Склад для газобетону та спосіб виготовлення газобетону
Номер патенту: 10308
Опубліковано: 25.12.1996
Автори: Мельник Леонід Іванович, Шульгін Володимир Васильович
Формула / Реферат
1. Состав для газобетона, включающий цементное вяжущее, кварцевый песок, алюминиевую пудру, добавку и воду, отличающийся тем, что он дополнительно содержит гипс, соду, а в качестве гидрофилизирующей добавки содержит мылонафт, при этом природный кварцевый песок, не подвергшийся помолу, содержит фракцию 0,14 мм от 50 до 70 % по массе при следующем соотношении компонентов, мас. %:
песок кварцевый 29,1 -35,7
сода 0,2-0,3
гипс 1,2-1,5
цемент 28,6-38,8
алюминиевая пудра 0,07-0,1
мылонафт 0,007-0,01
вода остальное.
2. Способ изготовления газобетона, включающий смешивание компонентов состава и заливку его в формы с последующей тепловлажностной обработкой, отличающийся тем, что в смеситель подают природный кварцевый песок с содержанием фракции 0,14 мм от 50 до 70% по массе песка и горячую воду с кальцинированной содой с получением водно-песочной смеси температурой 40-45°С, при этом количество воды составляет 0,9 общего расхода по рецепту состава смеси, после чего в процессе перемешивания вводят гипс, а затем цемент, продолжают перемешивание в течение 3-3,5 минут, после чего в полученную смесь вводят омыленную водную суспензию алюминиевой пудры, предварительно затворенную в горячей воде с температурой 40-45°С, взятой в количестве 0,1 расхода по рецепту состава смеси с добавкой мылонафта, после этого перемешивание состава продолжают в течение 1-1,5 минуты.
Текст
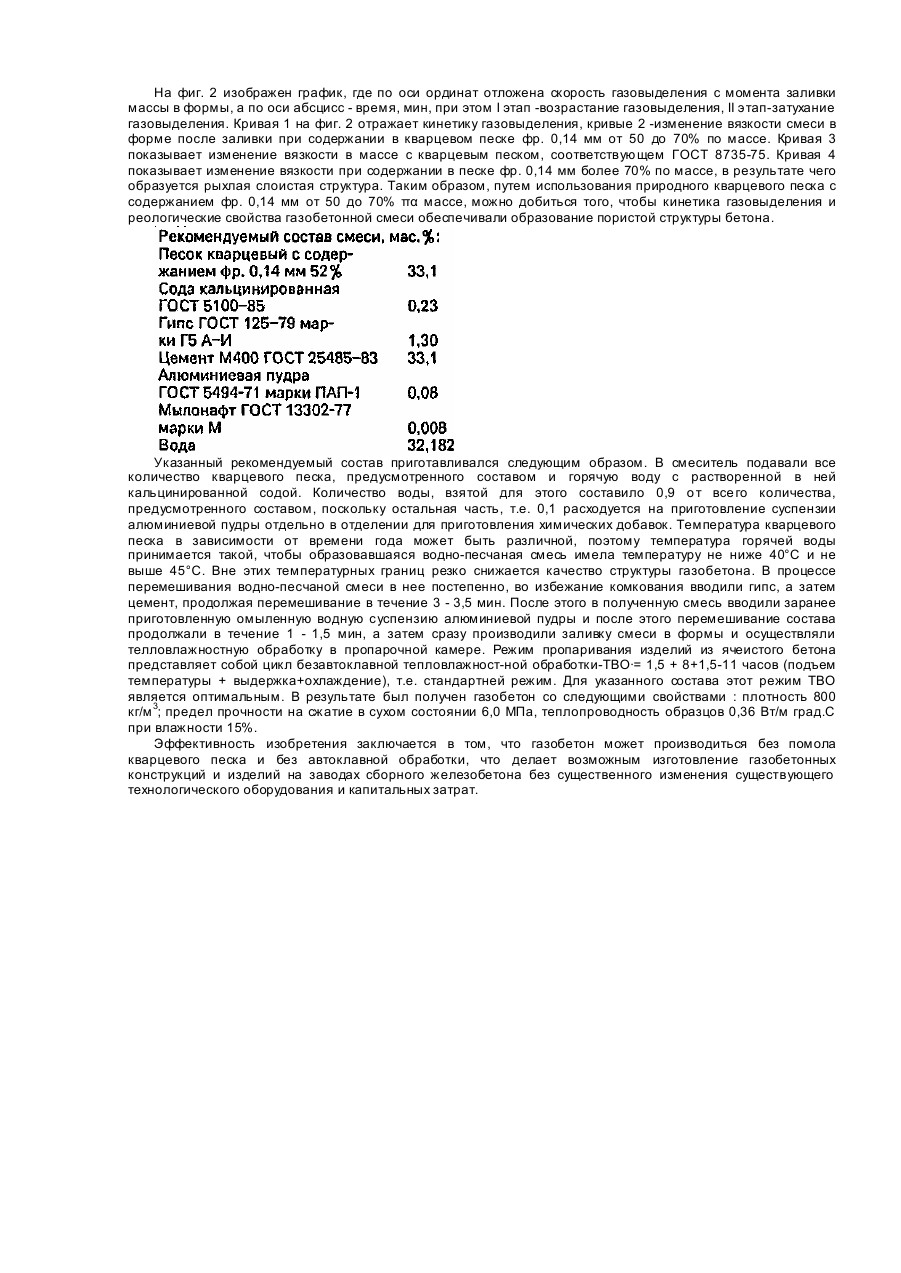
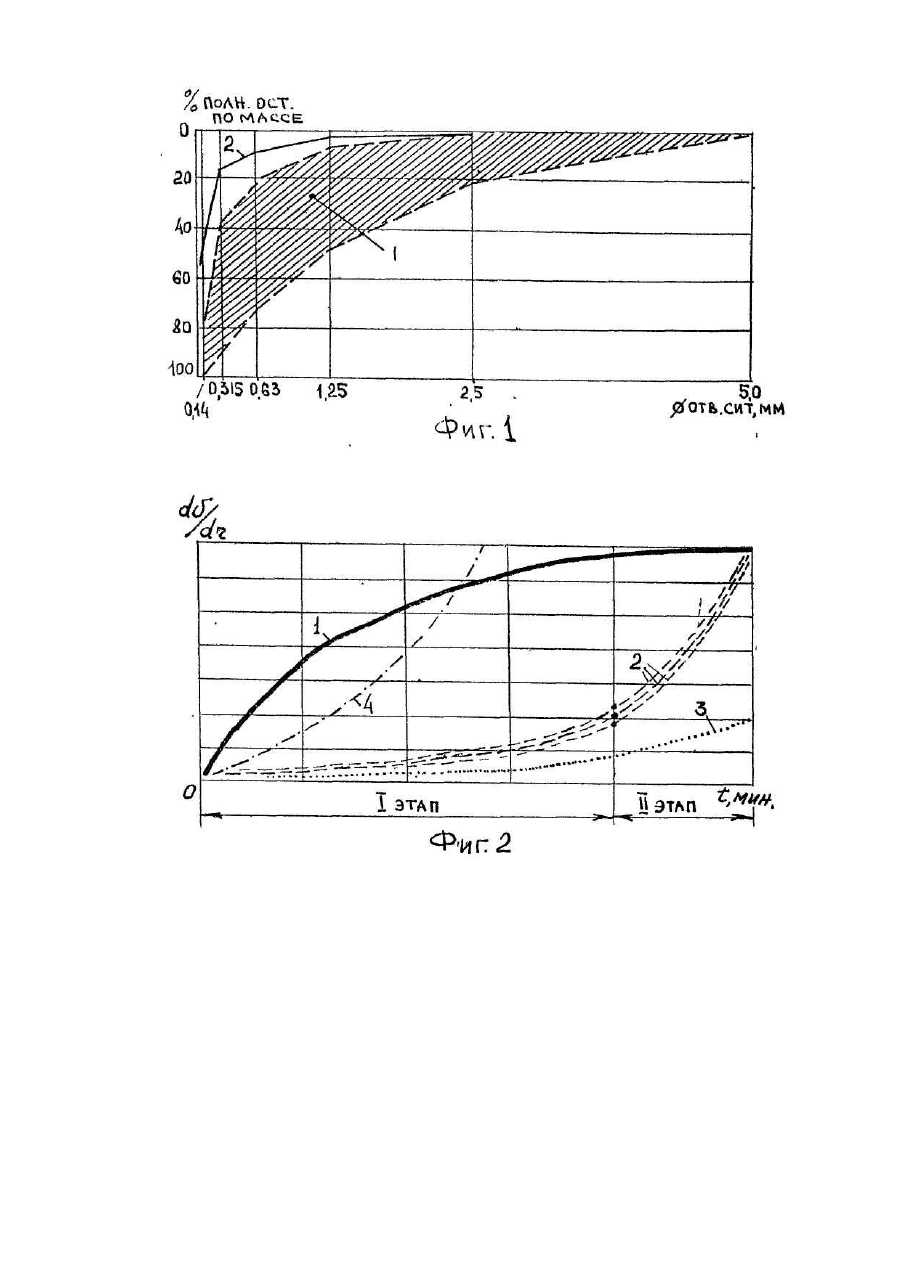
Изобретение относится к производству гтроительных материалов и может быть использовано при изготовлении стеновых и теплоизоляционных конструкций и изделий. Известен состав для изготовления газобетона, в котором смесь содержит известко-во-цементное вяжущее, тонкомолотый кварцевый песок, алюминиевую пудру, добавку в виде сульфитно-дрожжевой бражки, хромовую кислоту, контакт черный нейтрализованный при следующем соотношении компонентов, мас.%: Известково-цементное вяжущее 22,1 -24,7 Тонкомолотый кварцевый песок 39,7 -44,5 при этом в качестве добавки служит смесь, содержащая, мас.%: Недостатком приведенного состава является необходимость использования тонкомолотого кварцевого песка, поскольку кварцевый песок имеет высокую твердость и его помол связан с большими затратами. Известен способ изготовления газобетона, который заключается в том, что при помоле к нефелиновому шламу добавляют золу, предварительно обработанную фторангидритом при соотношении зола:фторангидрит = 1 :(0,1—0,4), а помол осуществляют при В/Т = 0,4 - 0,5 в две стадии, причем на первой стадии вводят обработанную золу при соотношении нефелиновый шлам : зола = 1:(0,8-1), измельчают смесь до получения фракции менее 200 мкм, а на второй стадии к полученной суспензии добавляют обработанную золу до соотношения нефелиновый шлам : зола = 1;(2-3) и окончательно измельчают смесь до получения фракции менее 80 мкм в присутствии раствора хлористого кальция. Недостатком описанного способа является сложность для реализации, - двухстадийный процесс с необходимостью измельчения и точной дозировки, а также использование автоклавной обработки изделий. В основу изобретения состава поставлена задача усовершенствования состава газобетона, в котором подбором ингредиентов смеси достигается возможность использования природного кварцевого песка без помола и за счет этого обеспечиваются реологические свойства смеси для образования поризованной структуры. В основу изобретения способа поставлена задача усовершенствования способа изготовления газобетона, в котором технологический режим тепловлажностной обработки обеспечивает достижение прочностных и теплоизоляционных свойств газобетона при атмосферном давлении без использования автоклава. Поставленная задача усовершенствования состава решается тем, что состав для газобетрна, включающий цементное вяжущее, кварцевый песок, алюминиевую пудру, добавку и воду, согласно изобретению дополнительно содержит гипс, соду, а в качестве гидрофилизирующей добавки содержит мылонафт, при этом природный кварцевый песок, не подвергшийся помолу, содержит фракцию 0,14 мм от 50 до 70% по массе при следующем соотношении компонентов, мас.%: Поставленная задача усовершенствования способа решается тем, что способ изготовления газобетона, включающий смешивание компонентов состава и заливку его в формы с последующей тепловлажностной обработкой, согласно изобретению, в смеситель подают природный кварцевый песок с содержанием фракции 0,14 мм от 50 до 70% по массе песка и горячую воду с кальцинированной содой с получением водно-песочной смеси температурой 40-45°С, при этом количество воды составляет 0,9 общего расхода по рецепту состава смеси, после чего в процессе перемешивании вводят гипс, а затем цемент, продолжают перемешивание в течение 3 - 3,5 минут, после чего в полученную смесь вводят омыленную водную суспензию алюминиевой пудры, предварительно затворенную в горячей воде с температурой 40-45°С, взятой в количестве 0,1 расхода по рецепту состава смеси с добавкой мылонафта, после этого перемешивание состава продолжают в течение 1 -1,5 минуты. Экспериментально установлено то, что решающее влияние на процесс образования пористой структуры газобетона оказывает содержание в кварцевом песке частиц крупностью, соответствующей фракции 0,14 мм при рассеве на наборе стандартных сит. При содержании этой фракции от 50 до 70% ко всей массе песка, можно не подвергать кварцевый песок помолу, получая эффект поризации газобетона. Это происходит потому, что газовые пузырьки, зарождающиеся на поверхности частиц алюминиевой пудры по своим размерам и скорости увеличения диаметров пузырьков эффективно поризуют массу, если соблюдено указанное содержание фракции песка 0,14 мм. На фиг. 1 приведена диаграмма рассеивания кварцевого песка, где ї - зона стандартного песка для строительных работ по ГОСТ 8735-75; 2 - кривая рассеивания песка, в котором частный остаток на сите 0,14 мм составляет 50% по массе. На фиг. 2 изображен график, где по оси ординат отложена скорость газовыделения с момента заливки массы в формы, а по оси абсцисс - время, мин, при этом I этап -возрастание газовыделения, II этап-затухание газовыделения. Кривая 1 на фиг. 2 отражает кинетику газовыделения, кривые 2 -изменение вязкости смеси в форме после заливки при содержании в кварцевом песке фр. 0,14 мм от 50 до 70% по массе. Кривая 3 показывает изменение вязкости в массе с кварцевым песком, соответствующем ГОСТ 8735-75. Кривая 4 показывает изменение вязкости при содержании в песке фр. 0,14 мм более 70% по массе, в результате чего образуется рыхлая слоистая структура. Таким образом, путем использования природного кварцевого песка с содержанием фр. 0,14 мм от 50 до 70% πα массе, можно добиться того, чтобы кинетика газовыделения и реологические свойства газобетонной смеси обеспечивали образование пористой структуры бетона. Указанный рекомендуемый состав приготавливался следующим образом. В смеситель подавали все количество кварцевого песка, предусмотренного составом и горячую воду с растворенной в ней кальцинированной содой. Количество воды, взятой для этого составило 0,9 о т все го количества, предусмотренного составом, поскольку остальная часть, т.е. 0,1 расходуется на приготовление суспензии алюминиевой пудры отдельно в отделении для приготовления химических добавок. Температура кварцевого песка в зависимости от времени года может быть различной, поэтому температура горячей воды принимается такой, чтобы образовавшаяся водно-песчаная смесь имела температуру не ниже 40°С и не выше 45°С. Вне этих температурных границ резко снижается качество структуры газобетона. В процессе перемешивания водно-песчаной смеси в нее постепенно, во избежание комкования вводили гипс, а затем цемент, продолжая перемешивание в течение 3 - 3,5 мин. После этого в полученную смесь вводили заранее приготовленную омыленную водную суспензию алюминиевой пудры и после этого перемешивание состава продолжали в течение 1 - 1,5 мин, а затем сразу производили заливку смеси в формы и осуществляли телловлажностную обработку в пропарочной камере. Режим пропаривания изделий из ячеистого бетона представляет собой цикл безавтоклавной тепловлажност-ной обработки-ΤΒΟ·= 1,5 + 8+1,5-11 часов (подъем температуры + выдержка+охлаждение), т.е. стандартней режим. Для указанного состава этот режим ТВО является оптимальным. В результате был получен газобетон со следующими свойствами : плотность 800 кг/м 3; предел прочности на сжатие в сухом состоянии 6,0 МПа, теплопроводность образцов 0,36 Вт/м град.С при влажности 15%. Эффективность изобретения заключается в том, что газобетон может производиться без помола кварцевого песка и без автоклавной обработки, что делает возможным изготовление газобетонных конструкций и изделий на заводах сборного железобетона без существенного изменения существующего технологического оборудования и капитальных затрат.
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition for gas concrete and process for production of gas concrete
Автори англійськоюShulhin Volodymyr Vasyliovych, Melnyk Leonid Ivanovych
Назва патенту російськоюСостав для газобетона и способ изготовления газобетона
Автори російськоюШульгин Владимир Васильевич, Мельник Леонид Иванович
МПК / Мітки
МПК: C04B 28/04, C04B 38/02, C04B 14/06
Мітки: склад, виготовлення, спосіб, газобетону
Код посилання
<a href="https://ua.patents.su/3-10308-sklad-dlya-gazobetonu-ta-sposib-vigotovlennya-gazobetonu.html" target="_blank" rel="follow" title="База патентів України">Склад для газобетону та спосіб виготовлення газобетону</a>
Склад для виготовлення вогнетривкого покриття
Номер патенту: 7852
Опубліковано: 26.12.1995
Автори: Залунін Володимир Федорович, Станкевич Станіслав Миколайович, Клімова Олена Анатоліївна, Бєліков Анатолій Серафимович, Красавіна Ольга Євгеніївна, Крикунов Генадій Миколайович
МПК: C04B 7/14, C04B 35/00, C04B 14/00
Мітки: вогнетривкого, склад, покриття, виготовлення
Формула / Реферат:
Состав для изготовления огнеупорного покрытия, включающий жидкое стекло, шамотный песок, магниевый концентрат, полиметилсилоксановый пеногаситель, кубовые остатки производства морфолина, отличающийся тем, что он дополнительно содержит высококипящие фракции производства морфолина (М-2) при следующем соотношении компонентов, маc. %:магниевый концентрат 40 -...
Склад важкого бетону

Номер патенту: 10072
Опубліковано: 30.09.1996
Автори: Спицька Ала Миколаївна, Чорнорот Ігор Іванович, Біломеря Микола Андрійович
МПК: C04B 18/12
Формула / Реферат:
Состав тяжелого бетона, состоящий из цемента, песка, щебня и воды, отличающийся тем, что он дополнительно содержит отсев камня гранитовых пород фракции 0,1-5,0 мм при следующем содержании компонентов, мас.%:цемент 12,5-12,7песок 5,5-21,7щебень 53,0-53,5отсев камня гранитовых...
Склад для розчинення сірки і спосіб його отримання
Номер патенту: 3617
Опубліковано: 27.12.1994
Автори: Моріс Каррез, Патріс Гесне
МПК: C01B 17/02, C09K 8/52
Мітки: отримання, розчинення, склад, спосіб, сірки
Формула / Реферат:
1. Состав для растворения серы, включающий диметилполисульфиды и добавку, выбранную из группы, содержащей амин, амид, меркаптан и меркаптид, отличающийся тем, что, с целью обеспечения возможности многократного использования состава, он содержит диметилполисульфиды общей формулы СН3SxСН3, где х = 2...7, при следующем соотношении компонентов, мас.%:СН3S2СН3 0,5-2,0 СН3S3СН3 10,2-12,1...
Склад шихти для виготовлення вогнетривів
Номер патенту: 8729
Опубліковано: 30.09.1996
Автори: Карась Генріх Юхимович, Ентін Володимир Ісакович, Бакшеєва Віра Сергіївна, Федорук Ростислав Мефодійович, Турчінова Лариса Миколаївна, Пітак Миколай Васильович, Хмеленко Тетяна Петрівна
МПК: C04B 35/14
Мітки: шихти, виготовлення, вогнетривів, склад
Формула / Реферат:
Состав шихты для изготовления огнеупоров, включающий кремний кристаллический и кремнезем, отличающийся тем, что, с целью повышения содержания оксинитрида кремния в материале, равномерности состава по сечению, газоплотности и прочности, он содержит кремний и кремнезем фракции £ 60 мкм и дополнительно тонкомолотые пирофиллит фракции £ 60 мкм и отходы графитации электродного производства фракции £ 90 мкм при следующем...
Шихта для виготовлення фасонних теплоізоляційних виробів
Номер патенту: 8721
Опубліковано: 30.09.1996
Автори: Писарєва Ніна Володимирівна, Саєнко Євген Петрович, Сандуца Тамара Михайлівна, Кулаєнко Світлана Іванівна, Ципін Савелій Якович
МПК: C04B 35/10, C04B 38/00
Мітки: виробів, виготовлення, шихта, фасонних, теплоізоляційних
Формула / Реферат:
Шихта для изготовления фасонных теплоизоляционных изделий, включающая глиноземсодержащий и порообразующий компоненты, глину, песок кварцевый и СДБ, отличающаяся тем, что, с целью повышения прочности сырца и обожженных изделий, снижения усадки и упрощения технологии за счет увеличения подвижности массы, она в качестве глиноземсодержащего и порообразующего компонентов содержит отходы пористого корундового легковеса фракции менее 5 мм и...
Попередній патент: Металопористий катод
Наступний патент: Багатотактний роторний двигун внутрішнього згоряння
Випадковий патент: Спосіб задання поживного складу яблука