Склад для обробки поверхні металокорду
Номер патенту: 10191
Опубліковано: 25.12.1996
Автори: Бейлінова Лариса Олександрівна, Дзюра Євген Антонович, Ганіна Лідія Кирилівна, Галкін Олександр Прохорович, Щербак Олександр Семенович, Лакіза Ольга Всеволодівна, Балагланова Валентина Олексіївна, Коваленко Наталія Юріївна, Рожков Олександр Дмитрович, Даниленко Володимир Остапович

Формула / Реферат
Состав для обработки поверхности металлокорда, включающий минеральное масло, отличающийся тем, что он дополнительно содержит продукт конденсации дисульфида алкилфенола с формальдегидом и продукт конденсации кубового остатка синтетических жирных кислот с триэтаноламином при следующем соотношении компонентов, мас.%:
продукт конденсации дисульфида
алкилфенола с формальдегидом 0,1-0,6
продукт конденсации кубового остатка
синтетических жирных кислот с триэтаноламином 0,01 - 0,06
минеральное масло остальное.
Текст
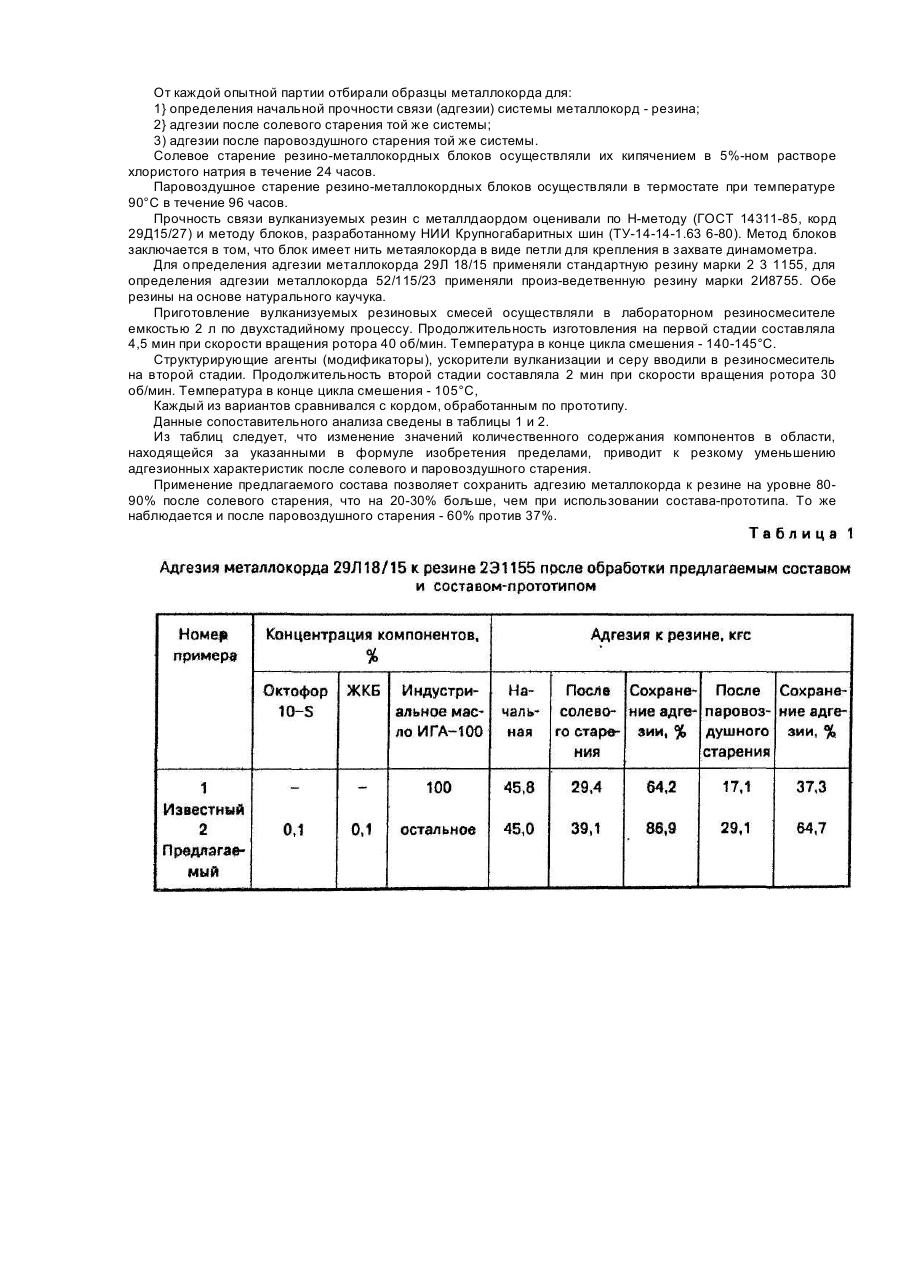
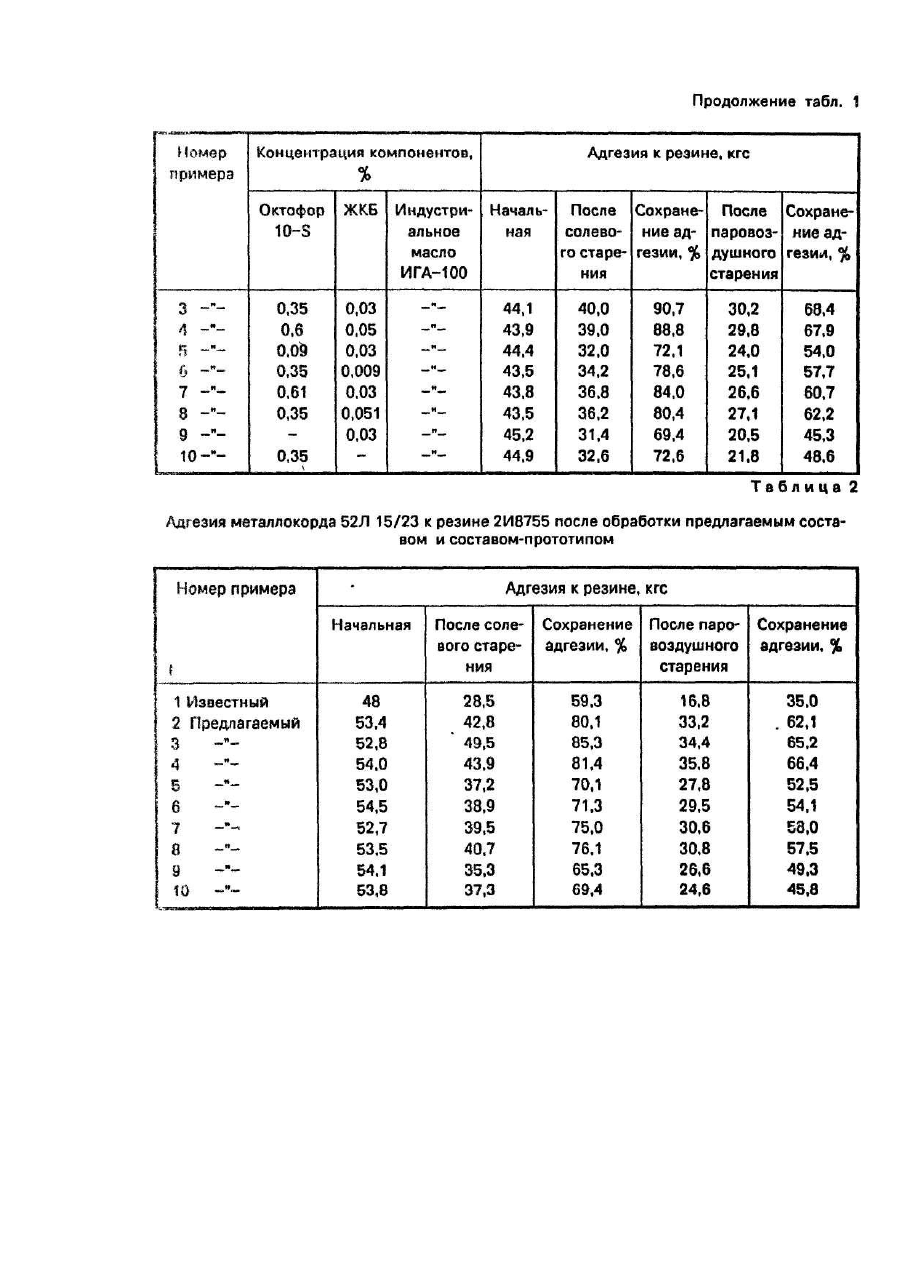
Изобретение относится к химической обработке поверхности металлов смазочными материалами и может быть использовано при изготовлении металлоарматуры, в частности, латунированного металлокорда, канатов и проволоки, применяемых в шинах, транспортерных лентах и других резинотехнических изделиях. Наиболее близкой по технической сущности к заявляемой является смазка, состоящая из 100% минерального масла, например, И-Г-А-100[1]. Она применяется при операции свивки металлокордных прядей, создавая на их поверхности пленку, уменьшающую трение и одновременно являющуюся защитным противокоррозионным барьером на время межоперационного хранения корда (при поставке его от заводаизготовителя на шинный завод-потребитель). Однако, применяемое по прототипу индустриальное масло, совершенно не влияет на процесс формирования адгезионных связей латунь (металл) - эластомер (резина). Кроме того, адгезия обработанного маслом латунированного металлокорда к резине в процессе хранения металлокорда и эксплуатации резинокордной системы снижается в большей степени, по сравнению с металлокордом, не имеющим на своей поверхности индустриального масла. В основу изобретения поставлене, задача усовершенствовать состав для обработки поверхности металлокорда, улучшающий качество резинотехнических изделий, введением в него новых компонентов что приведет к стабилизации адгезионной связи резина - металлокорд в процессе эксплуатации и старения. Поставленная задача решается тем, что состав для обработки поверхности металлокорда, включающий минеральное масло, дополнительно содержит продукт конденсации дисульфида алкилфенова с формальдегидом (Октофор-10S) и продукт конденсации кубового остатка синтетических жирных кислот (СЖК) с триэталамином (смазка ЖКБ) при следующем соотношении компонентов, мас.%; В качестве минеральных масел в композиции используют различные минеральные млела, в т.ч. индустриальные, например: ИГА, И-12, И-20. Продукт конденсации дисульфида алкилфенола с формальдегидом выпускается по ТУ 81-О5Н52-7Э (техническое название ОКТОФОР-10S) и представляет собой монолит или куски темно-коричневого цвета с температоруй размягчения - 70°С. Массовая доли серы не > 10%. Октофор-10S относится к группе малотоксичных веществ IV класса опасности. Продукт конденсации кубового остатка СЖК с триэтаноламином выпускается по ТУ 38УССР 20.12.15-80 (техническое название СМАЗКА ЖКБ) и представляет собой вязкую жидкость темно-коричневого цвета, которая применяется в качестве смазки для узлов трения. ОКТ0ФОР 10S, содержащий сульфогруппы, способствует промотированию адгезии латунированной стали к резине, а ЖКБ и ОКТОФОР 10S взаимно усиливают действие друг друга, т.е. обеспечивают синергетический аффект. ЖКБ улучшает растворимость ОКТОФО-РА 10S* усиливай его действие, Кроме того, ЖКБ обеспечивает стабильность во времени тройной экспозиции: ОКТОФОРЮЭ- ЖКБ-минеральное масло. Менее чем 0,1% ОКТОФОРА 10S в составе не влияет на увеличение адгезии металлокорда к резине, а 0,6% ОКТОФОРА WS является пределом, выше которого адгезия более не увеличивается. Применение ЖКБ в концентрации менее 0,01% не оказывает заметного влияний на стабилизацию прочности связи металлокордрезина, а также при пониженных температурах (ниже 20°С) наблюдается некоторое расслоение системы. Использование добавки ЖКБ в концентрации больше 0,06% ухудшает действие ОКТОФОРА 10S. Для доказательства соответствия заявляемого технического решения критерию "промышленная применимость в идентичных условиях цеха металлокорда Харцызковского государственного сталепроволочно-канатного завада был проведен сопоставительный анализ адгезионных свойств металлокорда и бортовой проволоки, на поверхность которых были нанесены состав-прототип и заявляемые составы, количество ингредиентов в которых варьировалось как в представленных в формуле изобретения пределах, так и вне их. Использовали латунированмый металлокорд конструкции 2ЗДШ/15 и бортовую латунированную проволоку и металлокорд 52Д15/23. Металл подложки - латунированная сталь 70. Латунное покрытие имело следующий состав: медь - 68%, цинк -32%. На станах микроволочения латунированную проволоку Æ1,0 мм подвергали микроволочению на Æ 0,175 мм и 0,15 мм (для получения оплетки - повивочной нити). При этом использовалась эмульсия на основе смазки ОЛОН (15 г/л воды). Состав для обработки поверхности металлокорда готовят следующим образом: в емкость, например, стеклянный стакан, наливают 1 л индустриального масла, затем добавляют 3,5 л смолы ОКТОФОР 10S, предварительно измельченной вручную или механическим путем до порошкообразного состояния. После этого добавляют 0,3 г смазки ЖКБ и перемешивают до получения однородной смеси. Состав наносят «а метадлокорд с помощью смоченного им войлока, который находится в специально сконструированной ванночке, стабильно укрепленной на корпусе канатовьющей машины. Металлокорд 52Л15/23 получен в виде опытной партии по той же технологии микроволочения. Обработка предлагаемыми составами корда 52Л15/23 проводилась с помощью пропитанного ими войлока вручную. Для сопоставительного анализа готовили 9 композиций, включая композицию-прототип. От каждой опытной партии отбирали образцы металлокорда для: 1} определения начальной прочности связи (адгезии) системы металлокорд - резина; 2} адгезии после солевого старения той же системы; 3) адгезии после паровоздушного старения той же системы. Солевое старение резино-металлокордных блоков осуществляли их кипячением в 5%-ном растворе хлористого натрия в течение 24 часов. Паровоздушное старение резино-металлокордных блоков осуществляли в термостате при температуре 90°С в течение 96 часов. Прочность связи вулканизуемых резин с металлдаордом оценивали по Н-методу (ГОСТ 14311-85, корд 29Д15/27) и методу блоков, разработанному НИИ Крупногабаритных шин (ТУ-14-14-1.63 6-80). Метод блоков заключается в том, что блок имеет нить метаялокорда в виде петли для крепления в захвате динамометра. Для определения адгезии металлокорда 29Л 18/15 применяли стандартную резину марки 2 3 1155, для определения адгезии металлокорда 52/115/23 применяли произ-ведетвенную резину марки 2И8755. Обе резины на основе натурального каучука. Приготовление вулканизуемых резиновых смесей осуществляли в лабораторном резиносмесителе емкостью 2 л по двухстадийному процессу. Продолжительность изготовления на первой стадии составляла 4,5 мин при скорости вращения ротора 40 об/мин. Температура в конце цикла смешения - 140-145°С. Структурирующие агенты (модификаторы), ускорители вулканизации и серу вводили в резиносмеситель на второй стадии. Продолжительность второй стадии составляла 2 мин при скорости вращения ротора 30 об/мин. Температура в конце цикла смешения - 105°С, Каждый из вариантов сравнивался с кордом, обработанным по прототипу. Данные сопоставительного анализа сведены в таблицы 1 и 2. Из таблиц следует, что изменение значений количественного содержания компонентов в области, находящейся за указанными в формуле изобретения пределами, приводит к резкому уменьшению адгезионных характеристик после солевого и паровоздушного старения. Применение предлагаемого состава позволяет сохранить адгезию металлокорда к резине на уровне 8090% после солевого старения, что на 20-30% больше, чем при использовании состава-прототипа. То же наблюдается и после паровоздушного старения - 60% против 37%.
ДивитисяДодаткова інформація
Назва патенту англійськоюA composition for the treatment of the surface of the metal cord
Автори англійськоюBALAHLANOVA VALENTYNA OLEKSIIVNA, BEILINOVA LARYSA OLEKSANDRIVNA, HALKIN OLEKSANDR PROKHOROVYCH, Hanina Lidiia Kyrylivna, Danylenko Volodymyr Ostapovych, Dziura Yevhen Antonovych, LAKIZA OLHA VSEVOLODIVNA, ROZHKOV OLEKSANDR DMYTROVYCH, Scherbak Oleksandr Semenovych
Назва патенту російськоюСостав для обработки поверхности металлокорда
Автори російськоюБАЛАГЛАНОВА ВАЛЕНТИНА АЛЕКСЕЕВНА, Бейлинова Лариса Александровна, Галкин Александр Прохорович, Ганина Лидия Кирилловна, Даниленко Владимир Остапович, Дзюра Евгений Антонович, Лакиза Ольга Всеволодовна, Рожков Александр Дмитриевич, Щербак Александр Семенович
МПК / Мітки
МПК: B05D 3/02, B05D 7/20, C10M 101/00, B05D 5/10, B05D 1/26
Мітки: поверхні, обробки, металокорду, склад
Код посилання
<a href="https://ua.patents.su/3-10191-sklad-dlya-obrobki-poverkhni-metalokordu.html" target="_blank" rel="follow" title="База патентів України">Склад для обробки поверхні металокорду</a>
Спосіб обробки поверхні алюмінію та його сплавів
Номер патенту: 2906
Опубліковано: 26.12.1994
Автори: Устименко Валерій Миколайович, Сандулов Дмитро Борисович
МПК: C25F 3/00
Мітки: спосіб, обробки, алюмінію, сплавів, поверхні
Формула / Реферат:
1. Способ обработки поверхности алюминия и его сплавов, включающий подготовку поверхности, электрополирование в растворе, содержащем ортофосфорную и серную кислоты, и пассивирование в кислом растворе, отличающийся тем, что подготовку поверхности ведут при температуре 15-30°С в течение 1-5 минут в растворе. содержащем, мас.%: гидроксид натрия 3-4, трилон Б 2-3, воду 93-95, электрополирование ведут при температуре 40-60°С, напряжении 8-15 В и...
Склад для обробки полікапроамідних комплексних ниток
Номер патенту: 8773
Опубліковано: 30.09.1996
Автори: Петрасюк Любов Віталіївна, Іващенко Василь Михайлович, Дорошенко Валентина Миколаївна, Іоффе Марія Мойсеєвна, Масхевич Лілія Олексіївна, Саідахмедова Гюльбіче Саідахмедовна, Ковальова Ніна Васильівна, Макаровський Микола Іванович
МПК: D06M 15/21, D06M 15/37
Мітки: комплексних, ниток, склад, полікапроамідних, обробки
Формула / Реферат:
1. Состав для обработки поликапроамидных комплексных нитей, включающий подшлихтовочный агент и воду, отличающийся тем, что, с целью улучшения способности их к текстильной переработке, состав дополнительно содержит триэтаноламин и глицерин при следующем соотношении компонентов, мае. %:подшлихтовочный агент 0,08-1,0триэтаноламин 1,3-2,0глицерин 0,5-1,2вода...
Засіб обробки поверхні форм
Номер патенту: 742
Опубліковано: 15.12.1993
Автори: Костюк Богдана Василівна, Куліченко Людмила Андрійовна, Ларіонов Михайло Тихонович, Фрідман Роман Аркадійович, Бурлика Анатолій Пилипович
МПК: B28B 7/38
Мітки: поверхні, засіб, форм, обробки
Формула / Реферат:
Формула изобретенияСпособ обработки поверхностей форм перед формованием строительных изделий путем нанесения смазки, содержащей вазелиновое масло и стеариновую кислоту, отличающийся тем, что, с целью повышения качества поверхности гипсовых изделий и удлинения срока службы форм, наносят смазку, содержащую вазелиновое масло и стеариновую кислоту в соотношении по массе 100:2—100:4, после чего производят обработку 0,5—1,5%-ным...
Спосіб обробки зовнішньої поверхні товстостінного циліндра з радіальними виступами
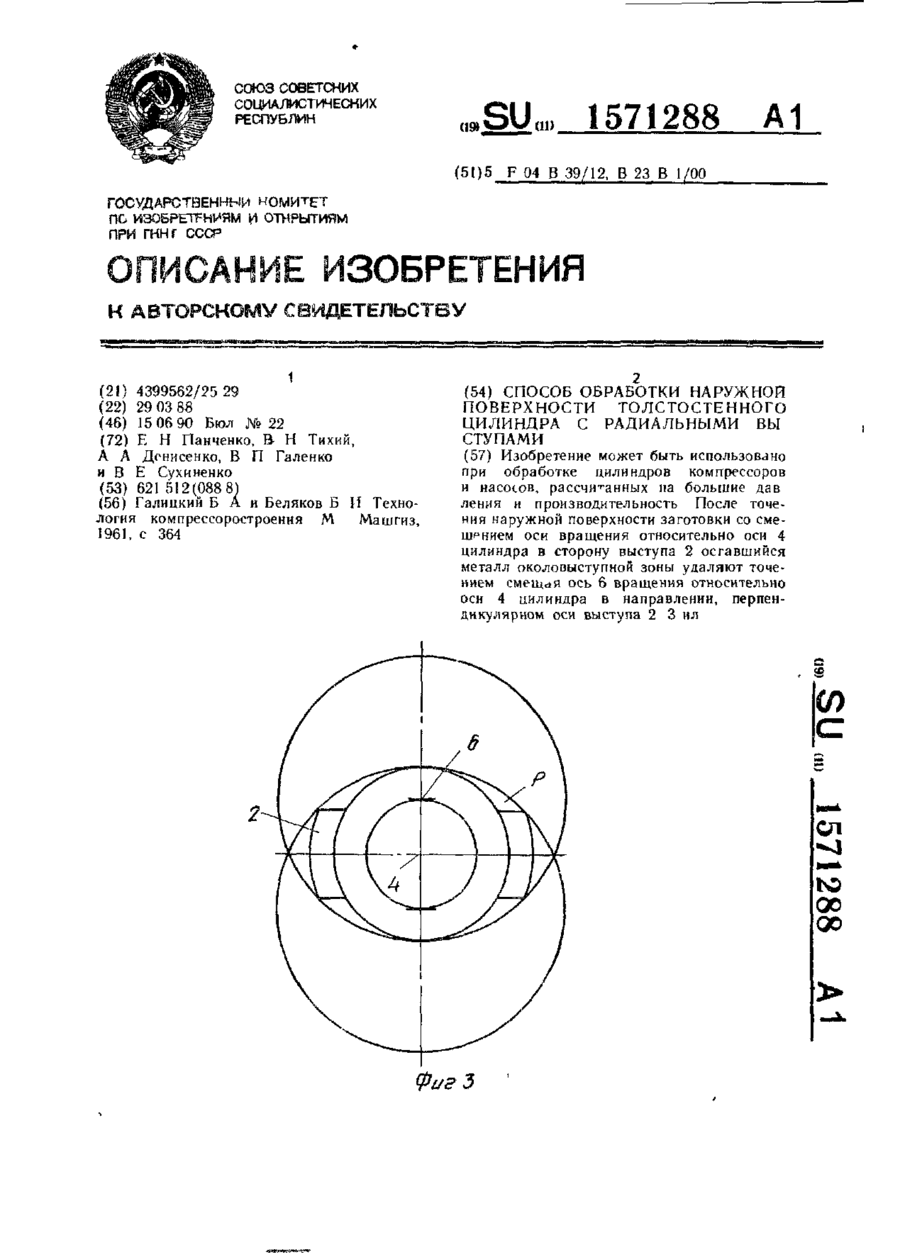
Номер патенту: 2656
Опубліковано: 26.12.1994
Автори: Тихий Володимир Миколайович, Денисенко Олександр Антонович, Сухиненко Володимир Євгенович, Галенко Василь Петрович, Панченко Євген Миколайович
МПК: F04B 39/12, B23B 1/00
Мітки: поверхні, спосіб, радіальними, обробки, зовнішньої, виступами, циліндра, товстостінного
Формула / Реферат:
Способ обработки наружной поверхности толстостенного цилиндра с радиальными выступами, включающий точение наружной поверхности заготовки в зоне выступа со смещением оси вращения относительно оси цилиндра в сторону выступа, отличающийся тем, что, с целью снижения металлоемкости и упрощения технологии, металл околовыступной зоны удаляют точением со смещением оси вращения относительно оси цилиндра в направлении, перпендикулярном оси...
Склад для обробки текстильних матеріалів
Номер патенту: 376
Опубліковано: 30.04.1993
Автори: Степанчук Микола Іванович, Рожко Ельвіра Михайлівна, Лінецька Фаїна Борисівна, Капаниста Лариса Василівна, Глубіш Петро Андрійович
МПК: D06M 15/37, D06M 13/00
Мітки: склад, текстильних, обробки, матеріалів
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Состав для обработки текстильных материалов, содержащий полиэтилгидросилоксан, тетрабутоксититан, перхлорэтилен или трихлорэтилен, о т л и ч а ю щ и й с я тем, что, с целью повышения грязеотталкивающих свойств по отношению к сухому загрязнению, состав содержит указанные компоненты в следующих количествах, мас. %:причем полиэтилгидросилоксан и тетрабутоксититан взяты и массовом...
Попередній патент: Сепаратор бурового розчину
Наступний патент: Спосіб диференційної діагностики гострого пієлонефриту
Випадковий патент: Спосіб відновлення чавунних деталей наплавленням сталевого шару