Нетканий матеріал і спосіб його виготовлення
Формула / Реферат
1. Проникний для рідини нетканий матеріал з густиною 10-200 г/м2, який має перший напрямок, другий напрямок, перпендикулярний першому напрямку, і напрямок товщини, взаємно перпендикулярні один одному, при цьому нетканий матеріал включає багатокомпонентні волокна типу "серцевина в оболонці", в якому 100-30 мас. % складають багатокомпонентні волокна і 0-70 мас. % - термопластичні синтетичні волокна як волокна-добавки до багатокомпонентних волокон, причому багатокомпонентні волокна типу "серцевина в оболонці" включають серцевину та оболонку, концентричні одна одній, причому термопластична синтетична смола, що утворює оболонку, має температуру плавлення, нижчу за температуру плавлення термопластичної синтетичної смоли, що утворює серцевину, при цьому проникний для рідини нетканий матеріал додатково включає:
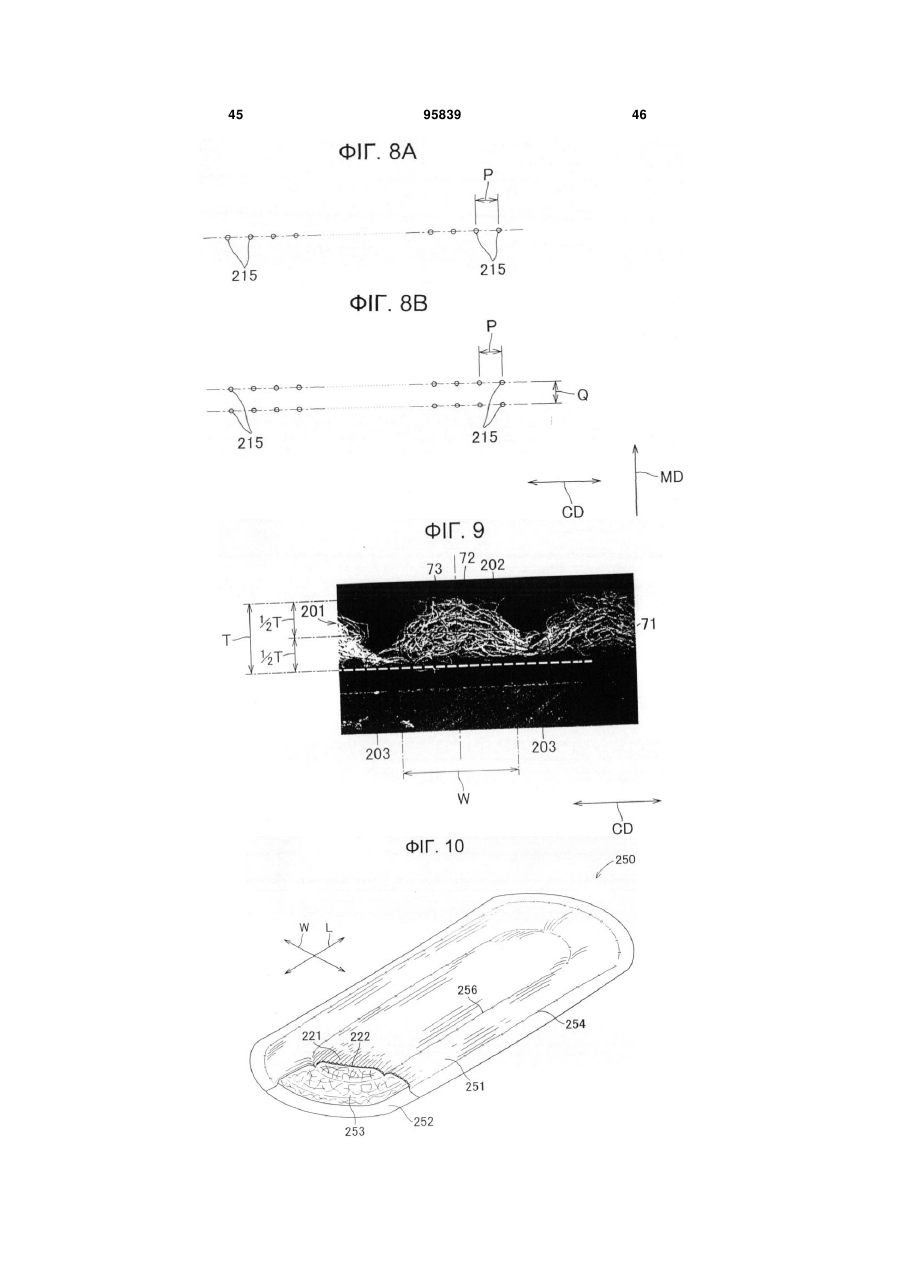
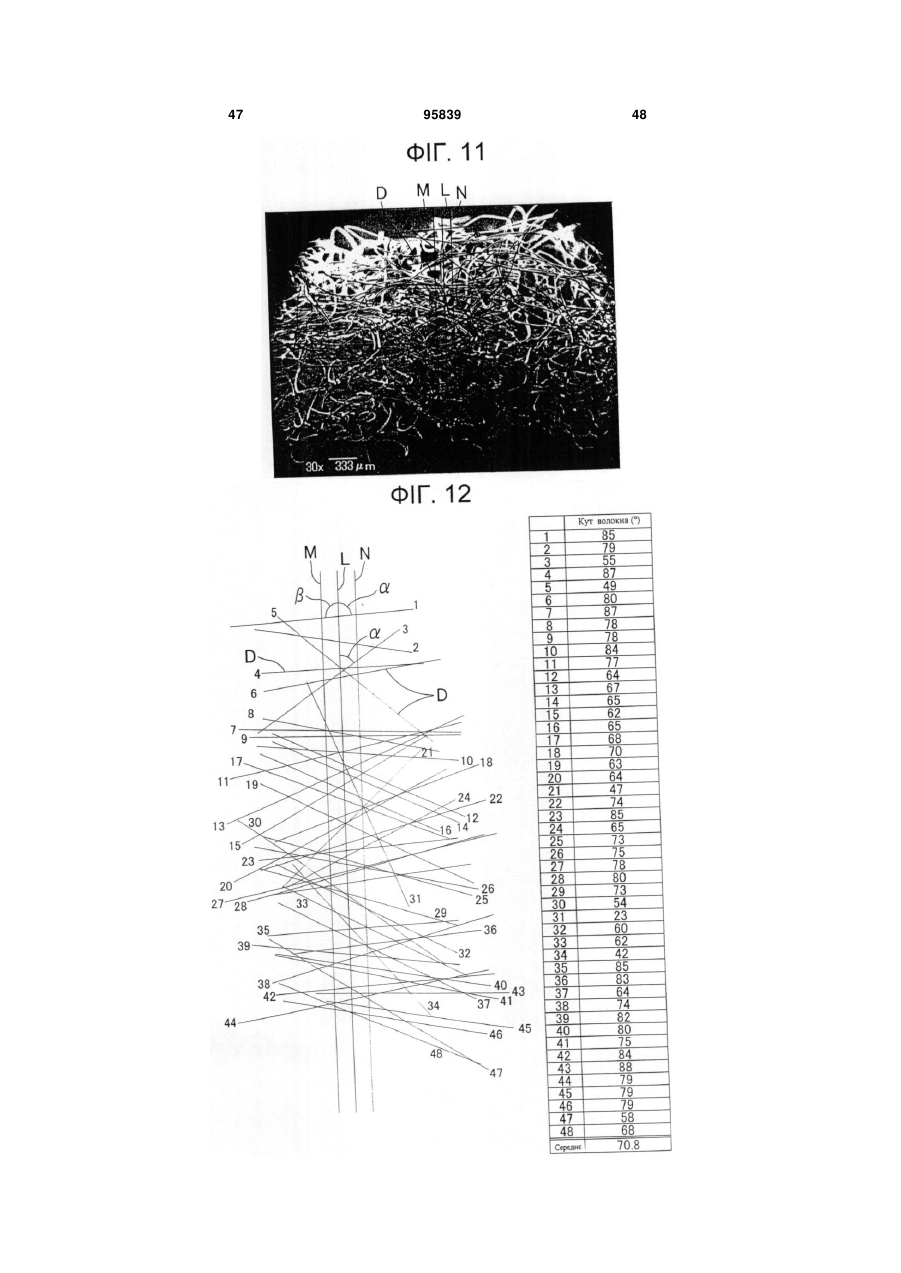
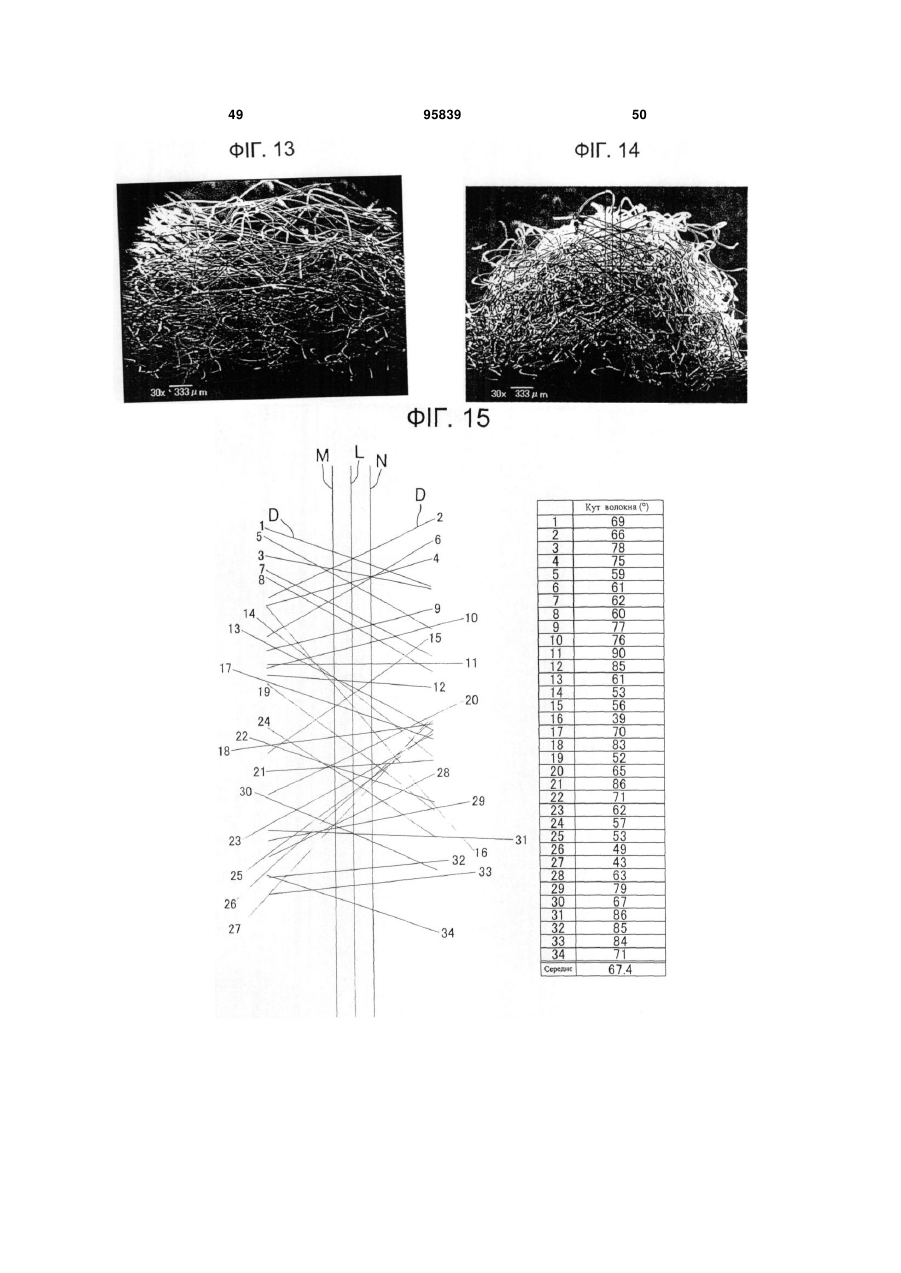
багатокомпонентні волокна тонкістю 1-17 дтекс і з довжиною волокна 10-150 мм, причому багатокомпонентні волокна, що проходять у першому напрямку із звивами, повторюваними у напрямку товщини, якщо дивитися по поверхні розрізу нетканого матеріалу, паралельній першому напрямку, і що проходять у напрямку товщини, якщо дивитися по поверхні розрізу нетканого матеріалу, паралельній другому напрямку, таким чином, що багатокомпонентні волокна можуть перетинатися самі із собою та/або із волокнами-добавками, і, у відповідних точках перетину, ці багатокомпонентні волокна є сплавленими між собою та/або з волокнами-добавками, оскільки смола з низькою температурою плавлення плавиться, при цьому, коли нетканий матеріал розміщують у горизонтальній площині, деякі багатокомпонентні волокна та волокна-добавки перетинають на поверхні розрізу нетканого матеріалу, паралельній другому напрямку, вертикальну відносно горизонтальної площини лінію під гострими кутами, включаючи 90°, а деякі багатокомпонентні волокна та волокна-добавки перетинають цю вертикальну лінію під тупими кутами, більшими за 90°, так що середній кут волокна, що відповідає середній величині гострих кутів перетину, становить 75° або менше.
2. Нетканий матеріал за п. 1, в якому багатокомпонентні волокна містять до 50 мас. % спірально звитих термопластичних синтетичних волокон.
3. Нетканий матеріал за п. 1 або 2, який містить до 10 мас. % відносно його загальної маси принаймні одного з двох типів волокон - гідрофільних натуральних волокон-добавок або гідрофільних напівсинтетичних волокон-добавок.
4. Нетканий матеріал за будь-яким з пунктів 1-3, в якому або багатокомпонентні волокна, або термопластичні синтетичні волокна-добавки мають поверхню, модифіковану у гідрофільну.
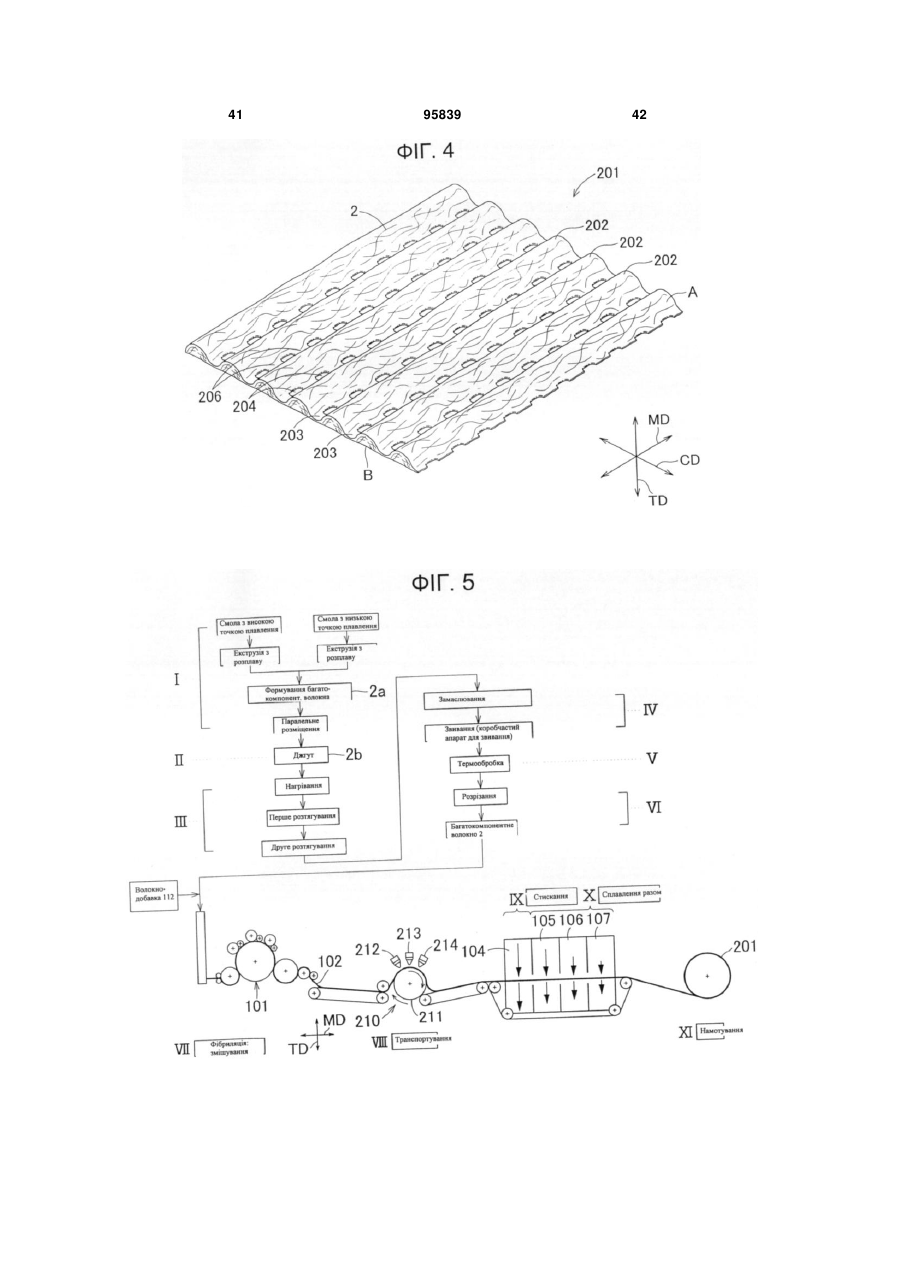
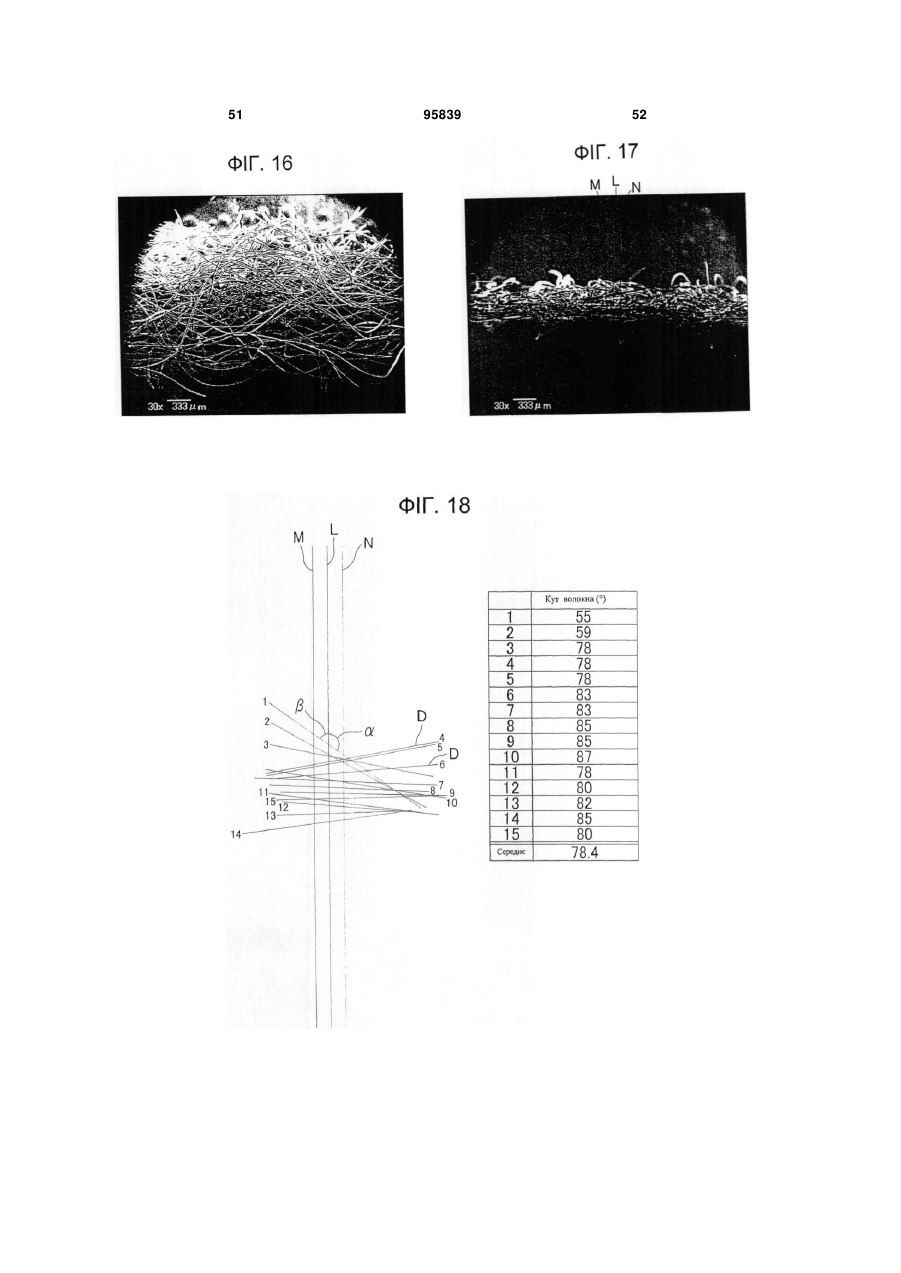
5. Нетканий матеріал за будь-яким з пунктів 1-4, який має верхню та нижню поверхні, протилежні одна одній у напрямку товщини, і верхня поверхня виконана з рядом виступів, паралельних першому напрямку, та рядом канавок, кожна з яких проходить у першому напрямку між кожною парою сусідніх виступів.
6. Нетканий матеріал за п. 5, в якому при розміщенні нижньої поверхні нетканого матеріалу у горизонтальній площині середній кут волокна, визначений між вертикальною лінією, що проходить через верхівку виступу, і багатокомпонентними волокнами та/або волокнами-добавками, становить 75° або менше.
7. Нетканий матеріал за будь-яким з пунктів 1-6, який використовують як верхній шар у гігієнічній прокладці.
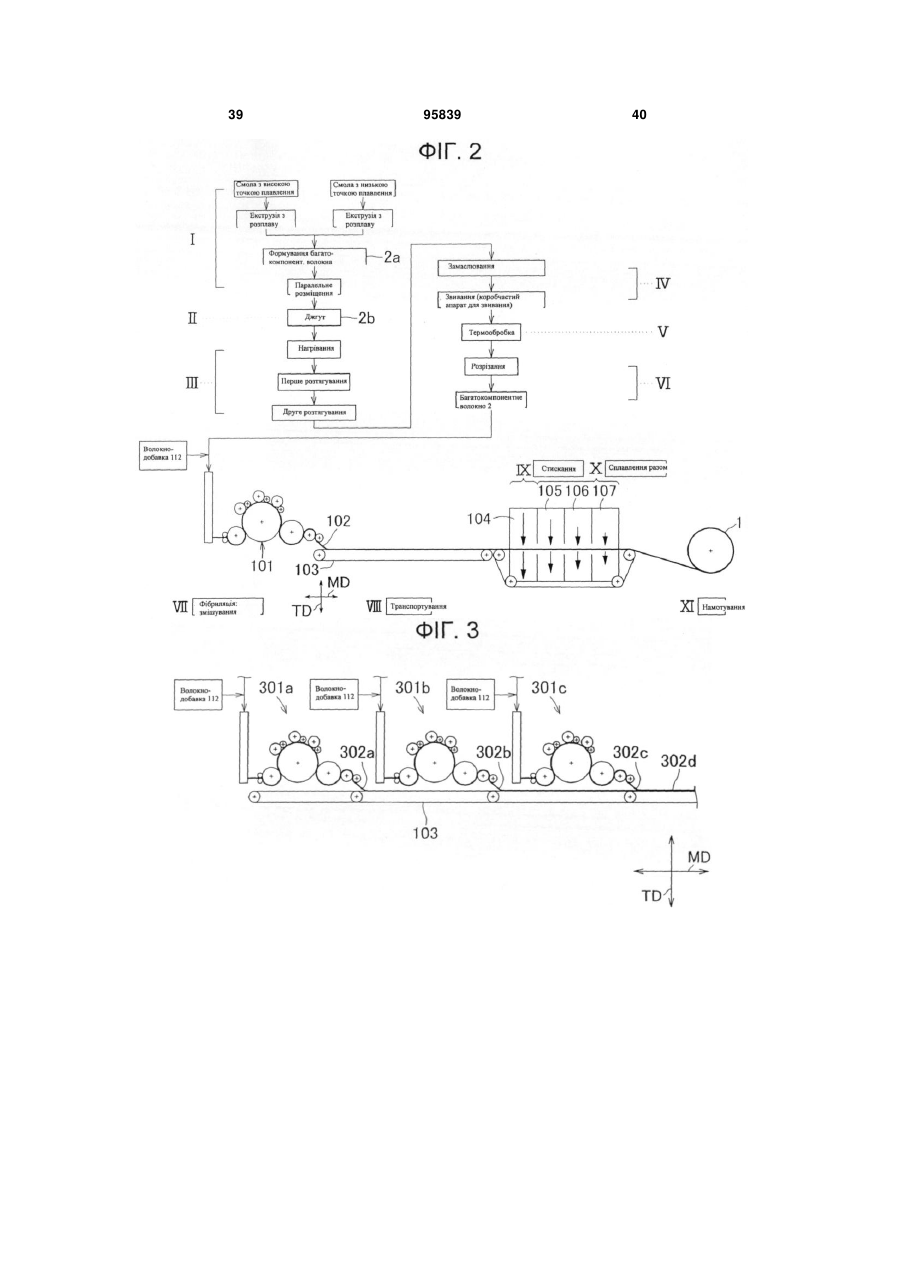
8. Спосіб виготовлення проникного для рідини нетканого матеріалу,в тому числі з густиною 10-200 г/м2, який має машинний напрямок і поперечний напрямок, перпендикулярні один одному, і включає 100-30 мас. % багатокомпонентних волокон типу "серцевина в оболонці", при цьому багатокомпонентні волокна типу "серцевина в оболонці" включають серцевину та оболонку, концентричні одна одній, і термопластична синтетична смола, що утворює оболонку, має температуру плавлення, нижчу за температуру плавлення термопластичної синтетичної смоли, що утворює серцевину, який передбачає наступні етапи:
а) формування багатокомпонентних волокон типу "серцевина в оболонці" з наступним виготовленням джгута з ряду багатокомпонентних волокон типу "серцевина в оболонці" та розтягуванням джгута;
б) механічне звивання джгута, розтягнутого на етапі (а), для утворення повторюваних звивів у поздовжньому напрямку джгута;
в) піддання джгута, звитого на етапі (б), терморелаксації;
г) розрізання джгута, що зазнав терморелаксації на етапі (в), на відрізки довжиною 10-150 мм для отримання комплекту багатокомпонентних волокон у формі штапелів;
д) фібриляцію комплекту багатокомпонентних волокон за допомогою чесальної машини для отримання полотна, що включає багатокомпонентні волокна і має задану густину;
е) нагрівання полотна для плавлення смоли з низькою точкою плавлення для сплавлення разом багатокомпонентних волокон у полотні у точках їхнього перетину; і
є) охолодження полотна після етапу (е).
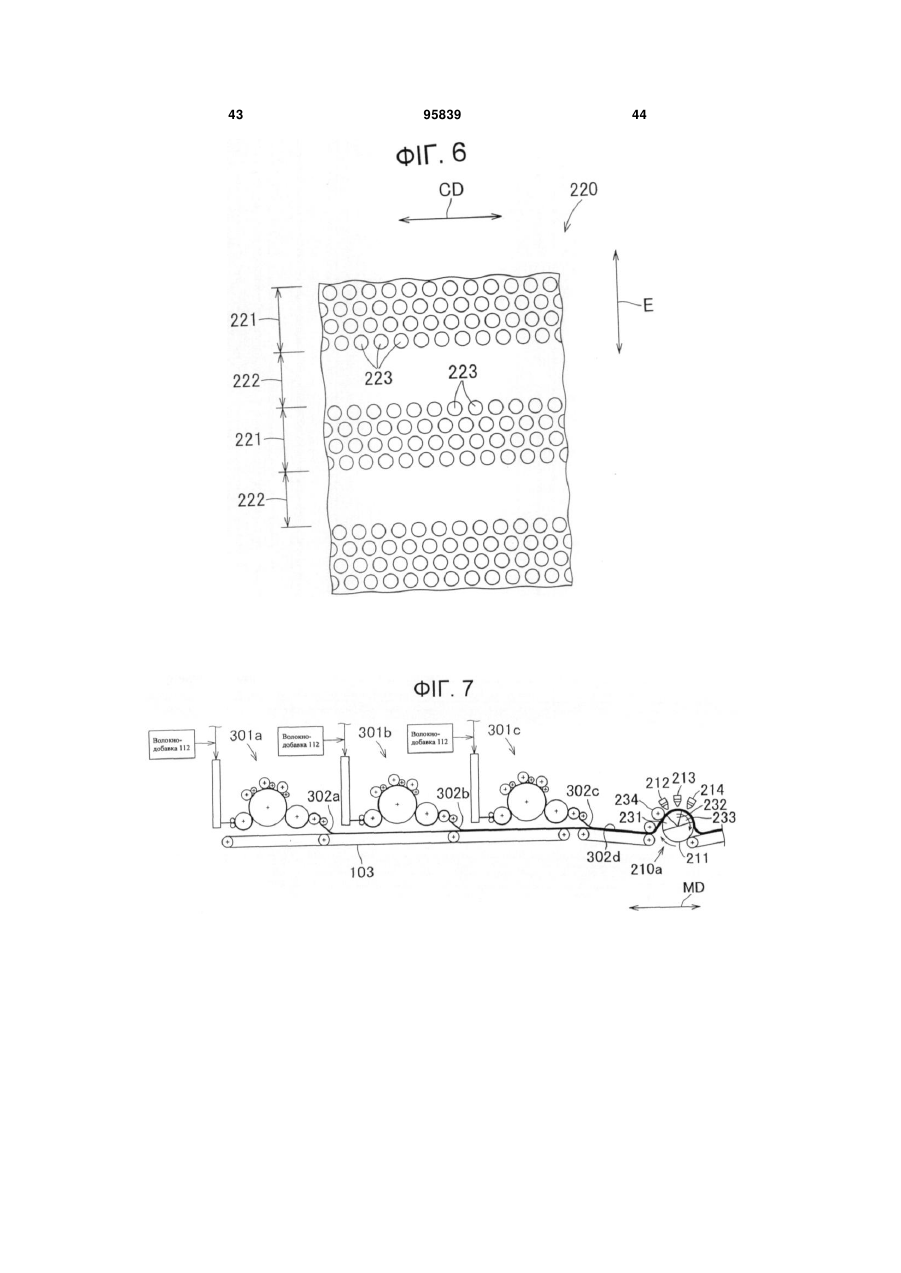
9. Спосіб за п. 8, який додатково включає етап установлення ряду чесальних машин у машинному напрямку з наступним розміщенням полотен, отриманих з відповідних чесальних машин, одне на одному для утворення шаруватого полотна для його обробки на етапі, наступному після етапу (є).
10. Спосіб за п. 8 або 9, який додатково включає, між етапами (д) та (е), етап попереднього нагрівання полотна після сплавлення багатокомпонентних волокон у точках їхнього перетину і перед транспортуванням полотна на етап (е).
11. Спосіб за будь-яким з пунктів 8-10, в якому етап (е) включає підетап стискання полотна у напрямку товщини за допомогою стисненого повітря або механічного засобу для збільшення густини полотна та підетап сплавлення разом багатокомпонентних волокон у полотні у точках перетину багатокомпонентних волокон.
12. Спосіб за п. 10 або 11, в якому етап попереднього нагрівання включає етап випущення потоку нагрітого і попередньо стисненого повітря з ряду окремих сопел, розміщених у поперечному напрямку відносно полотна, яке транспортується на несучих елементах у машинному напрямку, для утворення полотна з рядом виступів, паралельних машинному напрямку, та рядом канавок, кожна з яких визначена між кожною парою сусідніх виступів і проходить у машинному напрямку.
13. Спосіб за будь-яким з пунктів 8-12, в якому етап (д) включає підетап додавання термопластичних синтетичних волокон, що мають приховані звиви, як волокон-добавок до багатокомпонентних волокон, і які складають 0-50 мас. % відносно загальної маси нетканого матеріалу.
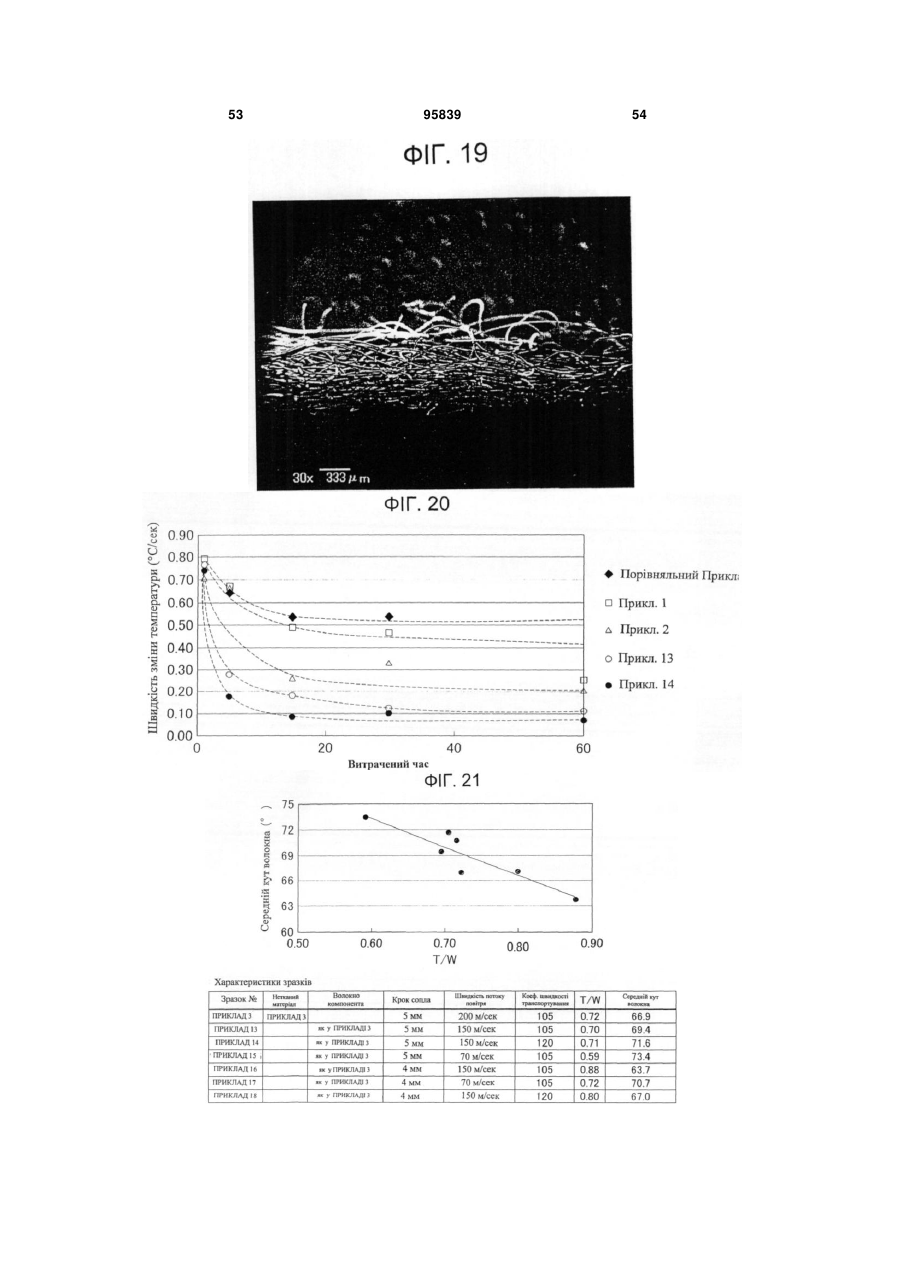
14. Спосіб за п. 12 або 13, в якому відношення товщини Т нетканого матеріалу, виміряної на ділянці, що включає верхівку виступу на поверхні розрізу нетканого матеріалу, паралельній поперечному напрямку, до ширини W виступу, виміряної на рівні, що відповідає ½ товщини Т, становить 0,55-1,00.
15. Спосіб за будь-яким з пунктів 8-14, в якому етап (б) включає етап подачі джгута у коробчастий апарат для надання звивистості, в якому багатокомпонентні волокна можна механічно звивати зигзагами зі ступенем звивистості 10-35 звивів/25 мм.
16. Спосіб за будь-яким з пунктів 8-15, в якому терморелаксацію на етапі (в) здійснюють при температурі між температурою плавлення смоли з низькою точкою плавлення, що утворює оболонку, та температурою, що на 20 °С нижча за цю температуру плавлення.
17. Спосіб за будь-яким з пунктів 8-12 та 14-16, в якому багатокомпонентні волокна перетинають на поверхні розрізу нетканого матеріалу, паралельній поперечному напрямку, вертикальну відносно горизонтальної площини лінію під гострими кутами, включаючи 90°, і деякі з багатокомпонентних волокон і волокон-добавок перетинають цю вертикальну лінію під тупими кутами, більшими за 90°, так що середній кут волокна, що відповідає середньому значенню гострих кутів перетину, може становити 75° або менше.
18. Спосіб за будь-яким з пунктів 13-16, в якому багатокомпонентні волокна і термопластичні синтетичні волокна, застосовані як волокна-добавки, перетинають на поверхні розрізу нетканого матеріалу, паралельній поперечному напрямку, вертикальну відносно горизонтальної площини лінію під гострими кутами, включаючи 90°, і деякі з багатокомпонентних волокон і волокон-добавок перетинають цю вертикальну лінію під тупими кутами, більшими за 90°, так що середній кут волокна, що відповідає середньому значенню гострих кутів перетину, може становити 75° або менше.
19. Спосіб за будь-яким з пунктів 8-18, в якому етап (д) включає підетап домішування до нетканого матеріалу принаймні одного з двох типів волокон - гідрофільних натуральних волокон або гідрофільних напівсинтетичних волокон, так що вміст гідрофільних натуральних волокон або гідрофільних напівсинтетичних волокон може становити 0-10 мас. % відносно загальної маси нетканого матеріалу.
Текст
1. Проникний для рідини нетканий матеріал з 2 густиною 10-200 г/м , який має перший напрямок, другий напрямок, перпендикулярний першому напрямку, і напрямок товщини, взаємно перпендикулярні один одному, при цьому нетканий матеріал включає багатокомпонентні волокна типу "серцевина в оболонці", в якому 100-30 мас. % складають багатокомпонентні волокна і 0-70 мас. % термопластичні синтетичні волокна як волокнадобавки до багатокомпонентних волокон, причому багатокомпонентні волокна типу "серцевина в оболонці" включають серцевину та оболонку, концентричні одна одній, причому термопластична синтетична смола, що утворює оболонку, має температуру плавлення, нижчу за температуру плавлення термопластичної синтетичної смоли, що утворює серцевину, при цьому проникний для рідини нетканий матеріал додатково включає: багатокомпонентні волокна тонкістю 1-17 дтекс і з довжиною волокна 10-150 мм, причому багатокомпонентні волокна, що проходять у першому напрямку із звивами, повторюваними у напрямку 2 (19) 1 3 значений між вертикальною лінією, що проходить через верхівку виступу, і багатокомпонентними волокнами та/або волокнами-добавками, становить 75° або менше. 7. Нетканий матеріал за будь-яким з пунктів 1-6, який використовують як верхній шар у гігієнічній прокладці. 8. Спосіб виготовлення проникного для рідини нетканого матеріалу, в тому числі з густиною 10-200 2 г/м , який має машинний напрямок і поперечний напрямок, перпендикулярні один одному, і включає 100-30 мас. % багатокомпонентних волокон типу "серцевина в оболонці", при цьому багатокомпонентні волокна типу "серцевина в оболонці" включають серцевину та оболонку, концентричні одна одній, і термопластична синтетична смола, що утворює оболонку, має температуру плавлення, нижчу за температуру плавлення термопластичної синтетичної смоли, що утворює серцевину, який передбачає наступні етапи: а) формування багатокомпонентних волокон типу "серцевина в оболонці" з наступним виготовленням джгута з ряду багатокомпонентних волокон типу "серцевина в оболонці" та розтягуванням джгута; б) механічне звивання джгута, розтягнутого на етапі (а), для утворення повторюваних звивів у поздовжньому напрямку джгута; в) піддання джгута, звитого на етапі (б), терморелаксації; г) розрізання джгута, що зазнав терморелаксації на етапі (в), на відрізки довжиною 10-150 мм для отримання комплекту багатокомпонентних волокон у формі штапелів; д) фібриляцію комплекту багатокомпонентних волокон за допомогою чесальної машини для отримання полотна, що включає багатокомпонентні волокна і має задану густину; е) нагрівання полотна для плавлення смоли з низькою точкою плавлення для сплавлення разом багатокомпонентних волокон у полотні у точках їхнього перетину; і є) охолодження полотна після етапу (е). 9. Спосіб за п. 8, який додатково включає етап установлення ряду чесальних машин у машинному напрямку з наступним розміщенням полотен, отриманих з відповідних чесальних машин, одне на одному для утворення шаруватого полотна для його обробки на етапі, наступному після етапу (є). 10. Спосіб за п. 8 або 9, який додатково включає, між етапами (д) та (е), етап попереднього нагрівання полотна після сплавлення багатокомпонентних волокон у точках їхнього перетину і перед транспортуванням полотна на етап (е). 11. Спосіб за будь-яким з пунктів 8-10, в якому етап (е) включає підетап стискання полотна у напрямку товщини за допомогою стисненого повітря або механічного засобу для збільшення густини полотна та підетап сплавлення разом багатокомпонентних волокон у полотні у точках перетину багатокомпонентних волокон. 12. Спосіб за п. 10 або 11, в якому етап попереднього нагрівання включає етап випущення потоку нагрітого і попередньо стисненого повітря з ряду 95839 4 окремих сопел, розміщених у поперечному напрямку відносно полотна, яке транспортується на несучих елементах у машинному напрямку, для утворення полотна з рядом виступів, паралельних машинному напрямку, та рядом канавок, кожна з яких визначена між кожною парою сусідніх виступів і проходить у машинному напрямку. 13. Спосіб за будь-яким з пунктів 8-12, в якому етап (д) включає підетап додавання термопластичних синтетичних волокон, що мають приховані звиви, як волокон-добавок до багатокомпонентних волокон, і які складають 0-50 мас. % відносно загальної маси нетканого матеріалу. 14. Спосіб за п. 12 або 13, в якому відношення товщини Т нетканого матеріалу, виміряної на ділянці, що включає верхівку виступу на поверхні розрізу нетканого матеріалу, паралельній поперечному напрямку, до ширини W виступу, виміряної на рівні, що відповідає ½ товщини Т, становить 0,551,00. 15. Спосіб за будь-яким з пунктів 8-14, в якому етап (б) включає етап подачі джгута у коробчастий апарат для надання звивистості, в якому багатокомпонентні волокна можна механічно звивати зигзагами зі ступенем звивистості 10-35 звивів/25 мм. 16. Спосіб за будь-яким з пунктів 8-15, в якому терморелаксацію на етапі (в) здійснюють при температурі між температурою плавлення смоли з низькою точкою плавлення, що утворює оболонку, та температурою, що на 20 °С нижча за цю температуру плавлення. 17. Спосіб за будь-яким з пунктів 8-12 та 14-16, в якому багатокомпонентні волокна перетинають на поверхні розрізу нетканого матеріалу, паралельній поперечному напрямку, вертикальну відносно горизонтальної площини лінію під гострими кутами, включаючи 90°, і деякі з багатокомпонентних волокон і волокон-добавок перетинають цю вертикальну лінію під тупими кутами, більшими за 90°, так що середній кут волокна, що відповідає середньому значенню гострих кутів перетину, може становити 75° або менше. 18. Спосіб за будь-яким з пунктів 13-16, в якому багатокомпонентні волокна і термопластичні синтетичні волокна, застосовані як волокна-добавки, перетинають на поверхні розрізу нетканого матеріалу, паралельній поперечному напрямку, вертикальну відносно горизонтальної площини лінію під гострими кутами, включаючи 90°, і деякі з багатокомпонентних волокон і волокон-добавок перетинають цю вертикальну лінію під тупими кутами, більшими за 90°, так що середній кут волокна, що відповідає середньому значенню гострих кутів перетину, може становити 75° або менше. 19. Спосіб за будь-яким з пунктів 8-18, в якому етап (д) включає підетап домішування до нетканого матеріалу принаймні одного з двох типів волокон - гідрофільних натуральних волокон або гідрофільних напівсинтетичних волокон, так що вміст гідрофільних натуральних волокон або гідрофільних напівсинтетичних волокон може становити 010 мас. % відносно загальної маси нетканого матеріалу. 5 Винахід відноситься до проникного для рідини нетканого матеріалу, зокрема до нетканого матеріалу, застосовуваного відповідно як проникний для рідини верхній шар у поглинаючому рідину виробі, наприклад одноразовому підгузнику або гігієнічній прокладці, і до способу виготовлення такого нетканого матеріалу. Як правило, необхідною умовою для проникних для рідини верхніх шарів, застосовуваних для покриття поглинаючих серцевин, наприклад поглинаючих серцевин одноразових підгузників, є місцеве поглинання рідини організму та швидке перенесення її у серцевину. У винаході, що відноситься до гігієнічного матеріалу з високою водопроникністю, описаного, наприклад, в японській патентній заявці JP 1998-5275 А, застосований верхній шар описуваного тут типу. Описаний в JP 1998-5275 А верхній шар виготовляють розпиленням суміші простого поліефіру та поліефірного модифікованого силікону для перетворення верхнього гідрофільного шару на звивистий або незвивистий нетканий матеріал типу спанбонд з поліпропілену, з початковою швидкістю водопроникнення 0,25 секунд або менше. Описаний в JP 1998-5275 А верхній шар являє собою нетканий матеріал типу спанбонд з поліпропілену з напиленим агентом, що модифікує верхній шар таким чином, що він стає гідрофільним. Більшість волокон розміщені одне на одному між верхньою та нижньою поверхнями нетканого матеріалу і проходять паралельно цим, верхній та нижній, поверхням. В результаті, виділені рідини організму можуть локально поглинатися, коли їх відносно мало. Однак рідини організму будуть розтікатися горизонтально і верхньому шару обов'язково стане важко їх локально поглинати, коли рідини організму виділяються у великій кількості. Більш того, у цьому відомому варіанті верхнього шару час, необхідний для проникнення рідин організму у верхній шар, стає неприйнятно тривалим, оскільки збільшується в'язкість рідин організму. Беручи до уваги вищезазначену невирішену проблему, завданням даного винаходу є створення удосконаленого нетканого матеріалу та способу його виготовлення для вирішення цієї проблеми. Поставлене завдання вирішується першим аспектом винаходу, який стосується проникного для рідини нетканого матеріалу, з одного боку, і другим аспектом винаходу, що стосується способу виготовлення такого нетканого матеріалу, з іншого боку. Перший аспект винаходу стосується проникного для рідини нетканого матеріалу з густиною 102 200 г/м , який має перший напрямок, другий напрямок, перпендикулярний першому напрямку, і напрямок товщини, взаємно перпендикулярні один одному, при цьому нетканий матеріал включає багатокомпонентні волокна типу «серцевина в оболонці», в якому 100-30 мас.% складають багатокомпонентні волокна і 0-70 мас.% - термопластичні синтетичні волокна як волокна-добавки для багатокомпонентних волокон, при цьому багато 95839 6 компонентні волокна типу «серцевина в оболонці» включають серцевину та оболонку, концентричні одна одній, причому термопластична синтетична смола, що утворює оболонку, має температуру плавлення, нижчу за температуру плавлення термопластичної синтетичної смоли, що утворює серцевину. Згідно з першим аспектом нетканий матеріал додатково включає: багатокомпонентне волокно, що має тонкість 1-17 дтекс і довжину 10-150 мм, причому багатокомпонентні волокна проходять у першому напрямку із звивами, повторюваними у напрямку товщини, якщо дивитися по поверхні розрізу нетканого матеріалу, паралельній першому напрямку, і проходять у напрямку товщини, якщо дивитися по поверхні розрізу нетканого матеріалу, паралельній другому напрямку; багатокомпонентні волокна перетинаються самі із собою та/або з волокнами-добавками, і у відповідних точках перетину ці багатокомпонентні волокна є сплавленими самі із собою та/або з волокнамидобавками, оскільки смола з низькою температурою плавлення плавиться; і коли нетканий матеріал розміщують у горизонтальній площині, деякі багатокомпонентні волокна та волокна-добавки перетинають, на поверхні розрізу нетканого матеріалу, паралельній другому напрямку, вертикальну лінію відносно горизонтальної площини під гострим кутом, включаючи 90°, а деякі багатокомпонентні волокна та волокна-добавки перетинають цю вертикальну лінію під тупими кутами, більшими за 90°, так що середній кут волокна, що відповідає середній величині гострих кутів перетину, може становити 75° або менше. Згідно з одним варіантом першого аспекту винаходу багатокомпонентні волокна містять до 50 мас.% спірально звитих термопластичних синтетичних волокон. Згідно з іншим варіантом першого аспекту винаходу нетканий матеріал містить до 10 мас.% (відносно його загальної маси) принаймні одного з двох типів волокон-добавок - гідрофільних натуральних волокон-добавок або гідрофільних напівсинтетичних волокон-добавок. Згідно з ще одним варіантом першого аспекту винаходу або багатокомпонентні волокна, або термопластичні синтетичні волокна-добавки мають поверхню, модифіковану у гідрофільну. Згідно з іншим варіантом першого аспекту нетканий матеріал має верхню та нижню поверхні, протилежні одна одній у напрямку товщини, і верхня поверхня виконана з рядом виступів, паралельних першому напрямку, та рядом канавок, кожна з яких проходить у першому напрямку між кожною парою сусідніх виступів. Згідно з ще одним варіантом першого аспекту винаходу при розміщенні нижньої поверхні нетканого матеріалу у горизонтальній площині середній кут волокна, визначений між вертикальною лінією, що проходить через верхівку виступу, і багатокомпонентними волокнами та/або волокнамидобавками, становить 75° або менше. 7 Згідно з ще одним варіантом першого аспекту винаходу нетканий матеріал використовують як верхній шар у гігієнічній прокладці. Другий аспект винаходу відноситься до способу виготовлення проникного для рідини нетканого 2 матеріалу з густиною 10-200 г/м , який додатково має машинний напрямок і поперечний напрямок, перпендикулярні один одному, і включає 100-30 мас.% багатокомпонентних волокон типу «серцевина в оболонці», при цьому багатокомпонентні волокна типу «серцевина в оболонці» включають серцевину та оболонку, концентричні одна одній, і термопластичну синтетичну смолу, що утворює оболонку і має температуру плавлення, нижчу за температуру плавлення термопластичної синтетичної смоли, що утворює серцевину, і цей спосіб передбачає наступні етапи: а) формування багатокомпонентних волокон типу «серцевина в оболонці» з наступним отриманням джгута з ряду багатокомпонентних волокон типу «серцевина в оболонці» та розтягування джгута; б) механічне звивання джгута, розтягнутого на етапі (а), для утворення повторюваних звивів у поздовжньому напрямку джгута; в) піддання джгута, звитого на етапі (б), терморелаксації; г) розрізання джгута, що зазнав терморелаксації на етапі (в), на відрізки довжиною 10-150 мм для отримання комплекту багатокомпонентних волокон у формі штапелів; д) фібриляція комплекту багатокомпонентних волокон за допомогою чесальної машини для отримання полотна, що включає багатокомпонентні волокна і має задану густину;e) нагрівання полотна для плавлення смоли з низькою точкою плавлення для сплавлення разом багатокомпонентних волокон у полотні у точках їхнього перетину; і є) охолодження полотна після етапу (e). Згідно з одним варіантом другого аспекту винаходу спосіб додатково включає етап установлення ряду чесальних машин у машинному напрямку з наступним розміщенням полотен, отриманих з відповідних чесальних машин, одне на одному для утворення шаруватого полотна для його обробки на етапі, наступному після етапу (є). Згідно з іншим варіантом другого аспекту винаходу спосіб додатково включає, між етапами (д) та (e), етап попереднього нагрівання полотна після сплавлення багатокомпонентних волокон у точках їхнього перетину і перед транспортуванням полотна на етап (e). Згідно з ще одним варіантом другого аспекту винаходу етап (e) включає підетап стискання полотна у напрямку товщини за допомогою стисненого повітря або механічного засобу для збільшення густини полотна та підетап сплавлення разом багатокомпонентних волокон у полотні у точках перетину багатокомпонентних волокон. Згідно з ще одним варіантом другого аспекту винаходу етап попереднього нагрівання включає етап випущення потоку нагрітого і попередньо стисненого повітря з ряду окремих сопел, розміщених у поперечному напрямку відносно полотна, яке 95839 8 транспортується на несучих елементах у машинному напрямку, для утворення полотна з рядом виступів, паралельних машинному напрямку, та рядом канавок, кожна з яких визначена між кожною парою сусідніх виступів і проходить у машинному напрямку. Згідно з ще одним варіантом другого аспекту винаходу етап (д) включає підетап додавання термопластичних синтетичних волокон, що мають приховані звиви, як волокон-добавок до багатокомпонентних волокон і які складають 0-50 мас.% відносно загальної маси нетканого матеріалу. Згідно з іншим варіантом другого аспекту винаходу відношення товщини Τ нетканого матеріалу, виміряної на ділянці, що включає верхівку виступу на поверхні розрізу нетканого матеріалу, паралельній поперечному напрямку, до ширини W виступу, виміряній на рівні, що відповідає ½ товщини Т, становить 0,55-1.00. Згідно з ще одним варіантом другого аспекту винаходу етап (б) включає етап подачі джгута у коробчастий апарат для надання звивистості, в якому багатокомпонентні волокна можна механічно звивати зигзагами зі ступенем звивистості 10-35 звивів/25 мм. Згідно з іншим варіантом другого аспекту винаходу терморелаксацію на етапі (в) здійснюють при температурі між температурою плавлення смоли з низькою точкою плавлення, що утворює оболонку, та температурою, що на 20°С нижча за цю температуру плавлення. Згідно з ще одним варіантом другого аспекту винаходу багатокомпонентні волокна перетинають, на поверхні розрізу нетканого матеріалу, паралельній поперечному напрямку, вертикальну лінію відносно горизонтальної площини під гострими кутами, включаючи 90°, і деякі з багатокомпонентних волокон і волокон-добавок перетинають цю вертикальну лінію під тупими кутами, більшими за 90°, так що середній кут волокна, що відповідає середньому значенню гострих кутів перетину, може становити 75° або менше. Згідно з наступним варіантом другого аспекту винаходу багатокомпонентні волокна і термопластичні синтетичні волокна, застосовані як волокнадобавки, перетинають, на поверхні розрізу нетканого матеріалу, паралельній поперечному напрямку, вертикальну лінію відносно горизонтальної площини під гострими кутами, включаючи 90°, і деякі з багатокомпонентних волокон і волокондобавок перетинають цю вертикальну лінію під тупими кутами, більшими за 90°, так що середній кут волокна, що відповідає середньому значенню гострих кутів перетину, може становити 75° або менше. Згідно з ще одним варіантом другого аспекту винаходу етап (д) включає підетап домішування до нетканого матеріалу принаймні одного з двох типів волокон - гідрофільних натуральних волокон або гідрофільних напівсинтетичних волокон, так що вміст гідрофільних натуральних волокон або гідрофільних напівсинтетичних волокон може становити 0-10 мас.% відносно загальної маси нетканого матеріалу. 9 Нетканий матеріал згідно з першим аспектом винаходу включає переважно багатокомпонентні волокна типу «серцевина в оболонці» і смолу з низькою точкою плавлення, що утворює оболонку в цих багатокомпонентних волокнах, які можуть сплавлятися разом в точках їх перетину, в результаті чого утворюється нетканий матеріал з високою заданою міцністю. Ці багатокомпонентні волокна перетинаютьвертикальну лінію відносно горизонтальної площини, на якій нетканий матеріал розміщений, під середніми кутами волокон 75° або менше, виміряними на поверхні розрізу нетканого матеріалу, паралельній поперечному напрямку нетканого матеріалу. Іншими словами, багатокомпонентні волокна проходять переважно у напрямку товщини нетканого матеріалу і, таким чином, забезпечують швидке перенесення рідин організму вздовж багатокомпонентних волокон у напрямку товщини. Отже, рідини організму можуть локально проникати у нетканий матеріал. Спосіб виготовлення нетканого матеріалу згідно з другим аспектом винаходу включає етап механічного звивання джгута, так що отримані цим способом багатокомпонентні волокна набувають повторюваних звивів у поздовжньому напрямку. В результаті цього полотно, отримане шляхом чесання багатокомпонентних волокон, проходить у машинному напрямку з повторюваними звивами у напрямку товщини полотна. Міцність на розрив нетканого матеріалу, отриманого з такого полотна, можна збільшити в результаті сплавлення разом багатокомпонентних волокон у точках їхнього перетину. Оскільки серцевина не плавиться навіть при плавленні оболонки, то розмір полотна не може суттєво змінитися під час плавлення оболонки, тому з таких багатокомпонентних волокн гарантовано отримують достатньо об'ємний нетканий матеріал. Фіг. 1 - перспективний вигляд запропонованого нетканого матеріалу. Фіг. 2 - схематичне зображення виробничого процесу для здійснення запропонованого способу. Фіг. 3 - схема, що частково показує виробничий процес для здійснення способу згідно з одним варіантом винаходу, який відрізняється від варіанта на Фіг. 2. Фіг. 4 - перспективний вигляд нетканого матеріалу, конфігурація якого відрізняється від конфігурації на Фіг. 1. Фіг. 5 - схема виробничого процесу для здійснення способу згідно з варіантом винаходу, що відрізняється від варіантів, показаних на Фіг. 2 і 3 відповідно. Фіг. 6 - схематичне зображення, що частково показує елемент, застосований у барабані з вакуумним присмоктуванням. Фіг. 7 - схема, що частково показує виробничий процес для здійснення запропонованого варіанта способу, що відрізняється від варіантів, показаних на Фіг. 2, 3 та 5 відповідно. Фіг. 8 - схема, що ілюструє приклад розміщення окремих сопел. Фіг. 9 - вигляд у розрізі нетканого матеріалу, що показує висоту і ширину кожного його виступу. 95839 10 Фіг. 10 - перспективний вигляд з частковим вирізом гігієнічної прокладки як прикладу виробу із застосуванням нетканого матеріалу. Фіг. 11 - схема, що показує метод вимірювання середнього кута волокна у нетканому матеріалі згідно з одним варіантом. Фіг. 12 - схема, що показує метод вимірювання середнього кута волокна у нетканому матеріалі, показаному на Фіг. 11. Фіг. 13 - приклад поверхні розрізу нетканого матеріалу з Фіг. 11, паралельної машинному напрямку. Фіг. 14 - схема, що показує метод вимірювання середнього кута волокна у нетканому матеріалі згідно з варіантом, що відрізняється від варіанта Фіг. 11. Фіг. 15 - схема, що показує метод вимірювання середнього кута волокна у нетканому матеріалі, показаному на Фіг. 14. Фіг. 16 - приклад поверхні розрізу нетканого матеріалу з Фіг. 14, паралельної машинному напрямку. Фіг. 17 - схема, що показує метод вимірювання середнього кута волокна у нетканому матеріалі згідно з одним порівняльним варіантом. Фіг. 18 - схема, що показує метод вимірювання середнього кута волокна у нетканому матеріалі, показаному на Фіг. 17. Фіг. 19 - приклад поверхні розрізу нетканого матеріалу з Фіг. 17, паралельної машинному напрямку. Фіг. 20 - побудова кривих результату вимірювання швидкості зміни температури. Фіг. 21 - побудова кривої залежності значення T/W (товщина/ширина) від середнього кута волокна. Числові позначення на кресленнях 1 нетканий матеріал 2 багатокомпонентне волокно 104,105,106,107 етап (e) 112 волокна-добавки 201 нетканий матеріал 202 виступ 203 канавка 210 етап попереднього нагрівання (формувальний засіб) 211 несучий елемент (барабан з вакуумним присмоктуванням) MD машинний напрямок CD поперечний напрямок TD напрямок товщини Деталі нетканого матеріалу та способу його виготовлення стануть більш зрозумілими з наведеного нижче опису з посиланням на супровідні креслення. На Фіг. 1 показаний перспективний вигляд нетканого матеріалу 1 і на Фіг. 2 - схема виробничого процесу виготовлення нетканого матеріалу 1. Нетканий матеріал 1 має перший (машинний) напрямок MD, паралельний напрямку, в якому відбувається виробничий процес на Фіг. 2, другий (поперечний) напрямок CD, поперечний відносно напрямку виробничого процесу, тобто перпендикулярний першому напрямку MD, і напрямок товщини TD, перпендикулярний напрямкам MD і CD. 11 Верхня та нижня поверхні нетканого матеріалу 1, якщо дивитися у напрямку товщини, позначені літерами А і В відповідно. Нетканий матеріал 1 включає багатокомпонентні волокна 2 типу «серцевина в оболонці», які складають 100-30% мас.% 2 і мають густину 10-200 г/м і товщину 0,3-15 мм. Нетканий матеріал 1 є значною мірою проникним для рідини, оскільки багатокомпонентні волокна 2 проходять переважно у напрямку товщини TD, а не паралельно верхній поверхні А та нижній поверхні В, якщо дивитися по поверхні розрізу, паралельній поперечному напрямку CD нетканого матеріалу 1. Згідно з даним винаходом здатність пропускати рідину оцінюється у вигляді швидкості проникнення рідини, а домінуюча орієнтація багатокомпонентних волокон 2 у напрямку товщини TD оцінюється у вигляді середнього кута волокна. Багатокомпонентні волокна 2 мають тонкість 1-17 дтекс і довжину 10-150 мм. Багатокомпонентні волокна 2 включають серцевину та оболонку, причому оболонка виготовлена з термопластичної синтетичної смоли з точкою плавлення, нижчою ніж точка плавлення термопластичної синтетичної смоли, з якої виготовлена серцевина, так що багатокомпонентні волокна 2 можуть сплавлятися разом у точках їхнього перетину по мірі плавлення термопластичної синтетичної смоли оболонки. Кращі багатокомпонентні волокна 2, кожне, включають серцевину та оболонку, концентричні одна одній, і виявляють неспіральні звиви навіть при нагріванні. Однак слід розуміти, що багатокомпонентні волокна 2, кожне з яких включає серцевину та оболонку, які є трохи концентричними одна відносно іншої і які виявляють ледь помітні сховані звиви при нагріванні, також можна використовувати як багатокомпонентні волокна 2 у даному винаході. Визначенню! «багатокомпонентні волокна 2, які виявляють ледь помітні сховані звиви», у даному описі означає, що після нагрівання клаптя 2 полотна розміром 250250 мм і густиною 200 г/м при температурі 145°С протягом 5 хвилин він дає усадку 5% або менше у першому напрямку MD. Згідно з даним винаходом багатокомпонентні волокна, що так поводять себе у клапті полотна, взагалі іменуються як багатокомпонентні волокна, кожне з яких має серцевину та оболонку, концентричні одна одній. Термін «кількість звивів» у даному описі відноситься до величини, виміряної методом, описаним у Розділі 8.12 Промислових стандартів Японії (JIS), рядок 1015. Такий нетканий матеріал 1 добре підходить не тільки як проникний для рідини шар у виробах для поглинання рідин організму, наприклад одноразових підгузниках, гігієнічних прокладках, щоденних прокладках або тампонах, але і як проникний для рідини шар у виробах, наприклад, для прибирання виділень організму домашніх тварин. Такий нетканий матеріал використовують як вологі серветки для чищення тіла людини або апаратури. Слід зазначити, що коли нетканий матеріал 1 використовують як проникний для рідини шар для покривання поглинаючої серцевини у виробі для поглинання рідини організму, то у кращому варіанті багатокомпонентні волокна 2, кожне, мають тонкість 2,6-4,4 дтекс і довжину волокна 38-51 мм для 95839 12 забезпечення м'якості на дотик нетканого матеріалу 1. Крім того, для такого виробу багатокомпонентні волокна 2 у кращому варіанті покривають відповідним сурфактантом або обробляють плазмою для надання поверхні волокон гідрофільності. При необхідності поліпшити водопоглинаючу здатність нетканого матеріалу 1 до багатокомпонентних волокон 2 можна додати як волокна-добавки до 10 мас.% гідрофільних натуральних волокон, наприклад бавовняних, або гідрофільних напівсинтетичних волокон, наприклад віскозних. Хоча термопластичну синтетичну смолу, з якої виготовлені серцевина та оболонка багатокомпонентних волокон 2, можна вибрати з групи, що включає олефінові смоли, наприклад поліетилен або поліпропілен, поліамідні смоли, наприклад нейлон, поліефірні смоли та поліакрилонітрильні смоли, краще застосовувати для оболонки поліетилен для забезпечення міцного скріплення разом багатокомпонентних волокон 2 у точках їхнього перетину при відносно низькій температурі. Для нетканого матеріалу 1, в якому багатокомпонентні волокна 2 сплавляються разом у точках їхнього перетину за допомогою розплавленого поліетилену, потрібно, щоб серцевина не плавилася навіть при плавленні матеріалу оболонки. Для задовольняння цій вимозі серцевину виготовляють переважно з поліпропілену або поліефіру, точка плавлення якого значно вища за точку плавлення матеріалу оболонки. Термопластична синтетична смола, з якої виготовлена серцевина та/або оболонка, може містити частинки неорганічної речовини, наприклад оксиду титану, як наповнювач. Розмір частинок наповнювача становить переважно 0,05-0,5 мкм, і такий наповнювач дає можливість регулювати відповідні ступені глянцю та прозорості багатокомпонентного волокна 2. Нетканий матеріал 1, сформований багатокомпонентними волокнами 2, що містять наповнювач, можна ефективно застосовувати як проникні для рідини шари, які загортають поглинаючі серцевини для виключення будь-якого забруднення серцевини рідинами організму. На Фіг. 2 показаний виробничий процес виготовлення нетканого матеріалу 1 з використанням багатокомпонентних волокон 2, який включає етапи отримання багатокомпонентних волокон 2. На етапі І цього процесу смолу з високою точкою плавлення для серцевини і смолу з низькою точкою плавлення для оболонки піддають екструзії з розплаву з наступним формуванням волокон з розплаву для отримання ниткоподібних багатокомпонентних волокон 2а, з яких будуть отримані багатокомпонентні волокна 2. Смола з високою точкою плавлення та/або смола з низькою точкою плавлення на етапі І можуть містити неорганічний наповнювач, наприклад оксид титану, при розмірі вмісту, обмеженому таким чином, щоб не впливати на формування багатокомпонентних волокон 2а з розплаву та на їх розтягування на наступному етапі III. На етапі II багатокомпонентні волокна 2а розміщують паралельно для виготовлення джгута 2b. На етапі III джгут 2b нагрівають при заданій температурі та піддають першому розтягуванню і 13 другому розтягуванню для регулювання тонкості та міцності багатокомпонентних волокон 2а. На етапі IV джгут 2b, покритий мастилом, подають у коробчастий апарат для надання звивистості, в якому його механічно звивають. На етапі V джгут 2b піддають терморелаксації. Зокрема, джгут 2b нагрівають у його ослабленому стані, так що звиви фіксуються і одночасно джгут 2b стискається при нагріванні та стабілізує свою конфігурацію. На етапі VI джгут 2b розрізають на відрізки заданої довжини і укладають комплект багатокомпонентних волокон 2 у формі штапелів. На етапі VII комплект багатокомпонентних волокон 2 пропускають через чесальну машину 101 для фібриляції цього комплекту і отримання таким чином полотна 102, що включає багатокомпонентні волокна 2. На етапі VIII полотно 102 поміщають на нескінченну стрічку 103, яка служить підкладкою для транспортування полотна 102 у машинному напрямку MD. На етапі IX полотно 102 піддають дії потоку стисненого повітря, що втягується вниз камерою 104 попередньої обробки, для переміщення багатокомпонентних волокон 2, з яких складається полотно 102, вниз у напрямку товщини TD полотна 102 для збільшення густини полотна 102. Температуру стисненого повітря слід обмежувати, щоб не розплавити матеріал оболонки. Всередині камери 104 попередньої обробки стиснене повітря всмоктується з-під полотна 102. На етапі X всередині камер обробки 105, 106, 107, розміщених після камери 104 попередньої обробки, полотно 102 піддають дії потоку нагрітого повітря, що подається зверху, для розплавлення смоли з низькою точкою плавлення, з якої сформована оболонка багатокомпонентного волокна 2, і ця розплавлена смола використовується для сплавлення разом багатокомпонентних волокон 2 в точках їхнього перетину. Всередині відповідних камер обробки 105, 106, 107 нагріте повітря всмоктується з-під полотна 102. Хоча температуру, а також швидкість потоку нагрітого повітря всередині відповідних камер обробки 105, 106, 107 можна вибірково регулювати, температура нагрітого повітря має бути на рівні температури плавлення смоли з низькою точкою плавлення або вище. На етапі XI полотно 102, що виходить з камери обробки 107, охолоджують для отримання нетканого матеріалу 1, і цей нетканий матеріал 1 змотують в рулон. Як показано на Фіг. 2, обробку джгута 2b розтягуванням на етапі III можна здійснювати тільки одним розтягуванням і тим самим спростити процес, виключивши друге розтягування. Для нетканого матеріалу 1, що крім багатокомпонентних волокон 2 додатково включає як волокна-добавки 112 термопластичні синтетичні волокна або гідрофільні волокна, причому такі волокна-добавки 112 також можна пропускати через чесальну машину разом з комплектом багатокомпонентних волокон 2 на етапі VII для фібриляції і волокон-добавок 112. Для полегшення пропускання волокондобавок через чесальну машину і змішування з 95839 14 багатокомпонентними волокнами 2 ці волокнадобавки 112 краще механічно звити перед етапом VII. Етап IX є необов'язковим і його можна пропустити, коли немає необхідності у підвищенні густини полотна 102 перед етапом IX. На етапі IX стиснене повітря можна замінити механічним засобом, наприклад валиком для тиснення, для стискання полотна 102 у напрямку ширини і, таким чином, підвищення його густини. Також можна використати нагрітий валик для тиснення або валик для тиснення з ультразвуковою вібрацією, щоб полотно 102 можна було частково стиснути, а багатокомпонентні волокна 2 сплавити разом на відповідних стиснених ділянках полотна 102. Далі буде описаний конкретний варіант процесу виготовлення, показаного на Фіг. 2, в якому використовують багатокомпонентні волокна 2, що включають серцевину з поліефіру та оболонку з поліетилену. На етапі І багатокомпонентні волокна 2а, що включають нитки типу «серцевина в оболонці», в яких серцевина та оболонка розміщені переважно концентрично одна відносно іншої, формують з розплаву, використовуючи поліефір як смолу з високою точкою плавлення та поліетилен як смолу з низькою точкою плавлення. Хоча поліетилен можна вибирати з групи, що складається з поліетилену високої густини (ПЕВГ), поліетилену низької густини (ПЕНГ), поліетилену низької густини з прямим ланцюгом і їхніх сумішей, краще викорис3 товувати ПЕВГ з густиною 0,95-0,97 г/см , отриманий при швидкості потоку розплаву 10-30 г/10 хвил, визначеній японським стандартом К 7210. На етапі II багатокомпонентні волокна 2а розміщують паралельно для виготовлення джгута 2b. На етапі III джгут 2b розтягують на 130-400% при температурі 70-110°С, щоб багатокомпонентні волокна 2а, з яких складається джгут 2b, могли набути форми нитки тонкістю 1-17 дтекс, краще 2-10 дтекс. На етапі IV розтягнутий джгут 2b подають з випередженням у коробчастий апарат для надання звивистості, в результаті чого багатокомпонентні волокна механічно звиваються з повторюваними звивами у вигляді зигзагів зі ступенем звивистості 10-35 звивів/25 мм, у кращому варіанті - 13-20 звивів/25 мм. На етапі V звитий джгут 2b піддають термічній обробці (терморелаксації?), нагріваючи джгут 2b при температурі 120°С протягом 5-8 хвилин. На етапі VI термооброблений джгут 2b нарізають на відрізки розміром 10-150 мм, у кращому варіанті 25-65 мм, і таким чином отримують комплект багатокомпонентних волокон 2 у формі штапелів. На етапі VII комплект багатокомпонентних волокон 2 піддають фібриляції для отримання полотна 102. Для фахівців очевидно, що можна також виготовляти полотно 102 з багатокомпонентних волокон 2, що включають в себе волокна-добавки 112. Як волокна-добавки 112 можна використовувати термопластичні синтетичні волокна, наприклад багатокомпонентні волокна або гідрофільні натуральні волокна, наприклад бавовну, або гідрофільні напівсинтетичні волокна, наприклад віс 15 козу, які у будь-якому випадку мають довжину волокна 10-55 мм і приховані звиви. В нетканому матеріалі 1 вміст волокон-добавок 112 становить переважно 50 мас.% або менше при застосуванні термопластичних синтетичних волокон і переважно 10 мас.% або менше при використанні натуральних або напівсинтетичних волокон відносно загальної маси нетканого матеріалу 1. Визначення «багатокомпонентні волокна, використані як волокна-добавки 112 і які мають приховані звиви» в даному описі відноситься до багатокомпонентних волокон, які стабільно виявляють приховані звиви при нагріванні на етапі X. На етапі IX полотно 102 піддають дії потоку гарячого повітря при обмеженій температурі, щоб не розплавити матеріал оболонки багатокомпонентних волокон 2, наприклад при температурі 80125°С, у кращому варіанті 90-110°С, при швидкості потоку 1,5-3 м/сек, якщо матеріалом оболонки є поліетилен, і, таким чином, багатокомпонентні волокна 2 рухаються вниз, не змінюючи механічно звитого стану у напрямку товщини TD полотна 102. На етапі Х оболонки багатокомпонентних волокон 2 сплавляються разом у відповідних точках перетину і завдяки цьому з'єднуються. Наприклад, якщо матеріалом оболонки є поліетилен, полотно 102 можна піддавати дії потоку гарячого повітря з температурою 130-150°С при швидкості 0,5-1,5 м/сек. Для полотна 102, що як волокна-добавки 112 містить багатокомпонентні волокна з прихованими звивами, такі волокна-добавки 112 сплавляють або механічно переплітають з багатокомпонентними волокнами 2 під дією потоку гарячого повітря та одночасно спірально звивають. Отже, волокна-добавки 112 служать не тільки для обмеження небажаного руху багатокомпонентних волокон 2, але і для запобігання змінам орієнтації багатокомпонентних волокон 2 у машинному напрямку та у поперечному напрямку на етапі X. При такому процесі виготовлення механічно звитий джгут 2b терморелаксується при нагріванні при температурі, що відповідає точці плавлення матеріалу оболонки багатокомпонентних волокон 2, або температурі, близькій до такої точки плавлення. В результаті цього звитий стан багатокомпонентних волокон 2 у формі штапелів можна термічно стабілізувати. Під час проходження через чесальну машину 101 у машинному напрямку MD багатокомпонентні волокна 2 виявляють стійку тенденцію подовжуватися паралельно машинному напрямку MD і одночасно виявляють стійку тенденцію повторювати звиви-зигзаги у напрямку товщини TD. У нетканому матеріалі 1, отриманому після етапу X, згадані звиви мають властивість зменшуватися під впливом гарячого потоку всередині відповідних камер обробки 105, 106, 107, але більша частина багатокомпонентних волокон 2 може зберігати тенденцію подовжуватися у машинному напрямку MD з повторюваними звивами у напрямку товщини TD. При термостабілізації багатокомпонентних волокон 2 для звивання їх таким чином джгут 2b зменшує «коефіцієнт залишкової деформації», який визначає пружне відновлення. Нетканий ма 95839 16 теріал 1 з отриманих таким чином джгутів 2b має великий «питомий об'єм», який являє собою співвідношення між об'ємами нетканого матеріалу до і після прикладання навантаження. Інакше кажучи, нетканий матеріал зберігає задану об'ємність навіть після прикладання навантаження. Крім того, якщо помістити нетканий матеріал 1 на горизонтальну площину і подивитися на поверхню розрізу, паралельну поперечному напрямку CD, то «кут волокна», визначений кутом, під яким вертикальна лінія відносно цієї горизонтальної площини перетинає багатокомпонентні волокна 2, має тенденцію до звуження. Така тенденція дає можливість багатокомпонентним волокнам 2 подовжуватися вертикально, якщо дивитися по поверхні розрізу нетканого матеріалу 1, паралельній поперечному напрямку CD. Крім того, коли нетканий матеріал 1 застосовують як проникний для рідини верхній шар у гігієнічній прокладці, він зменшує «швидкість проникнення рідини» для обумовленої кількості штучної менструальної крові. Методи вимірювання «коефіцієнта залишкової деформації», «питомого об'єму», «середнього кута волокна» та «швидкості проникнення рідини» будуть детально описані в конкретних варіантах, наведених далі. На Фіг. 3 показаний інший варіант виробничого процесу для виготовлення запропонованого нетканого матеріалу 1, аналогічний виробничому процесу з Фіг. 2, з тією різницею, що чесальну машину 101 замінено першою, другою і третьою чесальними машинами 301а, 301b, 301с. Перед поданням у першу, другу і третю чесальні машини 301а, 301b, 301с, відповідно, здійснюють етапи (не показані), що відповідають етапам І-VI на Фіг. 2, і комплекти багатокомпонентних волокон 2 потім подають в ці першу, другу і третю чесальні машини 301а, 301b, 301с. Таким чином отримують перше полотно 302а, друге полотно 302b і третє полотно 302с, які включають багатокомпонентні волокна 2. Перше полотно 302а, друге полотно 302b і третє полотно 302с розміщують одне на одному на нескінченній стрічці, що рухається у машинному напрямку MD для формування шаруватого полотна 302d, яке подається на етапи, що відповідають етапу VIII і наступним етапам процесу на Фіг. 2. Зображений на Фіг. 3 виробничий процес можна застосовувати, коли пропускна здатність чесальної машини є низькою і одній чесальній машині важко виготовляти необхідне полотно, рівномірне за складом і з відносно високою густиною. Наприклад, перше полотно 302а, друге полотно 302b і 2 третє полотно 302с, кожне, з густиною 10 г/м можна виготовляти за допомогою першої, другої і третьої чесальних машин 301а, 301b, 301с і потім розміщувати одне на одному для формування шаруватого полотна 302d і, в результаті, - нетканого полотна 1. У виробничому процесі з Фіг. 3 перше полотно 302а, друге полотно 302b і третє полотно 302с можна виготовляти з різними складами волокон, забезпечуючи різний склад волокон нетканого матеріалу 1 у напрямку його товщини. Слід розуміти, однак, що даний винахід не обмежується варіантами, показаними на Фіг. 2 і 3, наприклад, кількість чесальних машин, застосовуваних у про 17 цесі, можна відповідним чином вибирати в залежності від обставин. На Фіг. 4 у перспективі зображений нетканий матеріал 201 згідно з одним варіантом винаходу, на Фіг. 5 схематично представлений процес виготовлення такого нетканого матеріалу 201 і на Фіг. 6 представлена схема, що частково показує різні засоби, використані в цьому процесі. Нетканий матеріал 201 з Фіг. 4 виготовляють, використовуючи таке саме багатокомпонентне волокно, що і показане на Фіг. 14. Нетканий матеріал 201 формують з рядом виступів 202 на його верхній поверхні А, паралельних один одному у машинному напрямку MD, і рядом канавок 203, також паралельних одна одній у машинному напрямку MD, так що виступи 202 і канавки 203 по черзі то піднімаються, то опускаються у поперечному напрямку CD. Нижня поверхня В нетканого матеріалу 201 є плоскою, і у відповідних канавках 203 виконані наскрізні отвори 204, що проходять з проміжками крізь верхню та нижню поверхні А і В у машинному напрямку MD. Процес виготовлення з Фіг. 5 є аналогічним процесу з Фіг. 2, з тією різницею, що на етапі VIII, між етапом VII і етапом IX, додатково використовують формувальний засіб 210. Формувальний засіб 210, застосовуваний для формування нетканого матеріалу 201 з виступами 202, канавками 203 та наскрізними отворами 204, включає барабан 211 з вакуумним присмоктуванням, що може обертатися у машинному напрямку MD, і форсунки 212, 213, 214 для видування повітряного потоку. Форсунки 212, 213, 214 відповідно призначені для видування повітряного потоку напроти периферичної поверхні барабана 211 з вакуумним присмоктуванням і розміщені з регулярними інтервалами у периферичному напрямку барабана 211 з вакуумним присмоктуванням . Кожна з форсунок 212, 213, 214 включає, в свою чергу, ряд окремих сопел 215 (Фіг. 8), розміщених з регулярними інтервалами вздовж труби подачі повітря (не показана), переважно таким чином, що окремі сопла 215 в кожній з форсунок 212, 213, 214 знаходяться на прямій лінії у машинному напрямку MD. Форсунки 212, 213, 214 можна розмістити відокремлено одна від одної, наприклад на кутовій відстані 30° по периферії поверхні барабана 211 з вакуумним присмоктуванням, при цьому окремі сопла 215 у відповідних форсунках 212, 213, 214 розміщені, наприклад, з кроком 5 мм у поперечному напрямку вздовж труби подачі повітря. Форсунки 212, 213, 214 призначені подавати повітряний потік, нагрітий до заданої температури, із заданою швидкістю. Конкретніше, потоки гарячого повітря з окремих сопел 215 регулюють таким чином, що ці потоки гарячого повітря самі по собі або у взаємодії між ними не порушують розподілу багатокомпонентних волокон 2 у полотні 102. Якщо припусти2 ти, що полотно 102 з густиною 35 г/м буде рухатися по барабану 211 з вакуумним присмоктуванням вздовж заданої частини його периферичної поверхні через 0,5 секунд, а окремі сопла 215 у відповідних форсунках 212, 213, 214 будуть розміщені з кроком 5 мм у поперечному напрямку CD на відстані 5-8 мм від периферичної поверхні ба 95839 18 рабана 211 з вакуумним присмоктуванням, то полотно 102 проходитиме прямо під окремими соплами 215, переважно після того, як товщину полотна 102 відрегульовано в результаті присмоктування до 5-8 мм. У кращому варіанті під час такої обробки окреме сопло 215 має діаметр 0,5-1,5 мм, швидкість повітряного потоку з окремого сопла становить 50-700 м/сек і сила присмоктування барабана 211 становить 2-7 м/сек. Барабан 211 з вакуумним присмоктуванням на Фіг. 5 має на своїй периферичній поверхні формувальну пластину 220 (Фіг. 6). Ця пластина 220 виконана з перфорованими зонами 221 та неперфорованими зонами 222, що чергуються у периферичному напрямку Ε барабана 211 з вакуумним присмоктуванням. Кожна перфорована зона 221 включає ряд наскрізних отворів 223, рідинно сполучених з механізмом присмоктування (не показаний) барабана 211. В одному конкретному варіанті пластини 220 кожна перфорована зона 221 має розмір 2-3 мм у периферичному напрямку Ε і проходить по всьому розміру барабана 211 з вакуумним присмоктуванням в осьовому напрямку, тобто поперечному напрямку барабана 211 з вакуумним присмоктуванням. В кожній перфорованій зоні 221 виконаний ряд наскрізних отворів 223 діаметром 0,2-1 мм при співвідношенні 15-30% отворів відносно загальної площі перфорованої зони 221. Кожна неперфорована зона 222, з іншого боку, має розмір 1,5-3 мм у периферичному напрямку Ε і повністю проходить в осьовому напрямку барабана 211 з вакуумним присмоктуванням. Барабан 211 з вакуумним присмоктуванням із закріпленою на ньому пластиною 220 має швидкість на периферії, що відповідає швидкості, з якою транспортується полотно 102. У виробничому процесі на Фіг. 5 полотно 102, що має рівномірну товщину, сформовано на етапах І-VII, які відповідають таким етапам у виробничому процесі на Фіг. 2. На етапі VIII полотно 102 проходить повз формувальний засіб 210, причому полотно 102 розміщене на периферичній поверхні барабана 211 з вакуумним присмоктуванням і транспортується нею таким чином, що проходить безпосередньо під форсунками 212, 213, 214. Одночасно полотно 102 обдувається повітряними потоками, що надходять з відповідних форсунок 212, 213, 214, при цьому це повітря засмоктується барабаном 211 з вакуумним присмоктуванням . У полотні 102, що обдувається повітряними потоками, багатокомпонентні волокна 2, що опиняються прямо під окремими соплами 215, рухаються паралельно одне одному у поперечному напрямку CD, скупчуються разом між відповідними парами сусідніх окремих сопел 215, 215 і утворюють виступ (не показаний), що відповідає виступу 202 на Фіг. 4, з одного боку, і утворюють безпосередньо під окремими соплами 215 канавки (не показані), що відповідають канавкам 203 на Фіг. 3, з іншого боку. Однак у неперфорованих зонах 222 формувальної пластини 220, що визначає периферичну поверхню барабана 211 з вакуумним присмоктуванням, повітряні потоки, що видуваються напроти полотна 102, спрямовуються не у барабан 211 з вакуумним присмоктуванням, а 19 вздовж поверхні формувальної пластини 220 у поперечному напрямку CD. Полотно 102 формується з наскрізними отворами (не показані), що відповідають наскрізним отворам 204 на Фіг. 4, оскільки майже кожне багатокомпонентне полотно 2, що покриває неперфоровані зони 222, пересувається повітрям у поперечному напрямку CD. Та частина багатокомпонентних волокон 2, що проходить по перфорованим зонам 221, частково залишається безпосередньо під окремими соплами 215, не рухаючись у поперечному напрямку, оскільки більша частина повітряних потоків, що видуваються з окремих сопел 215 напроти цих багатокомпонентних волокон, входить у барабан 211 з вакуумним присмоктуванням через наскрізні отвори 223. В результаті цього утворюються містки (не показані), що відповідають місткам 206 (Фіг. 4), які з'єднують кожну пару сусідніх виступів 202 один з одним. Як видно на Фіг. 4, канавка 203 включає наскрізні отвори 204 і містки 206, утворені щойно описаним методом. Температуру повітряних потоків, що виходять з форсунок 212, 213, 214, регулюють переважно в межах 90-250°С, якщо багатокомпонентне волокно 2 складається з поліефірної серцевини та поліетиленової оболонки. Зазвичай багатокомпонентні волокна 2 можна обдувати повітряними потоками достатньо високої температури, щоб у полотні 102 з морфологією поверхні, показаною на Фіг. 4 і отриманою за допомогою формувального засобу 210 на попередньому етапі, оболонки багатокомпонентних волокон 2, що опиняються безпосередньо під окремими соплами 215, гарантовано сплавлялися разом. Завдяки цьому на етапі VIII і на наступних етапах можна не тільки надійно зберегти морфологію поверхні, а і збільшити ступінь стискання полотна 102 вздовж відповідних виступів на етапі IX. Згідно з даним винаходом така обробка нагріванням полотна 102, здійснювана на етапі VIII перед етапом IX, має назву «попереднє нагрівання». Температуру повітряних потоків, що видуваються з форсунок 212, 213, 214, можна збільшувати наступним чином. У даному випадку та частина багатокомпонентних волокон 2, що опиняється під окремими соплами 215, може пересуватися у поперечному напрямку під дією повітряних потоків з форсунок 212, 213, розміщених з боку входження полотна 102, і скупчуватися між кожною парою окремих сопел 215, суміжних у поперечному напрямку. Температуру та швидкість повітряних потоків з форсунок 212, 213 можна регулювати таким чином, що полотно 102 нагріватиметься, а матеріал оболонок багатокомпонентних волокон 2 може не сплавлятися. Для багатокомпонентних волокон 2, що складаються з поліефірної серцевини та поліетиленової оболонки, повітряні потоки можна відрегулювати до температури 90-200°С. Повітряний потік з форсунки 214 служить переважно для сплавлення разом оболонок, що опиняються під окремими соплами 215, і, таким чином, для стабілізації конфігурації полотна 102. Тому температура цього повітряного потоку є вищою за температуру повітряних потоків з форсунок 212, 213 і може становити 180-250°С. 95839 20 В межах об'єму даного винаходу можливий інший варіант форсунок 212, 213, 214. Згідно з цим іншим варіантом діаметр окремого сопла 215 у відповідних форсунках можна поступово збільшувати у порядку форсунок 212, 213, 214, і таким чином площу полотна 102, що обдувається повітряним потоком з окремого сопла 215, можна поступово збільшувати у поперечному напрямку CD. Отже, ширину канавки, виконаної у полотні 102, можна поступово збільшувати у поперечному напрямку CD на етапі формування нетканого матеріалу 201 на Фіг. 4. Наприклад, у форсунці 212 можна використати окреме сопло 215 діаметром 0,7 мм, а у форсунках 213, 214 - окреме сопло діаметром 1,0 мм. Розподіл багатокомпонентних волокон не буде відчутно порушуватися у машинному напрямку MD, поперечному напрямку CD і напрямку товщини TD, оскільки багатокомпонентні волокна 2 полотна 102 проходять етапи IX і X таким чином, що полотно 102 обробляється, як було описано вище, за допомогою формувального засобу 210. Етап формування волокна 102 з виступами та канавками, що проходять у машинному напрямку MD, за допомогою форсунок 212, 213, 214, можна також застосовувати у варіанті, коли полотно 102 як волокна-добавки 112 містить волокна з прихованими звивами. У полотні 102, отриманому в результаті домішування до багатокомпонентних волокон 2 волокон-добавок 112 на етапі VII Фіг. 2 і 5, існує вірогідність того, що волокна-добавки 112 не розподіляться рівномірно, а локально концентруються. Припустимо, що таке полотно 102 нагрівають, внаслідок цього приховано звиті волокнадобавки 112 спірально звиваються і, маючи тепер меншу видиму довжину, тягнуть багатокомпонентні волокна 2 у різні напрямки, що призводить до суттєво зміненої картини розподілу багатокомпонентних волокон 2 у полотні 102 одразу після виходу полотна 102 з чесальної машини 101. Цієї проблеми можна уникнути, наприклад, шляхом попереднього формування полотна 102 з виступами та канавками за допомогою форсунок 212 і 213, щоб багатокомпонентні волокна 2 скупчувалися на виступах, і наступного попереднього нагрівання полотна 102 за допомогою форсунки 214, в результаті чого волокна у полотні 102 трохи сплавляються разом. При такому процесі виготовлення більша частина волокон-добавок 112 спірально звивається та їхній видимий розмір зменшується вздовж відносно вузьких виступів полотна 102 під впливом згаданого попереднього нагрівання. Крім того, в цьому процесі також має місце таке явище, що багатокомпонентні волокна 2 розтягуються волокнами-добавками 112 у різні напрямки зменшення на видимому розмірі волокондобавок 112. Однак це явище відбувається не рівномірно по всьому полотну 102, а лише на виступах. В результаті формування полотна 102 з виступами і використання таким чином волокондобавок 112 з прихованими звивами, розподіл багатокомпонентних волокон 2 у нетканому матеріалі 201, отриманому з полотна 102, можна концентрувати на виступах 202. Коли як волокнадобавки 112 використовують приховано звиті багатокомпонентні волокна, ці волокна-добавки 112 21 звиваються і, отже, зменшуються у розмірі часто з дуже нерегулярним ступенем стягування. Однак у варіанті, коли полотно 102 сформоване з виступами, по мірі того як це полотно 102 проходить повз формувальний засіб 210, більша частина волокондобавок 112 концентрується на виступах і тому ступінь стягування волокон-добавок 112 являє собою середню величину. Це стосується і нетканого матеріалу 201, оскільки його виготовляють з такого полотна 102. На нетканий матеріал 201 не повинна суттєво впливати частина волокондобавок 112 із значно більшим ступенем стягування. Волокна з прихованими звивами, застосовувані як волокна-добавки 112, можна вибрати з групи, що включає багатокомпонентні волокна з ексцентричним розташуванням серцевини та оболонки, порожнисті багатокомпонентні волокна з ексцентричним розташуванням серцевини та оболонки та багатокомпонентні волокна з компонентами, розташованими поруч, при цьому приховано звиті багатокомпонентні волокна, що їх вибирають, переважно мають ступінь стягування 10-40% (про що детальніше йтиметься далі). Якщо ступінь стягування полотна багатокомпонентних волокон з прихованими звивами буде менше 10%, то ступінь стягування його видимого розміру у вигляді звивів буде надто низьким для скупчення багатокомпонентних волокон 2 і відповідно для сприяння їхньому переплетінню між собою. Якщо ступінь стягування полотна буде більше 40%, то, навпаки, діаметр кожної спіралі приховано звитих багатокомпонентних волокон у вигляді звивів буде часто зменшуватися та стане схильним до складання, тобто середній кут волокна буде невигідно великим. У приховано звитих багатокомпонентних волокнах, що найбільше підходять для застосування як волокон-добавок 112, об'ємне співвідношення між серцевиною та оболонкою коливається переважно в межах 50:50 - 70:30, щоб достатній об'єм оболонки міг гарантовано забезпечити сплавлення таких приховано звитих багатокомпонентних волокон з багатокомпонентними волокнами 2. Крім того, у кращому варіанті приховано звиті багатокомпонентні волокна мають довжину волокна 38-64 мм і тонкість 1,5-4 дтекс для збільшення точок, в яких приховано звите багатокомпонентне волокно сплавляється з багатокомпонентним волокном 2. Хоча, як показано на Фіг. 5, волокно 102 формують у нетканий матеріал 201 на етапах IX, X, XI, аналогічних етапам, показаним на Фіг. 2, пластину 220 з Фіг. 6 можна замінити пластиною, по всій площі якої виконані наскрізні отвори 223 і якане має жодної неперфорованої зони 222. Використання такої пластини 220 дає можливість формувати нетканий матеріал 201 з виступами 202 та канавками 203, але без наскрізних отворів 204. У виступах 202 нетканого матеріалу 201, отриманого вищеописаним способом, багатокомпонентні волокна 2 проходять у напрямку товщини TD і мають таку саму структуру, що і нетканий матеріал 1 з Фіг. 1. Зокрема, нетканий матеріал 201 має відносно великий «питомий об'єм», відносно малий «середній кут волокна» у виступах 202 та відносно низьку «швидкість проникнення рідини». 95839 22 Вважають, що з багатокомпонентних волокон 2, які проходять у виступах 202, ті з них, що знаходяться поблизу канавок 203, рухаються у поперечному напрямку CD під впливом повітряних потоків у формувальному засобі 210. Огляд виступу 202, що з'являється на поверхні розрізу нетканого матеріалу 201, виконаній паралельно поперечному напрямку CD, показує, що багатокомпонентні волокна 2 під дією повітряних потоків мають тенденцію рухатися у напрямку товщини TD. На Фіг. 7 частково показаний один варіант виробничого процесу, аналогічного процесу з Фіг. 5, виготовлення запропонованого нетканого матеріалу 201, з тією різницею, що чесальна машина 101 з Фіг. 5 замінена першою, другою і третьою чесальними машинами 301а, 301b, 301с, наведеними як приклад на Фіг. 3. Крім того, у виробничому процесі Фіг. 7 формувальний засіб 210, показаний на Фіг. 5, замінений формувальним засобом 210а. Формувальний засіб 210а має діаеруючий циліндр 234 вище за потоком відносно форсунки 212, при цьому барабан 211 з вакуумним присмоктуванням включає першу зону присмоктування 231, другу зону присмоктування 232 і третю зону присмоктування 233. Перша, друга і третя зони присмоктування 231, 232 і 233 мають окремо регульовану силу присмоктування, причому перша зона присмоктування 231 розміщується напроти діаеруючого циліндра 234, друга зона присмоктування 232 - напроти форсунок 212, 213, і третя зона присмоктування 233 напроти форсунки 214. На периферичній поверхні діаеруючого циліндра 234 виконаний ряд наскрізних отворів (не показані) діаметром, наприклад, 5 мм при відношенні площ 30%, і діаеруючий циліндр обертається з периферичною швидкістю, що становить 105-120% від ходової швидкості нескінченної стрічки 103, так що шарувате полотно 302d можна утримувати в контакті з периферичною поверхнею барабана 211 з вакуумним присмоктуванням у натягнутому стані у машинному напрямку MD. Посилаючись на Фіг. 7, якщо припустити, що 2 шарувате полотно 302d з густиною 35 г/м рухається по периферичній поверхні барабана 211 з вакуумним присмоктуванням діаметром 500 мм через 0,5 сек, то діаеруючий циліндр 234 діаметром 200 мм працює переважно на відстані приблизно 3 мм від периферичної поверхні барабана 211 з вакуумним присмоктуванням. Застосування такого діаеруючого циліндра 234 допомагає зменшити товщину 30-40 мм полотна, яку воно має безпосередньо перед формувальним засобом 210, до товщини 2-5 мм. На Фіг. 7 першу, другу і третю зони присмоктування 231, 232, 233 барабана 211 регулюють переважно таким чином, що ці зони присмоктування 231, 232, 233 мають сили присмоктування відповідно 5-10 м/сек, 2-5 м/сек і 5-7 м/сек. Навіть в цьому варіанті для досягнення заданого ефекту сили присмоктування першої і третьої зон присмоктування 231, 233 можна відрегулювати до відносно високих рівнів, а силу присмоктування другої зони присмоктування 232 - до відносно низького рівня. Конкретніше, при утримуванні шаруватого полотна 302d у тісному контакті з перифе 23 ричною поверхнею барабана 211 з вакуумним присмоктуванням вище та нижче відносно другої зони присмоктування 232 багатокомпонентні волокна 2 і волокна-добавки 112 у шаруватому полотні 302d рухаються у поперечному напрямку CD під дією форсунок 212, 213, так що у нетканому матеріалі 201 можна легко формувати виступи 202 та канавки 203. Можна також виготовляти нетканий матеріал 201, використовуючи першу, другу і третю чесальні машини 301а, 301b, 301с наступним чином. Перша чесальна машина 301а видає перше полотно 302а, яке включає багатокомпонентні волокна, кожне з яких має відносно коротку довжину, наприклад 15-44 мм, невелику кількість механічних 2 звивів у межах 10-15/25,4 мм і густину 10 г/м . Друга чесальна машина 301b видає друге полотно 302b, яке включає багатокомпонентні волокна, кожне з яких має відносно велику довжину, наприклад 44-64 мм, велику кількість механічних звивів у 2 межах 15-35/25,4 мм і густину 10 г/м . Третя чесальна машина 302с видає третє полотно 302с, ідентичне другому полотну 302b. Шарувате полотно 302d, що включає перше, друге і третє полотна 302а, 302b, 302с, піддають дії повітряних потоків з форсунок 212, 213, 214 та присмоктують барабаном 211, при цьому шарувате полотно 302d рухається по периферичній поверхні барабана 211. Під час такої обробки багатокомпонентні волокна 2, що мають відносно малу довжину і утворюють перше полотно 302а, мають тенденцію витягуватися у машинному напрямку MD і одночасно мають стійку тенденцію виявляти механічні зигзагоподібні звиви у площині, перпендикулярній горизонтальній нескінченній стрічці 103. Ці тенденції ефективно поліпшують коефіцієнт збереження об'єму і зменшують середній кут волокна нетканого матеріалу 201, щоб покращити швидкість проникнення рідини. З іншого боку, багатокомпонентні волокна 2, що мають відносно велику довжину волокна і складають третє полотно 302с, ефективно запобігають розпушування багатокомпонентних волокон 2 на поверхні виступу, збільшують густину на поверхні виступу та поліпшують зовнішній вигляд нетканого матеріалу 201. На Фіг. 8А і 8В частково показані приклади двох різних схем розміщення окремих сопел 215, застосованих у форсунках 212, 213, 214, зображених на Фіг. 5 і 7. На Фіг. 8А окремі сопла 215 розміщені в одну лінію у поперечному напрямку CD, наприклад, окремі сопла 215, кожне діаметром 1 мм, розміщені з кроком Ρ 5 мм. На Фіг. 8В окремі сопла 215 розміщені у дві лінії таким чином, що кожне окреме сопло 215, розміщене на першій лінії, і кожне окреме сопло 215, яке розміщене на другій лінії і є сусіднім окремому соплу на першій лінії, є вирівняними одне з одним по лінії, що проходить у машинному напрямку MD. На Фіг. 8В окремі сопла 215, кожне, наприклад, діаметром 1 мм, розміщені у поперечному напрямку CD з кроком Ρ 5 мм таким чином, що кожна пара сусідніх окремих сопел 215 у машинному напрямку MD відокремлена одна від іншої відстанню Q між центрами 5 мм. Розташування окремих сопел 215 у форсунках 212, 213, 214 не обмежується варіан 95839 24 тами, зображеними на Фіг. 8А і 8В, і можна, наприклад, застосувати розташування Фіг. 8А для форсунок 212, 213, а розташування Фіг. 8В для форсунки 214, так що за допомогою форсунки 214 можна сприяти надійному сплавленню разом багатокомпонентних волокон 2 і волокон-добавок 112, що залишилися несплавленими в канавках шаруватого полотна 302d, сформованого за допомогою форсунок 212, 213. На Фіг. 9 показаний вигляд у розрізі (фотографія), взятий у поперечному напрямку CD нетканого матеріалу 201, отриманого у виробничому процесі з Фіг. 7, причому нетканий матеріал 201 розміщено на горизонтальній площині 71, позначеній пунктирною лінією. Як видно на цій фотографії, виступи 202 і канавки 203 чергуються у поперечному напрямку CD. Виступ 202 має ширину W, виміряну у поперечному напрямку на рівні, визначеному відношенням Т/2, де Τ - це висота виступу 202 від горизонтальної площини 71 до верхівки виступу 202. Висоту Т, як і ширину виступу 202, можна по-різному регулювати в залежності від різних параметрів виробничого процесу Фіг. 7, наприклад кроку, з яким окремі сопла 215 розміщені у відповідних форсунках 212, 213, 214, швидкостей повітряних потоків, що виходять з окремих сопел 215, та відношення швидкостей подачі полотна 102 між етапами X та XI. Було виявлено, що величина середнього кута волокна явно залежить від величини T/W. При необхідності збільшити прозорість нетканого матеріалу 201 середній кут волокна обмежують переважно до 75° або менше. В одному варіанті винаходу нетканий матеріал 201 з такою величиною середнього кута волокна можна виготовити, обравши величину T/W в межах 0,55-1,00. Фіг. 10 - перспективний вигляд з частковим вирізом гігієнічної прокладки 250 як одного прикладу виробу із застосуванням нетканого матеріалу 201. Гігієнічна прокладка 250 включає проникний для рідини верхній шар 251, непроникний для рідини нижній шар 252 і серцевину 253 для поглинання рідини організму (поглинаючу серцевину), розміщену між верхнім шаром 251 і нижнім шаром 252. Верхній шар 251 і нижній шар 252 виходять назовні за межі периферичного краю серцевини 253, плоско складені та скріплені разом в місцях спаювання 254 на зовнішній стороні периферичного краю серцевини 253. Крім того, скомплектовані таким чином верхній шар 251, нижній шар 252 і серцевину 253 нагрівають і спресовують разом уздовж лінії пресування 256, яка описує овал і гарантує надійне об'єднання цього комплекту в одне ціле. Для верхнього шару 251 використано нетканий матеріал 201, показаний як приклад на Фіг. 4. І виступи 202, і канавки 203 нетканого матеріалу 201 проходять у поздовжньому напрямку L гігієнічної прокладки 250. Для нижнього шару 252 використано пластикову плівку, а серцевина 253 сформована із суміші розпушеної целюлози та частинок полімеру-суперабсорбенту (обидва не показані), обгорнутої санітарно-гігієнічним папером (не показаний). У верхньому шарі 251 багатокомпонентні волокна 2 нетканого матеріалу 201 мають повторювані звиви у напрямку товщини TD нетка 25 ного матеріалу 201, так що більша частина менструальної крові швидко поглинається серцевиною 253 крізь верхній шар 251 і майже не розповсюджується ані у поздовжньому напрямку L, ані у поперечному напрямку W гігієнічної прокладки 250. В серцевині 253 менструальна кров швидко розподіляється по санітарно-гігієнічному паперу і потім швидко поглинається сумішшю розпушеної целюлози та частинок полімеру-суперабсорбенту і утримується там. Тому менструальна кров не буде залишатися після проникнення крізь верхній шар 251, витікати потім назад через цей верхній шар 251 і забруднювати шкіру споживача. Таким чином, гігієнічна прокладка 250, в якій застосовано нетканий матеріал 201, дає можливість менструальній крові вбиратися на чітко обмеженій площі верхнього шару 251. Іншими словами, гігієнічна прокладка 250 виявляє високу здатність локального поглинання та високу здатність запобігати витіканню назад щойно увібраної менструальної крові, тобто виключає повторне змочування. У таблицях 1 і 2 перелічені багатокомпонентні волокна та результати оцінювання їхніх характеристик в різних варіантах нетканого матеріалу, виготовленого запропонованим способом, показаним на Фіг. 2, 3, 5 і 7, та нетканого матеріалу згідно з кількома порівнювальними варіантами. Таблиці 1 і 2 містять наступні позиції: 1. Багатокомпонентні волокна І і багатокомпонентні волокна II У варіантах даного винаходу вони використані як багатокомпонентні волокна 2. 2. Волокно-добавка Це волокно з прихованими звивами, використане як волокна-добавки 112 у варіантах даного винаходу. 3. Довжина волокна Довжина волокна примусово вирівняна. 4. Кількість звивів Кількість механічних звивів волокон, що містяться в джгуті, обробленому в коробчастому апараті для надання звивистості після формування волокна, виміряна методом, описаним в JIS (рядок 1015), за допомогою двох захоплювачів волокон, відокремлених один від одного відстанню 25 мм. 5. Термообробка після звивання Температура, при якій джгут нагрівають у його розслабленому стані протягом 7 хвилин для терморелаксації після виходу з апарату для надання звивистості. 6. Ступінь стягування полотна (у %) З полотна, що містить волокно з прихованими 2 звивами і має густину 200 г/м , вирізають клапоть для тестування розміром 250250 мм. Ступінь стягування цього клаптя у машинному напрямку MD визначають після термообробки його при 145°С протягом 5 хвилин. 7. Коефіцієнт залишкової деформації» (1) На етапі V Фіг. 2 термооброблений джгут тонкістю 120000 дтекс вертикально підвішують. До цього джгута прикладають навантаження 24 г і наносять біля верхньої та нижньої точок уздовж цього підвішеного джгута 100-мілімітрові індикаторні мітки. 95839 26 (2) До джгута прикладають додаткове навантаження 75 г і нагрівають при 120°С протягом 5 хвилин. (3) Після охолодження джгута до кімнатної температури навантаження 75 г знімають, потім виміряють відстань d (мм) між верхньою та нижньою мітками та обчислюють (у %) коефіцієнт залишкової деформації за допомогою наступного рівняння: (d-100)/100=коефіцієнт залишкової деформації (%) 8. Кількість теплоти плавлення (1) Приблизно 2 мг багатокомпонентних волокон беруть як зразок з джгута, термообробленого на етапі V. (2) Для цього зразка використовують диференціальний скануючий калориметр (DSC) для вимірювання кількості теплоти плавлення (J) і, таким чином, визначення величини першого піка під час процесу підвищення температури. Цю величину першого піка ділять на масу (г) зразка для отримання величини кількості теплоти плавлення Η (J/г) для смоли з низькою температурою плавлення, з якої складається багатокомпонентне волокно, наприклад поліетилену. (3) Вимірювальний прилад і умови вимірювання: Вимірювальний прилад: диференціальний скануючий калориметр DSC-60 від ф."Shimadzu Corporation". Контейнер для зразків: модель PN/50-020 (з об'ємом 15 мкл) і модель PN/50-021 (обтискна пелюсткова кришка для контейнера). Швидкість підвищення температури: 5°С/хв. Діапазон вимірюваної температури: 50-200°С. Оточуюча атмосфера для вимірювання: газоподібний азот. 9. Товщина полотна після проходження через чесальну машину 2 (1) 3 полотна густиною 30 г/м після виходу з чесальної машини на етапі VII вирізають зразок розміром 300300 мм. (2) Товщину зразка виміряють під навантажен2 ням 0,1 г/cм і виміряну величину записують як товщину полотна після виходу з чесальної машини. 10. Коефіцієнт збереження об'єму полотна (1) Сім (7) зразків, кожний з яких вирізано з по2 лотна густиною 30 г/м , що вийшло з чесальної машини на етапі VII, поміщають один на одний і товщину h0 такого шаруватого полотна виміряють 2 під навантаженням 0,1 г/см . (2) Цей шаруватий зразок під навантаженням обробляють у нагрівальній печі при 135°С протягом 5 хвилин і потім, після охолодження зразка, виміряють його товщину h1. (3) Коефіцієнт збереження об'єму обчислюють за допомогою рівняння: h1/h0100=коефіцієнт збереження об'єму (%). 11. Питомий об'єм (1) 3 нетканого матеріалу вирізають зразок розміром 100100 мм. Десять (10) зразків поміщають один на одний і товщину такого шаруватого зразка 27 виміряють під навантаженням 2000 гc. 1/10 частину цієї виміряної товщини записують як товщину t нетканого матеріалу. (2) Густину w нетканого матеріалу обчислюють з маси зразка розміром 100100 мм в одиницях 2 г/м . (3) 3 відношення t/w обчислюють питомий 3 2 об'єм (см /г) під навантаженням 20 гс/см . 12. Швидкість проникнення рідини (1) Для виготовлення зразків верхній шар комерційно доступної гігієнічної прокладки (SOFY FUWAFUWA SURIMU, 25 см довжиною виробництва Uni-Charm Corporation) заміняють нетканим матеріалом, запропонованим варіантами даного винаходу або застосовуваним у порівняльних прикладах. (2) Акрилову пластину розміром 4010 мм, виконану з наскрізним отвором, діаметр якого переважно відповідає зовнішньому діаметру бюретки для випускання краплями штучної менструальної крові, поміщають на зразок і на акрилову пластину поміщають вантаж, щоб до зразка було прикладе2 не навантаження 2 гс/см . (3) Спочатку 3 мл штучної менструальної крові випускають краплями зі швидкістю 90 мл/хв на гігієнічну прокладку через згаданий наскрізний отвір і залишають на 1 хвилину для проникнення крізь верхній шар. Застосовувана тут штучна менструальна кров складається з 80 г гліцерину, 8 г натрій-карбоксиметилцеллюлози, 10 г NaCl, 4 г NаНСО3, 8 г червоного пігменту № 102, 2 г червоного пігменту № 2 та 2 г жовтого пігменту № 5, 3 змішаних разом і розчинених у 1000 см води. (4) Потім краплями додають 4 мл штучної менструальної крові. (5) Застосовно і до першої додаваної краплями порції штучної менструальної крові, і до другої додаваної краплями порції штучної менструальної крові виміряють тривалість часу з моменту, коли штучну менструальну кров починають крапати, і до моменту, коли штучна менструальна кров повністю проникає крізь верхній шар у серцевину. Обидві швидкості проникнення рідини для першої та другої порцій випущеної краплями штучної менструа 95839 28 льної крові служать індикаторами високої або низької швидкості проникнення рідини у нетканому матеріалі. 13. Середній кут волокна (1) Зразок нетканого матеріалу для виміряння нагрівають при 70°С протягом 30 хвилин для видалення будь-яких слідів зминання під час маніпулювання і таким чином вирівнювання зразка. (2) Застосовують стандартний замінний край НА-100В для ножа ΗΑ-7ΝΒ різального верстата KOKUYO (торгова назва) для розрізання зразка у поперечному напрямку CD для отримання поверхні розрізу для огляду, паралельної поперечному напрямку CD, і зразок поміщають на горизонтальну площину. (3) Поверхню розрізу розглядають через електронний мікроскоп (мікроскоп REAL-SURF ACEVIEW VE-7800 виробництва Keyence Corporation) і беруть у 30 разів збільшену фотографію цієї поверхні розрізу, щоб чітко бачити відстань між верхньою та нижньою поверхнями зразка. (4) У довільному місці на поверхні розрізу на фотографії проводять вертикальну лінію відносно горизонтальної площини і проводять допоміжні вертикальні лінії з обох боків від первинної вертикальної лінії на відстані 100 мкм від неї. (5) Позиції, в яких окреме волокно перетинає ці дві допоміжні вертикальні лінії, помічають. (6) Праву та ліву мітки з'єднують прямою лінією і виміряють кути перетину і (див. Фіг. 11 і 12) між цією прямою лінією і первинною лінією з обох боків від первинної вертикальної лінії. З цих кутів перетину і , виміряних таким чином, менший кут визначають як кут волокна. (7) Такий кут волокна визначають для всіх волокон, достатньо сфокусованих на фотографії поверхні розрізу, взятої як об'єкт для вимірювання, і визначають середнє арифметичне значення виміряних кутів волокон як «середній кут волокна». Волокна, добре сфокусовані на фотографії поверхні розрізу, в даному описі іменуються як волокна, видимі на поверхні розрізу. 29 Приклади 1-3 Нетканий матеріал у Прикладах 1-3, перелічених в Таблицях 1 і 2, включає 100 мас.% багатокомпонентних волокон 2. У Таблиці 1 багатокомпонентні волокна 2 іменуються як багатокомпонентні волокна І. У багатокомпонент 95839 30 ному волокні І серцевина виготовлена з поліефіру (PET) з точкою плавлення260°С, а оболонка - з поліетилену (РЕ) високої густини з точкою плавлення 130°С. Джгут, з якого мають бути отримані багатокомпонентні волокна І, покривали сурфактантом (0,4 мас.%) - замаслювали на етапі IV (Фіг. 31 2), тим самим джгут модифікували для надання йому гідрофільності. Потім джгут обробляти в апараті для надання звивистості і отримували механічні звиви зі ступенем звивистості 15 звивів/25 мм. Після звивання джгут термообробляли при 120°С протягом 7 хвилин. Нетканий матеріал Прикладів 1 і 2 є плоским, як, наприклад, зображений на Фіг. 1 і який виготовляють способом, показаним на Фіг. 2, а нетканий матеріал Прикладу 3 є аналогічним нетканому матеріалу, зображеному як приклад на Фіг. 4 і який виготовляють способом, показаним на Фіг. 5. Слід зазначити, що етап IX (Фіг. 2) не здійснювали у Прикладах 1 і 3, а здійснювали тільки у Прикладі 2. У Прикладі 3 використовували формувальну пластину, аналогічну формувальній пластині 220 на Фіг. 6, в якій перфоровані зони 221 та неперфоровані зони 222 повторювано чергуються через кожні 5 мм по периферії барабана 211 з вакуумним присмоктуванням, і кожна перфорована зона 221 включає ряд наскрізних отворів 223 діаметром 0,6 мм при відношенні площ 22%. На Фіг. 11 і 12 як приклад показаний спосіб вимірювання середнього кута волокна і результат цього вимірювання стосовно нетканого матеріалу Прикладу 1. Фіг. 11 - це у 30 разів збільшена фотографія поверхні розрізу нетканого матеріалу, паралельної поперечному напрямку CD. На фотографії Фіг. 11 накреслені первинна лінія L, вертикальна відносно нетканого матеріалу, і дві допоміжні лінії Μ, Ν, проведені з обох боків від первинної лінії L і вертикально їй. На Фіг. 11 позначена також лінія D для виміряння кута волокна, яка проходить через точки перетину між первинною вертикальною лінією L та двома допоміжними лініями М, N. На Фіг. 12 також показані первинна вертикальна лінія L, дві допоміжні лінії Μ, Ν і лінія D для виміряння кута волокна плюс таблиця, в якій наведені менші значення відповідних пар кутів перетину , , виміряні на зразках волокон №№ 1-48. «Середній кут волокна», що відповідає середньому арифметичному значенню величин, перелічених на Фіг. 12, дорівнював 70,8°. На Фіг. 13 показана фотографія поверхні розрізу нетканого матеріалу Прикладу 1, паралельної машинному напрямку і з таким самим збільшенням, що і на Фіг. 11. Як очевидно, більшість волокон проходить у машинному напрямку і має слабку хвилястість. На Фіг. 14 і 15 як приклад показаний метод вимірювання середнього кута волокна і результат цього вимірювання стосовно нетканого матеріалу Прикладу 3. Фіг. 14 - це у 30 разів збільшена фотографія одного з виступів, видимого на поверхні розрізу нетканого матеріалу, паралельній поперечному напрямку CD. На фотографії на Фіг. 14 накреслені первинна вертикальна лінія L, що проходить через верхівку цього виступу, і дві допоміжні лінії Μ, Ν, проведені з обох боків первинної лінії L і вертикально їй. На Фіг. 14 позначена також лінія D для виміряння кута волокна, яка проходить через точки перетину між первинною вертикальною лінією L та двома допоміжними лініями М, N. На Фіг. 15 також показані первинна вертикальна лінія L, дві допоміжні лінії Μ, Ν і лінія D для виміряння кута волокна плюс таблиця, в якій наведені менші зна 95839 32 чення відповідних пар кутів перетину , , виміряні на зразках волокон №№ 1-34. «Середній кут волокна» дорівнює 67,4°. Слід зазначити, що середній кут волокна, виміряний біля канавки нетканого матеріалу у Прикладі 3, дорівнював 59°. На Фіг. 16 показана фотографія поверхні розрізу верхівки виступу нетканого матеріалу Прикладу 3, паралельної машинному напрямку і з таким самим збільшенням, що і на Фіг. 14. Більшість волокон проходить у машинному напрямку і має слабку хвилястість. Приклади 4-6 Нетканий матеріал у Прикладах 4-6 включає 100 мас.% багатокомпонентних волокон 2, і ці багатокомпонентні волокна 2 включають багатокомпонентні волокна І і багатокомпонентні волокна II, змішані разом при масовому співвідношенні 70:30 - 30:70. Кожне багатокомпонентне волокно І має довжину 38 мм або 51 мм і попередньо механічно звите, коли воно було у вигляді джгута, зі ступенем звивистості 15 звивів/25 мм. Кожне багатокомпонентне волокно II має довжину 51 мм і попередньо механічно звите, коли воно було у вигляді джгута, зі ступенем звивистості 18 звивів/25 мм. І багатокомпонентні волокна І, і багатокомпонентні волокна II попередньо замаслювали. Конкретніше, на джгут наносили 0,4 мас.% сурфактанта для надання йому гідрофільності, потім механічно звивали і термообробляли при 120°С протягом 7 хвилин. Приклад 7 Нетканий матеріал у Прикладі 7 виготовляли з полотна, що містив багатокомпонентні волокна І, які відповідають багатокомпонентним волокнам 2 у Прикладі 1, і додавали волокна-добавки 112 (Фіг. 2) у масовому співвідношенні 50:50. Використані в цьому прикладі волокна-добавки 112 отримували, покриваючи джгут сурфактантом (0,4 мас.%) для надання йому гідрофільності, потім джгут механічно звивали зі ступенем звивистості 15 звивів/25 мм, термообробляли при 90°С протягом 7 хвилин і потім розрізали оброблений таким чином джгут на відрізки довжиною 38 мм, які мали вигляд багатокомпонентного волокна типу «серцевина в оболонці». Приклади 8-10 Багатокомпонентні волокна І, використані у Прикладі 1, застосовували як багатокомпонентні волокна 2, причому приховано звиті багатокомпонентні волокна типу «серцевина в оболонці», попередньо покриті сурфактантом (0,4 мас.%) для надання їм гідрофільності та механічно звиті зі ступенем звивистості 15 звивів/25 мм, використовували як волокна-добавки 112. Багатокомпонентні волокна І і волокна-добавки 112 змішували разом при масовому співвідношенні 80:20 - 50:50. Ступінь звивистості, який волокна-добавки 112 виявляли при нагріванні, оцінювали на основі ступеня стягування полотна. Приклади 11 і 12 Нетканий матеріал з конфігурацією, показаною, наприклад, на Фіг. 4, виготовляли способом, показаним на Фіг. 7, і виміряли швидкість проникнення рідини отриманого нетканого матеріалу. У Прикладі 11 перша чесальна машина 301а (Фіг. 7) 33 видавала перше полотно 302а, як зазначено у Таблиці 1. Як видно з цієї таблиці перше полотно 302а включало багатокомпонентні волокна І і волокна-добавки при співвідношенні 80:20 і мало 2 густину 10 г/м . В Таблиці 1 це перше полотно 302а іменується як нижній шар. Аналогічним чином, друга чесальна машина 301b видавала друге полотно 302b, як зазначено у Таблиці 1. Друге полотно 302b включало багатокомпонентні волокна І і волокна-добавки при співвідношенні 80:20 і 2 мало густину 10 г/м . В Таблиці 1 це друге полотно 302b іменується як проміжний шар і накладається на перше полотно 302а. Третя чесальна машина 301с видавала третє полотно 302с, яке мало такий самий склад і таку саму густину, що і друге полотно 302b. В Таблиці 1 це третє полотно 302с іменується як верхній шар і накладається на друге полотно 302b. Перше, друге і третє полотна 302а, 302b і 302с накладали одне на одне для утворення шаруватого полотна 302d, яке, в свою чергу, подавали у машинному напрямку MD таким чином, щоб перше полотно 302а могло контактувати з барабаном 211 з вакуумним присмоктуванням формувального засобу 210. Робочі умови після формувального засобу 210 були такими самими, як у Прикладі 3. Нетканий матеріал у Прикладі 12 є аналогічним нетканому матеріалу Прикладу 11, з тією різницею, що перше полотно 301а має густину 15 2 г/м . Порівняльні приклади 1 і 2 Неткані матеріали Порівняльних прикладів 1 і 2 є аналогічними нетканому матеріалу Прикладу 1 за винятком стану, в якому джгут піддають термообробці. Зокрема, механічно звитий джгут термообробляли при температурі 90°С протягом 7 хвилин у Порівняльному прикладі 1 і при температурі 100°С протягом 7 хвилин у Порівняльному прикладі 2. Інші умови процесу виготовлення нетканих матеріалів були такими самими, що і у Прикладі 1. На Фіг. 17 (як на Фіг. 11 і 12) як приклад показаний спосіб вимірювання середнього кута волокна і результат цього вимірювання стосовно нетканого матеріалу Порівняльного прикладу 1. Фіг. 17 - це у 30 разів збільшена фотографія поверхні розрізу нетканого матеріалу, паралельної поперечному напрямку CD. На Фіг. 17, в зоні, де поверхня розрізу має типову конфігурацію без волокон, що надзвичайно виступають з поверхні нетканого матеріалу, накреслені первинна вертикальна лінія L і дві допоміжні лінії Μ, Ν, проведені з обох боків від первинної лінії L і вертикально їй. На Фіг. 17 позначена також лінія D для виміряння кута волокна, застосована для виміряння відповідних волокон. На Фіг. 18 також показані первинна вертикальна лінія L, дві допоміжні лінії Μ, Ν і лінія D для виміряння кута волокна плюс таблиця, в якій наведені менші значення відповідних пар кутів перетину , , виміряні на зразках волокон №№ 1-15. «Середній кут волокна» нетканого матеріалу Порівняльного прикладу 1 дорівнював 78,4°. На Фіг. 19 показана фотографія поверхні розрізу нетканого матеріалу Порівняльного прикладу 1, паралельної машинному напрямку і з таким самим збільшенням, що і на Фіг. 17. Як видно на фо 95839 34 тографії, більшість волокон проходить у машинному напрямку і близько одне до одного у напрямку товщини. Порівняльні приклади 3 і 4 У Порівняльних прикладах 3 і 4 вміст багатокомпонентного волокна у нетканому матеріалі становив 20 мас.% або 10 мас.%, середній кут волокна дорівнював 75° або більше, перша швидкість проникнення рідини становила більше 15 сек, а друга швидкість проникнення рідини - більше 20 сек. Як представлено в Таблицях 1 і 2, температуру термообробки джгута після його механічного звивання, тобто температуру термообробки після звивання, наведену в Таблиці 1, можна регулювати приблизно до температури плавлення смоли з низькою точкою плавлення, з якої сформована оболонка багатокомпонентних волокон, переважно до діапазону між цією точкою плавлення і температурою, що на 20°С нижче цієї температури плавлення, щоб зменшити до мінімуму коефіцієнт залишкової деформації і тим самим максимально збільшити пружне відновлення джгута після стискання. Це справедливо для полотна, а також для нетканого матеріалу, отриманого з такого джгута, і добре позначається на коефіцієнті збереження об'єму полотна і на питомому об'ємі нетканого матеріалу. Як легко зрозуміти з величин кількості теплоти плавлення Η джгута, наведених у Таблиці 2, підвищення температури термообробки джгута дає в результаті збільшення кількості теплоти плавлення Η. Під терміном «кількість теплоти плавлення Η» в даному описі слід розуміти кількість теплоти плавлення Η смоли з низькою точкою плавлення у багатокомпонентному волокні, використаному у Прикладах 1 і 2, а також у Порівняльних прикладах 1 і 2, тобто кількість теплоти плавлення Η поліетилену, і вважають, що таке збільшення кількості теплоти плавлення Η означає, що смола з низькою точкою плавлення у Прикладах має термостабільність, вищу ніж може мати смола з низькою точкою плавлення у Порівняльних прикладах, і внаслідок цього джгут, а також отриманий з нього штапель, здатен зберігати звитий стан навіть при нагріванні. Нетканий матеріал у Прикладах також характеризується тим, що його середній кут волокна становить 75° або менше, що менше за середній кут волокна нетканого матеріалу Порівняльних прикладів. Іншими словами, на поверхні розрізу, паралельній поперечному напрямку CD нетканого матеріалу, розміщеного на горизонтальній площині, і багатокомпонентні волокна 2, і волокна-добавки 112 мають тенденцію витягуватися у вертикальному напрямку, а не плоско у горизонтальному напрямку. Такий середній кут волокна позначається на швидкості проникнення рідини нетканого матеріалу Прикладів. Зокрема, швидкість проникнення першої порції випущеної краплями штучної менструальної крові становила 15 секунд або менше, а швидкість проникнення другої порції випущеної краплями штучної менструальної крові становила 20 секунд або менше. У нетканому матеріалі Порівнювальних прикладів середній кут волокна пе 35 ревищував 75° і як наслідок швидкість проникнення першої порції випущеної краплями штучної менструальної крові перевищувала 15 секунд, і швидкість проникнення другої порції випущеної краплями штучної менструальної крові перевищувала 20 секунд. На відміну від нетканого матеріалу Порівняльних прикладів нетканий матеріал Прикладів може надійно зберігати свою здатність локально поглинати рідини організму, що періодично виділяються. У Прикладі 7 як волокна-добавки 112 можна використовувати механічно звиті багатокомпонентні волокна, застосовані у Порівняльному прикладі 1. У Прикладах 8-12 як волокна-добавки 112 можна використовувати багатокомпонентні волокна з прихованими звивами. У Прикладах 11 і 12 ряд полотен, отриманих з ряду чесальних машин, можна розміщувати одне на одному для утворення шаруватого полотна, і запропонований даним винаходом нетканий матеріал можна виготовляти з такого шаруватого полотна. На Фіг. 20 показана побудова кривих результату порівняльного тесту експлуатаційних характеристик для нетканого матеріалу Прикладів 3, 13 і 14 і для нетканого матеріалу Порівняльного прикладу 1, використаного як проникний для рідини верхній шар 251 гігієнічної прокладки 250, показаної на Фіг. 10. В цьому тесті гігієнічну прокладку 250, в якій використаний нетканий матеріал Прикладів або Порівняльних прикладів, який тестують, поміщали в лабораторію з температурою 20°С та відносною вологістю 60%. На нетканий матеріал краплями наносили 6 мл штучної менструальної крові при 20°С і до зони з нанесеною штучною менструальної кров'ю прикладали датчик контрольно-вимірювального приладу FINGER ROBOT THERMO LAB (виробництва KATO TECH CO., LTD., Minami-Ku, Kyoto City). Швидкість зміни температури (°С/сек), виміряну цим датчиком, записували поетапно, як буде описано далі. Етап 1: верхній шар комерційно доступної гігієнічної прокладки (торгова назва: SOFY FUWAFUWA SURIMU, 25 см довжиною виробництва Uni-Charm Corporation) заміняють нетканим матеріалом, який тестують, для отримання гігієнічної прокладки для тестування. Етап 2: датчик встановлюють на 37°С. Етап 3: акрилову пластину товщиною 13 мм з виконаним в ній прямокутним наскрізним отвором 4010 мм поміщають на нетканий матеріал, який тестують, в гігієнічній прокладці. Етап 4: 6 мл штучної менструальної крові при 20°С краплями вводять у наскрізний отвір акрилової пластини. Етап 5: після зникнення штучної менструальної крові з нетканого матеріалу, який тестують, датчик притискають до зони, куди наносили штучну менструальну кров, для реєстрації швидкості зміни температури, визначеної датчиком. Датчик контрольовано притискають до нетканого матеріалу, який тестують, так що можна досягати тиску на 2 поверхню 20-30 гс/см . 95839 36 Етап 6: фіксують швидкості зміни температури через 1, 5, 15, 30 та 60 секунд після початку вимірювання. Як видно на Фіг. 20, хоча швидкість зміни температури має тенденцію поступово уповільнюватися після спливання часу, швидкість зміни температури нетканого матеріалу Прикладів має тенденцію уповільнюватися після початку вимірювання набагато швидше, ніж у нетканому матеріалі Порівняльних прикладів. Така поведінка є особливо помітною в нетканому матеріалі Прикладів 3, 11 і 12, що має виступи 202 та канавки 203, як показано на Фіг. 4. Було виявлено, що між відчуттям холоду, якого зазнає палець людини в момент контактування пальця з об'єктом, який буде вимірюватися приладом FINGER ROBOT THERMO LAB, і швидкістю зміни температури, визначеною датчиком, встановлені наступні закономірності. При швидкості зміни температури 0-0,30°С/сек відчуття холоду немає. При швидкості зміни температури 0,300,50°С/сек холод відчувається певною мірою. При швидкості зміни температури 0,50°С/сек є явне відчуття холоду. Цей факт дає можливість припустити, що в гігієнічній прокладці, в якій використаний нетканий матеріал Прикладів, зокрема Прикладів 3, 11 і 12, швидкість зміни температури буде зменшуватися до 0,30°С/сек або менше протягом 30 сек після початку вимірювання. Внаслідок цього людина, що користується такою прокладкою, буде відчувати несумісність, обумовлену відчуттям холоду, лише протягом короткого часу. Як правило, при виділенні менструальної крові споживач відчуває таку несумісність через відчуття холоду і одночасно іммобілізує або уповільнює рух свого тіла, щоб мінімізувати витікання менструальної крові та/або забруднення нею шкіри. Гігієнічна прокладка, в якій застосований нетканий матеріал Прикладів 3, 11 і 12, не тільки дає можливість менструальній крові швидко увібратися, а і вже через короткий час зникнути відчуттю несумісності. Тому споживачеві немає потреби іммобілізуватися або уповільнювати рух свого тіла. При входженні датчика FINGER ROBOT THERMO LAB в контакт зі штучною менструальною кров'ю при температурі 20°С швидкість зміни температури становила 0,80°С/сек, а при входженні датчика в контакт з нетканим матеріалом, який тестують, перед нанесенням на нього краплями штучної менструальної крові швидкість зміни температури становила 0,04°С/сек. На Фіг. 21 показана діаграма, що ілюструє залежність між величиною T/W (див. Фіг. 9) виступу та середнім кутом волокна у нетканому матеріалі Прикладу 3. На Фіг. 21 також показана залежність між величиною T/W виступу та середнім кутом волокна у нетканих матеріалах Прикладів 13-18, в кожному з яких використані такі самі компоненти волокна, що і в нетканому матеріалі Прикладу 3, але отримані способом, що відрізняється від способу Прикладу 3 кроком окремих сопел 215 у відповідних форсунках 212, 213, 214, а також відношенням швидкостей транспортування між етапом 37 сплавлення разом (етап X) та етапом намотування (етап XI). Величину T/W можна виміряти, здійснюючи етапи в описаному нижче порядку. (1) Зразок нетканого матеріалу для виміряння нагрівають при 70°С протягом 30 хвилин для видалення будь-яких слідів зминання під час маніпулювання і таким чином вирівнювання зразка. (2) Застосовують замінний край НА-100 для ножа різального верстата KOKUYO для розрізання зразка у поперечному напрямку CD для отримання поверхні розрізу для огляду, паралельної поперечному напрямку CD. (3) Розмістивши зразок на горизонтальній площині, поверхню розрізу розглядають через цифровий мікроскоп VHX-900 виробництва Keyence Corporation і беруть у 25 разів збільшену макрофотографію цієї поверхні розрізу. (4) На цій макрофотографії проводять вертикальну лінію відносно горизонтальної лінії, визна 95839 38 ченої поверхнею горизонтальної площини, так щоб ця лінія проходила через верхівку виступу зразка. Відстань від цієї базисної лінії до верхівки виміряють для отримання висоти Τ виступу (Фіг. 9). Проводять горизонтальну лінію, що проходить через точку, яка лежить на ½ висоти Т, паралельно базисній лінії і виміряють ширину виступу вздовж цієї горизонтальної лінії для отримання ширини W виступу. Таким чином обчислюють величину T/W. (5) Після проведення вертикальної лінії, що проходить через верхівку, вибирають для вимірювання виступ, що має середню форму. Для вимірювання вибирають переважно виступ, на верхівці якого немає ніяких волокон, що надзвичайно виступають з неї. Як видно на Фіг. 21, при потребі виготовлення нетканого матеріалу з Фіг. 4 із середнім кутом волокна 75° або менше величину T/W обмежують переважно діапазоном 0,55-1,00. 39 95839 40 41 95839 42 43 95839 44 45 95839 46 47 95839 48 49 95839 50 51 95839 52 53 95839 54 55 Комп’ютерна верстка О. Гапоненко 95839 Підписне 56 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюNon-woven fabric and method for its production
Автори англійськоюOba, Toru, Mizutani, Satoshi, Ishikawa, Hideyuki
Назва патенту російськоюНетканый материал и способ его изготовления
Автори російськоюОба Тору, Мизутани Сатоши, Ишикава Хидеюки
МПК / Мітки
МПК: A61F 13/511, D04H 1/54, D04H 1/42, A61F 13/15
Мітки: спосіб, матеріал, нетканий, виготовлення
Код посилання
<a href="https://ua.patents.su/28-95839-netkanijj-material-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Нетканий матеріал і спосіб його виготовлення</a>
Нетканий матеріал
Номер патенту: 48578
Опубліковано: 15.08.2002
Автор: Нікітін Валерій Олександрович
МПК: D04H 1/46
Формула / Реферат:
Нетканий матеріал у вигляді волокнистого полотна, який складається з відходів джутового волокна, що скріплені голкопроколюванням, який відрізняється тим, що він додатково має волокна матеріалу "Спанбонд" при наступному співвідношенні компонентів, мас. %: Волокно джутове 85-95 “Спанбонд” 5-15.
Нетканий голкопробивний матеріал й спосіб його виготовлення
Номер патенту: 83335
Опубліковано: 25.06.2008
Автори: Файнер Дмитро Ісакович, Белявцев Олександр Миколайович
Мітки: виготовлення, матеріал, спосіб, нетканий, голкопробивний
Формула / Реферат:
1. Нетканий голкопробивний матеріал, який містить неткане полотно із синтетичних волокон, нитки, що зміцнюють, й сполучне, при цьому нитки, що зміцнюють, виконані зі скловолокна й рівномірно розташовані уздовж нетканого полотна, який відрізняється тим, що неткане полотно виконане із двох внутрішніх поздовжніх прочосів і двох зовнішніх поперечних прочосів, скріплених голкопробиванням, при цьому між шаром поздовжніх внутрішніх й одним зовнішнім...
Нетканий волокнистий матеріал
Номер патенту: 79648
Опубліковано: 10.07.2007
Автори: Березненко Наталія Михайлівна, Пахаренко Валерій Олександрович
Мітки: нетканий, волокнистий, матеріал
Формула / Реферат:
1. Нетканий волокнистий матеріал, що містить суміш синтетичних та шерстяних волокон, сформованих в пакет, який відрізняється тим, що як синтетичні волокна вибрано композиційні волокна із поліпропілену в суміші з співполімером етилену і вінілацетату, а як шерстяні волокна взяті відходи шерсті великої рогатої худоби.2. Нетканий волокнистий матеріал за п. 1, який відрізняється тим, що компоненти взяті в таких співвідношеннях, % мас.: ...
Нетканий волокнистий матеріал

Номер патенту: 11736
Опубліковано: 16.01.2006
Автори: Пахаренко Валерій Олександрович, Березненко Наталія Михайлівна
МПК: D04H 1/46
Мітки: волокнистий, матеріал, нетканий
Формула / Реферат:
1. Нетканий волокнистий матеріал, що містить суміш синтетичних та шерстяних волокон, сформованих в пакет, який відрізняється тим, що як синтетичні волокна вибрано композиційні волокна із поліпропілену в суміші з співполімером етилену і вінілацетату, а як шерстяні волокна взяті відходи шерсті великої рогатої худоби.2. Нетканий волокнистий матеріал за п.1, який відрізняється тим, що компоненти взяті в таких співвідношеннях, % мас.: ...
Нетканий голкопробивний матеріал
Номер патенту: 27393
Опубліковано: 25.10.2007
Автори: Файнер Дмитро Ісакович, Белявцев Олександр Миколайович
Мітки: голкопробивний, матеріал, нетканий
Формула / Реферат:
1. Нетканий голкопробивний матеріал, що містить неткане полотно із синтетичних волокон, зміцнювальні нитки й сполучне, при цьому зміцнювальні нитки виконані зі скловолокна й рівномірно розташовані уздовж нетканого полотна, який відрізняється тим, що неткане полотно виконане з не менш ніж п’яти-семи прочосів, покладених уздовж і поперек нетканого полотна, зміцнювальні нитки зі скловолокна покладені на підкладковій поверхні матеріалу й...
Попередній патент: Спосіб розробки підводних покладів сірководню та насосна установка для його реалізації
Наступний патент: Спосіб очищення підземної води від заліза
Випадковий патент: Спосіб лікування пролежнів сідничної області