Спосіб обробки
Номер патенту: 11733
Опубліковано: 16.01.2006
Автори: Пестунов Володимир Михайлович, Ростоцький Ігор Юрійович

Формула / Реферат
Спосіб обробки, при якому заготовці і інструменту надають відносний рух формоутворення, а подачу здійснюють дискретно, причому в кожному циклі після чергового переміщення різця у напрямі руху подачі і після зрізання шару металу першого проходу його додатково переміщують на наперед фіксовану величину, який відрізняється тим, що додаткове переміщення здійснюють силами різання шляхом гвинтового повороту пластини різця у напрямі врізання вершини в припуск, що знімається, навколо вертикальної осі, причому жорсткість установки пластини у напрямі дії вертикальної складової (Pz) сили різання змінюють ступінчасто, а силу пружної установки пластини приймають із співвідношення:
Pz > Р2 > Pz2, де
Pz- вертикальна складова сили різання першого проходу, Pz2 - вертикальна складова сили різання другого проходу, Р2 - сили пружної установки пластини першого ступеня жорсткості, переміщення вершини пластини в тіло припуску, що знімається, вибирають із співвідношення:
h>S, де h - довжина дуги, на яку повертають вершину пластини, S - величина дискретної подачі.
Текст
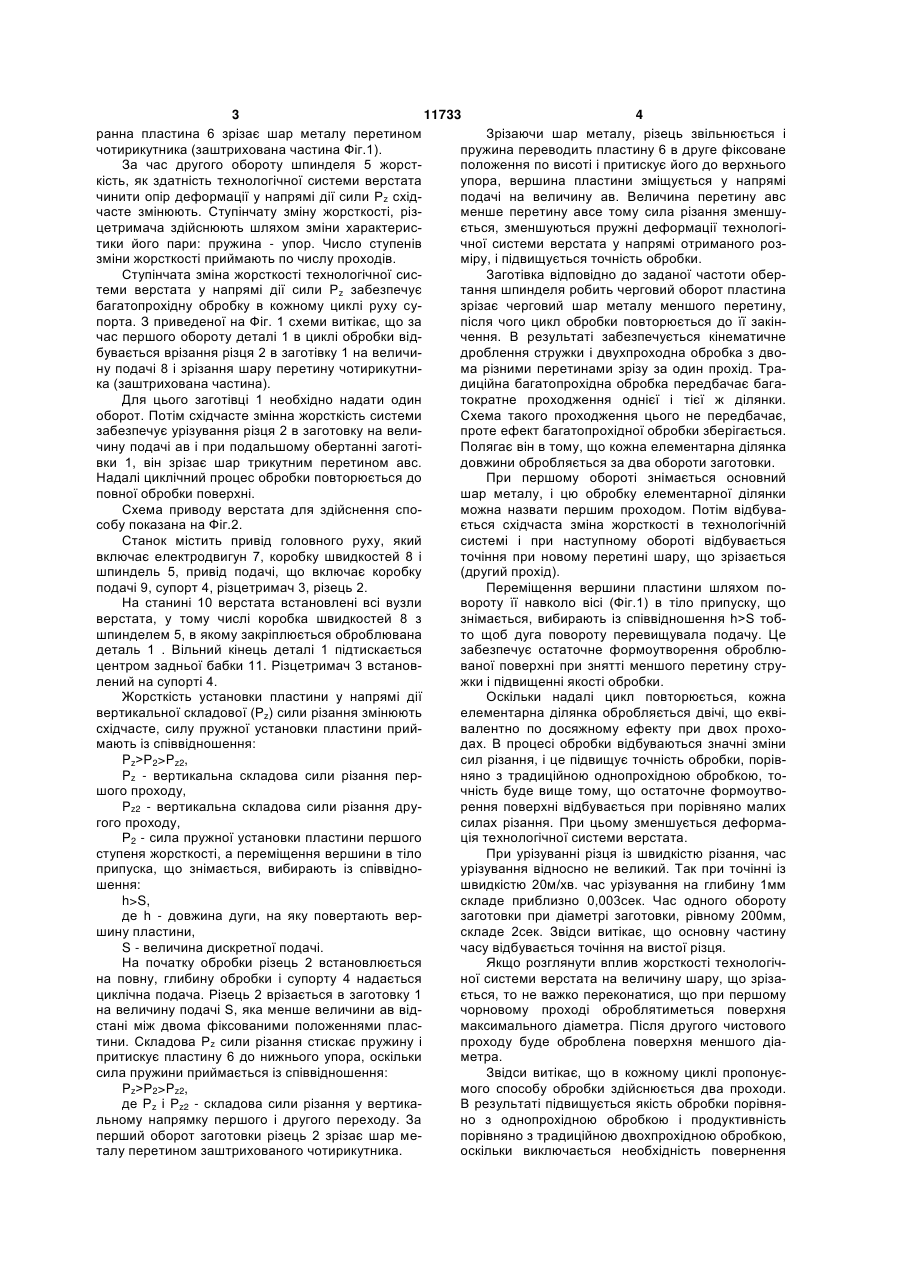
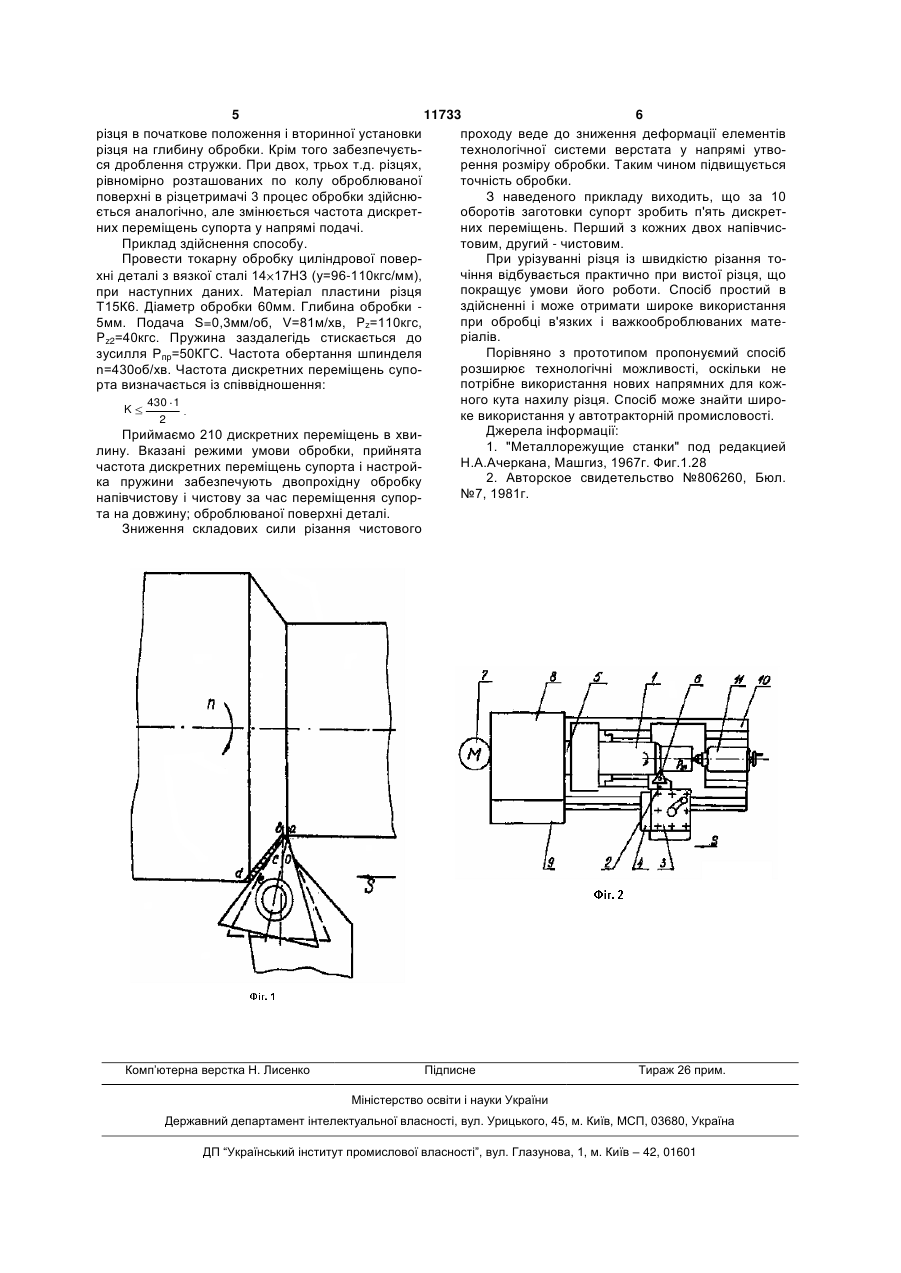
УКРАЇНА (19) UA (11) 11733 (13) U (51) МПК (2006) B23B 1/00 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ видається під відповідальність власника патенту (54) СПОСІБ ОБРОБКИ 1 2 (13) 11733 (11) Поставлена мета досягається тим, що додаткове переміщення здійснюють силами різання шляхом гвинтового повороту в плані різця у напрямі урізування вершини в припуск, що знімається, по вертикальній осі Схема здійснення способу, як процесу виконання взаємозв'язаних дій, зображена на кресленні. Фіг.1 - схема здійснення способу. Фіг.2 - схема приводу верстата для здійснення способу. *Спосіб здійснення в такій технологічній послідовності. * - Привод верстата завдяки якому здійснюється спосіб обробки складається: 1 - деталь; 2 різець; 3 - різцетримач; 4 - супорт; 5 - шпиндель; 6 - ріжуча пластина; 7 - електродвигун; 8 - коробка швидкостей; 9 - коробка подач; 10 - станина; 11 задня бабка. Деталь 1 (Фіг.2), як завжди, встановлюється в патроні шпинделя верстата їй надається обертання з частотою п, що забезпечує задану швидкість різання. Різець 2 закріплюють в різцетримачі 3, який встановлений на супорті 4, супорту 4 верста надають циклічний рух подачі. Цикл складається з переміщення супорта 4 на величину дискретної подачі, після чого шпиндель 5 робить два оборота. За час першого обороту шпинделя 5 багатог UA Пропозиція відноситься до області машинобудування і зокрема до обробки металів різанням лезовим інструментом. Широко відомі способи обробки, при яких заготовці надають обертання, а інструмент переміщують у напрямі руху подачі. [1] Відомі способи не забезпечують дроблення зливної стружки, що обмежує область їх можливого використання. Відомий спосіб, що приймається за прототип, при якому заготовці і інструменту надають відносний рух формоутворення, а подачу здійснюють дискретно, причому в кожному циклі руху інструменту після дискретного переміщення різця у напрямі подачі його додатково переміщають на фіксовану величину, шляхом східчастої зміни жорсткості технологічної системи верстата [2]. Переміщення інструменту під кутом до осі обертання заготовки вносить свої особливості в умові використання способу. Вказаний кут нахилу залежить від геометрії різця, що з одного боку ускладнює конструкцію, а з іншою обмежує область можливого використання способу і пристрій для його здійснення Метою пропозиції є усунення відзначених недоліків спрощення і розширення області можливого використання. U ня шляхом гвинтового повороту пластини різця у напрямі врізання вершини в припуск, що знімається, навколо вертикальної осі, причому жорсткість установки пластини у напрямі дії вертикальної складової (Pz) сили різання змінюють ступінчасто, а силу пружної установки пластини приймають із співвідношення: Pz>Р2>Pz2, де Pz- вертикальна складова сили різання першого проходу, Pz2 - вертикальна складова сили різання другого проходу, Р2 - сили пружної установки пластини першого ступеня жорсткості, переміщення вершини пластини в тіло припуску, що знімається, вибирають із співвідношення: h>S, де h - довжина дуги, на яку повертають вершину пластини, S - величина дискретної подачі. (19) (21) u200504928 (22) 24.05.2005 (24) 16.01.2006 (46) 16.01.2006, Бюл. № 1, 2006 р. (72) Пестунов Володимир Михайлович, Ростоцький Ігор Юрійович (73) Кіровоградський національний технічний університет (57) Спосіб обробки, при якому заготовці і інструменту надають відносний рух формоутворення, а подачу здійснюють дискретно, причому в кожному циклі після чергового переміщення різця у напрямі руху подачі і після зрізання шару металу першого проходу його додатково переміщують на наперед фіксовану величину, який відрізняється тим, що додаткове переміщення здійснюють силами різан 3 11733 4 ранна пластина 6 зрізає шар металу перетином Зрізаючи шар металу, різець звільнюється і чотирикутника (заштрихована частина Фіг.1). пружина переводить пластину 6 в друге фіксоване За час другого обороту шпинделя 5 жорстположення по висоті і притискує його до верхнього кість, як здатність технологічної системи верстата упора, вершина пластини зміщується у напрямі чинити опір деформації у напрямі дії сили Pz східподачі на величину ав. Величина перетину авс часте змінюють. Ступінчату зміну жорсткості, різменше перетину авсе тому сила різання зменшуцетримача здійснюють шляхом зміни характерисється, зменшуються пружні деформації технологітики його пари: пружина - упор. Число ступенів чної системи верстата у напрямі отриманого роззміни жорсткості приймають по числу проходів. міру, і підвищується точність обробки. Ступінчата зміна жорсткості технологічної сисЗаготівка відповідно до заданої частоти обертеми верстата у напрямі дії сили Pz забезпечує тання шпинделя робить черговий оборот пластина багатопрохідну обробку в кожному циклі руху сузрізає черговий шар металу меншого перетину, порта. З приведеної на Фіг. 1 схеми витікає, що за після чого цикл обробки повторюється до її закінчас першого обороту деталі 1 в циклі обробки відчення. В результаті забезпечується кінематичне бувається врізання різця 2 в заготівку 1 на величидроблення стружки і двухпроходна обробка з двону подачі 8 і зрізання шару перетину чотирикутнима різними перетинами зрізу за один прохід. Трака (заштрихована частина). диційна багатопрохідна обробка передбачає багаДля цього заготівці 1 необхідно надати один тократне проходження однієї і тієї ж ділянки. оборот. Потім східчасте змінна жорсткість системи Схема такого проходження цього не передбачає, забезпечує урізування різця 2 в заготовку на велипроте ефект багатопрохідної обробки зберігається. чину подачі ав і при подальшому обертанні заготіПолягає він в тому, що кожна елементарна ділянка вки 1, він зрізає шар трикутним перетином авс. довжини обробляється за два обороти заготовки. Надалі циклічний процес обробки повторюється до При першому обороті знімається основний повної обробки поверхні. шар металу, і цю обробку елементарної ділянки Схема приводу верстата для здійснення споможна назвати першим проходом. Потім відбувасобу показана на Фіг.2. ється східчаста зміна жорсткості в технологічній Станок містить привід головного руху, який системі і при наступному обороті відбувається включає електродвигун 7, коробку швидкостей 8 і точіння при новому перетині шару, що зрізається шпиндель 5, привід подачі, що включає коробку (другий прохід). подачі 9, супорт 4, різцетримач 3, різець 2. Переміщення вершини пластини шляхом поНа станині 10 верстата встановлені всі вузли вороту її навколо вісі (Фіг.1) в тіло припуску, що верстата, у тому числі коробка швидкостей 8 з знімається, вибирають із співвідношення h>S тобшпинделем 5, в якому закріплюється оброблювана то щоб дуга повороту перевищувала подачу. Це деталь 1 . Вільний кінець деталі 1 підтискається забезпечує остаточне формоутворення оброблюцентром задньої бабки 11. Різцетримач 3 встановваної поверхні при знятті меншого перетину струлений на супорті 4. жки і підвищенні якості обробки. Жорсткість установки пластини у напрямі дії Оскільки надалі цикл повторюється, кожна вертикальної складової (Pz) сили різання змінюють елементарна ділянка обробляється двічі, що еквісхідчасте, силу пружної установки пластини прийвалентно по досяжному ефекту при двох прохомають із співвідношення: дах. В процесі обробки відбуваються значні зміни Pz>Р2>Pz2, сил різання, і це підвищує точність обробки, порівPz - вертикальна складова сили різання перняно з традиційною однопрохідною обробкою, тошого проходу, чність буде вище тому, що остаточне формоутвоPz2 - вертикальна складова сили різання друрення поверхні відбувається при порівняно малих гого проходу, силах різання. При цьому зменшується деформаР2 - сила пружної установки пластини першого ція технологічної системи верстата. ступеня жорсткості, а переміщення вершини в тіло При урізуванні різця із швидкістю різання, час припуска, що знімається, вибирають із співвідноурізування відносно не великий. Так при точінні із шення: швидкістю 20м/хв. час урізування на глибину 1мм h>S, складе приблизно 0,003сек. Час одного обороту де h - довжина дуги, на яку повертають верзаготовки при діаметрі заготовки, рівному 200мм, шину пластини, складе 2сек. Звідси витікає, що основну частину S - величина дискретної подачі. часу відбувається точіння на вистої різця. На початку обробки різець 2 встановлюється Якщо розглянути вплив жорсткості технологічна повну, глибину обробки і супорту 4 надається ної системи верстата на величину шару, що зрізациклічна подача. Різець 2 врізається в заготовку 1 ється, то не важко переконатися, що при першому на величину подачі S, яка менше величини ав відчорновому проході оброблятиметься поверхня стані між двома фіксованими положеннями пласмаксимального діаметра. Після другого чистового тини. Складова Pz сили різання стискає пружину і проходу буде оброблена поверхня меншого діапритискує пластину 6 до нижнього упора, оскільки метра. сила пружини приймається із співвідношення: Звідси витікає, що в кожному циклі пропонуєPz>Р2>Pz2, мого способу обробки здійснюється два проходи. де Pz і Pz2 - складова сили різання у вертикаВ результаті підвищується якість обробки порівняльному напрямку першого і другого переходу. За но з однопрохідною обробкою і продуктивність перший оборот заготовки різець 2 зрізає шар мепорівняно з традиційною двохпрохідною обробкою, талу перетином заштрихованого чотирикутника. оскільки виключається необхідність повернення 5 11733 6 різця в початкове положення і вторинної установки проходу веде до зниження деформації елементів різця на глибину обробки. Крім того забезпечуєтьтехнологічної системи верстата у напрямі утвося дроблення стружки. При двох, трьох т.д. різцях, рення розміру обробки. Таким чином підвищується рівномірно розташованих по колу оброблюваної точність обробки. поверхні в різцетримачі 3 процес обробки здійснюЗ наведеного прикладу виходить, що за 10 ється аналогічно, але змінюється частота дискретоборотів заготовки супорт зробить п'ять дискретних переміщень супорта у напрямі подачі. них переміщень. Перший з кожних двох напівчисПриклад здійснення способу. товим, другий - чистовим. Провести токарну обробку циліндрової поверПри урізуванні різця із швидкістю різання точіння відбувається практично при вистої різця, що хні деталі з вязкої сталі 14 17НЗ (у=96-110кгс/мм), покращує умови його роботи. Спосіб простий в при наступних даних. Матеріал пластини різця здійсненні і може отримати широке використання Т15К6. Діаметр обробки 60мм. Глибина обробки при обробці в'язких і важкооброблюваних мате5мм. Подача S=0,3мм/об, V=81м/хв, Pz=110кгс, ріалів. Pz2=40кгс. Пружина заздалегідь стискається до Порівняно з прототипом пропонуємий спосіб зусилля Рпр=50КГС. Частота обертання шпинделя розширює технологічні можливості, оскільки не n=430об/хв. Частота дискретних переміщень супопотрібне використання нових напрямних для кожрта визначається із співвідношення: ного кута нахилу різця. Спосіб може знайти широ430 1 K . ке використання у автотракторній промисловості. 2 Джерела інформації: Приймаємо 210 дискретних переміщень в хви1. "Металлорежущие станки" под редакцией лину. Вказані режими умови обробки, прийнята Н.А.Ачеркана, Машгиз, 1967г. Фиг.1.28 частота дискретних переміщень супорта і настрой2. Авторское свидетельство №806260, Бюл. ка пружини забезпечують двопрохідну обробку №7, 1981г. напівчистову і чистову за час переміщення супорта на довжину; оброблюваної поверхні деталі. Зниження складових сили різання чистового Комп’ютерна верстка Н. Лисенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of working
Автори англійськоюPestunov Volodymyr Mykhailovych
Назва патенту російськоюСпособ обработки
Автори російськоюПестунов Владимир Михайлович
МПК / Мітки
МПК: B23B 1/00
Код посилання
<a href="https://ua.patents.su/3-11733-sposib-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки</a>
Спосіб обробки
Номер патенту: 10002
Опубліковано: 17.10.2005
Автори: Пестунов Володимир Михайлович, Рудич Михайло Леонідович
МПК: B23B 1/00
Формула / Реферат:
Спосіб обробки, при якому заготовці і інструменту забезпечують відносний рух формоутворення, а подачу здійснюють дискретно, причому в кожному циклі після дискретного переміщення різця у напрямі подачі його додатково переміщають в тому ж напрямку на наперед фіксовану величину шляхом ступінчастої зміни жорсткості технологічної системи верстата, який відрізняється тим, що додаткове переміщення здійснюють у напрямі руху подачі, а ступінчаста...
Спосіб токарної обробки

Номер патенту: 32222
Опубліковано: 15.12.2000
Автори: Мачуга Роман Іванович, Судьін Юрій Олексійович, Кузнєцов Юрій Миколайович
МПК: B23B 1/00
Мітки: токарної, обробки, спосіб
Текст:
...кінематичною ланкою системи шпиндель заготовка, яка обертається, надають інструменту обертовий рух навколо власної осі, синхронізований з обертанням шпинделя, після чого інструмент, що обертається, входить в контакт із заготовкою і здійснює різання, а при відводі інструмента у вихідне положення після закінчення різання здійснюють розрив кінематичного ланцюга інструмента з кінематичною ланкою системи шпиндель - заготовка, яка обертається. За...
Спосіб обробки зубчастих коліс та шліцьових поверхонь
Номер патенту: 32763
Опубліковано: 15.02.2001
Автори: Грицай Ігор Євгенович, Махоркін Євген Миколайович, Гуліда Едуард Миколайович, Афтаназів Іван Семенович
МПК: B23F 5/00
Мітки: обробки, зубчастих, коліс, поверхонь, спосіб, шліцьових
Формула / Реферат:
Спосіб обробки зубчастих коліс та шліцьових поверхонь, що здійснюють в умовах обкочування різальним інструментом з повздовжньою подачею вздовж осі заготовки, який відрізняється тим, що заготовку одночасно обробляють другим, ідентичним до першого, різальним інструментом, який розташовують діаметрально протилежно, при цьому режими різання встановлюють однаковими для обох інструментів.
Різець

Номер патенту: 24661
Опубліковано: 04.08.1998
Автори: Лисенко Олександр Володимирович, Пестунов Володимир Михайлович
МПК: B21K 5/00
Мітки: різець
Формула / Реферат:
Різець, який складається з корпуса і встановленій у ньому на похилих напрямних та пружній опорі різальної пластини, який відрізняється тим, що нахил напрямних пластини виконаний від вершини різця в бік поверхні, що обробляється, а кут нахилу і податливість пружної опори знаходяться у наступному діапазоні значень
Спосіб багаторізцевої обробки та пристрій для його здійснення
Номер патенту: 67945
Опубліковано: 15.07.2004
Автори: Міловський Борис Вячеславович, Абдул Аль Мохсен Алі Аламеддін, Карпусь Владислав Євгенович
МПК: B23B 1/00, B23B 29/24
Мітки: здійснення, спосіб, багаторізцевої, обробки, пристрій
Формула / Реферат:
1. Спосіб багаторізцевої обробки, згідно з яким на токарному верстаті з числовим програмним керуванням (ЧПК) процес формоутворення деталі здійснюють послідовно різцями, закріпленими в револьверній головці, який відрізняється тим, що в багаторізцевий тримач встановлюють і настроюють на розмір декілька різців, тримач закріплюють в пазу револьверної головки замість одного різця, а далі поверхні заготовки обробляють одночасно всіма різцями,...
Попередній патент: Переносний пристрій для контролю якості пального
Наступний патент: Спосіб визначення локалізації акупунктурних точок
Випадковий патент: Спосіб намотки електричних котушок