Спосіб відновлення чавунних деталей наплавленням сталевого шару
Номер патенту: 115445
Опубліковано: 10.04.2017
Автори: Войтюк Валерій Дмитрович, Надточій Олександр Васильович, Тітова Людмила Леонідівна, Роговський Іван Леонідович
Формула / Реферат
Спосіб відновлення чавунних деталей наплавленням сталевого шару, що включає попередній підігрів деталі, наплавлення спрацьованої поверхні з газополуменевим захистом, який відрізняється тим, що наплавлення проводять розщепленим електродом з дискретною (перервною) почерговою подачею двох дротів, які під'єднують до одного полюсу і подають в зварювальну ванну за допомогою подаючого зубчастого ролика, а захисне газокисневе полум'я подають окремо від дроту за допомогою двосоплового газоелектричного пальника.
Текст
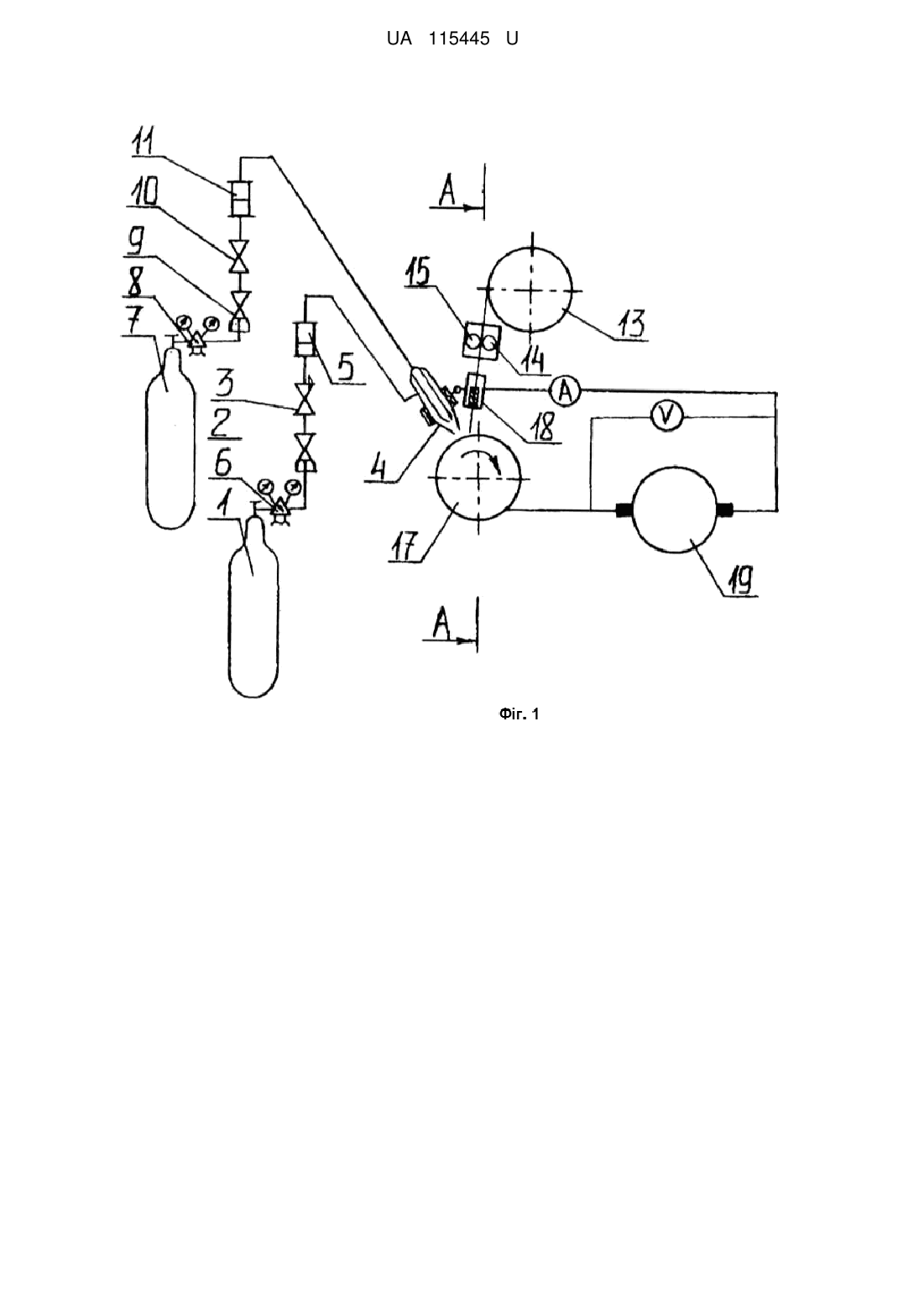
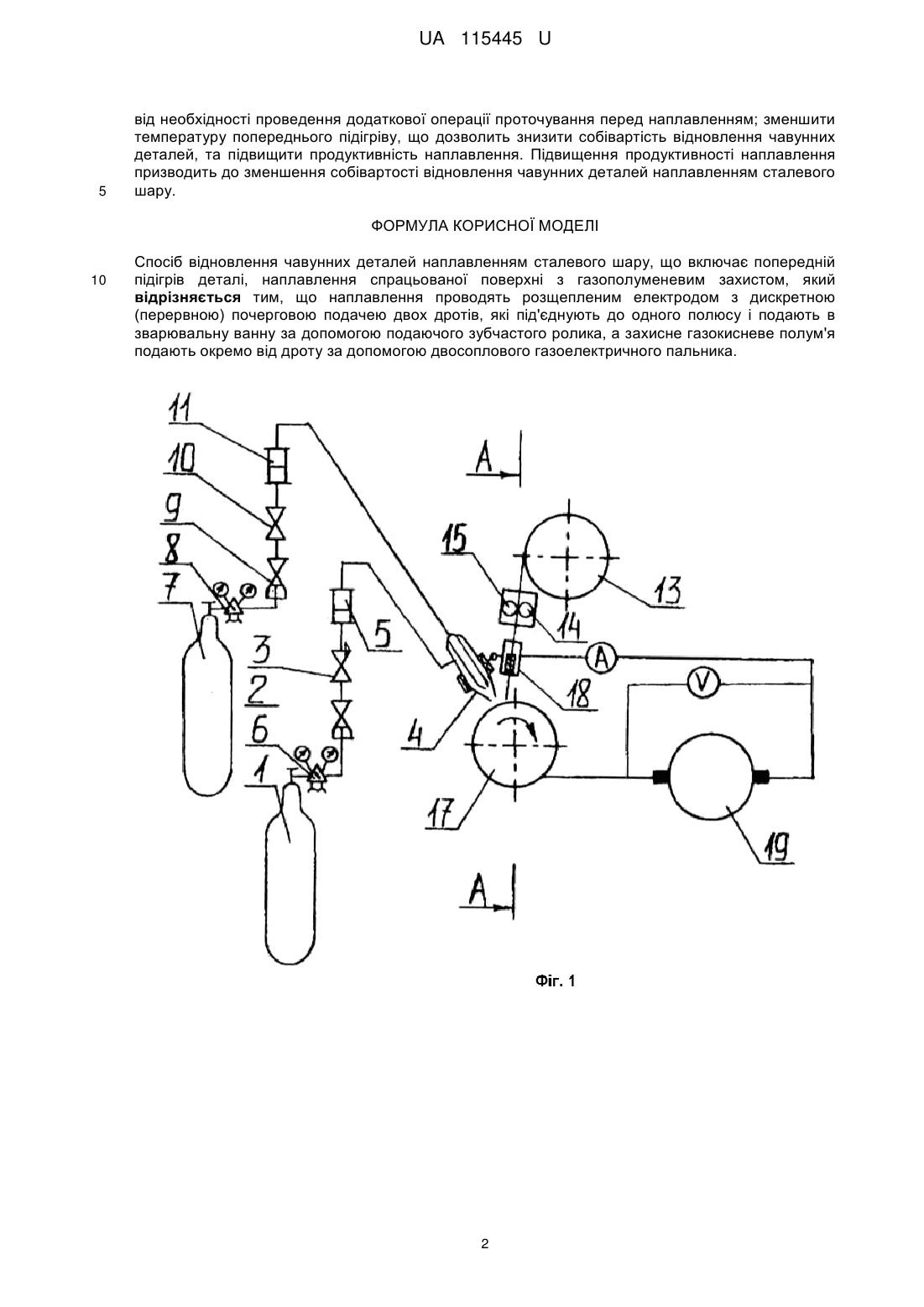
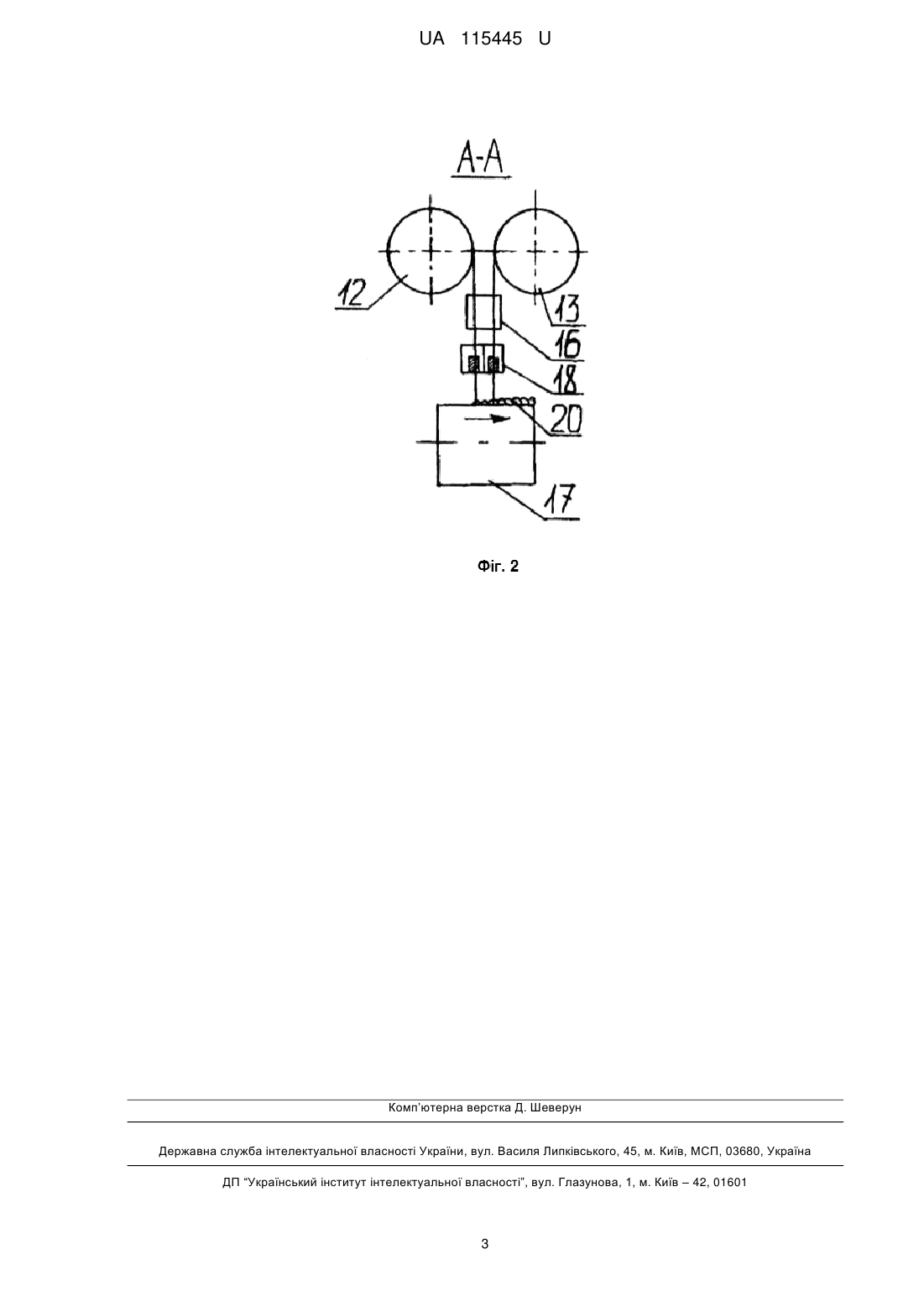
Реферат: Спосіб відновлення чавунних деталей наплавленням сталевого шару включає попередній підігрів деталі, наплавлення спрацьованої поверхні з газополуменевим захистом. При цьому наплавлення проводять розщепленим електродом з дискретною (перервною) почерговою подачею двох дротів, які під'єднують до одного полюсу і подають в зварювальну ванну за допомогою подаючого зубчастого ролика, а захисне газокисневе полум'я подають окремо від дроту за допомогою двосоплового газоелектричного пальника. UA 115445 U (12) UA 115445 U UA 115445 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі матеріалознавства, зокрема до способів відновлення наплавленням спрацьованих циліндричних поверхонь чавунних деталей. Відомий аналог (П.А. Тывончук, В.Н. Науменко, П.В. Космацкий. Восстановление чугунных роликов дуговой наплавкой с газопламенной защитой // Сварочное производство. - №7. - 1988. С. 28-29.). Згідно з цим аналогом, як захисне середовище використовується природний газ і кисень. Зону зварювання захищають зовнішнім кільцевим потоком природного газу від проникнення азоту атмосферного повітря, а шкідливий вплив природного газу, який сприяє пороутворенню, усувається внутрішнім потоком кисню. Зварювальний дріт для наплавлення подається через внутрішній отвір електрозварювального пальника. Недоліком аналога є те, що залишається обмеженість в регулюванні мінімальної долі основного металу в наплавленому, необхідність попереднього нагріву деталей до 350 °С, проведення наплавлення спрацьованих поверхонь чавунних деталей за два-три проходи для забезпечення їх оброблюваності різанням інструментомз лезом та проведення додаткової операції проточування спрацьованої поверхні на глибину 1,5-2,0 мм перед наплавленням. В основу корисної моделі поставлена задача шляхом зменшення долі основного металу в наплавленому та зменшення в останньому вмісту вуглецю забезпечити отримання більш пластичного шару металу з меншою твердістю та кращою оброблюваністю при наплавленні його за меншу кількість проходів. Поставлена задача вирішується тим, що у способі відновлення чавунних деталей наплавленням сталевого шару, що включає попередній підігрів деталі, наплавлення спрацьованої поверхні з газополуменевим захистом, згідно з корисною моделлю, наплавлення проводять розщепленим електродом з дискретною (перервною) почерговою подачею двох дротів, які під'єднують до одного полюсу і подають в зварювальну ванну за допомогою подаючого зубчастого ролика, а захисне газокисневе полум'я подають окремо від дроту за допомогою двосоплового газоелектричного пальника. Запропонована корисна модель відновлення чавунних деталей наплавленням сталевого шару з газополуменевим захистом розщепленим електродом з дискретною подачею дротів є необхідною для захисту зварювальної ванни та пом'якшення термічного циклу в біляшовній зоні забезпечує газокисневе полум'я, яке утворюється пропан-бутаном та технічним киснем, що подаються зовнішнім і внутрішнім концентричними потоками відповідно. Двосополовий газоелектричний пальник розташований окремо від мундштука і розміщується на відстані 45-55 мм від місця горіння дуги, що виключає можливість забризкування сопел пальника. Зменшення долі основного металу забезпечується подачею двох дротів, які під'єднані до одного полюсу джерела живлення, за рахунок значного зменшення глибини проплавлення при практично незмінній висоті підсилення, що спричинено імпульсним плавленням електродного матеріалу за рахунок почергового виникнення дуги на кожному з них і складним магнітним та електричним полям у зоні плавлення і в зварювальній ванні. Регулювання частоти виникнення дуги на електродах здійснюється за рахунок дискретної подачі дротів подаючим зубчастим роликом подаючого механізму. Корисна модель пояснюється кресленням, де на фіг.1 та розріз по А-А і на фіг.2 зображено застосування способу: пропан-бутан з балона 1 подається через відсікач 2 і вентиль 3 в зовнішнє сопло газоелектричного пальника 4; витрата пропан-бутану контролюється ротаметром 5 і регулюється редуктором 6; по аналогії у внутрішнє сопло з балона 7 через редуктор 8, відсікач 9, вентиль 10 і ротаметр 11 подають кисень; два електродні дроти з котушок 12, 13 подаються автоматично при допомозі подаючого зубчастого ролика 14, який забезпечує дискретну подачу, і притискуючого ролика 75 подаючого механізму 16 в зону зварювання до виробу 17; відстань між електродами регулюється мундштуком 18; живлення дуги здійснюється постійним струмом зворотної полярності від джерела зварювального струму з жорсткою характеристикою 19; наплавлений шар 20 фіг. (1, 2). З метою стабілізації процесу наплавлення віддаль між дротами на їх вильоті повинна бути такою, щоб не утворювалась загальна капля (4-8 мм), а дріт, який змотується із котушки 12 (фіг.2), виготовлений із високовуглецевої сталі (до 0,90 % С), дріт, який змотується із котушки 13, виготовлений із низьковуглецевої сталі (до 0,10 % С). Підвищений вміст вуглецю сприяє стабільному горінню дуги між першим електродом та чавуном, а низьковуглецевий дріт зменшує вміст вуглецю в сталевому шарі та пом'якшує термічний цикл і, відповідно, твердість металу шару. Технічне рішення корисної моделі дозволить зменшити долю основного металу в наплавленому в 3,1 рази, зменшити твердість до 27-29 HRC та підвищити пластичність останнього, що в свою чергу дозволить оброблювати інструментом з лезом відновлені циліндричні поверхні чавунних деталей, вже після однопрохідного наплавлення та відмовитись 1 UA 115445 U 5 від необхідності проведення додаткової операції проточування перед наплавленням; зменшити температуру попереднього підігріву, що дозволить знизити собівартість відновлення чавунних деталей, та підвищити продуктивність наплавлення. Підвищення продуктивності наплавлення призводить до зменшення собівартості відновлення чавунних деталей наплавленням сталевого шару. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб відновлення чавунних деталей наплавленням сталевого шару, що включає попередній підігрів деталі, наплавлення спрацьованої поверхні з газополуменевим захистом, який відрізняється тим, що наплавлення проводять розщепленим електродом з дискретною (перервною) почерговою подачею двох дротів, які під'єднують до одного полюсу і подають в зварювальну ванну за допомогою подаючого зубчастого ролика, а захисне газокисневе полум'я подають окремо від дроту за допомогою двосоплового газоелектричного пальника. 2 UA 115445 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 103/06, B23K 9/04, B23K 9/16
Мітки: шару, наплавленням, чавунних, відновлення, спосіб, деталей, сталевого
Код посилання
<a href="https://ua.patents.su/5-115445-sposib-vidnovlennya-chavunnikh-detalejj-naplavlennyam-stalevogo-sharu.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення чавунних деталей наплавленням сталевого шару</a>
Спосіб відновлення чавунних деталей наплавленням сталевого шару
Номер патенту: 31445
Опубліковано: 15.12.2000
Автори: Роговський Іван Леонідович, Тивончук Петро Опанасович
МПК: B23K 9/16
Мітки: деталей, чавунних, наплавленням, відновлення, сталевого, шару, спосіб
Формула / Реферат:
1. Спосіб відновлення чавунних деталей наплавленням сталевого шару, що вміщує попередній підігрів деталі, наплавлення спрацьованої поверхні з газополуменевим захистом, який відрізняється тим, що наплавлення проводять розщепленим електродом з дискретною (перервною) почерговою подачею двох дротів в зварювальну ванну за допомогою подаючого зубчастого ролика.2. Спосіб відновлення чавунних деталей наплавленням по п.1, який відрізняється...
Спосіб відновлення зношених деталей шаруватим наплавленням
Номер патенту: 40490
Опубліковано: 10.04.2009
Автор: Артемчук Віктор Васильович
МПК: C23C 4/00
Мітки: відновлення, зношених, деталей, шаруватим, наплавленням, спосіб
Формула / Реферат:
Спосіб відновлення зношених деталей, при якому на підготовлену поверхню наносять покриття наплавленням, який відрізняється тим, що нанесення відновлювального покриття проводять поперечними шарами, кожний з яких має заздалегідь підібрані фізико-механічні властивості, а саме на відновлювану поверхню наносять по черзі наплавочні валики з двох різних за структурою та твердістю дротів однакової ширини, при цьому твердість наплавочних дротів...
Спосіб відновлення зношених деталей шаруватим наплавленням
Номер патенту: 40492
Опубліковано: 10.04.2009
Автор: Артемчук Віктор Васильович
МПК: C23C 4/00
Мітки: шаруватим, спосіб, деталей, зношених, наплавленням, відновлення
Формула / Реферат:
Спосіб відновлення зношених деталей, при якому на підготовлену поверхню наносять покриття наплавленням, який відрізняється тим, що нанесення відновлювального покриття проводять поздовжньо-поперечно, комірчасто, шарами, кожний з яких має заздалегідь підібрані фізико-механічні властивості, а саме на відновлювану поверхню наносять по черзі наплавочні валики з двох різних за структурою та твердістю дротів однакової ширини, при цьому твердість...
Спосіб відновлення зношених деталей шаруватим наплавленням
Номер патенту: 40491
Опубліковано: 10.04.2009
Автор: Артемчук Віктор Васильович
МПК: C23C 4/00
Мітки: наплавленням, спосіб, відновлення, зношених, шаруватим, деталей
Формула / Реферат:
Спосіб відновлення зношених деталей, при якому на підготовлену поверхню наносять покриття наплавленням, який відрізняється тим, що нанесення відновлювального покриття проводять шарами, кожний з яких має заздалегідь підібрані фізико-механічні властивості, при цьому перший шар - "адгезійний", із твердістю та структурою, близькими до матеріалу основи; другий шар - "робочий", із заданою твердістю та фізико-механічними...
Установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу
Номер патенту: 88720
Опубліковано: 10.11.2009
Автори: Степнов Ксенофонт Ксенофонтович, Матвієнков Сергій Анатольович, Лук'янчиков Олександр Миколайович, Гапонов Борис Петрович, Матвієнко Володимир Миколайович, Зеленський Віктор Євгенович, Бойко Володимир Семенович
МПК: B23K 9/04
Мітки: зміцнення, сталевих, циліндричної, шару, наплавленням, відновлення, металу, деталей, установка, форми, масивних
Формула / Реферат:
Установка для відновлення і зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу, що містить наплавлювальний апарат з металоконструкціями для його переміщення, самохідний візок, механізм кріплення та обертання циліндричних деталей, яка відрізняється тим, що масивна сталева деталь циліндричної форми, що наплавляють, розташована в спеціальному термостатичному кожусі, у верхній частині якого передбачено...
Попередній патент: Консерви філе курки з розмарином
Наступний патент: Спосіб захисту насаджень томатів в технологіях органічного землеробства
Випадковий патент: Механізм голки швейно-обметувальної машини