації результатів 15 UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 60 пропускання кисню. Не було повністю зрозуміло, чому різні картони приводять до різних результатів киснево-бар'єрних властивостей. Різні картони були покриті, як вище, полівініловим 2 спиртом (PVOH) з питомою вагою 2x1 г/м з монтморілонітом і потім додатково ламіновані поліетиленом на внутрішньому боці або металізованою поліетиленовою плівкою, відповідно, як описано вище. Пропускання кисню на плоскому пакувальному багатошаровому матеріалі вимірювали при температурі 23°С і 50%-ній відносній вологості. Покриття наносили на наступні картони (пронумеровані від 1 до 8): 1. Frövi 260 mN 2. Frövi 320 mN 3. Korsnäs 260 mN 4. Korsnäs 150 mN 5. Korsnäs 80 mN 6. Stora Enso 260 mN 7. International Paper 260 mN 8. Klabin 260 mN 3 2 Як можна бачити з діаграми на Фіг. 9, відмінності в значеннях пропускання кисню (см /м , день, атм 100% кисню, температура 23°С, відносна вологість 50%) вирівнюються при додаванні металізованої плівки до пакувального багатошарового матеріалу (металізований поліетилен на внутрішньому боці порівняно з LDPE на внутрішньому боці). Отже, представляється, що і в цьому випадку плівка, утворена осадженням з парової фази металевої сполуки, вирівнює і відновлює деякі типи дефектів в киснево-бар'єрному шарі, зумовлені деякими різними властивостями картону. На Фіг. 1а показаний в поперечному перерізі перший варіант здійснення пакувального багатошарового матеріалу 10а для асептичної упаковки і довготривалого зберігання в умовах навколишнього середовища, одержаного згідно з винаходом. Багатошаровий матеріал включає картонний серцевинний шар 11, що має величину згинаючого зусилля 320 мН, і тонкий бар'єрний для газоподібного кисню шар 12, сформований нанесенням рідкоплівкового покриття з рідкої газобар'єрної композиції, і подальшим висушуванням, на картонний шар 11. Бар'єрна для газоподібного кисню композиція включає водний розчин PVOH і дисперсію неорганічних пластинчатих частинок, зокрема, розшарованої бентонітової глини в кількості 10 вагових процентів, з розрахунку на суху вагу, і після висушування нанесеним таким чином покривний шар включає PVOH з пластівцеподібними або пластинчатими частинками, розподіленими в шаруватій структурі всередині PVOH-матриці або суцільній фазі. Пакувальний багатошаровий матеріал додатково включає полімерний плівковий субстрат 15, покритий тонким осадженим з парової фази шаром металевого алюмінію з товщиною від 10 до 30 нм. Покрита осадженим з парової фази шаром полімерна плівка 15-14 з'єднана з покритим рідкоплівковим покриттям серцевинним шаром 11-12 за допомогою проміжного шару 13 з полімеру на основі поліолефіну, переважно, поліетилену низької густини (LDPE). Проміжний зв'язувальний шар 13 переважно, формують за допомогою екструзійного ламінування зі скріпленням один з одним кисневобар'єрного покрівного серцевинного шару і плівкового субстрату з осадженим з парової фази шаром. Товщина проміжного зв'язувального шару 13 в цьому випадку переважно, становить від 7 до 20 мкм, більш переважно від 12 до 18 мкм. Зовнішній непроникний для рідин і термозварюваний шар 16 з поліолефіну наносять на зовнішньому боці серцевинного шару 11, причому цей бік повернутий до зовнішнього боку пакувального контейнера, одержаного з пакувального багатошарового матеріалу. Поліолефін в зовнішньому шарі 16 являє собою традиційний поліетилен низької густини (LDPE) сорту, придатного до термозварювання. Найбільш внутрішній непроникний для рідин і термозварюваний шар 15 розташований на внутрішньому боці шару 14 з осадженим з парової фази покриттям, який повинен бути повернутий у бік внутрішньої частини пакувального контейнера, одержаного з пакувального багатошарового матеріалу, і шар 15 буде контактувати з упакованим продуктом. Найбільш внутрішній термозварюваний шар включає лінійний поліетилен низької густини (LLDPE), переважно, що включає також LLDPE, одержаний полімеризацією етиленового мономеру з альфа-олефіновим С4-С8, більш переважно С6-С8-алкіленовим мономером в присутності металоцінового каталізатора, тобто, так званий металоціновий LLDPE (m-LLDPE). Найбільш внутрішній термозварюваний шар 15 може складатися з двох або декількох компонентних шарів з одного або різних сортів LLDPE і тим самим становить полімерний плівковий субстрат 15. Полімерний плівковий субстрат 15 є моноорієнтованим до товщини 20 мкм або нижче, переважно, від 15 до 20 мкм, і має тонкий металоприймальний поверхневий шар з співполімеру етилену і акрилової кислоти (ЕАА). Товщина металоприймального шару становить від 1 до 3 мкм. Звичайно, в спеціальних випадках, де потрібний більш товстий термозварюваний шар, 16 UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 60 можливо, хоча і не переважно, з міркувань вартості, нанесення додаткового термозварюваного поліетиленового шару на внутрішньому боці найбільш внутрішнього шару 15. Фіг. 1b показує такий же пакувальний багатошаровий матеріал, як описано на Фіг. 1а, з тією відмінністю, що паперовий серцевинний шар 11' являє собою більш тонкий паперовий шар з 2 густиною близько 70 г/м . Оскільки паперовий шар є набагато більш тонким, цей пакувальний багатошаровий матеріал потребує додаткового бар'єру для світла з додаванням пігментів в термопластичні шари. Таким чином, є світловідзеркалюючі білі реагенти, наприклад, такі як діоксид титану (ТіО2), що додаються в проміжний зв'язувальний шар 13. У доповнення, в полімерний плівковий субстрат можуть бути додані чорні світлопоглинаючі пігменти. На Фіг. 2а схематично показаний спосіб нанесення рідкої плівки з рідкої киснево-бар'єрної композиції на паперовий або картонний шар. Паперовий шар 21а подають з подавального рулону у бік пристрою 22а для нанесення рідкої плівки, де рідку газобар'єрну композицію наносять в такій кількості, що кількість нанесеного і висушеного шару становить близько 1-2 2 г/м , коли покритий папір пропускають через сушильний пристрій 22b. Переважно, операцію нанесення рідкого покриття проводять в дві стадії, тобто, з першим нанесенням покриття з 2 питомою вагою 0,5-1 г/м , висушуванням в проміжній стадії і потім нанесенням другого покриття 2 з питомою вагою 0,5-1 г/м і кінцевим висушуванням всього шару рідкоплівкового покриття для одержання паперового шару 21b з киснево-бар'єрним покриттям. У Фіг. 2b показаний процес 20b формування багатошарового матеріалу, в якому шар 21b з киснево-бар'єрним покриттям нашаровують на полімерний плівковий субстрат 23 з осадженим з парової фази покриттям, що має тонке осаджене з парової фази покриття 23а на боці, повернутому в бік паперового шару, екструдуванням проміжного зв'язувального шару 24 з LDPE з екструдера 24а і спресуванням їх один з одним в затискних валків 25. У випадку металізованого осадженого з парової фази покриття контактну поверхню плівкового субстрату, або приймального шару, попередньо піддають поверхневій обробці (не показана) перед спресуванням шарів один з одним в зазорі між валками. Потім нашаровані один на одну папір і плівку пропускають через зазор між валком 28 з припресуванням шару з другого екструдера 27, де на зовнішній бік паперового шару наносять найбільш зовнішній термозварюваний шар 26 з LDPE. Нарешті, кінцевий пакувальний багатошаровий матеріал 29 намотують на непоказаний приймальний рулон. Фіг. 3 представляє схематичний вигляд пристрою для (спів)екструзійного роздувного формування проміжної плівки, тобто, полімерний плівковий субстрат перед нанесенням осадженого з парової фази покриття з металу або неорганічної металевої сполуки. Один або більше шарів полімерного плівкового субстрату (спів)екструдують з екструдера 30 і піддають роздувному формуванню 32 з утворенням плівки 34 з відносно великою товщиною. Потім плівку 34 піддають моноаксиальному орієнтуванню 36 між валком, поки вона гаряча, таким чином, щоб зменшити товщину плівки 34а, і щоб полімерний плівковий субстрат став моноорієнтованим і набув певний ступінь жорсткості завдяки відносно більш високого ступеня кристалічності, ніж в неорієнтованих полімерних плівках. Потім одержану проміжну плівку необов'язково піддають термічній стабілізації в додатковій стадії нагрівання перед намотуванням її на рулон 38. Температурний профіль в межах серії валків оптимізують для орієнтування конкретної структури плівки, щоб уникнути зминання або розриву стрічки. Плівка 34 має форму труби, коли вона виходить з пристрою 32 для екструзійного-роздувного формування, і може бути розкрита/розрізана вздовж перед орієнтуванням. При необхідності в цьому випадку можуть бути використані два пристрої 36 для орієнтування в паралельному компонуванні. Можна також провести операцію орієнтування на іншій установці поза пристроєм для роздувного формування плівки. Фіг. 4 представляє схематичний вигляд зразкового пристрою для нанесення осадженого з парової фази покриття на проміжну плівку, одержану в Фіг. 3. Орієнтовану плівку 34а з Фіг. 3 піддають на боці, який одержує покриття, безперервному осадженню 40 з парової фази металізаційного шару з алюмінію, можливо, в суміші з оксидом алюмінію, і одержують покриття з товщиною 5-100 нм, переважно, 5-50 нм, таким чином, що формують покриту плівку 14-15 згідно з винаходом. Пари алюмінію надходять з джерела 41 парів при випаровуванні твердого матеріалу. Фіг. 5а показує переважний приклад пакувального контейнера 50, одержаного з пакувального багатошарового матеріалу 10а згідно з винаходом. Пакувальний контейнер особливо придатний для напоїв, соусів, супів або тому подібних. Як правило, така упаковка має об'єм від близько 100 до 1000 мл. Вона може мати будь-яку конфігурацію, але переважно, форму цегли, що має подовжні і поперечні зварні шви 51 і 52, відповідно, і необов'язковий пристрій 53 для розкриття. У ще одному непоказаному варіанті здійснення пакувальний 17 UA 102092 C2 5 10 15 20 25 30 35 40 контейнер може бути сформований у вигляді клина. Для одержання такої «клиноподібної форми» тільки донну частину упаковки формують фальцюванням так, щоб поперечний зварний шов донної частини був прикритий трикутними кутовими відворотами, які підгинають і приварюють до днища упаковки. Верхню секцію поперечного зварного шва залишають нефальцованою. У цьому підході наполовину складений пакувальний контейнер як і раніше є легким в поводженні та стабільним по розмірах, коли його ставлять на полицю в сховищі для харчових продуктів або на стіл, або в подібній ситуації. Фіг. 5b показує альтернативний переважний приклад пакувального контейнера 50b, одержаного з пакувального багатошарового матеріалу 10b згідно з винаходом. Оскільки пакувальний багатошаровий матеріал 10b є більш тонким, оскільки має більш тонкий паперовий серцевинний шар, він не має розмірної стабільності, достатньої для формування пакувального контейнера у вигляді паралелепіпеда або з клиноподібною формою, і його не складають після поперечного термічного зварювання 52b. Тим самим він буде залишатися в подушкоподібній формі контейнера типу пакета, і його розподіляють і продають в цьому вигляді. Фіг. 6 показує принцип, як описаний у введенні до даної заявки, тобто, стрічку пакувального матеріалу згортають в трубу 61 зі зведенням подовжніх кромок 62, 62' стрічки разом з утворенням з'єднання 63 внапуск. Трубу 64 заповнюють призначеним для цього рідким харчовим продуктом і розділяють на окремі упаковки поперечними зварними швами 65, що повторюються, на трубі на попередньо заданій відстані від одного шва до іншого нижче рівня вмісту в трубі. Упаковки 66 відділяють розрізами вздовж поперечних зварних швів і надають їм бажану геометричну конфігурацію фальцюванням вздовж приготованих ліній біговки в пакувальному матеріалі. Винахід не обмежується показаними і описаними вище варіантами здійснення, але може варіювати в межах зони пунктів формули винаходу. Підписи до Фіг. 7 і Фіг. 8: «Коефіцієнт пропускання кисню після різних технологічних стадій» 1a: C97 (нефальцований) 1b: C107 (нефальцований) 1с: С121 (нефальцований) 2а: С97 (фальцований, поліетилен на внутрішньому боці) 2b: C107 (фальцований, поліетилен на внутрішньому боці) 2с: С121 (фальцований, поліетилен на внутрішньому боці) 3а: С97 (фальцований, металізований поліетилен на внутрішньому боці) 3b: C107 (фальцований, металізований поліетилен на внутрішньому боці) 3с: С121 (фальцований, металізований поліетилен на внутрішньому боці) 4а: С97 (упаковка, поліетилен на внутрішньому боці) 4b: C107 (упаковка, поліетилен на внутрішньому боці) 4с: С121 (упаковка, поліетилен на внутрішньому боці) 5а: С97 (упаковка, металізований поліетилен на внутрішньому боці) 5b: C107 (упаковка, металізований поліетилен на внутрішньому боці) 5с: С121 (упаковка, металізований поліетилен на внутрішньому боці) ФОРМУЛА ВИНАХОДУ 45 50 55 60 1. Пакувальний багатошаровий матеріал (10а; 10b), який має газобар'єрні властивості, для упаковування рідкого харчового продукту, що включає серцевинний шар (11; 11') з паперу або картону, перший зовнішній непроникний для рідин термозварюваний поліолефіновий шар (16), другий внутрішній непроникний для рідин термозварюваний поліолефіновий шар (15) і, нанесений безпосередньо у вигляді покриття на внутрішній бік серцевинного шару з паперу або картону і суміжний з внутрішньою стороною серцевинного шару (11; 11'), бар'єрний для газоподібного кисню шар (12), сформований нанесенням покриття рідкої плівки з рідкої газобар'єрної композиції і подальшим висушуванням, причому рідка композиція містить полімерний зв'язувальний засіб, диспергований або розчинений у водному середовищі або середовищі розчинника, де пакувальний багатошаровий матеріал додатково включає осаджений з парової фази бар’єрний шар (14), нанесений у вигляді покриття на полімерний плівковий субстрат, причому полімерний плівковий субстрат необов’язково містить внутрішній термозварюваний поліолефіновий шар (15), і осаджений з парової фази бар’єрний шар (14) розміщують між вказаним бар’єрним для газоподібного кисню шаром (12) і вказаним внутрішнім термозварюваним поліолефіновим шаром (15), і де покрита осадженим з парової фази шаром плівка (14-15) з’єднана з серцевинним шаром (11-12), покритим бар’єрним для газоподібного кисню шаром, за допомогою проміжного полімерного шару (13). 18 UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 60 2. Пакувальний багатошаровий матеріал для упаковування рідкого харчового продукту за п. 1, який відрізняється тим, що вказаний бар’єрний для газоподібного кисню шар включає від 60 до 90 мас. % вказаного полімерного зв’язувального засобу, у розрахунку на масу сухого покриття. 3. Пакувальний багатошаровий матеріал для упаковування рідкого харчового продукту за будьяким з пп. 1 або 2, який відрізняється тим, що вказаний полімерний зв’язувальний засіб являє собою полімер, який має газобар’єрні властивості. 4. Пакувальний багатошаровий матеріал для упаковування рідкого харчового продукту за будьяким з пп. 1-3, який відрізняється тим, що вказаний полімерний зв’язувальний засіб вибирають з групи, що складається з полімерів на основі вінілового спирту, переважнo таких як PVOH або диспергований у воді EVOH, і полімерів акрилової кислоти або метакрилової кислоти, полісахаридів, похідних полісахаридів і комбінацій з двох або більше таких. 5. Пакувальний багатошаровий матеріал для упаковування рідкого харчового продукту за будьяким з пп. 1 або 2, який відрізняється тим, що вказаний полімерний зв'язувальний засіб являє собою PVOH, що переважно має ступінь омилення щонайменше 98 %, більш переважно щонайменше 99 %. 6. Пакувальний багатошаровий матеріал за будь-яким з пп. 1-5, який відрізняється тим, що вказана рідка композиція додатково включає неорганічні частинки. 7. Пакувальний багатошаровий матеріал за п. 6, який відрізняється тим, що вказані неорганічні частинки за формою є пластинчатими. 8. Пакувальний багатошаровий матеріал за п. 7, який відрізняється тим, що вказані неорганічні частинки головним чином складаються з пластинчатих глинистих частинок з нанорозмірами, що мають співвідношення геометричних розмірів від 50 до 5000. 9. Пакувальний багатошаровий матеріал за п. 8, який відрізняється тим, що вказані неорганічні частинки дисперговані до розшарованого стану. 10. Пакувальний багатошаровий матеріал за будь-яким з пп. 7-9, який відрізняється тим, що вказані неорганічні частинки є монтморилонітом. 11. Пакувальний багатошаровий матеріал за п. 7, який відрізняється тим, що вказані неорганічні частинки головним чином складаються з пластинчатих частинок тальку, що мають співвідношення геометричних розмірів від 10 до 500. 12. Пакувальний багатошаровий матеріал за будь-яким з пп. 1-11, який відрізняється тим, що вказаний бар’єрний для газоподібного кисню шар (12) наносять в загальній кількості від 0,1 до 5 2 2 2 г/м , переважно від 0,5 до 3,5 г/м , більш переважно від 0,5 до 2 г/м , з розрахунку на суху вагу. 13. Пакувальний багатошаровий матеріал за будь-яким з попередніх пунктів, який відрізняється тим, що вказаний бар’єрний для газоподібного кисню шар (12) наносять в дві або більше послідовних стадій з проміжним висушуванням у вигляді двох або більше компонентних 2 2 шарів, кожен в кількості від 0,5 до 2 г/м , переважно від 0,5 до 1 г/м кожен. 14. Пакувальний багатошаровий матеріал за будь-яким з попередніх пунктів, який відрізняється тим, що осаджений з парової фази бар'єрний шар (14) являє собою метал або неорганічну сполуку металу. 15. Пакувальний багатошаровий матеріал за будь-яким з попередніх пунктів, який відрізняється тим, що осаджений з парової фази бар’єрний шар (14) являє собою шар, який, по суті, складається з алюмінію або оксиду алюмінію. 16. Пакувальний багатошаровий матеріал за будь-яким з пп. 1-13, який відрізняється тим, що осаджений з парової фази бар’єрний шар (14) являє собою шар на основі вуглецю. 17. Пакувальний багатошаровий матеріал за будь-яким з попередніх пунктів, який відрізняється тим, що осаджений з парової фази бар’єрний шар (14) наносять до товщини від 5 до 200 нм (від 50 до 2000 Å). 18. Пакувальний багатошаровий матеріал за будь-яким з попередніх пунктів, який відрізняється тим, що полімерний плівковий субстрат для осадження покриття з парової фази являє собою плівку на основі поліолефіну. 19. Пакувальний багатошаровий матеріал за будь-яким з попередніх пунктів, який відрізняється тим, що полімерний плівковий субстрат для осадження покриття з парової фази також включає вказаний найбільш внутрішній термозварюваний поліолефіновий шар (15). 20. Пакувальний багатошаровий матеріал за будь-яким з попередніх пунктів, який відрізняється тим, що вказаний найбільш внутрішній термозварюваний полімерний шар (15) головним чином складається з поліетилену низької густини, переважно головним чином складається з лінійного поліетилену низької густини (LLDPE). 21. Пакувальний багатошаровий матеріал за будь-яким з пп. 18-20, який відрізняється тим, що вказаний полімерний плівковий субстрат являє собою моноорієнтовану плівку (34а), яка складається з вказаного найбільш внутрішнього термозварюваного поліолефінового шару (15). 19 UA 102092 C2 5 10 15 20 25 30 35 40 45 50 55 22. Пакувальний багатошаровий матеріал за п. 21, який відрізняється тим, що вказана моноорієнтована плівка (15; 34а) в основному включає поліетилен низької густини, переважно лінійний поліетилен низької густини. 23. Пакувальний багатошаровий матеріал за будь-яким з пп. 21 і 22, який відрізняється тим, що вказана моноорієнтована плівка (15) має товщину 20 мкм або менше, переважно 15 мкм або менше. 24. Пакувальний багатошаровий матеріал за будь-яким з пп. 21-23, який відрізняється тим, що моноорієнтована плівка (15) включає поверхневий шар з поліолефіну, модифікованого функціональними групами, причому на поверхневий шар наносять осаджений з парової фази бар’єрний шар (14). 25. Пакувальний багатошаровий матеріал за п. 24, який відрізняється тим, що модифікований поліолефін являє собою співполімер етилену і (мет)акрилової кислоти (ЕАА або ЕМАА). 26. Пакувальний багатошаровий матеріал за будь-яким з попередніх пунктів, який відрізняється тим, що вказану осаджену з парової фази плівку, покриту бар’єрним шаром (1415), з’єднують з паперовим або картонним серцевинним шаром (11; 11') за допомогою проміжного полімерного шару (13), вибраного з поліолефінів і полімерних адгезивів на основі поліолефінів. 27. Пакувальний багатошаровий матеріал за п. 26, який відрізняється тим, що проміжний полімерний шар (13) додатково включає неорганічні частинки в формі чорних пігментів для поліпшення світлобар’єрних властивостей пакувального багатошарового матеріалу. 28. Пакувальний багатошаровий матеріал за п. 26, який відрізняється тим, що проміжний полімерний шар (13) додатково включає неорганічні частинки в формі білих пігментів для поліпшення світлобар’єрних властивостей пакувального багатошарового матеріалу. 29. Спосіб одержання пакувального багатошарового матеріалу (10а; 10b; 29) за будь-яким з пп. 1-28, що включає стадії, в яких: готують серцевинний шар (11; 11'; 21а) з паперу або картону, готують рідку газобар’єрну композицію, яка містить полімерний зв’язувальний засіб, диспергований або розчинений у водному або основаному на розчиннику рідинному середовищі, формують тонкий бар’єрний для газоподібного кисню шар (12), що включає вказаний полімерний зв’язувальний засіб, нанесенням (22а) рідкої композиції на перший бік вказаного серцевинного шару (11; 11'; 21а) з паперу або картону і подальшим висушуванням (22b) для випаровування рідини, нашаровують плівку полімерного субстрату (23; 23а) з осадженим з парової фази бар’єрним покриттям на внутрішній бік бар’єрного для газоподібного кисню шару (12) за допомогою проміжного полімерного шару (13; 24), утворюють внутрішній шар (15) з термозварюваного поліолефіну всередині осадженого з парової фази бар’єрного шару (14), внутрішній шар (15) необов’язково утворений плівкою полімерного субстрату (23), і утворюють зовнішній шар (16; 26) з термозварюваного поліолефіну на зовнішньому боці серцевинного шару (11; 21а). 30. Спосіб за п. 29, в якому рідка газобар’єрна композиція додатково включає неорганічні частинки. 31. Спосіб за будь-яким з пп. 29-30, в якому бар’єрний для газоподібного кисню полімер, який міститься в рідкій композиції, вибирають з групи, що складається з PVOH, диспергованого у воді EVOH, полімерів акрилової кислоти або метакрилової кислоти, полісахаридів, похідних полісахаридів і комбінацій з двох або більше таких. 32. Спосіб за будь-яким з пп. 29-31, в якому бар’єрний для газоподібного кисню шар (12) 2 2 наносять в загальній кількості від 0,1 до 5 г/м , переважно від 0,5 до 3,5 г/м , більш переважно 2 від 0,5 до 2 г/м , з розрахунку на суху вагу. 33. Спосіб за будь-яким з пп. 29-32, в якому бар’єрний для газоподібного кисню шар (12) наносять у вигляді двох або більше компонентних шарів в двох або більше послідовних стадіях 2 2 з проміжним висушуванням, кожен в кількості від 0,5 до 2 г/м , переважно від 0,5 до 1 г/м кожен. 34. Спосіб за будь-яким з пп. 29-33, який додатково включає стадії: забезпечення плівки (23) полімерного субстрату і осадження з парової фази бар’єрного шару (14; 23а) на плівку (23) полімерного субстрату. 35. Спосіб за будь-яким з пп. 29-34, в якому полімерний плівковий субстрат (34а) для осадження з парової фази одержують екструзійно-роздувним формуванням (32) плівки, яка включає найбільш внутрішній шар (15; 23) з термозварюваного полімеру. 20 UA 102092 C2 5 10 15 20 36. Спосіб за п. 35, який додатково включає стадію моноорієнтування (36) одержаної роздувним формуванням плівки (34а) полімерного субстрату перед нанесенням осадженого з парової фази покриття, причому плівка (34а) полімерного субстрату в основному включає лінійний поліетилен низької густини. 37. Спосіб за п. 36, в якому плівка полімерного субстрату (23; 34а), яка в основному включає лінійний поліетилен низької густини, є моноорієнтованою (36) до товщини 20 мкм або менше, переважно 15 мкм або менше. 38. Спосіб за будь-яким з пп. 29-37, в якому шар (14; 23а) з металевого алюмінію або оксиду алюмінію осаджують (40) з парової фази на плівку полімерного субстрату (23; 34а; 44а). 39. Спосіб за будь-яким з пп. 29-38, в якому осаджений з парової фази бар’єрний шар (14; 23а) наносять з товщиною від 5 до 200 нм (від 50 до 2000 Å). 40. Спосіб за будь-яким з пп. 29-39, в якому плівку (14-15; 23-23а) з осадженним з парової фази бар’єрним шаром нашаровують на внутрішній бік бар’єрного для газоподібного кисню шару (12) за допомогою екструзійного ламінування з проміжним полімерним шаром (13; 24). 41. Спосіб за будь-яким з пп. 29-39, в якому проміжний полімерний шар (13; 24) є термопластичним зв’язувальним шаром, і осаджений з парової фази бар’єрний шар (14; 23а) являє собою сполуку металу, який додатково включає стадії, в яких наносять покриття з рідкої плівки проміжного полімерного шару (13) на нанесений бар’єрний для газоподібного кисню шар (12), висушують і потім проводять гаряче напресування плівки (14-15; 23-23а) з осадженим з парової фази бар’єрним шаром на проміжний шар (13). 42. Пакувальний контейнер (50а; 50b), одержаний з пакувального багатошарового матеріалу (10а; 10b) за будь-яким з пп. 1-28. 21 UA 102092 C2 22 UA 102092 C2 23 UA 102092 C2 24 UA 102092 C2 25 UA 102092 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 26
ДивитисяДодаткова інформація
Назва патенту англійськоюPackaging laminate, method for producing packaging laminate and packaging container made thereof
Автори англійськоюToft, Nils, Jaccoud Bertrand, Chiquet, Andre, Rochat, Gil, Fayet Pierre, Bonnebault, Alain, Camacho, Walker
Назва патенту російськоюУпаковочный многослойный материал, способ получения упаковочного многослойного материала и изготовленный из него упаковочный контейнер
Автори російськоюТофт Нильс, Жаккуд Бертран, Шаке Андрэ, Роша Жиль, Файет Пьер, Боннебо Ален, Камако Валькер
МПК / Мітки
МПК: C23C 14/00, B65D 65/42, D21H 19/44, D21H 19/82, B32B 27/10, D21H 19/20, D21H 19/60, D21H 19/12, B65D 65/40, B65D 5/40, D21H 19/14, B32B 27/30, C23C 16/00, D21H 19/40
Мітки: одержання, матеріалу, контейнер, спосіб, пакувальний, багатошаровий, пакувального, багатошарового, нього, матеріал, виготовлений
Код посилання
<a href="https://ua.patents.su/28-102092-pakuvalnijj-bagatosharovijj-material-sposib-oderzhannya-pakuvalnogo-bagatosharovogo-materialu-i-vigotovlenijj-z-nogo-pakuvalnijj-kontejjner.html" target="_blank" rel="follow" title="База патентів України">Пакувальний багатошаровий матеріал, спосіб одержання пакувального багатошарового матеріалу, і виготовлений з нього пакувальний контейнер</a>
Полімерна плівка, багатошаровий пакувальний матеріал, який містить полімерну плівку, пакувальний контейнер, утворений з багатошарового пакувального матеріалу, і спосіб одержання полімерної плівки
Номер патенту: 93984
Опубліковано: 25.03.2011
Автори: Жаккуд Бертран, Шике Андре, Файєт П'єр
МПК: C08F 10/00, B32B 27/08, C08K 7/00
Мітки: полімерна, багатошаровий, матеріалу, плівка, плівку, утворений, містить, плівки, полімерної, пакувального, матеріал, багатошарового, спосіб, полімерну, пакувальний, контейнер, одержання
Формула / Реферат:
1. Полімерна плівка (1), яка містить полімерний несучий шар (11), який має першу сторону і другу сторону, газонепроникне покриття (13) з SiOx, причому х=1,7-2,2, нанесене безпосередньо на одну сторону полімерного несучого шару, ітермозварювальний поліолефіновий шар (17), нанесений безпосередньо на другусторону вказаного полімерного несучого шару, причому вказаний полімерний несучий шар (11) є шаром матеріалу, вибраного з групи,...
Пакувальний ламінований матеріал та виготовлений з нього пакувальний контейнер
Номер патенту: 76725
Опубліковано: 15.09.2006
Автор: Ефтрінг Анн
МПК: B32B 27/32, B32B 27/20, B65D 65/40, B32B 27/10
Мітки: нього, контейнер, виготовлений, пакувальний, ламінований, матеріал
Формула / Реферат:
1. Пакувальний ламінований матеріал (10) для виготовлення пакувальних контейнерів шляхом формування згинанням і термозварювання, що містить шар (11) з паперу або картону і шар (12) з поліолефіну з мінеральним наповнювачем на одній стороні центрального шару (11), який відрізняється тим, що вказаний шар (12) з мінеральним наповнювачем має товщину від близько 30 до близько 100 мкм і містить мінеральні частинки у кількості від 40 до 70 % від...
Багатошаровий пакувальний матеріал
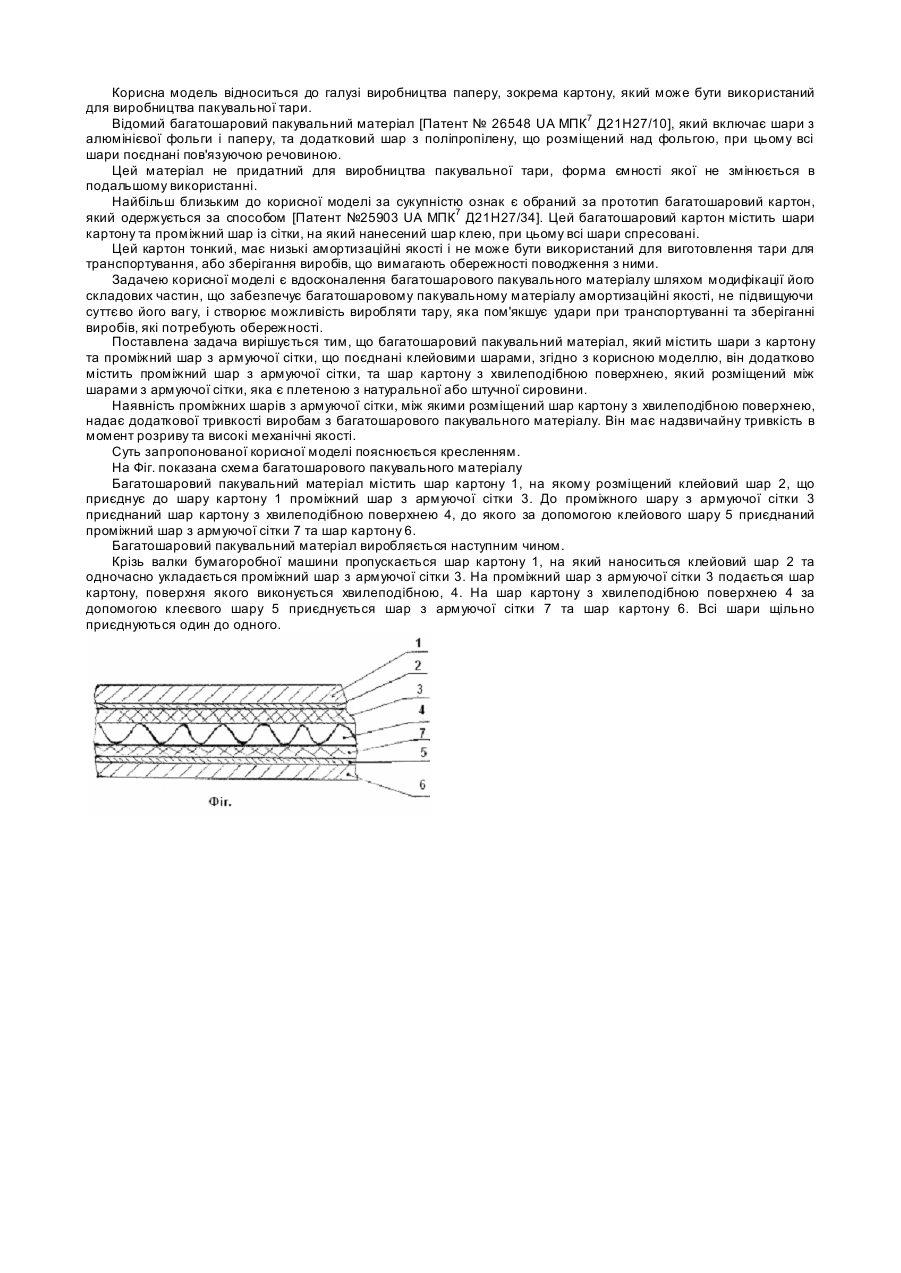
Номер патенту: 8623
Опубліковано: 15.08.2005
Автор: Оленич Ігор Федорович
МПК: D21H 27/30, B32B 29/00
Мітки: багатошаровий, пакувальний, матеріал
Формула / Реферат:
1. Багатошаровий пакувальний матеріал, який містить шари з картону та проміжний шар з армованої сітки, що з’єднані клейовими шарами, який відрізняється тим, що він додатково містить проміжний шар з армованої сітки та шар картону з хвилеподібною поверхнею, який розміщений між шарами з армованої сітки.2. Багатошаровий пакувальний матеріал за п. 1, який відрізняється тим, що армована сітка сплетена з натуральної або штучної сировини.
Багатошаровий термозварювальний пакувальний матеріал, упаковка для харчових продуктів, виготовлена з нього, та спосіб пакування
Номер патенту: 72967
Опубліковано: 16.05.2005
Автори: Невалаінен Кіммо, Сайніо Маркку, Джарвінен Яллііна, Вахала Мартті, Лаіхо Ерккі, Пенттінен Тапані
МПК: B65D 81/30, B65D 65/40, B32B 27/20
Мітки: виготовлена, матеріал, нього, пакування, продуктів, багатошаровий, пакувальний, термозварювальний, харчових, спосіб, упаковка
Формула / Реферат:
1. Багатошаровий термозварюваний пакувальний матеріал (1), зокрема для упаковки харчових продуктів, що включає несучий шар (3) волокнистого матеріалу, щонайменше один газонепроникний полімерний бар'єрний шар (4, 5) для захисту упакованого продукту та щонайменше один полімерний термозварюваний шар (2, 7) як поверхневий шар матеріалу, який відрізняється тим, що матеріал включає термозварюваний шар (7), який містить чорний та білий пігменти,...
Притискний валик машини для ламінування для виготовлення пакувального матеріалу, спосіб виготовлення пакувального матеріалу і пакувальний матеріал
Номер патенту: 76971
Опубліковано: 16.10.2006
Автор: Лассон Рольф
МПК: B30B 3/00, F16C 13/00, B65D 65/40
Мітки: ламінування, машини, валик, притискний, матеріалу, спосіб, матеріал, виготовлення, пакувальний, пакувального
Формула / Реферат:
1. Притискний валик (10) машини для ламінування для виготовлення пакувального матеріалу у формі стрічки, що включає каркасний шар (40), що складається з паперу або картону, причому каркасний шар виступає через прорізи, отвори або розрізи (42), причому каркасний шар являє собою з однієї з його сторін захисний шар (44), переважно з алюмінієвої фольги, пластикову підкладку (46, 47), яка знаходиться поза захисним шаром і складається з одного або...
Попередній патент: Спосіб одержання сульфонілпіролів як інгібіторів hdac
Наступний патент: Похідні хіназоліну як модулятори raf-кінази і способи їх застосування
Випадковий патент: Дисковий екструдер