Спосіб токарної обробки
Номер патенту: 32222
Опубліковано: 15.12.2000
Автори: Мачуга Роман Іванович, Судьін Юрій Олексійович, Кузнєцов Юрій Миколайович

Текст
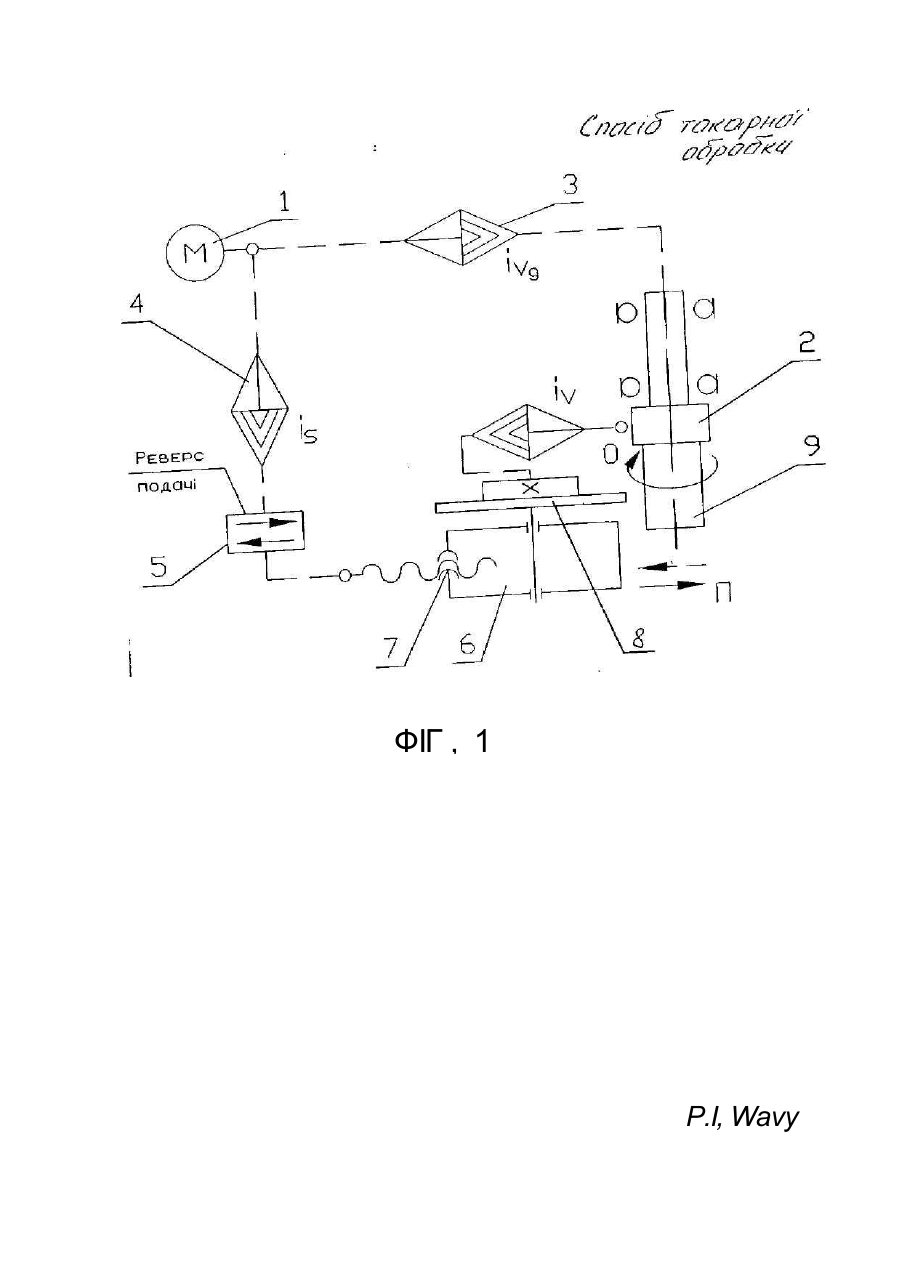
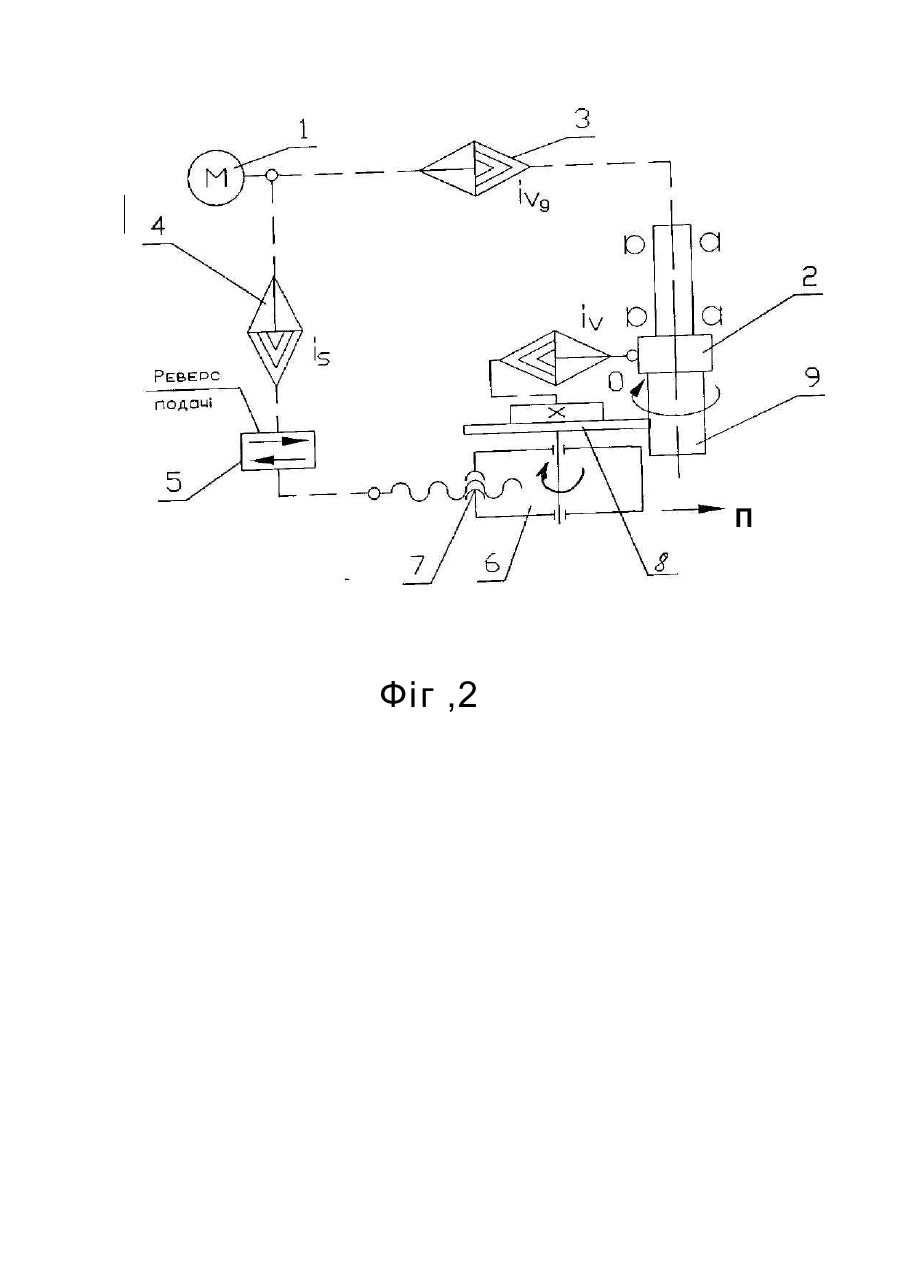
МПК6В23В1/00 СПОСІБ ТОКАРНОЇ ОБРОБКИ Винахід відноситься до галузі машинобудування і може бути застосований для обробки кільцевих деталей, наприклад, кілець підшипників, на токарних багатошпиндельних автоматах. Відомо способи токарної обробки на багатошпиндельних верстатах, які виконуються в строгій послідовності, у відповідності із заданим циклом. Система кулачків, встановлених на розподільчому валу чи на командоапараті, здійснює керування циклом роботи верстата шляхом періодичного включення і виключення в заданій послідовності муфт, кінцевих вимикачів та інших механізмів (див., наприклад, книжку: Камышный Н.И., Стародубов B.C. Конструкции и наладка токарных автоматов и полуавтоматов. - М.: Высшая школа, 1975.-392 с). Відомо спосіб токарної обробки по авт. свід. СРСР № 1006066 (МПК В 23 В 1/00, Бюл. № 11, 1983 p.), прийнятий в якості прототипу, згідно якого шпинделю із заготовкою надають обертання навколо власної осі, а різцю до надання переміщення в напрямі подачі надають обертання навколо осі, паралельної осям обертання шпинделя і заготовок, і синхронізують обертання різця із обертанням шпинделя. Недоліком цього способу токарної обробки є те, що ріжучий інструмент знаходиться в постійному обертовому русі навіть в момент, коли процес різання не відбувається. Це приводить до зменшення строку служби обладнання через підвищене зношення, збільшення витрат електроенергії, звуження технологічних можливостей, підвищеної травмонебезпеки. В основу винаходу поставлено задачу вдосконалення способу токарної обробки за рахунок того, що привідний кінематичний ланцюг інструмента в процесі його прискореного переміщення до контакту із заготовкою з'єднують із кінематичною ланкою системи шпиндель - заготовка, яка обертається, що забезпечує економію електроенергії, розширення технологічних можливостей, збільшення строку служби обладнання, підвищення безпеки праці. Поставлена задача досягається тим, що в способі токарної обробки, який включає установку прутково-трубної заготовки в шпиндель, надання обертання шпинделю із заготовкою і обробку дисковим інструментом, наприклад, фрезою, встановленим на поперечному супорті, новим є те, що привідний кінематичний ланцюг інструмента в процесі його прискореного переміщення до контакту із заготовкою з'єднують з кінематичною ланкою системи шпиндель заготовка, яка обертається, надають інструменту обертовий рух навколо власної осі, синхронізований з обертанням шпинделя, після чого інструмент, що обертається, входить в контакт із заготовкою і здійснює різання, а при відводі інструмента у вихідне положення після закінчення різання здійснюють розрив кінематичного ланцюга інструмента з кінематичною ланкою системи шпиндель - заготовка, яка обертається. За рахунок зупинки обертання інструмента відбувається економія електроенергії, застосування дискової фрези дає змогу розширити технологічні можливості, виключення холостого ходу підвищує строк служби обладнання і безпеку праці. Суть винаходу пояснюється кресленнями, де на фіг. 1 зображено принципову схему пристрою до і після токарної обробки, а на фіг. 2 початок токарної обробки (в момент різання), які ілюструють даний спосіб токарної обробки. Принципова схема пристрою включає в себе два основні кінематичні ланцюги (фіг. 1): ланцюг головного руху від електродвигуна 1 (М) до шпинделя 2 через коробку швидкостей 3 із передаточним відношенням іуД і ланцюг подач від двигуна 1 до розподільчого вала 4 з передаточним відношенням is . З допомогою реверсу подачі 5 супорт 6 здійснює зворотньопоступальний рух за допомогою ходового гвинта з гайкою 7. В супорті 6 розташовано обертовий ріжучий інструмент 8, наприклад, дискова фреза, яка відрізає прутково-трубну заготовку 9. Спосіб токарної обробки реалізується в наступній послідовності: для здійснення обробки надають обертання шпинделю 2, в якому встановлена заготовка 9, після чого надають переміщення супорту 6, на якому встановлено із можливістю обертання навколо власної осі дисковий ріжучий інструмент 8. В процесі прискореного переміщення супорта 6 до контакту із заготовкою 9 ( фіг. 2) привідний кінематичний ланцюг інструмента 8 з'єднують з кінематичною ланкою системи шпиндель-заготовка, яка обертається, після чого інструмент, що обертається, входить в контакт із заготовкою 9 і здійснює різання. Після закінчення різання супорт 6 на прискореному ходу повертається у вихідне положення, при цьому здійснюють розрив кінематичного ланцюга інструмента кінематичною ланкою системи шпиндель - заготовка, яка обертається. Розрив здійснюється, наприклад, із допомогою кулачків, закріплених на розподільчому валу, і системи важелів у ланцюгу інструмента. Запропонований спосіб дозволяє економити електроенергію за рахунок розриву кінематичного ланцюга інструмента (зупинка обертання інструмента), розширити технологічні можливості (використання дискового ріжучого інструмента, наприклад, фрези), підвищити строк служби обладнання (виключення холостого ходу інструмента) і безпеку праці. ФІГ , 1 P.I, Wavy П Фіг ,2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of turning
Автори англійськоюKuznetsov Yurii Mykolaiovych, Sudin Yurii Oleksiiovych, Machuha Roman Ivanovych
Назва патенту російськоюСпособ токарной обработки
Автори російськоюКузнецов Юрий Николаевич, Судьин Юрий Алексеевич, Мачуга Роман Иванович
МПК / Мітки
МПК: B23B 1/00
Мітки: токарної, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/5-32222-sposib-tokarno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб токарної обробки</a>
Спосіб токарної обробки асферичних поверхонь та пристрій для його здійснення
Номер патенту: 3476
Опубліковано: 27.12.1994
Автори: Крячек Борис Степанович, Люненко Микола Кузьмич, Добровольський Геннадій Георгійович
МПК: B23B 5/00
Мітки: здійснення, обробки, токарної, спосіб, асферичних, поверхонь, пристрій
Формула / Реферат:
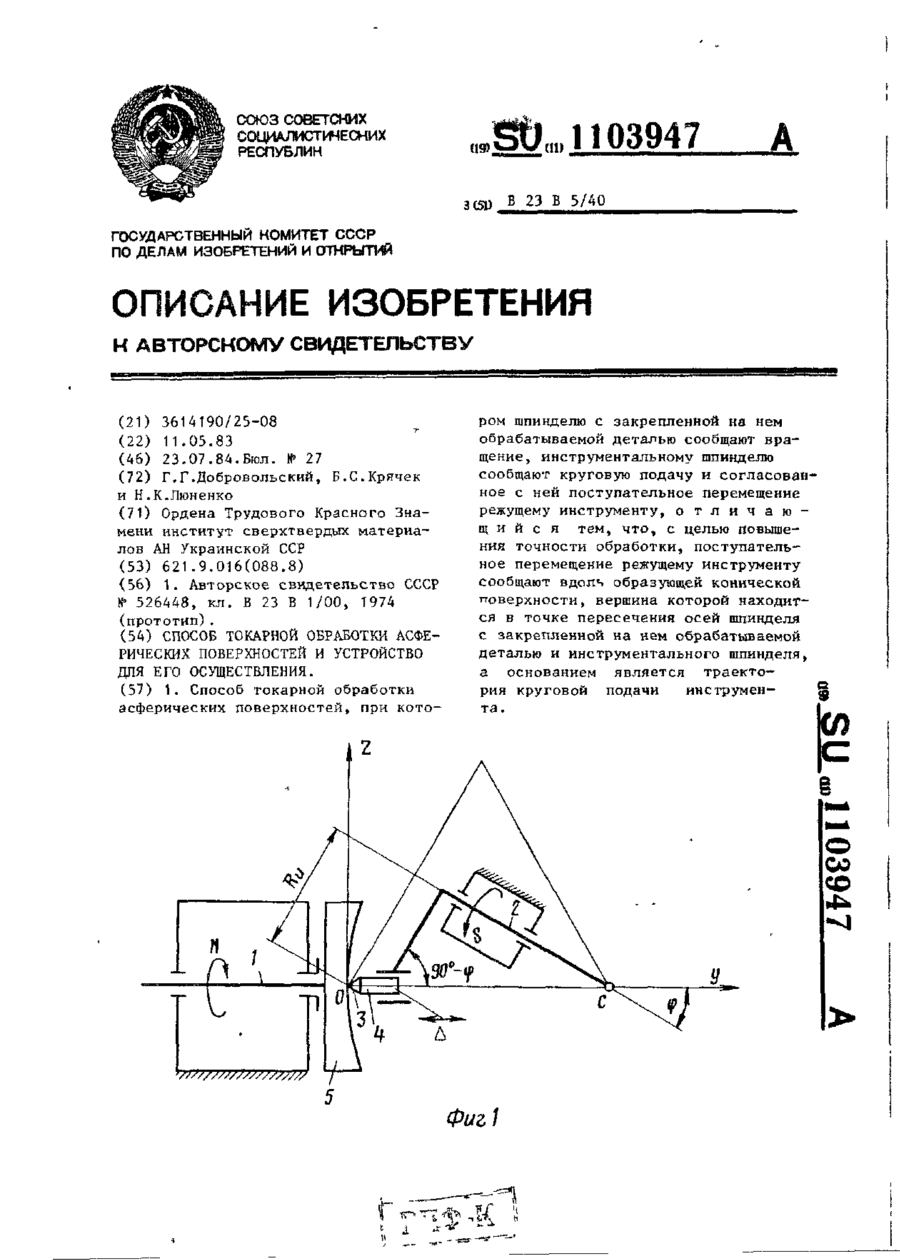
1. Способ токарной обработки асферических поверхностей, при котором шпинделю с закрепленной на нем обрабатываемой деталью сообщают вращение, инструментальному шпинделю сообщают круговую подачу и согласованное с ней поступательное перемещение режущему инструменту, отличающийся тем, что, с целью повышения точности обработки, поступательное перемещение режущему инструменту сообщают вдоль образующей конической поверхности, вершина которой...
Пристрій для токарної обробки
Номер патенту: 18475
Опубліковано: 25.12.1997
Автори: Брольнік Йосип Ілліч, Даценко Юрій Миколаєвич
МПК: B23B 23/00
Мітки: обробки, пристрій, токарної
Формула / Реферат:
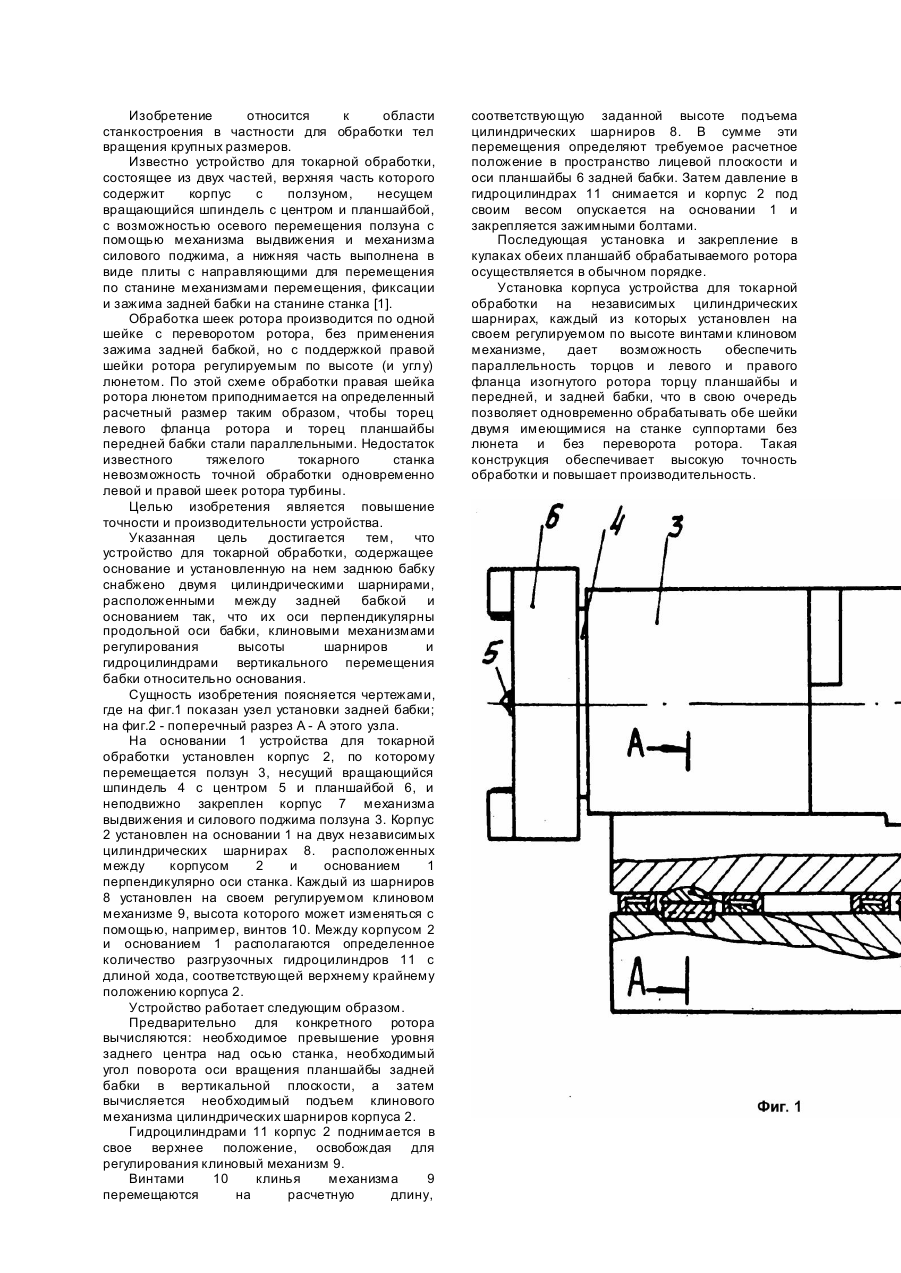
Устройство для токарной обработки, содержащее основание и установленную на нем заднюю бабку, отличающееся тем, что оно снабжено двумя цилиндрическими шарнирами, расположенными между задней бабкой и основанием так, что их оси перпендикулярны оси бабки, клиновыми механизмами регулирования высоты шарниров и гидроцилиндрами вертикального перемещения бабки относительно основания.
Спосіб обробки тіл обертання електричною дугою і електрод-інструмент для його реалізації
Номер патенту: 24439
Опубліковано: 17.07.1998
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: тіл, обертання, обробки, електрод-інструмент, електричною, дугою, реалізації, спосіб
Формула / Реферат:
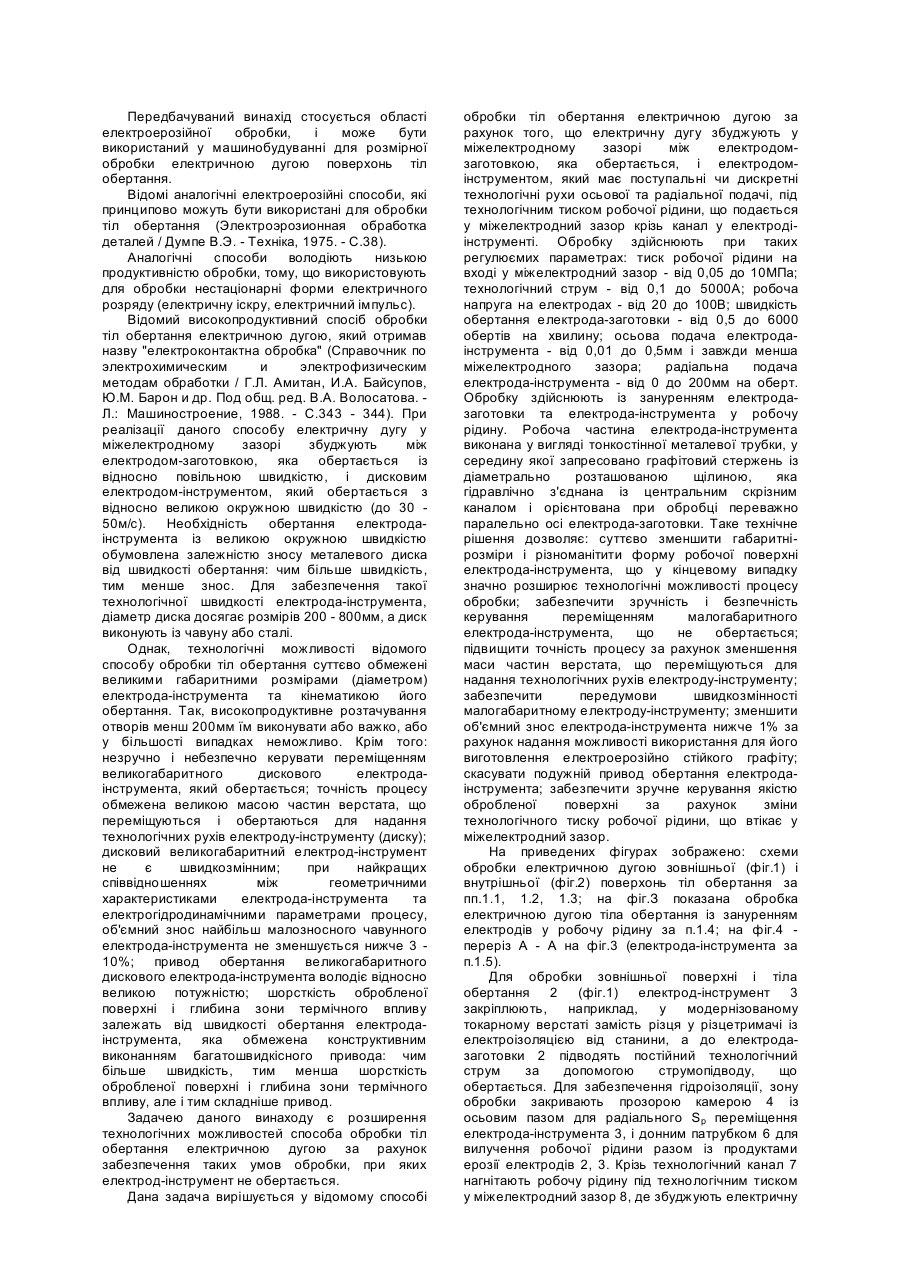
1. Спосіб обробки тіл обертання електричною дугою, який відрізняється тим, що електричну дугу збуджують у міжелектродному зазорі між електродом-заготовкою, яка обертається, і електродом-інструментом, який має поступальні чи дискретні технологічні рухи осьової та радіальної подачі, під технологічним тиском робочої рідини, що подається у міжелектродний зазор крізь канал у електроді-інструменті.2. Спосіб за п.1, який відрізняється тим, що...
Пристрій для обробки некруглих зубчатих коліс
Номер патенту: 25249
Опубліковано: 30.10.1998
Автори: Козак Василь Мигальович, Сердюк Володимир Миколайович, Петровський Валерій Петрович, Усвицький Віталій Михайлович
МПК: B23F 15/00
Мітки: зубчатих, некруглих, пристрій, коліс, обробки
Формула / Реферат:
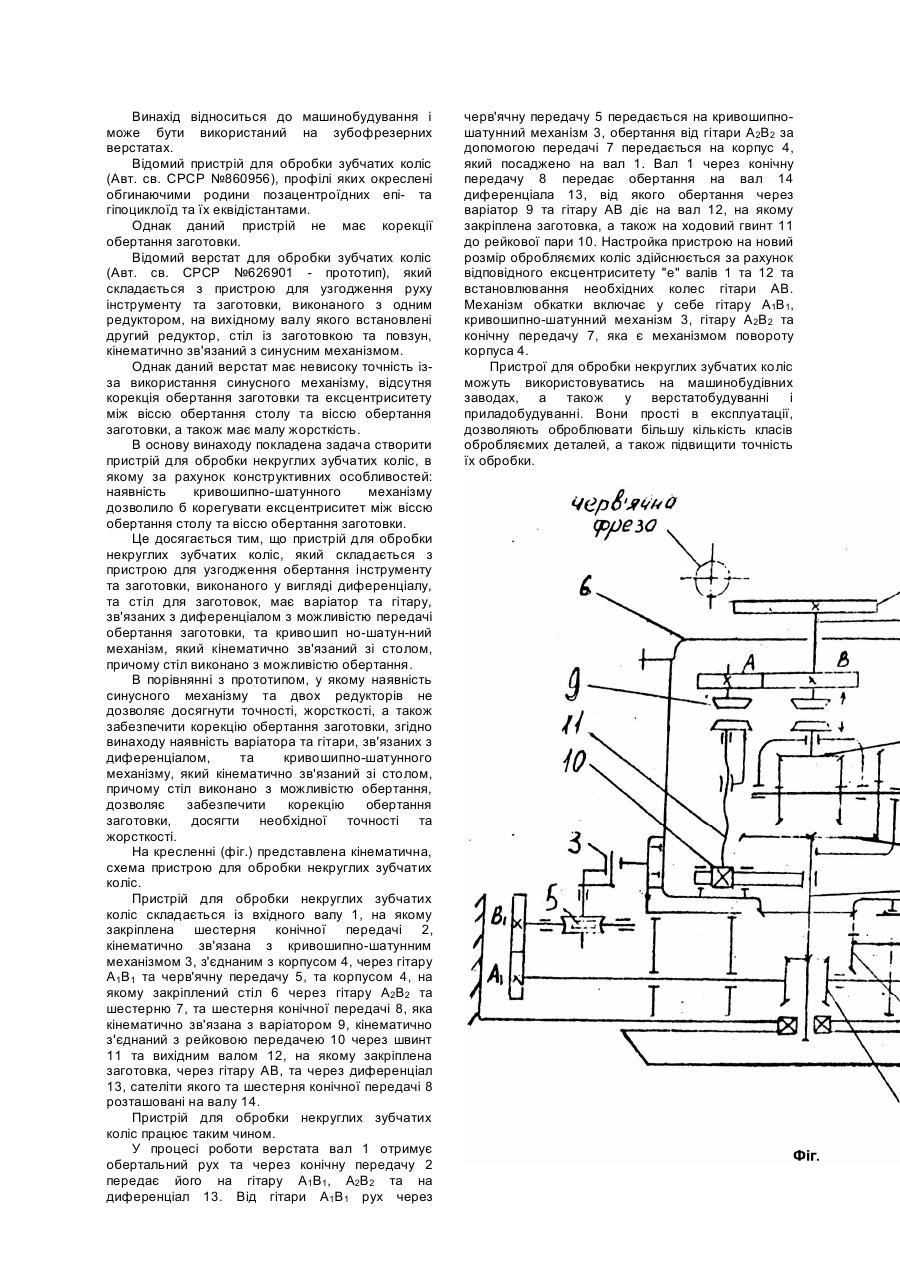
Пристрій для обробки некруглих зубчатих коліс, який включає пристрій для узгодження обертання інструменту та заготовки, виконаного у вигляді диференціалу, та стіл для заготовок, який відрізняється тим, що він складається із варіатора та гітари, зв'язаних з диференціалом з можливістю передачі обертання заготовки, та кривошипно-шатунного механізму, який кінематично зв'язаний зі столом, причому стіл виконано з можливістю обертання.
Спосіб обробки кульок
Номер патенту: 31921
Опубліковано: 15.12.2000
Автори: Федоренко Микола Олександрович, Джемелінський Віталій Васильович, Семенченко Вячеслав Михайлович, Назарчук Віталій Миколайович, Запорожець Олександр Андрійович
МПК: B24B 11/00
Мітки: спосіб, обробки, кульок
Текст:
...патенту oU $ 1774Э45 С09 КЗ/І4 1992 РЗ. Формоутворення та обробка в нерухших втулках сепаратора здійсншться в два еташ відносно просттш робочими інсаддантада: дисками з аддазвиш порсамами та яовстяними даскаш з використанням пасти на основі д і оксида церія і дозволяє в 3- 4 рази ПІДВИЩИТИ продуктивність обробки, значно поліпшити якість, розширити асортимент продукції, в наслідок чого вона стада конкурентоздатною. Ба фіг* 1 доказана схема...
Попередній патент: Спосіб очищення олії з одержанням жирних кислот
Наступний патент: Сонцезахисні окуляри
Випадковий патент: Комбінований спосіб доставки рудної маси при підземній розробці крутоспадних потужних рудних покладів