Спосіб виготовлення різців для гірничих машин
Номер патенту: 10803
Опубліковано: 25.12.1996
Автори: Заневчик Ярослав Антонович, Олейніков Борис Андрійович, Свешніков Ігор Аркадійович, Краснік Вячеслав Григорович, Бляхер Олександр Володимирович
Формула / Реферат
1. Способ изготовления резцов для горных машин, по которому изготавливают корпус резца, фрезеруют на его передней поверхности паз под алмазно-твердосплавную пластину (АТП), базируют АТП и осуществляют ее закрепление, отличающийся тем, что на передней поверхности резца фрезеруют глухой цилиндрический паз, а АТП базируют по ее задней поверхности.
2. Способ по п. 1, отличающийся тем, что паз фрезеруют под углом к опорной поверхности, выбранным из условия выступания АТП относительно корпуса.
3. Способ по п.1, отличающийся тем, что после закрепления АТП поверхность корпуса, охватывающую заднюю поверхность АТП, удаляют.
Текст
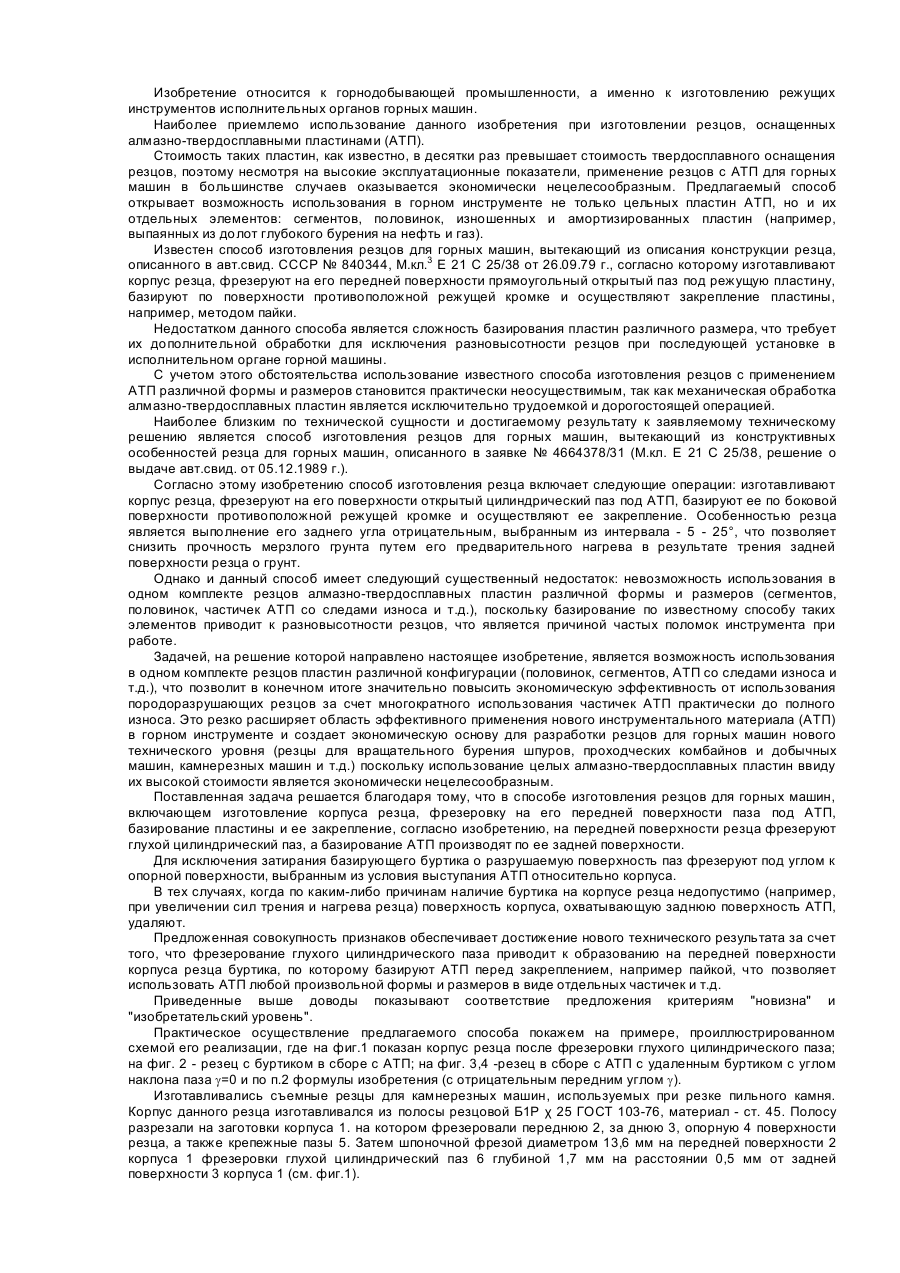
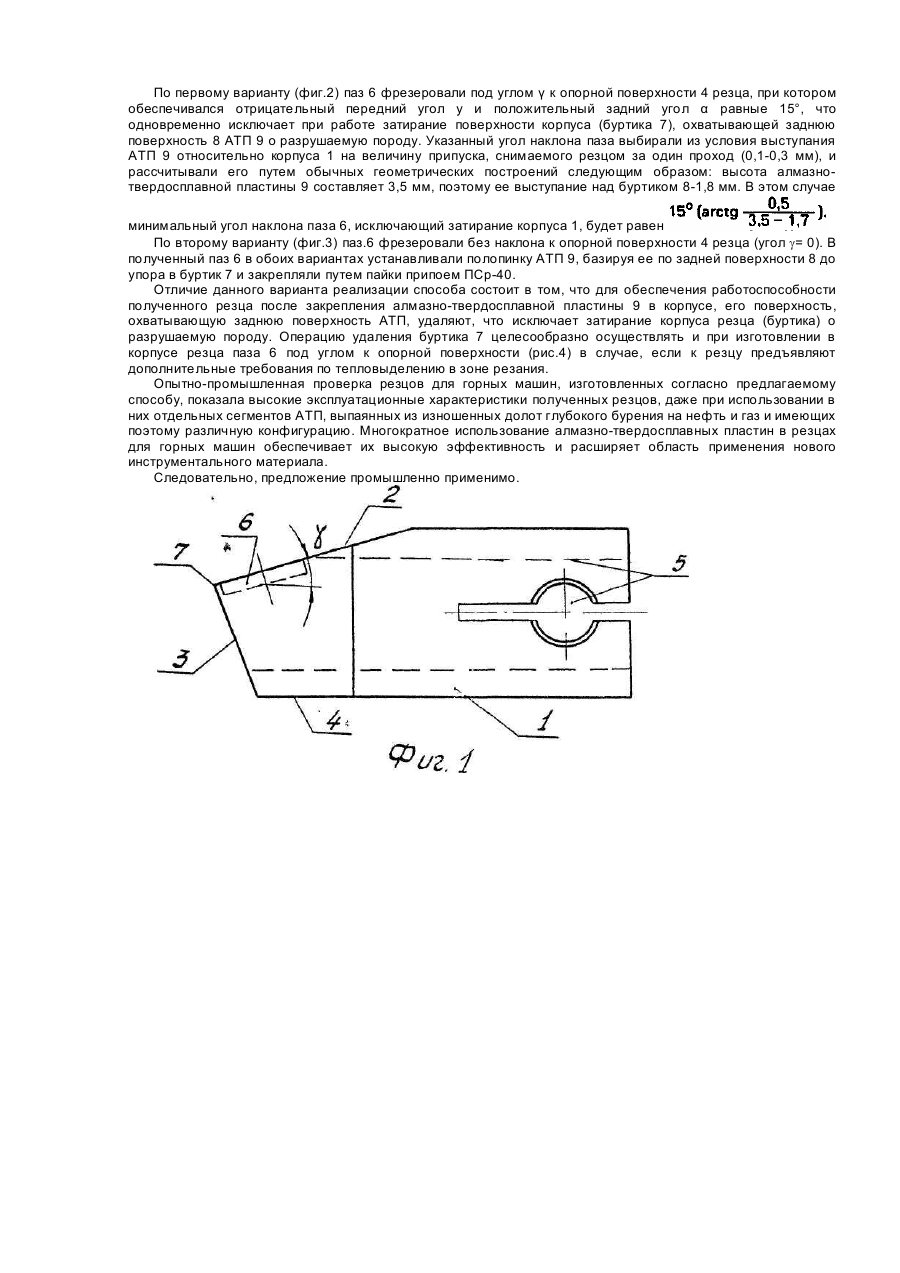
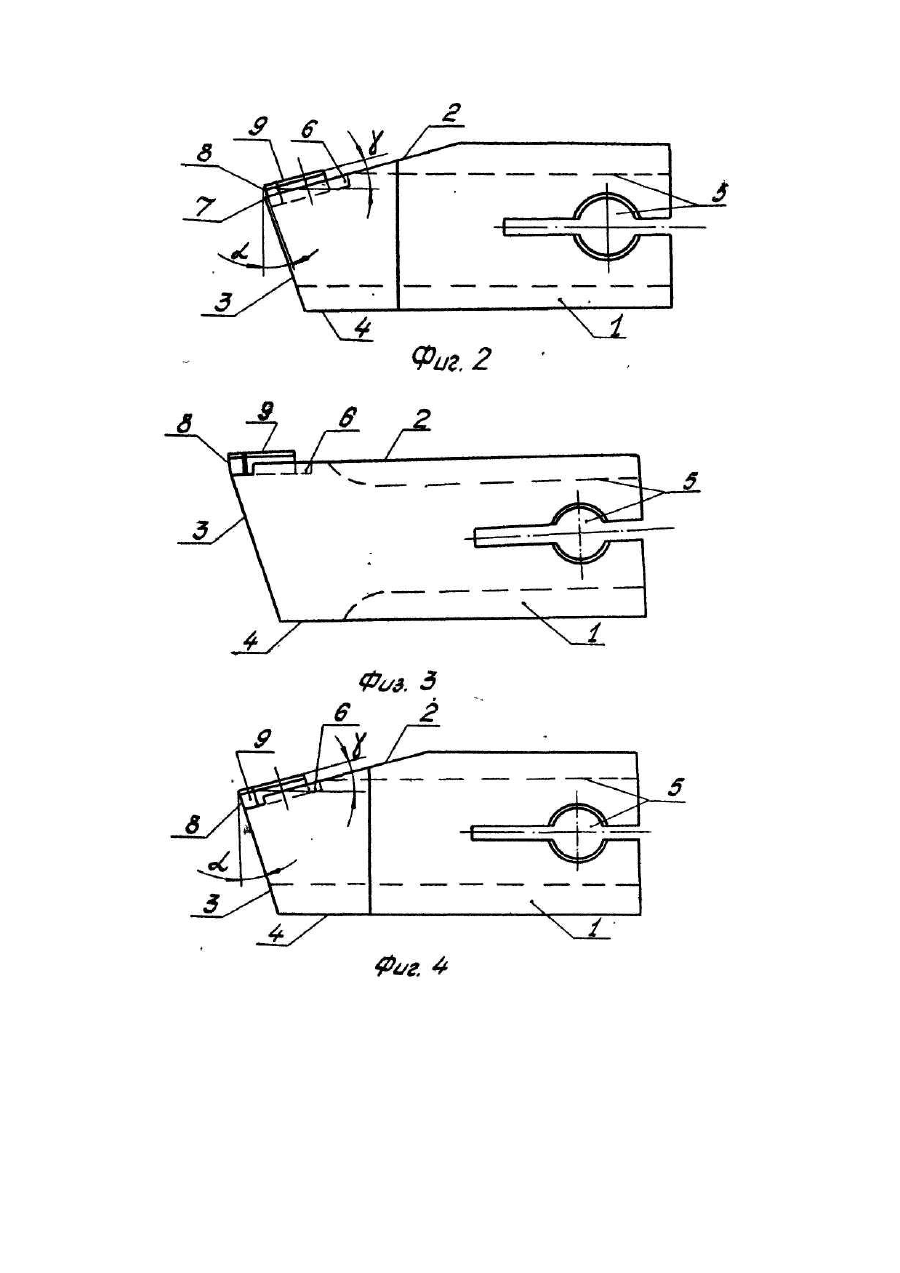
Изобретение относится к горнодобывающей промышленности, а именно к изготовлению режущих инструментов исполнительных органов горных машин. Наиболее приемлемо использование данного изобретения при изготовлении резцов, оснащенных алмазно-твердосплавными пластинами (АТП). Стоимость таких пластин, как известно, в десятки раз превышает стоимость твердосплавного оснащения резцов, поэтому несмотря на высокие эксплуатационные показатели, применение резцов с АТП для горных машин в большинстве случаев оказывается экономически нецелесообразным. Предлагаемый способ открывает возможность использования в горном инструменте не только цельных пластин АТП, но и их отдельных элементов: сегментов, половинок, изношенных и амортизированных пластин (например, выпаянных из долот глубокого бурения на нефть и газ). Известен способ изготовления резцов для горных машин, вытекающий из описания конструкции резца, описанного в авт.свид. СССР № 840344, М.кл.3 Ε 21 С 25/38 от 26.09.79 г., согласно которому изготавливают корпус резца, фрезеруют на его передней поверхности прямоугольный открытый паз под режущую пластину, базируют по поверхности противоположной режущей кромке и осуществляют закрепление пластины, например, методом пайки. Недостатком данного способа является сложность базирования пластин различного размера, что требует их дополнительной обработки для исключения разновысотности резцов при последующей установке в исполнительном органе горной машины. С учетом этого обстоятельства использование известного способа изготовления резцов с применением АТП различной формы и размеров становится практически неосуществимым, так как механическая обработка алмазно-твердосплавных пластин является исключительно трудоемкой и дорогостоящей операцией. Наиболее близким по технической сущности и достигаемому результату к заявляемому техническому решению является способ изготовления резцов для горных машин, вытекающий из конструктивных особенностей резца для горных машин, описанного в заявке № 4664378/31 (М.кл. Ε 21 С 25/38, решение о выдаче авт.свид. от 05.12.1989 г.). Согласно этому изобретению способ изготовления резца включает следующие операции: изготавливают корпус резца, фрезеруют на его поверхности открытый цилиндрический паз под АТП, базируют ее по боковой поверхности противоположной режущей кромке и осуществляют ее закрепление. Особенностью резца является выполнение его заднего угла отрицательным, выбранным из интервала - 5 - 25°, что позволяет снизить прочность мерзлого грунта путем его предварительного нагрева в результате трения задней поверхности резца о грунт. Однако и данный способ имеет следующий существенный недостаток: невозможность использования в одном комплекте резцов алмазно-твердосплавных пластин различной формы и размеров (сегментов, половинок, частичек АТП со следами износа и т.д.), поскольку базирование по известному способу таких элементов приводит к разновысотности резцов, что является причиной частых поломок инструмента при работе. Задачей, на решение которой направлено настоящее изобретение, является возможность использования в одном комплекте резцов пластин различной конфигурации (половинок, сегментов, АТП со следами износа и т.д.), что позволит в конечном итоге значительно повысить экономическую эффективность от использования породоразрушающих резцов за счет многократного использования частичек АТП практически до полного износа. Это резко расширяет область эффективного применения нового инструментального материала (АТП) в горном инструменте и создает экономическую основу для разработки резцов для горных машин нового технического уровня (резцы для вращательного бурения шпуров, проходческих комбайнов и добычных машин, камнерезных машин и т.д.) поскольку использование целых алмазно-твердосплавных пластин ввиду их высокой стоимости является экономически нецелесообразным. Поставленная задача решается благодаря тому, что в способе изготовления резцов для горных машин, включающем изготовление корпуса резца, фрезеровку на его передней поверхности паза под АТП, базирование пластины и ее закрепление, согласно изобретению, на передней поверхности резца фрезеруют глухой цилиндрический паз, а базирование АТП производят по ее задней поверхности. Для исключения затирания базирующего буртика о разрушаемую поверхность паз фрезеруют под углом к опорной поверхности, выбранным из условия выступания АТП относительно корпуса. В тех случаях, когда по каким-либо причинам наличие буртика на корпусе резца недопустимо (например, при увеличении сил трения и нагрева резца) поверхность корпуса, охватывающую заднюю поверхность АТП, удаляют. Предложенная совокупность признаков обеспечивает достижение нового технического результата за счет того, что фрезерование глухого цилиндрического паза приводит к образованию на передней поверхности корпуса резца буртика, по которому базируют АТП перед закреплением, например пайкой, что позволяет использовать АТП любой произвольной формы и размеров в виде отдельных частичек и т.д. Приведенные выше доводы показывают соответствие предложения критериям "новизна" и "изобретательский уровень". Практическое осуществление предлагаемого способа покажем на примере, проиллюстрированном схемой его реализации, где на фиг.1 показан корпус резца после фрезеровки глухого цилиндрического паза; на фиг. 2 - резец с буртиком в сборе с АТП; на фиг. 3,4 -резец в сборе с АТП с удаленным буртиком с углом наклона паза g=0 и по п.2 формулы изобретения (с отрицательным передним углом g). Изготавливались съемные резцы для камнерезных машин, используемых при резке пильного камня. Корпус данного резца изготавливался из полосы резцовой Б1Р χ 25 ГОСТ 103-76, материал - ст. 45. Полосу разрезали на заготовки корпуса 1. на котором фрезеровали переднюю 2, за днюю 3, опорную 4 поверхности резца, а также крепежные пазы 5. Затем шпоночной фрезой диаметром 13,6 мм на передней поверхности 2 корпуса 1 фрезеровки глухой цилиндрический паз 6 глубиной 1,7 мм на расстоянии 0,5 мм от задней поверхности 3 корпуса 1 (см. фиг.1). По первому варианту (фиг.2) паз 6 фрезеровали под углом γ к опорной поверхности 4 резца, при котором обеспечивался отрицательный передний угол у и положительный задний угол α равные 15°, что одновременно исключает при работе затирание поверхности корпуса (буртика 7), охватывающей заднюю поверхность 8 АТП 9 о разрушаемую породу. Указанный угол наклона паза выбирали из условия выступания АТП 9 относительно корпуса 1 на величину припуска, снимаемого резцом за один проход (0,1-0,3 мм), и рассчитывали его путем обычных геометрических построений следующим образом: высота алмазнотвердосплавной пластины 9 составляет 3,5 мм, поэтому ее выступание над буртиком 8-1,8 мм. В этом случае минимальный угол наклона паза 6, исключающий затирание корпуса 1, будет равен По второму варианту (фиг.3) паз.6 фрезеровали без наклона к опорной поверхности 4 резца (угол g= 0). В полученный паз 6 в обоих вариантах устанавливали полопинку АТП 9, базируя ее по задней поверхности 8 дο упора в буртик 7 и закрепляли путем пайки припоем ПСр-40. Отличие данного варианта реализации способа состоит в том, что для обеспечения работоспособности полученного резца после закрепления алмазно-твердосплавной пластины 9 в корпусе, его поверхность, охватывающую заднюю поверхность АТП, удаляют, что исключает затирание корпуса резца (буртика) о разрушаемую породу. Операцию удаления буртика 7 целесообразно осуществлять и при изготовлении в корпусе резца паза 6 под углом к опорной поверхности (рис.4) в случае, если к резцу предъявляют дополнительные требования по тепловыделению в зоне резания. Опытно-промышленная проверка резцов для горных машин, изготовленных согласно предлагаемому способу, показала высокие эксплуатационные характеристики полученных резцов, даже при использовании в них отдельных сегментов АТП, выпаянных из изношенных долот глубокого бурения на нефть и газ и имеющих поэтому различную конфигурацию. Многократное использование алмазно-твердосплавных пластин в резцах для горных машин обеспечивает их высокую эффективность и расширяет область применения нового инструментального материала. Следовательно, предложение промышленно применимо.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making cutters for mining machines
Автори англійськоюKrasnik Viacheslav Hryhorovych, Sveshnikov Ihor Arkadiiovych, Oleinikov Borys Andriiovych, Bliakher Oleksandr Volodymyrovych, Zanievchyk Yaroslav Antonovych
Назва патенту російськоюСпособ изготовления резцов для горных машин
Автори російськоюКрасник Вячеслав Григорьевич, Свешников Игорь Аркадиевич, Олейников Борис Андреевич, Бляхер Александр Владимирович, Заневчик Ярослав Антонович
МПК / Мітки
МПК: E21C 35/18
Мітки: виготовлення, машин, різців, гірничих, спосіб
Код посилання
<a href="https://ua.patents.su/3-10803-sposib-vigotovlennya-rizciv-dlya-girnichikh-mashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення різців для гірничих машин</a>
Гідравлічний розподільник з електромагнітним приводом для гірничих машин
Номер патенту: 7581
Опубліковано: 29.09.1995
Автори: Янченко Аркадій Андрійович, Полторацков Василь Якович
МПК: E21D 23/16
Мітки: розподільник, гірничих, приводом, електромагнітним, машин, гідравлічний
Формула / Реферат:
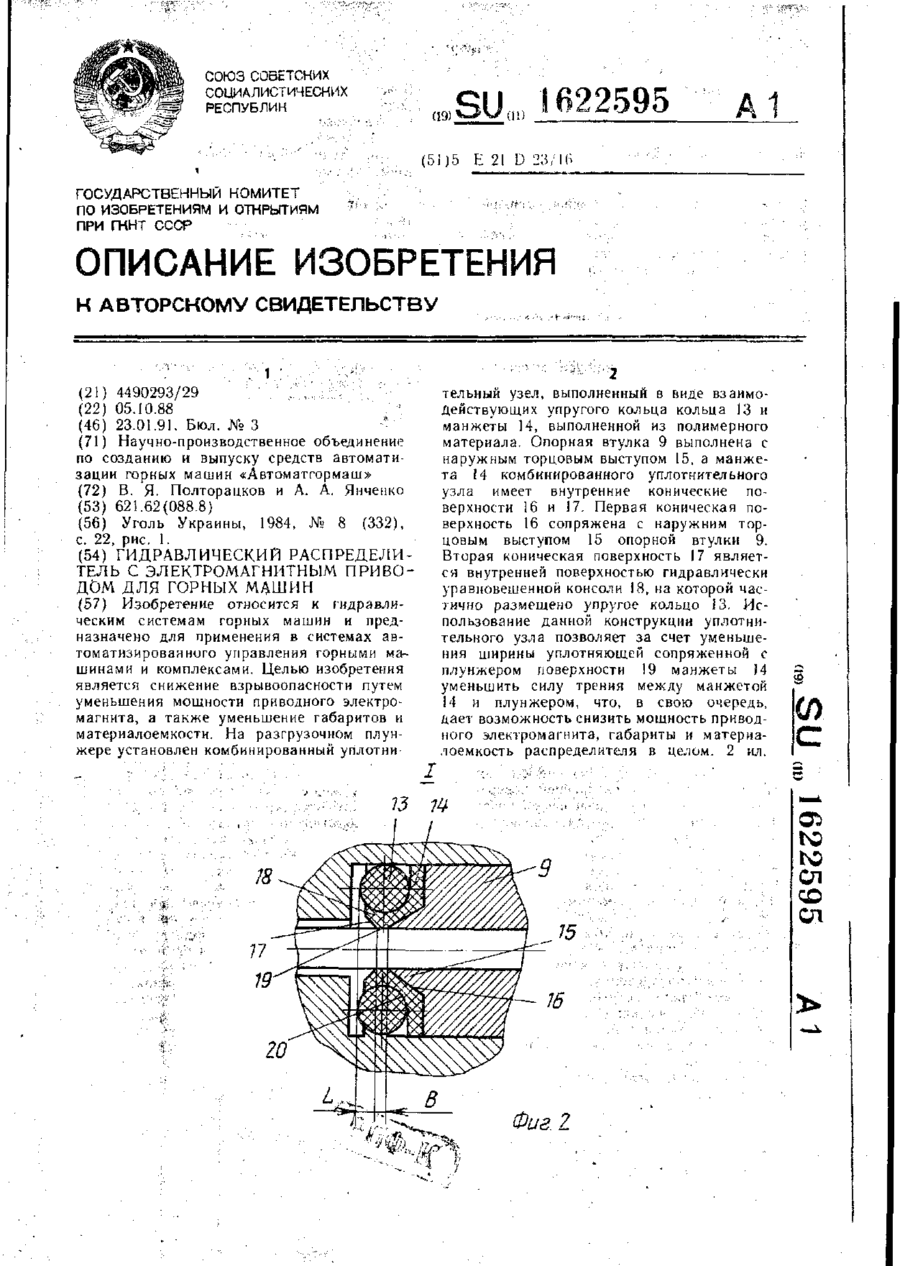
Гидравлический распределитель с электромагнитным приводом для горных машин, содержащий приводной электромагнит, корпус, в котором соосно-подвижно установлены контактирующие между собой уравновешенный распределительный узел, разгрузочный плунжер с опорной втулкой,) возвратную пружину и толкатель, связанный с якорем электромагнитного привода, а комбинированный уплотнительный узел, выполненный в виде взаимодействующих упругого кольца и...
Двогусенична платформа для гірничих машин
Номер патенту: 3993
Опубліковано: 27.12.1994
Автори: Сероноженко Віктор Ілліч, Кочергін Борис Михайлович, Луненок Микола Ісакович
МПК: E02F 3/76
Мітки: двогусенична, машин, платформа, гірничих
Формула / Реферат:
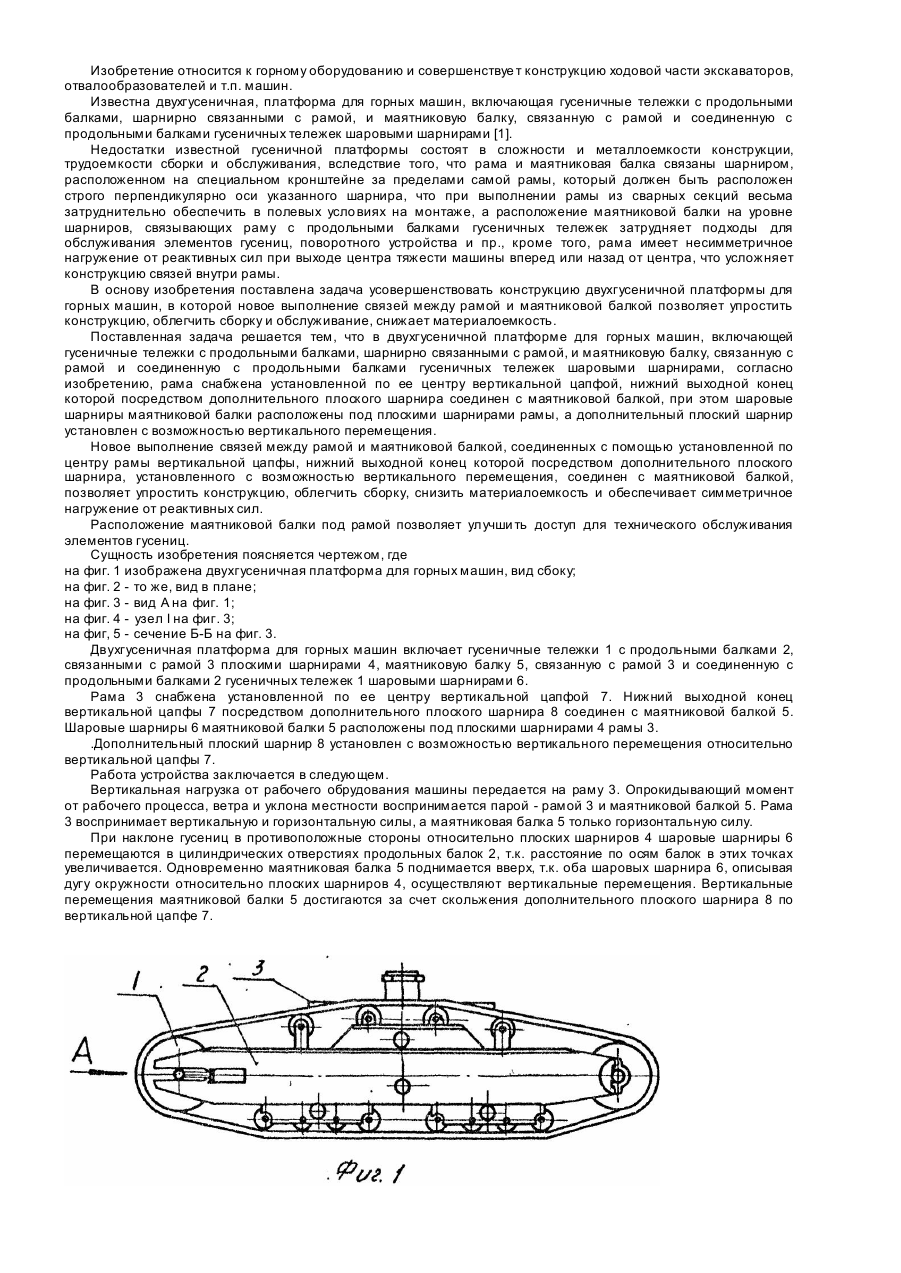
Двухгусеничная платформа для горных машин, включающая гусеничные тележки с продольными балками, шарнирно связанными с рамой, и маятниковую балку, связанную с рамой и соединенную с продольными балками гусеничных тележек шаровыми шарнирами, отличающаяся тем, что рама снабжена установленной по ее центру вертикальной цапфой, нижний выходной конец которой посредством дополнительного плоского шарнира соединен с маятниковой балкой, при этом шаровые...
Спосіб диагностики технічного становища трансмісій гірничих машин з приводним двигуном
Номер патенту: 7606
Опубліковано: 29.09.1995
Автори: Сілаєв Віктор Іванович, Альшан Олександр Абрамович, Резніков Володимир Олександрович
МПК: E21C 35/24
Мітки: технічного, трансмісій, гірничих, спосіб, приводним, діагностики, двигуном, машин, становища
Формула / Реферат:
Способ диагностики технического состояния трансмиссий горных машин с приводным двигателем, заключающийся в регистрации вибрационного сигнала трансмиссии, получении его полосового амплитудно-частотного спектра и выделении сигнала огибающей спектра, отличающийся тем, что, с целью повышения достоверности за счет учета влияния нагрузки на диагностический признак и некритичности к точке измерения вибраций, задают значения токов приводного...
Спосіб лісовпорядкування відвалів скельних гірничих порід
Номер патенту: 7307
Опубліковано: 30.06.1995
Автори: Півень Володимир Олександрович, Іванов Віктор Іванович, Пирєєв Михайло Михайлович, Романенко Олександр Васильович, Панчошний Микола Максимович, Шапурін Олександр Васильович, Головко Віталій Васильович, Терещенко Володимир Федорович
МПК: E21C 41/32
Мітки: порід, лісовпорядкування, гірничих, спосіб, відвалів, скельних
Формула / Реферат:
Способ облесения отвалов скальных горных пород, включающий высадку в посадочные лунки однолетних саженцев неприхотливых растений, отличающийся тем, что в объеме посадочной лунки формируют куски горных пород таким образом, чтобы содержание кусков размером менее 3 мм составляло более 40% от общего их количества.
Спосіб виготовлення робочих органів сільськогосподарських машин
Номер патенту: 4635
Опубліковано: 28.12.1994
Автори: Федорін Олександр Михайлович, Груздева Олена Володимирівна, Хильчевський Володимир Васильович
МПК: B23K 10/00
Мітки: органів, спосіб, сільськогосподарських, робочих, виготовлення, машин
Формула / Реферат:
Способ изготовления рабочих органов сельскохозяйственных мащин, включающий операции воздушно-плазменного вырезания контура изделия из листа металла с одновременным формированием режущей кромки при движении плазмотрона по заданной траектории, отличающийся тем, что операцию вырезания контура изделия и формирования режущей кромки осуществляют при движении плазмотрона с приращением скорости на каждые 50А увеличения рабочего тока,...
Попередній патент: Спосіб видобування цинку
Наступний патент: Ротор ортогональної вітроустановки
Випадковий патент: Конструкційна сталь