Спосіб шліфування
Номер патенту: 11678
Опубліковано: 16.01.2006
Автори: Сойченко Лілія Анатоліївна, Пестунов Володимир Михайлович
Формула / Реферат
Спосіб шліфування, при якому в процесі формоутворення заготовці і інструменту надають повний цикл рухів і холостих переміщень, а жорсткість технологічної системи в напрямку утворення розміру поступінчато змінюють, причому врізання шліфувального круга в заготовку обмежують жорстким упором, який відрізняється тим, що в кожному з послідовно виконуваних елементів циклу визначають параметр оптимального управління, а в процесі виконання циклу структуру управління змінюють у відповідності з цим параметром.
Текст
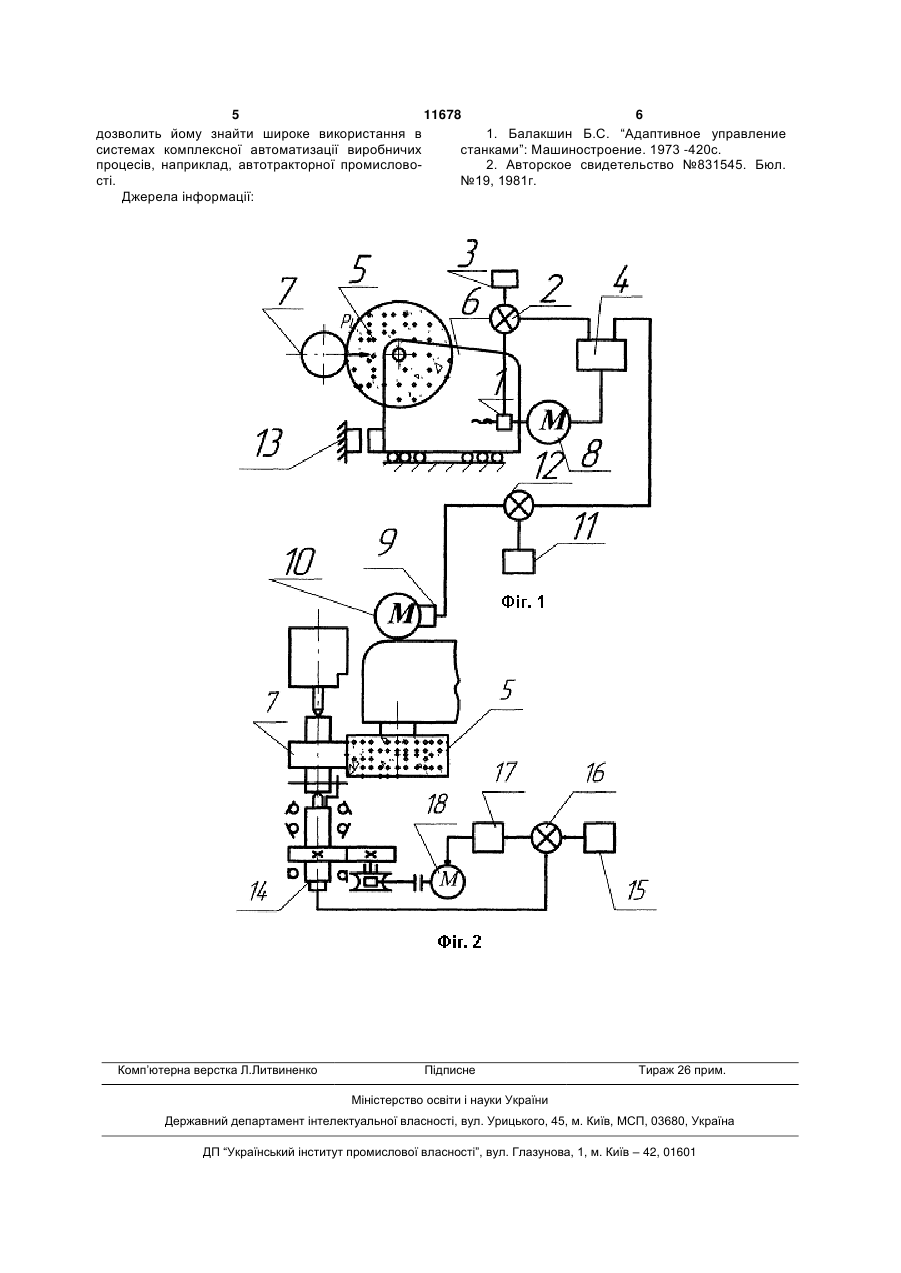
Спосіб шліфування, при якому в процесі формоутворення заготовці і інструменту надають пов 3 11678 4 ність функціональної залежності між контролюєрезультаті порівняння отриманого сигналу з задамими параметрами і вихідними характеристиками ним пристроєм 11 відбувається переключення верстата. швидкості обертання двигуна 8 з швидкого підводу Спосіб як процес виконання взаємозв'язаних на швидкість врізання шліфувального круга 5 в дії розглянемо на прикладі врізного шліфування. заготовку 7. Цикл роботи верстата при врізному шліфуванні Приклад здійснення способу шліфування. звичайно складається з наступних послідовно виПри обробці деталі із загартованої сталі 45 на конуваних елементарних складових: верстаті моделі 3М151 оброблюваної поверхні O 1. Швидкого підводу шліфувального круга до 95мм, довжина поверхні 1=80мм, діаметр круга O заготовки. 600мм, ширина круга В=100мм, врізання шліфува2. Перемикання швидкості швидкого підводу льного круга 5 в заготовку 7 може відбуватися на на швидкість робочої подачі врізання. довжину t=0,12мм. Обмеження величини врізання 3. Врізання шліфувального круга в заготовку. може відбуватись по жорсткому упору 13. 4. Чорнового шліфування. Після врізання шліфувального круга 5 в заго5. Чистового шліфування. товку 7 на вказану глибину процес чорнової обро6. Швидкого відводу шліфувального круга від бки може здійснюватися методом глибинного шлізаготовки. фування. Суть процесу глибинного шліфування Спосіб, що заявляється, здійснюється на устаполягає в тому, що заготовка 7 обертається навкновці, що зображена на Фіг.1 - схема шліфування руги своєї осі із швидкістю (лінійною) порядку та Фіг.2. Установка складається з: 1 - датчик нава2м/мін. Оптимальним управлінням протягом данонтаження, 2 - порівнюючий пристрій, 3 - задаючий го елемента циклу (чорнове шліфування) є забезпристрій, 4 - управляючий пристрій, 5 - шліфувапечення постійної, максимально-допустимої швидльний круг, 6 - шліфувальна бабка, 7 - заготовка, кості зрізання металу, яка в даному випадку при 8, 10 - двигуни, 9 - датчик величини струму живзернистості шліфувального круга, рівної m=40од., і лення, 11 - задаючий пристрій, 12 - порівнюючий стійкості, рівної 5хв., g=13см3/хв. Критерієм оптипристрій, 13 - жорсткий упор, 14 - датчик величини мального управління процесом обробки на етапі крутного моменту, 15 - задаючий пристрій, 16 чорнового шліфування є величина крутного момепорівнюючий пристрій, 17 - управляючий пристрій, нту в кінематичному ланцюзі обертання заготовки 18 - двигун. 7 (Μ), який вимірюється датчиком 14. Здійснюється спосіб наступним чином. Процес чорнового шліфування закінчується піШвидкий підвід шліфувального круга до загосля першого обороту заготовки 7. Як тільки закінтовки повинен відбуватися за мінімальний час. читься зняття припуска чорнового шліфування, Тому в цій складовій циклу за критерій оптимальвідбувається зміна крутного моменту, і система ного управління може бути прийняте динамічне автоматичного управління, яка включає задаюче навантаження в приводі подачі шліфувальної баб15, порівнююче 16 пристрої через управляючий ки. В процесі швидкого підводу шліфувального пристрій 17 перемикає швидкість обертання двикруга 5, встановленого на шліфувальній бабці 6 до гуна 18 і швидкість обертання заготовки 7. заготовки 7, вимірюється навантаження в приводі На наступному обороті заготовки 7 знімання подачі датчиком 1. Результат вимірювання подаприпуска чистового шліфування здійснюватиметьється в порівнюючий пристрій 2, куди одночасно ся за рахунок пружних деформацій системи версподається сигнал задаючого пристрою 3. Результат, пристрій, інструмент, заготовка. Після зняття туючий сигнал оптимального управління через припуска чистового шліфування знову зменшиться пристрій 4 управляє двигуном 8. величина моменту, і система автоматичного Таким чином, у відповідності до пропонованої управління дає команду на відведення шліфуваформулою в першій елементарній складовій циклу льного круга 5 від оброблюваної заготовки. здійснюється оптимальне управління швидкістю у Таким чином, на етапі чорнового і чистового функції навантаження. шліфування здійснюється автоматичне управління На другому етапі підведення шліфувального процесом у функції крутного моменту навантаженкруга 5 до заготовки 7 оптимальним управлінням ня кінематичного ланцюга обертання заготовки 7. може бути зміна швидкості двигуна 8 з швидкого Відвід шліфувального круга здійснюється при підводу на чорнову подачу по моменту зіткнення автоматичному управлінні швидкістю у функції круга 5 із заготовкою 7, по якому судять про зміну навантаження, вимірюваного датчиком 1. величини струму в ланцюзі живлення електродвиЗ наведеного прикладу управління процесом гуна 10 приводу шліфувального круга. врізного шліфування виходить, що для здійснення Система оптимального управління другої елепропонованого способу цикл роботи верстата ментарної складової циклу роботи верстата, що представляють у вигляді послідовно виконуваних містить датчик 9 величини струму живлення елекелементів, в кожному елементі циклу визначають тродвигуна 10, приводу шліфувального круга 5. параметр оптимального управління, а в процесі Датчик включений в замкнуту систему управління здійснення циклу зміняють структуру управління двигуном 8, складається з задаючого 11 і поріввідповідно до прийнятих критеріїв оптимального нюючого 12 пристроїв. Забезпечує оптимальне управління відповідними елементами циклу. управління подачею в функції навантаження двиА оскільки оптимальне управління складовими гуна 10. елементами циклу забезпечує оптимізацію циклу, В момент дотику шліфувального круга 5 з занаприклад, за часом циклу або продуктивністю, то готовкою 7 відбувається збільшення струму живпоставлена мета досягається. лення двигуна 10, яке фіксується датчиком 9. В Висока ефективність пропонованого способу 5 11678 6 дозволить йому знайти широке використання в 1. Балакшин Б.С. “Адаптивное управление системах комплексної автоматизації виробничих станками”: Машиностроение. 1973 -420с. процесів, наприклад, автотракторної промислово2. Авторское свидетельство №831545. Бюл. сті. №19, 1981г. Джерела інформації: Комп’ютерна верстка Л.Литвиненко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of grinding
Автори англійськоюPestunov Volodymyr Mykhailovych
Назва патенту російськоюСпособ шлифования
Автори російськоюПестунов Владимир Михайлович
МПК / Мітки
МПК: B23B 47/00
Мітки: шліфування, спосіб
Код посилання
<a href="https://ua.patents.su/3-11678-sposib-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування</a>
Спосіб шліфування плоских поверхонь
Номер патенту: 65894
Опубліковано: 15.04.2004
Автори: Вяльцев Микола Васильович, Гусєв Володимир Владиленович, Бєлов Сергій Геннадійович, Молчанов Олександр Дмитрієвич
МПК: B24B 9/06
Мітки: поверхонь, спосіб, плоских, шліфування
Формула / Реферат:
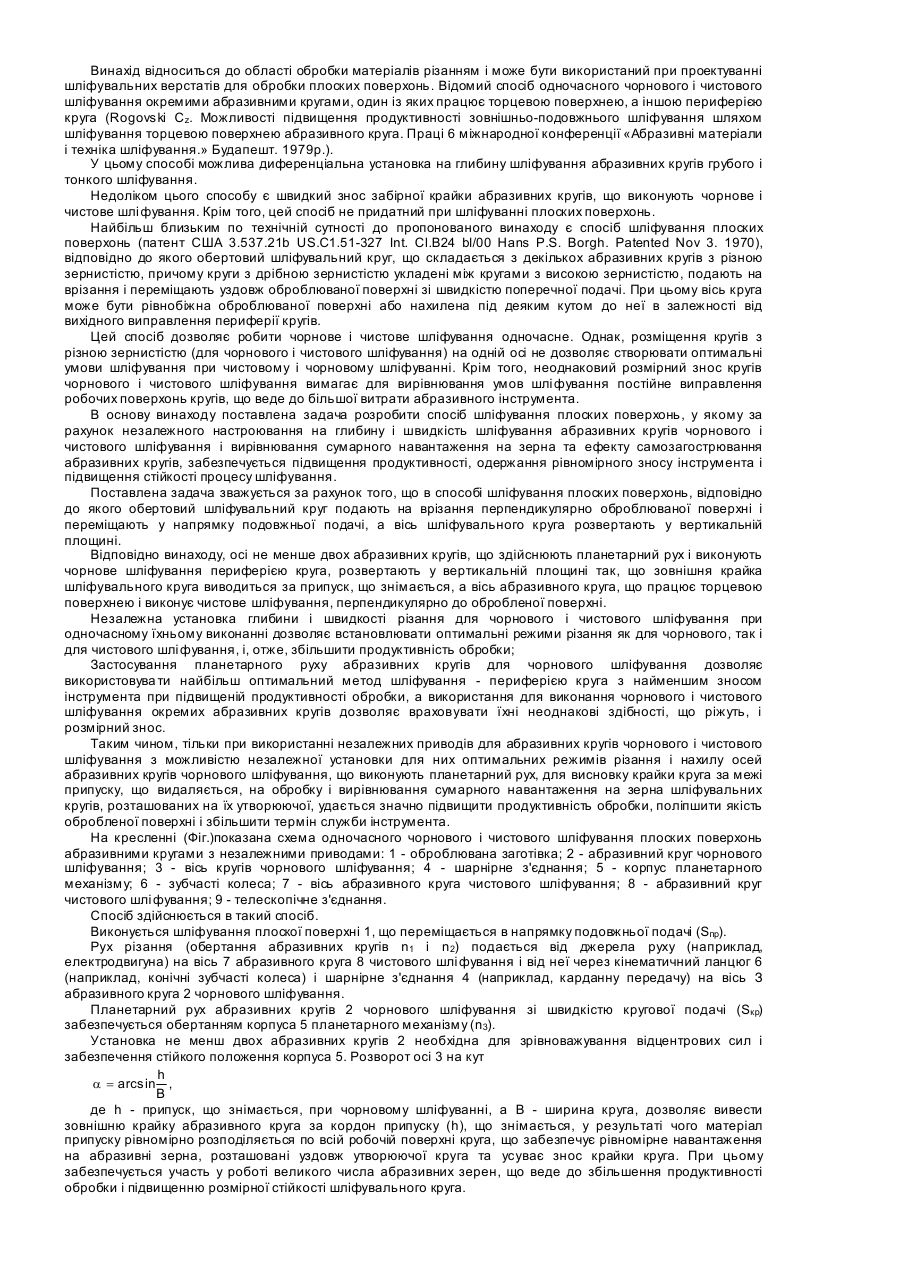
Спосіб шліфування плоских поверхонь, відповідно до якого обертовий шліфувальний круг подають на врізання перпендикулярно оброблюваній поверхні і переміщують у напрямку подовжньої подачі, а вісь шліфувального круга розвертають у вертикальній площині, який відрізняється тим, що осі не менше двох абразивних кругів, що здійснюють планетарний рух і виконують чорнове шліфування периферією круга, розвертають у вертикальній площині так, що зовнішня...
Спосіб шліфування торцевих сферичних поверхонь
Номер патенту: 61016
Опубліковано: 15.10.2003
Автори: Саєд Мортеза Хашемінежад, Петраков Юрій Володимирович, Олійник Валерій Петрович, Субін Анатолій Анатолійович
МПК: B24B 1/00
Мітки: спосіб, шліфування, торцевих, сферичних, поверхонь
Формула / Реферат:
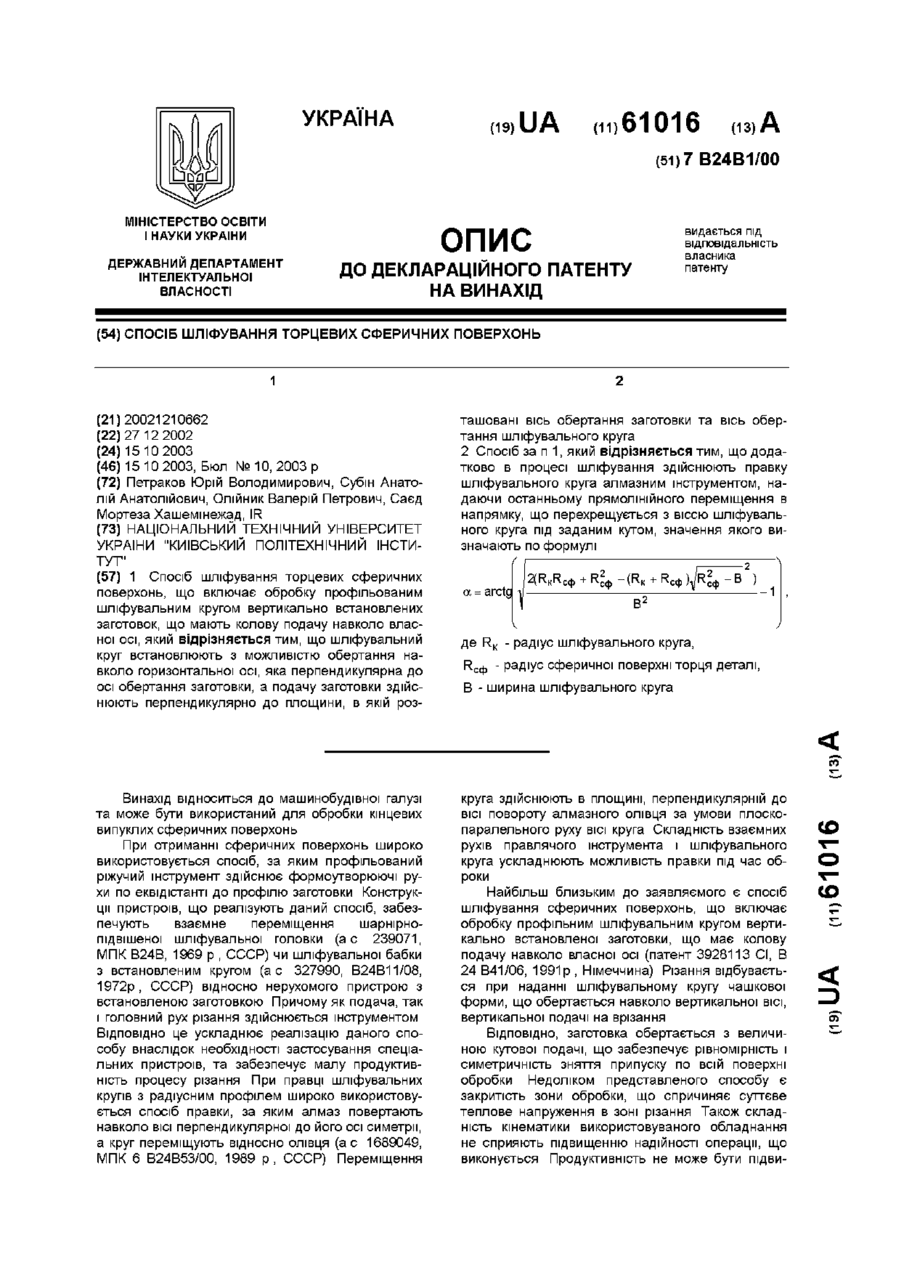
1. Спосіб шліфування торцевих сферичних поверхонь, що включає обробку профільованим шліфувальним кругом вертикально встановлених заготовок, що мають колову подачу навколо власної осі, який відрізняється тим, що шліфувальний круг встановлюють з можливістю обертання навколо горизонтальної осі, яка перпендикулярна до осі обертання заготовки, а подачу заготовки здійснюють перпендикулярно до площини, в якій розташовані вісь обертання заготовки та...
Спосіб безцентрового шліфування жолобів на круглій деталі
Номер патенту: 11073
Опубліковано: 15.12.2005
Автори: Кальченко Володимир Віталійович, Осипенко Андрій Валентинович
МПК: B24B 19/02
Мітки: безцентрового, спосіб, шліфування, жолобів, деталі, круглій
Формула / Реферат:
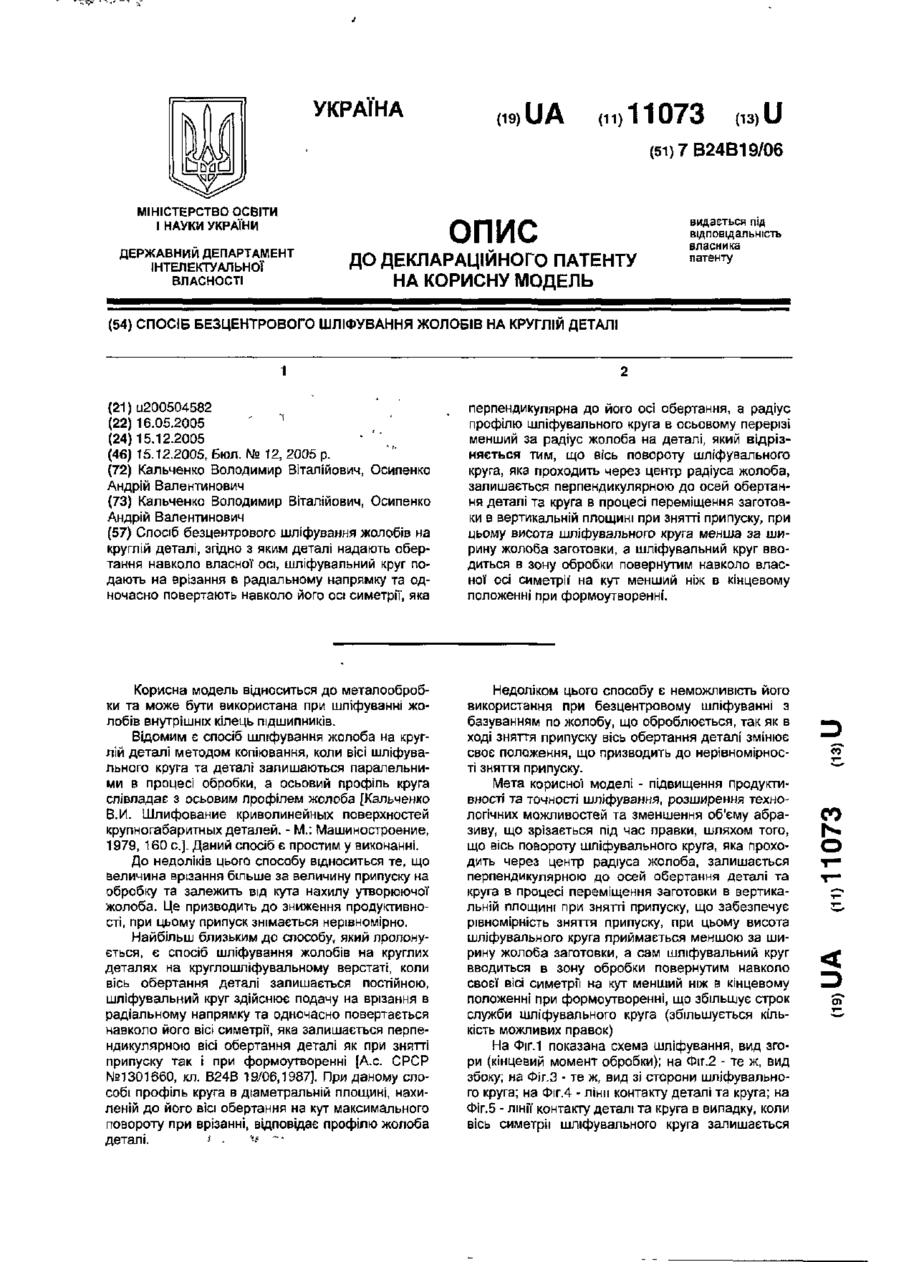
Спосіб безцентрового шліфування жолобів на круглій деталі, згідно з яким деталі надають обертання навколо власної осі, шліфувальний круг подають на врізання в радіальному напрямку та одночасно повертають навколо його осі симетрії, яка перпендикулярна до його осі обертання, а радіус профілю шліфувального круга в осьовому перерізі менший за радіус жолоба на деталі, який відрізняється тим, що вісь повороту шліфувального круга, яка проходить...
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Ніколенко Олег Миколайович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: обертання, поверхонь, криволінійних, шліфування, спосіб, випуклих
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Пристрій для подачі змащувально-охолоджувальної рідини під час шліфування довгомірних заготовок
Номер патенту: 46497
Опубліковано: 15.05.2002
Автори: Онищенко Анатолій Миколайович, Шевченко Євген Олексійович, Степанов Михайло Сергійович
МПК: B24B 55/00
Мітки: подачі, змащувально-охолоджувальної, пристрій, рідини, заготовок, довгомірних, шліфування
Формула / Реферат:
Пристрій для подачі змащувально-охолоджувальної рідини (ЗОР) під час шліфування довгомірних заготовок, що містить підтримуючий елемент у вигляді втулки з криволінійною поверхнею з радіусом, який приблизно дорівнює радіусу заготовки, що шліфується, і трубопровід підведення ЗОР, який відрізняється тим, що на внутрішній поверхні підтримуючого елемента, який має отвір для шліфувального круга, виконані гвинтові канавки з числом нарізних заходів,...
Попередній патент: Спосіб обробки шкіряного напівфабрикату
Наступний патент: Спосіб визначення оптимальної частоти перетворення імітансу потенційно нестійкого чотириполюсника
Випадковий патент: Рядовий блок дрібнозбірного перекриття