Спосіб виготовлення багатомісної форми для пласких плит
Номер патенту: 13024
Опубліковано: 15.03.2006
Автори: Діамантопуло Костянтин Костянтинович, Сущенко Сергій Петрович, Сердюк Олексій Іванович
Формула / Реферат
1. Спосіб виготовлення багатомісної форми для пласких плит, який включає гнуття бортів і/або їх елементів і елементів форми з листової заготовки і зварювання, який відрізняється тим, що облицювальні елементи багатомісної форми виконані із тонколистової заготовки шляхом сумісного або послідовного гнуття Π-подібного напівфабрикату і формування опуклих і/або увігнутих ребер жорсткості, розміри поперечного перерізу яких і їх довжина з урахуванням монтажних зазорів заздалегідь відповідають розмірам пазів і виступів на суміжних торцях пласких плит, які виготовляють.
2. Спосіб за п. 1, який відрізняється тим, що облицювальні елементи нерухомо встановлюють на внутрішніх сторонах каркасів піддона бортів і кришки, причому подовжні осі облицювальних елементів розташовують в одній площині складеної форми, а між суміжними облицювальними елементами витримують зазор, який відповідає товщині розділювальної стінки.
Текст
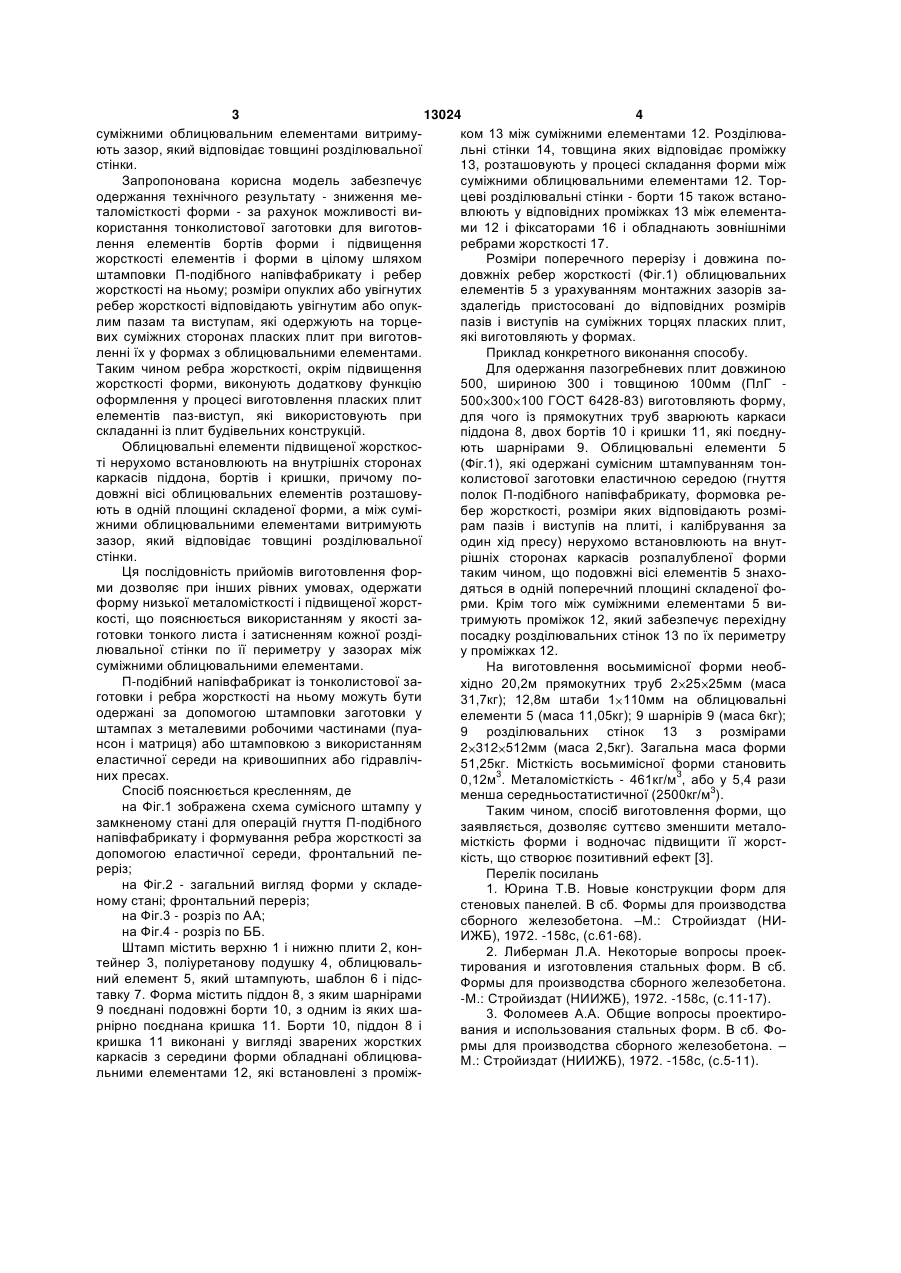
1. Спосіб виготовлення багатомісної форми для пласких плит, який включає гнуття бортів і/або їх елементів і елементів форми з листової заготовки і зварювання, який відрізняється тим, що облицювальні елементи багатомісної форми виконані із тонколистової заготовки шляхом сумісного 3 13024 4 суміжними облицювальним елементами витримуком 13 між суміжними елементами 12. Розділювають зазор, який відповідає товщині розділювальної льні стінки 14, товщина яких відповідає проміжку стінки. 13, розташовують у процесі складання форми між Запропонована корисна модель забезпечує суміжними облицювальними елементами 12. Тородержання технічного результату - зниження мецеві розділювальні стінки - борти 15 також встаноталомісткості форми - за рахунок можливості вивлюють у відповідних проміжках 13 між елементакористання тонколистової заготовки для виготовми 12 і фіксаторами 16 і обладнають зовнішніми лення елементів бортів форми і підвищення ребрами жорсткості 17. жорсткості елементів і форми в цілому шляхом Розміри поперечного перерізу і довжина поштамповки Π-подібного напівфабрикату і ребер довжніх ребер жорсткості (Фіг.1) облицювальних жорсткості на ньому; розміри опуклих або увігнутих елементів 5 з урахуванням монтажних зазорів заребер жорсткості відповідають увігнутим або опукздалегідь пристосовані до відповідних розмірів лим пазам та виступам, які одержують на торцепазів і виступів на суміжних торцях пласких плит, вих суміжних сторонах пласких плит при виготовякі виготовляють у формах. ленні їх у формах з облицювальними елементами. Приклад конкретного виконання способу. Таким чином ребра жорсткості, окрім підвищення Для одержання пазогребневих плит довжиною жорсткості форми, виконують додаткову функцію 500, шириною 300 і товщиною 100мм (ПлГ оформлення у процесі виготовлення пласких плит 500 300 100 ГОСТ 6428-83) виготовляють форму, елементів паз-виступ, які використовують при для чого із прямокутних труб зварюють каркаси складанні із плит будівельних конструкцій. піддона 8, двох бортів 10 і кришки 11, які поєднуОблицювальні елементи підвищеної жорсткосють шарнірами 9. Облицювальні елементи 5 ті нерухомо встановлюють на внутрішніх сторонах (Фіг.1), які одержані сумісним штампуванням тонкаркасів піддона, бортів і кришки, причому поколистової заготовки еластичною середою (гнуття довжні вісі облицювальних елементів розташовуполок Π-подібного напівфабрикату, формовка реють в одній площині складеної форми, а між сумібер жорсткості, розміри яких відповідають розміжними облицювальними елементами витримують рам пазів і виступів на плиті, і калібрування за зазор, який відповідає товщині розділювальної один хід пресу) нерухомо встановлюють на внутстінки. рішніх сторонах каркасів розпалубленої форми Ця послідовність прийомів виготовлення фортаким чином, що подовжні вісі елементів 5 знахоми дозволяє при інших рівних умовах, одержати дяться в одній поперечний площині складеної фоформу низької металомісткості і підвищеної жорстрми. Крім того між суміжними елементами 5 викості, що пояснюється використанням у якості затримують проміжок 12, який забезпечує перехідну готовки тонкого листа і затисненням кожної роздіпосадку розділювальних стінок 13 по їх периметру лювальної стінки по її периметру у зазорах між у проміжках 12. суміжними облицювальними елементами. На виготовлення восьмимісної форми необΠ-подібний напівфабрикат із тонколистової західно 20,2м прямокутних труб 2 25 25мм (маса готовки і ребра жорсткості на ньому можуть бути 31,7кг); 12,8м штаби 1 110мм на облицювальні одержані за допомогою штамповки заготовки у елементи 5 (маса 11,05кг); 9 шарнірів 9 (маса 6кг); штампах з металевими робочими частинами (пуа9 розділювальних стінок 13 з розмірами нсон і матриця) або штамповкою з використанням 2 312 512мм (маса 2,5кг). Загальна маса форми еластичної середи на кривошипних або гідравліч51,25кг. Місткість восьмимісної форми становить них пресах. 0,12м3. Металомісткість - 461кг/м3, або у 5,4 рази Спосіб пояснюється кресленням, де менша середньостатистичної (2500кг/м3). на Фіг.1 зображена схема сумісного штампу у Таким чином, спосіб виготовлення форми, що замкненому стані для операцій гнуття Π-подібного заявляється, дозволяє суттєво зменшити металонапівфабрикату і формування ребра жорсткості за місткість форми і водночас підвищити її жорстдопомогою еластичної середи, фронтальний пекість, що створює позитивний ефект [3]. реріз; Перелік посилань на Фіг.2 - загальний вигляд форми у складе1. Юрина Т.В. Новые конструкции форм для ному стані; фронтальний переріз; стеновых панелей. В сб. Формы для производства на Фіг.3 - розріз по АА; сборного железобетона. –М.: Стройиздат (НИна Фіг.4 - розріз по ББ. ИЖБ), 1972. -158с, (с.61-68). Штамп містить верхню 1 і нижню плити 2, кон2. Либерман Л.А. Некоторые вопросы проектейнер 3, поліуретанову подушку 4, облицювальтирования и изготовления стальных форм. В сб. ний елемент 5, який штампують, шаблон 6 і підсФормы для производства сборного железобетона. тавку 7. Форма містить піддон 8, з яким шарнірами -М.: Стройиздат (НИИЖБ), 1972. -158с, (с.11-17). 9 поєднані подовжні борти 10, з одним із яких ша3. Фоломеев Α.Α. Общие вопросы проектирорнірно поєднана кришка 11. Борти 10, піддон 8 і вания и использования стальных форм. В сб. Фокришка 11 виконані у вигляді зварених жорстких рмы для производства сборного железобетона. – каркасів з середини форми обладнані облицюваМ.: Стройиздат (НИИЖБ), 1972. -158с, (с.5-11). льними елементами 12, які встановлені з проміж 5 Комп’ютерна верстка Л.Литвиненко 13024 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making multi-set form for flat plates
Автори англійськоюDiamantopulo Kostiantyn Kostiantynovych, Serdiuk Oleksii Ivanovych
Назва патенту російськоюСпособ изготовления многоместной формы для плоских плит
Автори російськоюДиамантопуло Константин Константинович, Сердюк Алексей Иванович
МПК / Мітки
МПК: E04C 2/00
Мітки: багатомісної, виготовлення, спосіб, пласких, форми, плит
Код посилання
<a href="https://ua.patents.su/3-13024-sposib-vigotovlennya-bagatomisno-formi-dlya-plaskikh-plit.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення багатомісної форми для пласких плит</a>
Спосіб виготовлення поковок типу плит та пластин
Номер патенту: 7481
Опубліковано: 15.06.2005
Автори: Роганов Максим Львович, Роганов Лев Леонідович, Соколов Лев Миколайович, Корчак Олена Сергіївна, Марков Олег Євгенійович
МПК: B21J 1/04
Мітки: пластин, виготовлення, спосіб, плит, типу, поковок
Формула / Реферат:
Спосіб виготовлення поковок типу плит та пластин шляхом протягання круглого білета в бойках з кутом робочих поверхонь 90-120°, який відрізняється тим, що циліндрична заготовка обтискається в опуклих бойках та V-подібній підпружиненій вставці до висоти , де - діаметр заготовки (білета), Нn - висота поковки...
Спосіб виготовлення деревно – полімерних плит
Номер патенту: 36997
Опубліковано: 16.04.2001
Автори: Ященко Галина Миколаївна, Ковальський Ігор Володимирович, Кравченко Олег Григорович, Пєшкова Олена Іванівна, Гурустримба Світлана Михайлівна
МПК: B27K 5/00
Мітки: деревної, плит, спосіб, виготовлення, полімерних
Текст:
...здійснюють при температурі 160-170°С і тиску 5-7 МПа в залежності від товщини вигото влених плит. Таблиця Компоненти суміші та показники фізико – механічних власти востей дослідних зразків Деревні частинки Подріблений поліетилен Відходи полівінілхлориду суспензійного Парафінова стружка Міцність на згин, МПа Розбухання по товщині за 24 години, % 1 70,0 15,0 12,0 3,0 17,5 26,2 Для виготовлення дослідних зразків деревнополімерної плити...
Спосіб виготовлення деревностружкових плит і пристрій для його здійснення
Номер патенту: 15774
Опубліковано: 30.06.1997
Автори: Бехта Наталя Степанівна, Бехта Павло Антонович
Мітки: здійснення, плит, виготовлення, пристрій, деревностружкових, спосіб
Формула / Реферат:
1. Спосіб виготовлення деревностружкових плит, який включає завантаження стружкового килиму в прес, зімкнення плит преса, прогрівання водяною парою або газоподібним агентом шляхом продування і пресування, який відрізняється тим, що продування внутрішнього шару здійснюють в процесі зімкнення плит преса шляхом подачі водяної пари або іншого газоподібного агента під тиском від середини деревностружкового килиму до його кромок.2. Пристрій...
Спосіб виготовлення багатопустотних плит перекриття
Номер патенту: 33389
Опубліковано: 15.02.2001
Автор: Коротаєв Анатолій Іванович
Мітки: виготовлення, багатопустотних, плит, спосіб, перекриття
Текст:
...плит перекриття wt 3BopoTmM' формуванням, яке дозволяє отримати очікуваний технічний результат. ГЬставлену задачу вирішують тим, що в способі виготовлення багатопустотних плит перекриття, який включає укладення стерженевої арматури, уведення ітустотоутворюючих вкладишів каналів плит, укладення бетонної сумшд, формування вібруванням, послідуюче витягнення вкладишів, термообробку, відрізку випусків арматури, згідно винаходу,...
Спосіб виготовлення негорючих формованих виробів, зокрема будівельних плит
Номер патенту: 54416
Опубліковано: 17.03.2003
Автор: Томандль Ервін
МПК: B28B 23/00, C04B 28/00, C04B 14/20
Мітки: плит, виготовлення, зокрема, виробів, спосіб, негорючих, формованих, будівельних
Формула / Реферат:
1. Спосіб виготовлення негорючих формованих виробів, зокрема будівельних плит, при здійсненні якого гранульований вермикуліт піддають спучуванню при підвищеній температурі, на гранули спученого вермикуліту наносять розчин неорганічного зв'язуючого, після чого гранульований вермикуліт безперервно або періодично підпресовують, розкроюють його на заготовки потрібної форми і періодично пресують ці заготовки при температурі не нижче кімнатної,...
Попередній патент: Пристрій для виявлення предметів на залізничній колії
Наступний патент: Спосіб стимуляції процесів мінералізації в ділянці переломів щелеп у хворих із поєднаними лицьовою і легкою черепно-мозковою травмами
Випадковий патент: Спосіб персональної передачі інформації між користувачами мережі передачі даних