Спосіб обробки
Номер патенту: 10002
Опубліковано: 17.10.2005
Автори: Рудич Михайло Леонідович, Пестунов Володимир Михайлович
Формула / Реферат
Спосіб обробки, при якому заготовці і інструменту забезпечують відносний рух формоутворення, а подачу здійснюють дискретно, причому в кожному циклі після дискретного переміщення різця у напрямі подачі його додатково переміщають в тому ж напрямку на наперед фіксовану величину шляхом ступінчастої зміни жорсткості технологічної системи верстата, який відрізняється тим, що додаткове переміщення здійснюють у напрямі руху подачі, а ступінчаста зміна жорсткості технологічної системи верстата здійснюється в тому ж напрямку.
Текст
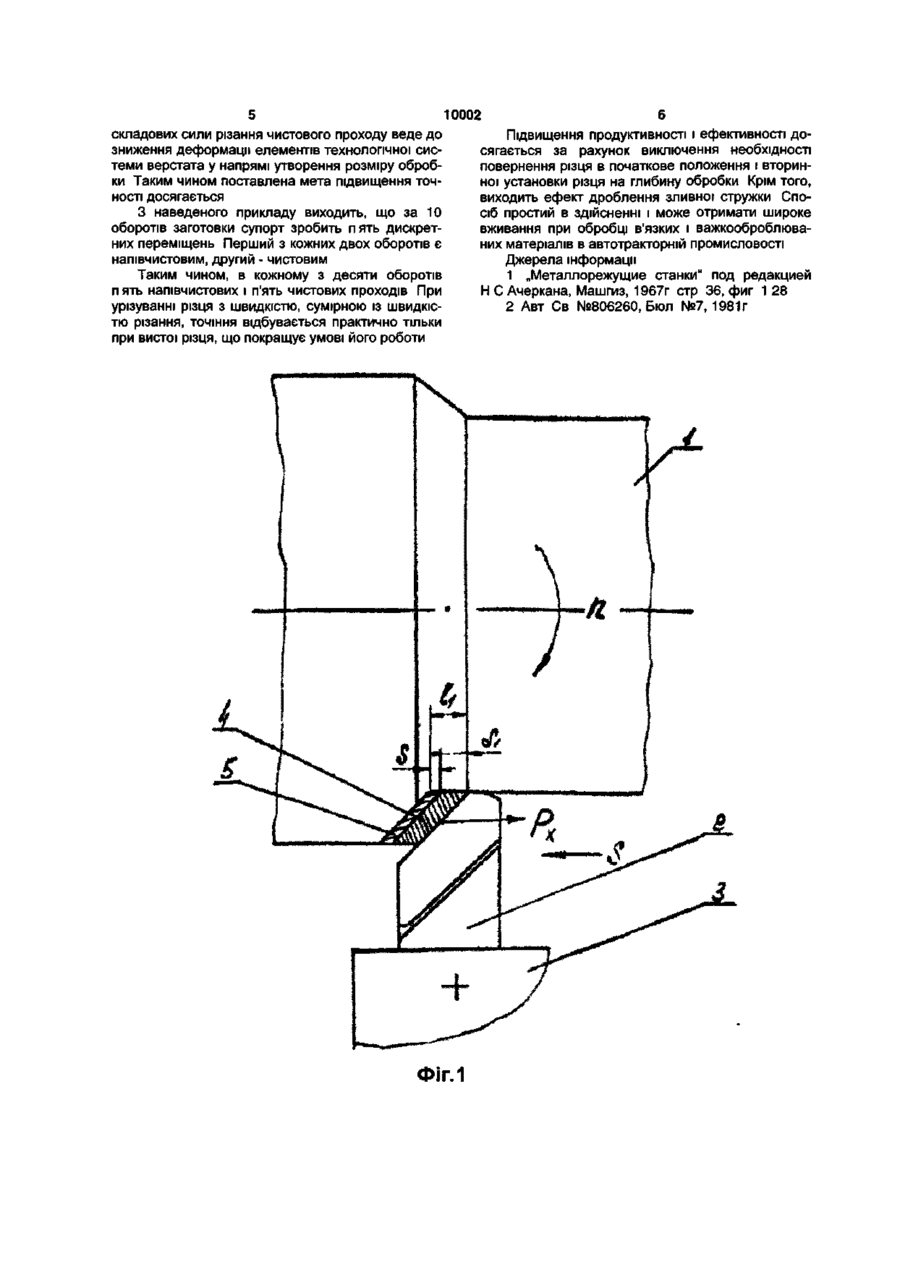
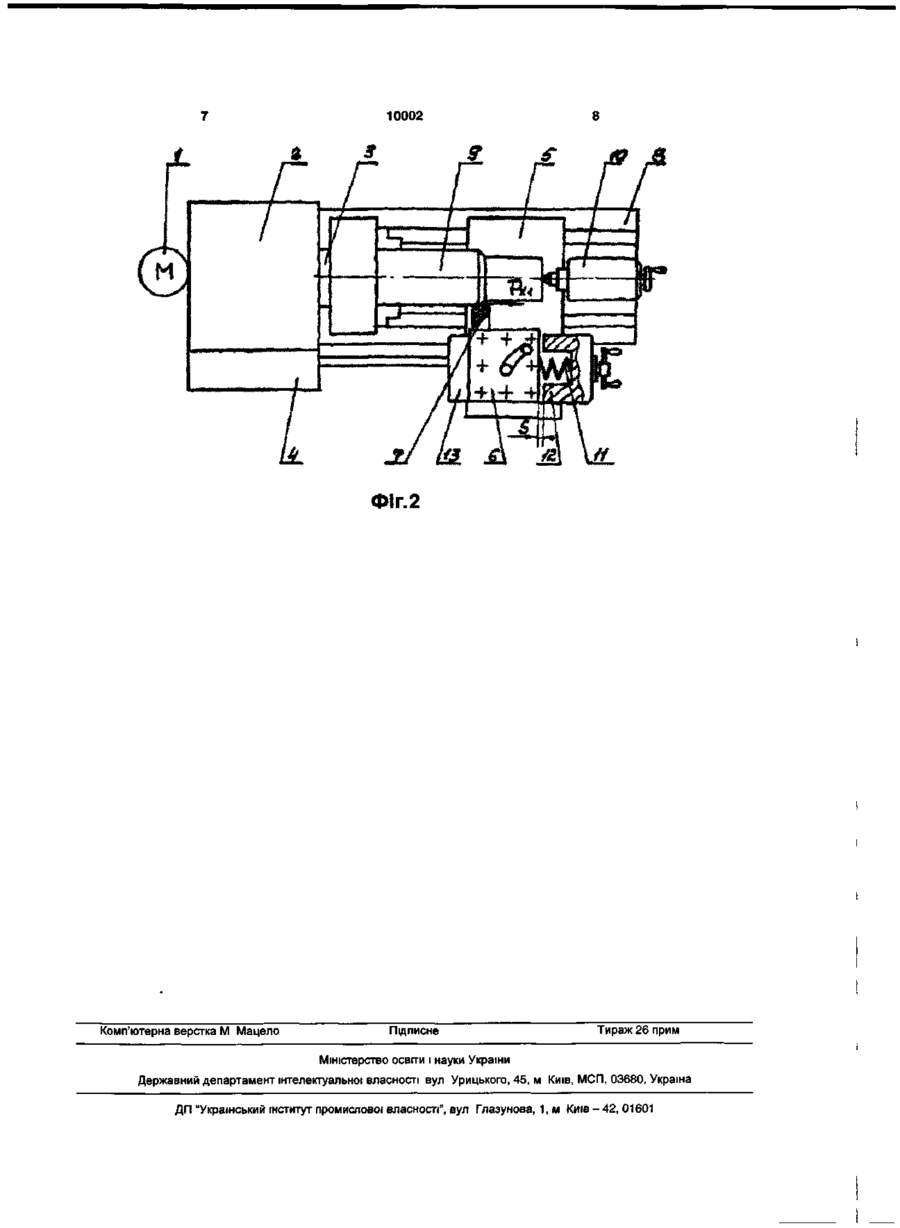
Спосіб обробки, при якому заготовці і інструменту забезпечують відносний рух формоутворен ня, а подачу здійснюють дискретно, причому в кожному циклі після дискретного переміщення різця у напрямі подачі його додатково переміщають в тому ж напрямку на наперед фіксовану величину шляхом ступінчастої зміни жорсткості технологічної системи верстата, який відрізняється тим, що додаткове переміщення здійснюють у напрямі руху подачі, а ступінчаста зміна жорсткості технологічної системи верстата здійснюється в тому ж напрямку Пропозиція відноситься до області машинобудування і, зокрема, до обробки металів різанням лезовим інструментом Широко ВІДОМІ способи обробки, при яких заготовці надають обертання, а інструмент переміщають у напрямі руху подачі ВІДОМІ І верстати для здійснення вказаних способів, що містять привід обертання шпинделя і привід подачі супорта [1] ВІДОМІ способи і верстати для його здійснення не забезпечують дроблення зливної стружки, що обмежує область їх можливого використовування Відомий також спосіб і пристрій для його здійснення, що приймається авторами за прототип Цей спосіб, при якому заготовці і інструменту надають відносний рух формоутворення, а подачу здійснюють дискретно, причому в кожному циклі руху після дискретного переміщення різець додатково переміщають на наперед фіксовану величину шляхом ступінчастої зміни жорсткості технологічної системи верстата [2] Переміщення інструменту під кутом до осі обертання заготівки вносить свої особливості в умови використовування способу Вказаний кут нахилу залежить від геометрії різця, що з одного боку ускладнює конструкцію, а з іншою обмежує область можливого використовування способу і пристрою для його здійснення Метою пропозиції є усунення відзначених недоліків, спрощення і розширення області можливого використовування Поставлена мета досягається тим, що в кожному циклі після дискретного переміщення різця у напрямі подачі, його додатково переміщають на наперед фіксовану величину у напрямі руху подачі Пристрій для здійснення способу розташований вільно на супорті і забезпечений що найменше двома упорами і спирається на пружину в напрямі зворотному руху подачі, а сила дії пружини на різцетримачі прийнята з нижче приведеного СПІВВІДношення Пристрій для здійснення способу складається 1 - електродвигун, 2 - коробка швидкостей, 3 шпиндель, 4 - коробка подач, 5 - супорт, 6 - різцетримач, 7 - різець, 8 -станина, 9 - деталь, 10 - задня бабка, 11 - пружина, 12, 13 - упори Схема здійснення способу, як процесу виконання взаємозв'язаних дій, зображена на кресленні Фіг 1 - схема здійснення способу Фіг 2 - схема пристрою для здійснення способу Спосіб здійснюється в такій технологічній поСЛІДОВНОСТІ Деталь 1 Фіг 1, як завжди, закріплюється в патроні шпинделя верстата їй забезпечується обертання з частотою п, згідно заданій швидкості різання Різець 2 закріплюють в різцетримачі 3, який встановлений на супорті, показаному на Фіг 2 Супорту верстата надають циклічний рух подачі В кожному циклі руху супорта, жорсткість як здатність елементів технологічної системи верстата чинити опір деформації у напрямі руху подачі, ступінчасте змінюють Ступінчаста зміна жорсткості різцетримача здійснюється шляхом зміни характеристики його пари (пружина або жорсткий упор") Число ступенів зміни жорсткості приймають по числу проходів Частоту дискретних переміщень супорта визначають із співвідношення 10002 верстата у напрямку утворення розміру і підвищуK < nm ється точність обробки Заготовка ВІДПОВІДНО ДО приведених вище співвідношень частоти обертанде К-частота дискретних переміщень супорта в ня шпинделя здійснює черговий оборот Після зріхвилину, зання чергового шару металу цикл обробки повтоп - частота обертання шпинделя, об/хв , рюється до и закінчення В результаті z - число ступенів жорсткості, т-число ріжучих забезпечується кінематичне дроблення стружки і інструментів, рівномірно розташованих по колу двопрохщна обробка з подачею Si і S оброблюємої поверхні Традиційна багатопрохідна обробка передбаСтупінчаста зміна жорсткості системи технолочає багатократне проходження однієї і тієї ж ділянгічної системи верстата, у напрямку руху подачі ки Схема такого проходження не зберігає, ефект забезпечує багатопрохідну обробку в кожному багатопрохідної обробки Полягає він в тому, що циклі рухів супорта 3 приведеної на Фіг 1 схеми кожна елементарна ділянка завдовжки L оброблявитікає, що за час першого обороту деталі 1 в цикється за два оборота заготовки лі обробки відбувається врізання різця 2 в заготовПри першому обороті знімається основній шар ку 1 на величину подачі S , і потім різець зрізує металу і цю обробку елементарної ділянки можна шар перетином 4 назвати першим проходом Потім відбувається Для цього заготовці необхідно здійснити один ступінчаста зміна жорсткості в технологічної сисоберт Потім ступінчато змінна жорсткість технолотеми верстата а при наступному обороті відбувагічної системи верстата забезпечує врізання різця ється точіння при новому перетині шару, що зріза2 в заготовку на величину подачі S і при подальється (другий прохід елементарної поверхні) шому обертанні заготовки різець 2 зрізає шар меОскільки надалі цикл повторюється, кожна талу перетином 5 Надалі циклічний процес оброелементарна ділянка обробляється ДВІЧІ, ЩО еквібки повторюється до повної обробки поверхні валентно по досягаемому ефекту двом проходам Схема пристрою для здійснення способу покаВ процесі обробки відбуваються значні зміни зана на Фіг 2 Пристрій містить привід головного сил різання і як це впливає на точність Якщо точруху, який складається з електродвигуна 1, коробність обробки порівнювати з традиційною одноку швидкостей 2, шпинделя 3, привіда подачі, що прохідною обробкою, то вона буде вище тому що включає коробку подачі 4, супорт 5, різцетримач 6, остаточне формоутворення поверхні відбувається різець 7 при порівняно малих силах різання (зменшується На станині 8 верстата встановлені всі вузли деформація технологічної системи верстата і підверстата, у тому числі коробка швидкостей 2 в вищується точність) шпинделі 3, в якому закріплюється оброблювана Так, при ТОЧІННІ із швидкістю 20м/хв час урізудеталь 9 Вільний кінець деталі 9 підтискається вання на глибину 5мм складе приблизно 0,015сек центром задньої бабки 10 Різцетримач 6 встановЧас одного оберту заготовки при діаметрі заготовлений на супорті 5 має два фіксованих положення, ки рівному 200мм складає 2сек Звідси витікає, що забезпечуємих жорсткими упорами До одного з основну частину часу відбувається точіння на виупорів різцетримач притискається пружиною 11 соті різця Це дозволяє підвищити продуктивність Робота пристрою порівняно з двохпрохідною обробкою, оскільки Деталі 9, закріпленої в патроні шпинделя 3 вевиключається необхідність повернення різця в рстата, надається обертання з частотою, що започаткове положення і вторинної, установки різця безпечує задану швидкість різання Механізм цикна глибину обробки При двох, трьох і т д різцях, лічної подачі настроюється на частоту, отриману із рівномірно розташованих по колу оброблюваної вищенаведеного співвідношення поверхні в різцетримачі 6 процес обробки здійснюНа початку обробки різець 7 встановлюється ється аналогічно, а ВІДПОВІДНО ДО приведеною вина повну глибину обробки і супорту надається цище залежності змінюється частота дискретних клічна подача Різець 7 врізається в заготовку 9 на переміщень супорта у напрямі руху подачі величину подачі S-\, яка більше величини S (відПриклад здійснення способу стань між двома фіксованими положеннями різцеПровести токарну обробку циліндрової повертримача 6) Складова Рх сили різання стискає хні деталі з в'язкої сталі 1417НЗ (G = 96 110кгс/мм) пружину 11 і притискує різцетримач 6 до упора 12, при наступних даних Матеріал пластини різця так як сила пружини приймається із співвідношенТ15К6 Диаметер обробки D = 60мм Глибина оброня бки t = Змм Подачі Si = 0 Змм/об, S = 0 08мм/об, V = 81м/мін, Р = 1 Юкгс Пружина заздалегідь стискаде Рх і Рхі - складова сили різання у напрямі руху ється до зусилля Р = 50кгс Частота обертання подачі першого і другого проходу За перший обошпинделя п =430 об/хв Частота дискретних перерот заготовки при одному різці 7, встановленому в міщень супорта визначається із співвідношення різцетримач 6, різець зрізає шар металу на вели430*1 К г : чину подачі S Зрізав шар металу, різець звільня2 ється і пружина 11 переводить різцетримач 6 з Приймаємо К = 210 дискретних переміщень за різцем 7 в друге фіксоване положення і притискує хвилину Вказані режими, умови обробки і прийняті його до упора 13 Різець 7 зміщується у напрямку у відповідностей з пропонованою формулою часподачі на величину S (переходить в положення, тота дискретних переміщень супорта і настройка показане на кресленні) Величина подачі S менше пружини забезпечує двопрохідну обробку (напівподачі Si, тому сили різання зменшуються, зменчистову і чистову) за час переміщення супорта на шуються пружні деформації технологічної системи довжину оброблюваної поверхні деталі Зниження 10002 складових сили різання чистового проходу веде до зниження деформації елементів технологічної системи верстата у напрямі утворення розміру обробки Таким чином поставлена мета підвищення точності досягається З наведеного прикладу виходить, що за 10 оборотів заготовки супорт зробить пять дискретних переміщень Перший з кожних двох оборотів є напівчистовим, другий - чистовим Таким чином, в кожному з десяти оборотів п ять напівчистових і п'ять чистових проходів При урізуванні різця з швидкістю, сумірною із швидкістю різання, точіння відбувається практично тільки при вистої різця, що покращує умові його роботи ФІГ.1 Підвищення продуктивності і ефективності досягається за рахунок виключення необхідності повернення різця в початкове положення і вторинної установки різця на глибину обробки Крім того, виходить ефект дроблення зливної стружки Спосіб простий в здійсненні і може отримати широке вживання при обробці в'язких і важкооброблюваних матеріалів в автотракторній промисловості Джерела інформації 1 „Металлорежущие станки" под редакцией Н С Ачеркана, Машгиз, 1967г стр 36, фиг 1 28 2 Авт Св №806260, Бюл №7, 1981г Фіг. 2 Комп'ютерна верстка М Мацело Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcessing technique
Автори англійськоюPestunov Volodymyr Mykhailovych
Назва патенту російськоюСпособ обработки
Автори російськоюПестунов Владимир Михайлович
МПК / Мітки
МПК: B23B 1/00
Код посилання
<a href="https://ua.patents.su/4-10002-sposib-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки</a>
Спосіб багаторізцевої обробки та пристрій для його здійснення
Номер патенту: 67945
Опубліковано: 15.07.2004
Автори: Абдул Аль Мохсен Алі Аламеддін, Міловський Борис Вячеславович, Карпусь Владислав Євгенович
МПК: B23B 1/00, B23B 29/24
Мітки: обробки, спосіб, здійснення, багаторізцевої, пристрій
Формула / Реферат:
1. Спосіб багаторізцевої обробки, згідно з яким на токарному верстаті з числовим програмним керуванням (ЧПК) процес формоутворення деталі здійснюють послідовно різцями, закріпленими в револьверній головці, який відрізняється тим, що в багаторізцевий тримач встановлюють і настроюють на розмір декілька різців, тримач закріплюють в пазу револьверної головки замість одного різця, а далі поверхні заготовки обробляють одночасно всіма різцями,...
Спосіб токарної обробки
Номер патенту: 33420
Опубліковано: 15.02.2001
Автори: Кузнєцов Юрій Миколайович, Мачуга Роман Іванович
МПК: B23B 1/00
Мітки: токарної, спосіб, обробки
Текст:
...інструмента 4, за рахунок чого скручують пружину 10 і проводять акумуляцію потенційної енергії. Перед початком робочого ходу ланцюг допоміжного руху і електродвигун 1 (М) роз'єднують. Під час робочого ходу відрізного супорта 2 дисковому ріжучому інструменту 4, наприклад, фрезі, надають обертовий рух від скрученої пружини 10 через обгінну муфту 11 і здійснюють процес різання за рахунок накопиченої потенційної енергії. Після закінчення...
Спосіб токарної обробки

Номер патенту: 32222
Опубліковано: 15.12.2000
Автори: Судьін Юрій Олексійович, Мачуга Роман Іванович, Кузнєцов Юрій Миколайович
МПК: B23B 1/00
Мітки: токарної, спосіб, обробки
Текст:
...кінематичною ланкою системи шпиндель заготовка, яка обертається, надають інструменту обертовий рух навколо власної осі, синхронізований з обертанням шпинделя, після чого інструмент, що обертається, входить в контакт із заготовкою і здійснює різання, а при відводі інструмента у вихідне положення після закінчення різання здійснюють розрив кінематичного ланцюга інструмента з кінематичною ланкою системи шпиндель - заготовка, яка обертається. За...
Різець

Номер патенту: 24661
Опубліковано: 04.08.1998
Автори: Пестунов Володимир Михайлович, Лисенко Олександр Володимирович
МПК: B21K 5/00
Мітки: різець
Формула / Реферат:
Різець, який складається з корпуса і встановленій у ньому на похилих напрямних та пружній опорі різальної пластини, який відрізняється тим, що нахил напрямних пластини виконаний від вершини різця в бік поверхні, що обробляється, а кут нахилу і податливість пружної опори знаходяться у наступному діапазоні значень
Токарний різець
Номер патенту: 25283
Опубліковано: 30.10.1998
Автори: Пестунов Володимир Михайлович, Лисенко Олександр Володимирович
МПК: B23B 27/00
Формула / Реферат:
1. Токарний різець, який складається з корпуса, головки з вершиною, що поєднує грані і кромки, який відрізняється тим, що він споряджений зверху відкритим поперечним пазом, який відокремлює головку від корпуса глибиною l = (0,6 - 0,8)h, де h - висота корпуса різця, та розташований на відстані від вершини a = (0,28 - 1,13)b, де b - відстань від вершини різця до дна поперечного паза.2. Токарний різець за п.1, який відрізняється тим, що...
Попередній патент: Лицювальна плита
Наступний патент: Маточний розчин макроелементів для приготування поживного середовища при вирощуванні мікробульб картоплі в умовах in vitro
Випадковий патент: Механізм заряджання арбалета в.в.бодрова-в.і.костюченка