Борштанга
Номер патенту: 13672
Опубліковано: 17.04.2006
Автори: Міненко Дем'ян Олександрович, Карпусь Владислав Євгенович
Формула / Реферат
Борштанга, що містить чорновий і чистовий різці, встановлені один відносно іншого під кутом ![]() , яка відрізняється тим, що різці зміщені один відносно іншого в осьовому напрямку на величину
, яка відрізняється тим, що різці зміщені один відносно іншого в осьовому напрямку на величину ![]() :
:
![]()
де:
![]() - осьове зміщення різців, мм;
- осьове зміщення різців, мм;
![]() - кут між різцями;
- кут між різцями;
![]() - подача, з якою виконується обробка, мм/об.
- подача, з якою виконується обробка, мм/об.
Текст
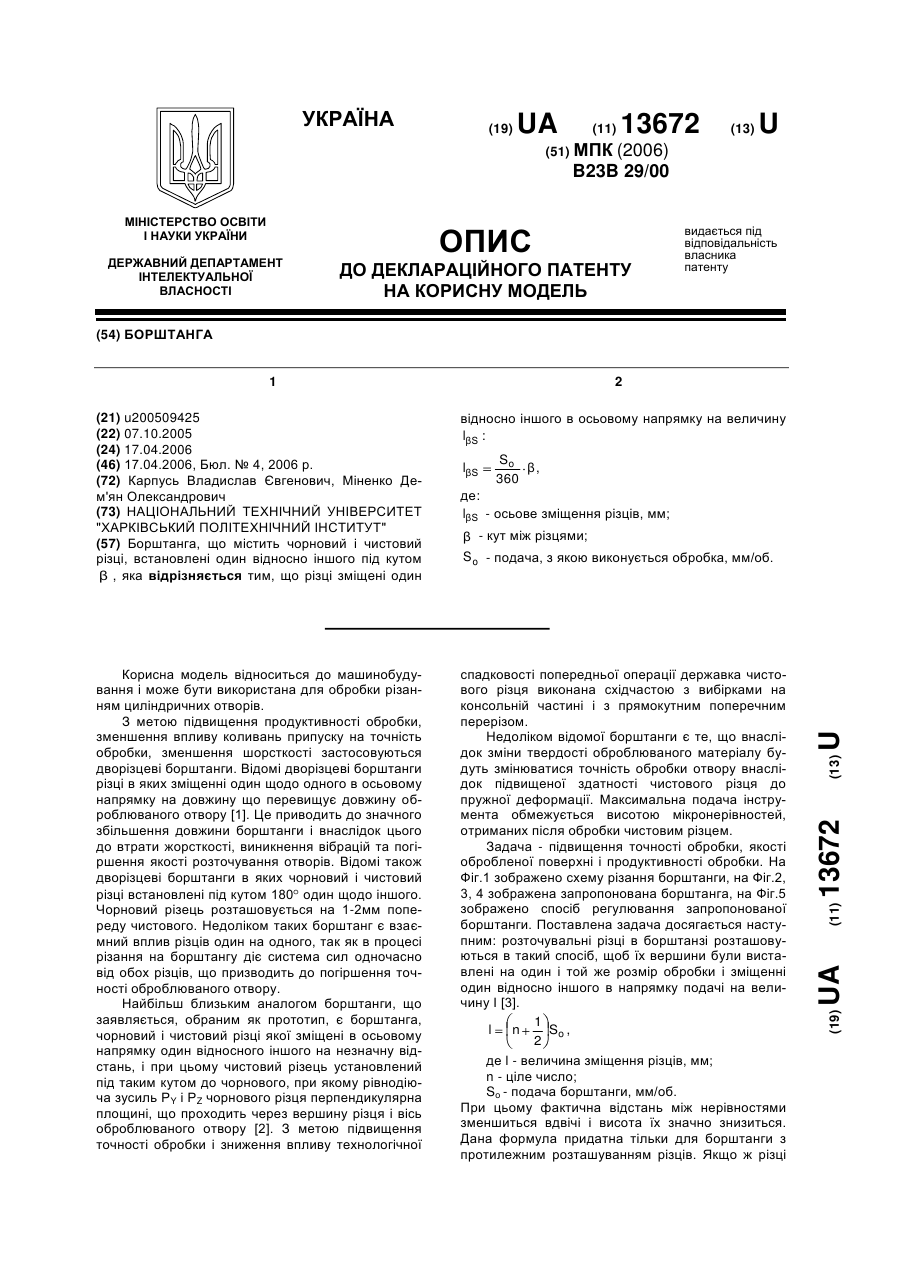
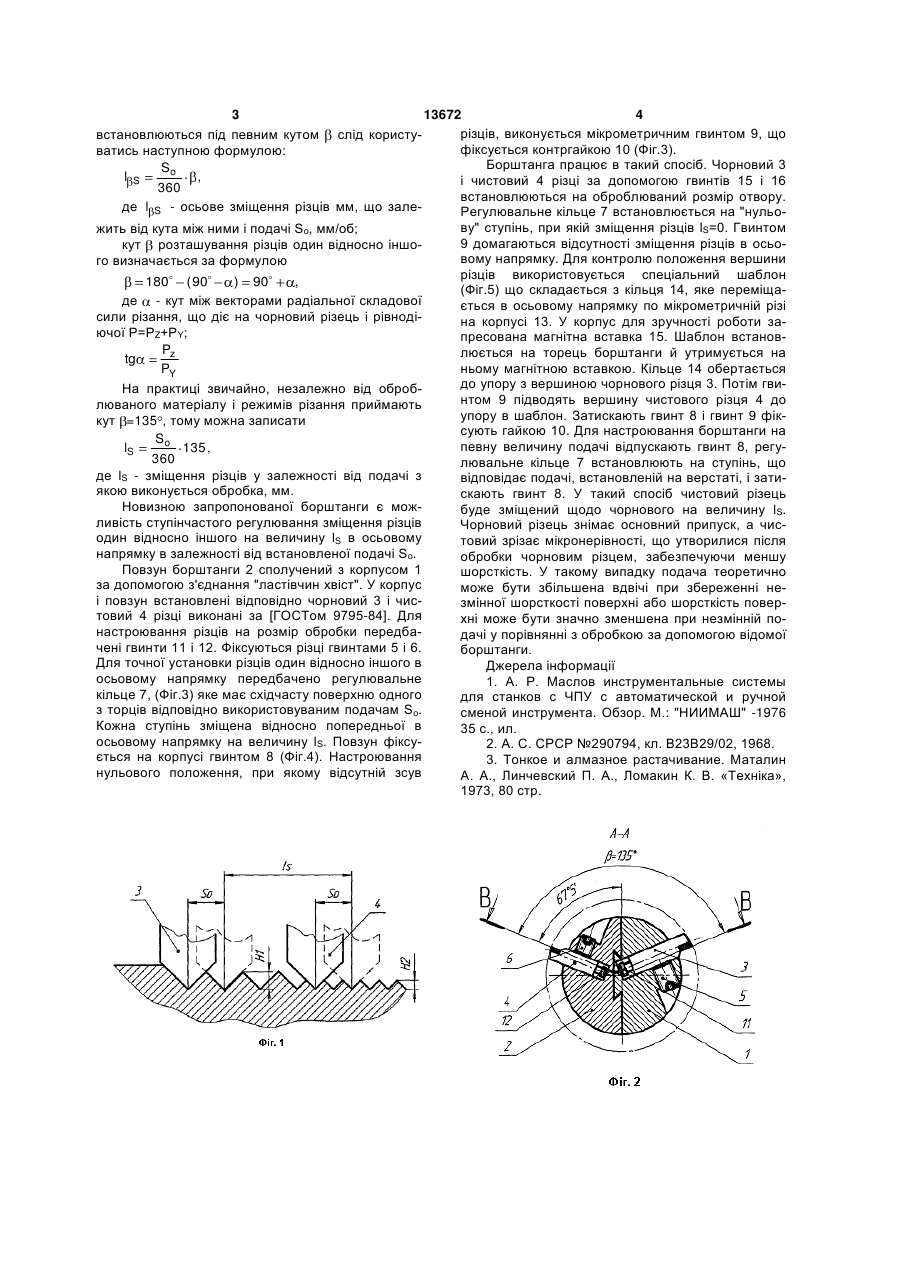
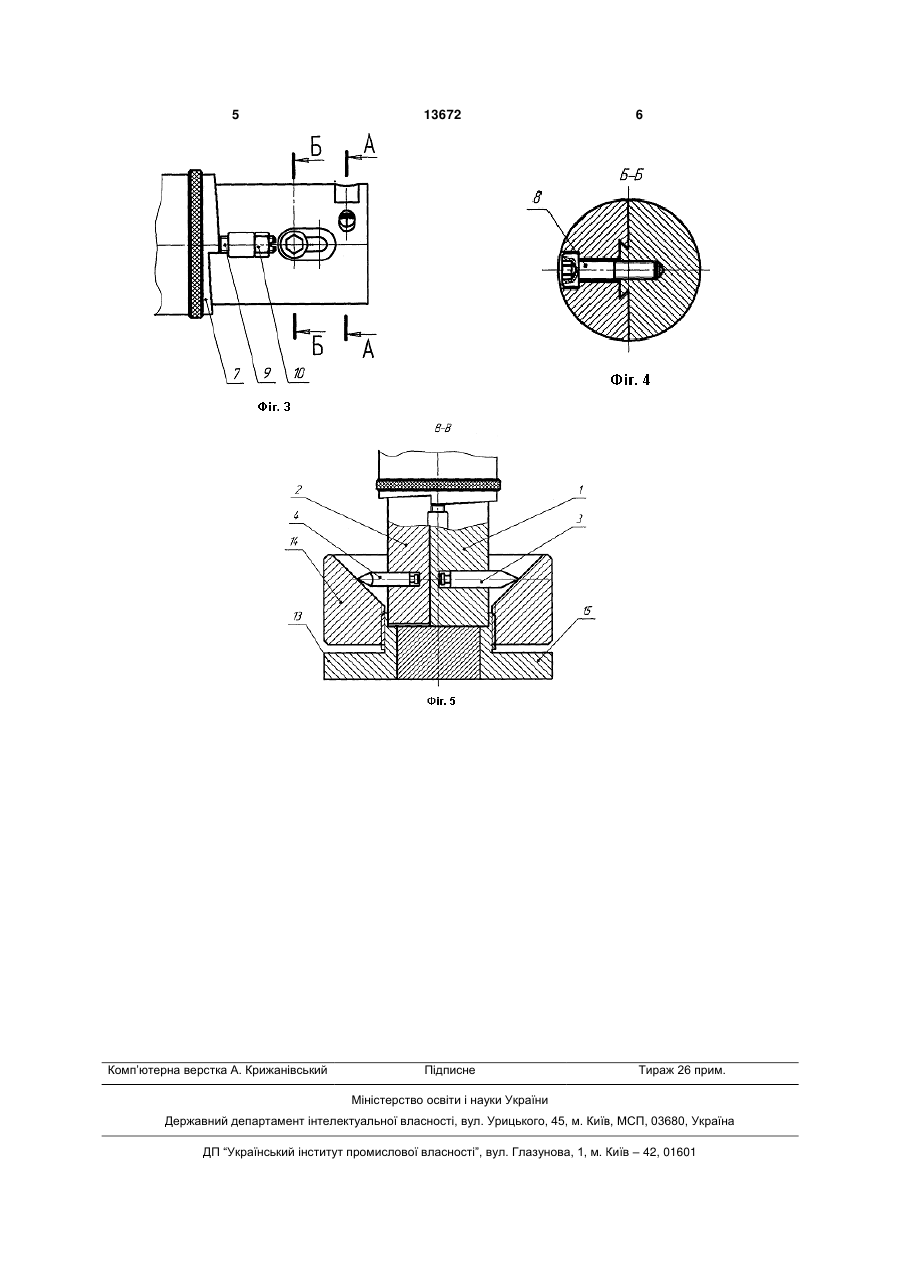
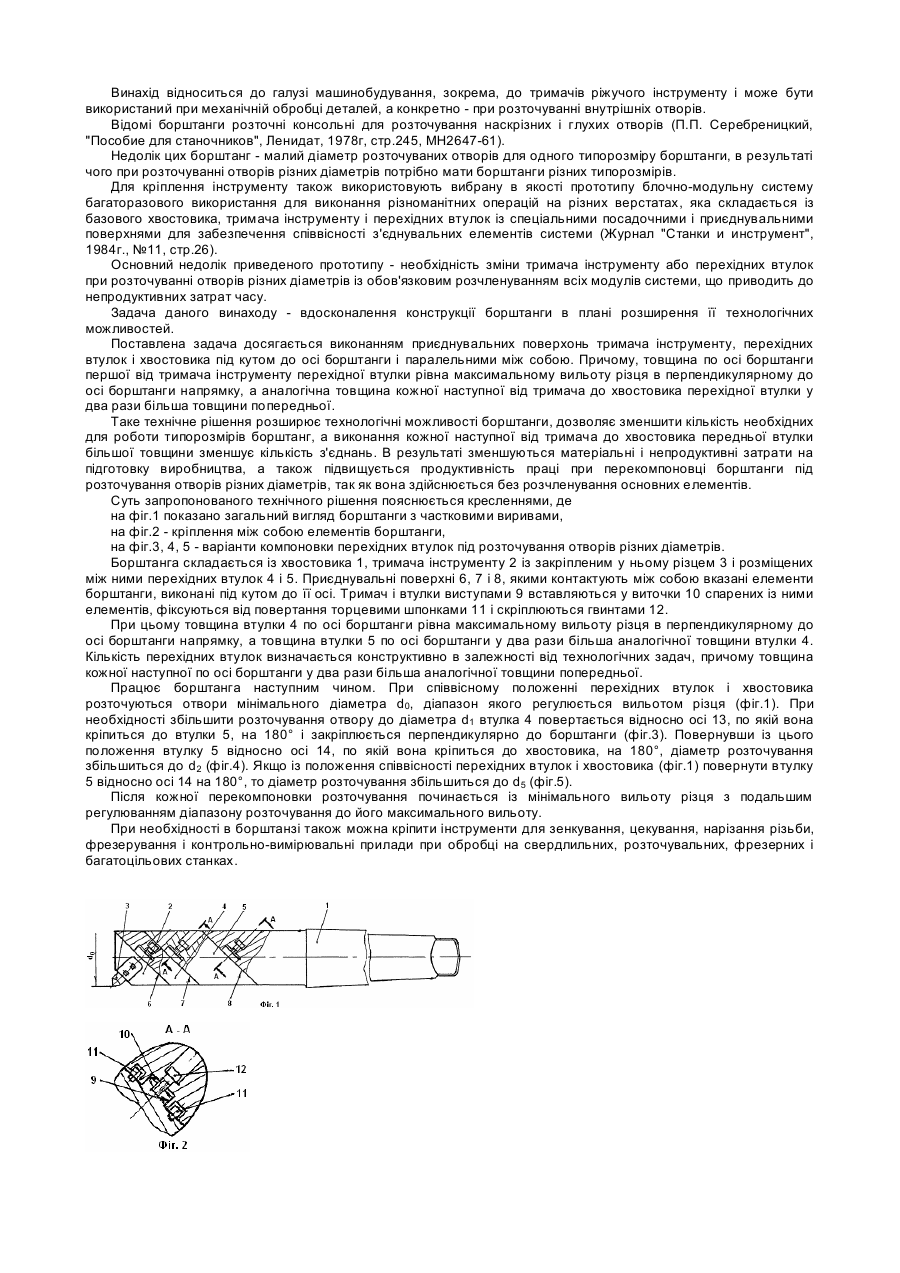
Борштанга, що містить чорновий і чистовий різці, встановлені один відносно іншого під кутом β , яка відрізняється тим, що різці зміщені один відносно іншого в осьовому напрямку на величину lβS : Корисна модель відноситься до машинобудування і може бути використана для обробки різанням циліндричних отворів. З метою підвищення продуктивності обробки, зменшення впливу коливань припуску на точність обробки, зменшення шорсткості застосовуються дворізцеві борштанги. Відомі дворізцеві борштанги різці в яких зміщенні один щодо одного в осьовому напрямку на довжину що перевищує довжину оброблюваного отвору [1]. Це приводить до значного збільшення довжини борштанги і внаслідок цього до втрати жорсткості, виникнення вібрацій та погіршення якості розточування отворів. Відомі також дворізцеві борштанги в яких чорновий і чистовий різці встановлені під кутом 180 один щодо іншого. Чорновий різець розташовується на 1-2мм попереду чистового. Недоліком таких борштанг є взаємний вплив різців один на одного, так як в процесі різання на борштангу діє система сил одночасно від обох різців, що призводить до погіршення точності оброблюваного отвору. Найбільш близьким аналогом борштанги, що заявляється, обраним як прототип, є борштанга, чорновий і чистовий різці якої зміщені в осьовому напрямку один відносного іншого на незначну відстань, і при цьому чистовий різець установлений під таким кутом до чорнового, при якому рівнодіюча зусиль PY і PZ чорнового різця перпендикулярна площині, що проходить через вершину різця і вісь оброблюваного отвору [2]. З метою підвищення точності обробки і зниження впливу технологічної спадковості попередньої операції державка чистового різця виконана східчастою з вибірками на консольній частині і з прямокутним поперечним перерізом. Недоліком відомої борштанги є те, що внаслідок зміни твердості оброблюваного матеріалу будуть змінюватися точність обробки отвору внаслідок підвищеної здатності чистового різця до пружної деформації. Максимальна подача інструмента обмежується висотою мікронерівностей, отриманих після обробки чистовим різцем. Задача - підвищення точності обробки, якості обробленої поверхні і продуктивності обробки. На Фіг.1 зображено схему різання борштанги, на Фіг.2, 3, 4 зображена запропонована борштанга, на Фіг.5 зображено спосіб регулювання запропонованої борштанги. Поставлена задача досягається наступним: розточувальні різці в борштанзі розташовуються в такий спосіб, щоб їх вершини були виставлені на один і той же розмір обробки і зміщенні один відносно іншого в напрямку подачі на величину І [3]. 1 l n So , 2 де l - величина зміщення різців, мм; n - ціле число; Sо - подача борштанги, мм/об. При цьому фактична відстань між нерівностями зменшиться вдвічі і висота їх значно знизиться. Дана формула придатна тільки для борштанги з протилежним розташуванням різців. Якщо ж різці lβS So β, 360 де: lβS - осьове зміщення різців, мм; β - кут між різцями; (19) UA (11) 13672 (13) U S o - подача, з якою виконується обробка, мм/об. 3 13672 4 різців, виконується мікрометричним гвинтом 9, що встановлюються під певним кутом слід користуфіксується контргайкою 10 (Фіг.3). ватись наступною формулою: Борштанга працює в такий спосіб. Чорновий 3 So l S , і чистовий 4 різці за допомогою гвинтів 15 і 16 360 встановлюються на оброблюваний розмір отвору. де l S - осьове зміщення різців мм, що залеРегулювальне кільце 7 встановлюється на "нульожить від кута між ними і подачі Sо, мм/об; кут розташування різців один відносно іншого визначається за формулою 180 ( 90 ) 90 , де - кут між векторами радіальної складової сили різання, що діє на чорновий різець і рівнодіючої P=РZ+РY; Pz tg PY На практиці звичайно, незалежно від оброблюваного матеріалу і режимів різання приймають кут =135 , тому можна записати So lS 135 , 360 де lS - зміщення різців у залежності від подачі з якою виконується обробка, мм. Новизною запропонованої борштанги є можливість ступінчастого регулювання зміщення різців один відносно іншого на величину lS в осьовому напрямку в залежності від встановленої подачі Sо. Повзун борштанги 2 сполучений з корпусом 1 за допомогою з'єднання "ластівчин хвіст". У корпус і повзун встановлені відповідно чорновий 3 і чистовий 4 різці виконані за [ГОСТом 9795-84]. Для настроювання різців на розмір обробки передбачені гвинти 11 і 12. Фіксуються різці гвинтами 5 і 6. Для точної установки різців один відносно іншого в осьовому напрямку передбачено регулювальне кільце 7, (Фіг.3) яке має східчасту поверхню одного з торців відповідно використовуваним подачам Sо. Кожна ступінь зміщена відносно попередньої в осьовому напрямку на величину lS. Повзун фіксується на корпусі гвинтом 8 (Фіг.4). Настроювання нульового положення, при якому відсутній зсув ву" ступінь, при якій зміщення різців lS=0. Гвинтом 9 домагаються відсутності зміщення різців в осьовому напрямку. Для контролю положення вершини різців використовується спеціальний шаблон (Фіг.5) що складається з кільця 14, яке переміщається в осьовому напрямку по мікрометричній різі на корпусі 13. У корпус для зручності роботи запресована магнітна вставка 15. Шаблон встановлюється на торець борштанги й утримується на ньому магнітною вставкою. Кільце 14 обертається до упору з вершиною чорнового різця 3. Потім гвинтом 9 підводять вершину чистового різця 4 до упору в шаблон. Затискають гвинт 8 і гвинт 9 фіксують гайкою 10. Для настроювання борштанги на певну величину подачі відпускають гвинт 8, регулювальне кільце 7 встановлюють на ступінь, що відповідає подачі, встановленій на верстаті, і затискають гвинт 8. У такий спосіб чистовий різець буде зміщений щодо чорнового на величину lS. Чорновий різець знімає основний припуск, а чистовий зрізає мікронерівності, що утворилися після обробки чорновим різцем, забезпечуючи меншу шорсткість. У такому випадку подача теоретично може бути збільшена вдвічі при збереженні незмінної шорсткості поверхні або шорсткість поверхні може бути значно зменшена при незмінній подачі у порівнянні з обробкою за допомогою відомої борштанги. Джерела інформації 1. А. Р. Маслов инструментальные системы для станков с ЧПУ с автоматической и ручной сменой инструмента. Обзор. М.: "НИИМАШ" -1976 35 с., ил. 2. А. С. СРСР №290794, кл. В23В29/02, 1968. 3. Тонкое и алмазное растачивание. Маталин А. А., Линчевский П. А., Ломакин К. В. «Техніка», 1973, 80 стр. 5 Комп’ютерна верстка А. Крижанівський 13672 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBoring bar
Автори англійськоюKarpus Vladyslav Yevhenovych
Назва патенту російськоюБорштанга
Автори російськоюКарпусь Владислав Евгеньевич
МПК / Мітки
МПК: B23B 29/00
Мітки: борштанга
Код посилання
<a href="https://ua.patents.su/3-13672-borshtanga.html" target="_blank" rel="follow" title="База патентів України">Борштанга</a>
Борштанга
Номер патенту: 68967
Опубліковано: 16.08.2004
Автори: Шевадуцька Василина Ярославівна, Шевадуцький Ярослав Васильович
МПК: B23B 29/00
Мітки: борштанга
Формула / Реферат:
1. Борштанга, що складається із хвостовика, тримача інструменту і розміщених між ними перехідних втулок із спеціальними посадочними і приєднувальними поверхнями, яка відрізняється тим, що приєднувальні поверхні тримача інструменту, перехідних втулок і хвостовика виконані під кутом до осі борштанги і паралельними між собою.2. Борштанга за п. 1, яка відрізняється тим, що товщина по осі борштанги перехідної втулки першої від тримача...
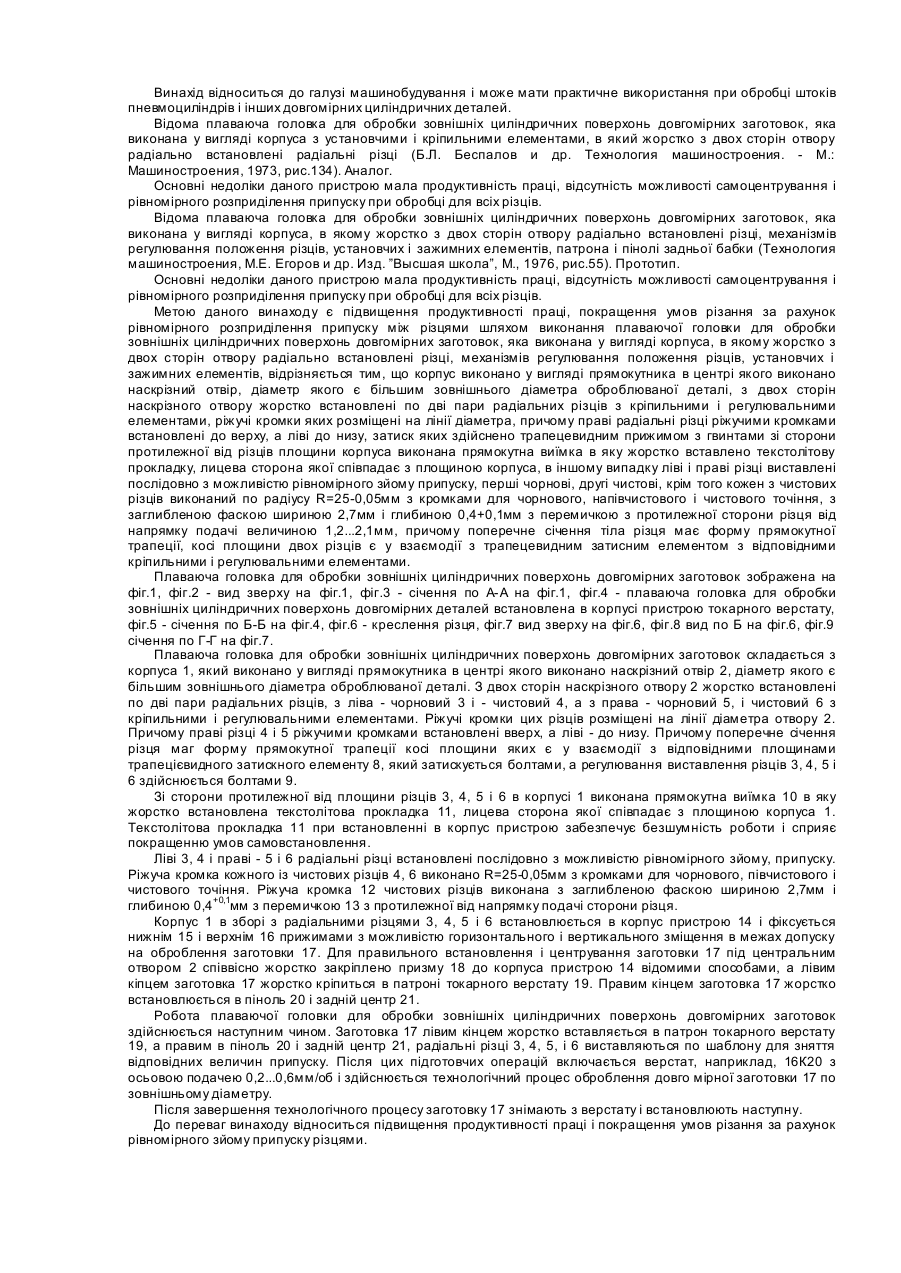
Плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок
Номер патенту: 66501
Опубліковано: 17.05.2004
Автори: Стойко Ігор Іванович, Матвійчук Анатолій Васильович, Глух Василь Михайлович, Вовк Ярослав Юрійович, Гевко Ігор Богданович
МПК: B23P 25/00
Мітки: зовнішніх, поверхонь, головка, обробки, плаваюча, довгомірних, заготовок, циліндричних
Формула / Реферат:
1. Плаваюча головка для обробки зовнішніх циліндричних поверхонь довгомірних заготовок, яка виконана у вигляді корпуса, в якому жорстко з двох сторін отвору радіально встановлені різці, механізмів регулювання положення різців, установних і затискних елементів, патрона і пінолі задньої бабки, який відрізняється тим, що корпус виконано у вигляді прямокутника, в центрі якого виконано наскрізний отвір, діаметр якого є більшим за зовнішній діаметр...
Багаторізцева головка для точіння
Номер патенту: 30761
Опубліковано: 15.12.2000
Автори: Нагорняк Степан Григорович, Луців Ігор Володимирович, Юхименко Генадій Омелянович, Кривий Петро Дмитрович
МПК: B23B 29/24
Мітки: точіння, головка, багаторізцева
Формула / Реферат:
Багаторізцева головка для точіння, яка містить корпус, встановлені в ньому різці з можливістю осьового переміщення відносно корпусу, встановлені рівномірно відносно один одного, яка відрізняється тим, що корпус виконаний у вигляді шестигранної пустотілої призми, на гранях якої через 120º виконані три наскрізні вікна, в яких на пружних напрямних встановлені різцетримачі з різцями, і кожний з різцетримачів встановлений з можливістю...
Зуборізальна різцева головка
Номер патенту: 43139
Опубліковано: 15.11.2001
Автори: Чернявський Олександр Васильович, Гліжинський Адольф Дмитрович, Гліжинський Дмитро Адольфович
МПК: B23F 9/00
Мітки: різцева, зуборізальна, головка
Формула / Реферат:
Зуборізальна різцева головка для нарізування прямих та гвинтових зубів конічних зубчастих коліс методом безперервного ділення в умовах гнучкого автоматизованого виробництва, яка відрізняється тим, що різці в ній розташовані на витках багатозахідного черв'яка по кільцю.
Багаторізцева головка для подрібнення стружки
Номер патенту: 33936
Опубліковано: 15.02.2001
Автор: Юхименко Генадій Омелянович
МПК: B23B 29/24
Мітки: головка, стружки, багаторізцева, подрібнення
Текст:
...на фіг. 1 показаний загальний вигляд головки - вигляд спереду; на фіг. 2 показано переріз А-А - механізм осциляцій різців; на фіг. 3 показаний вигляд Б - вигляд ззаду; на фіг. 4 показано переріз В-В; на фіг. 5 показано переріз Г-Г - положення механізму відводу різця та різцетримача під час різання; на фіг. 6 показано переріз Г-Г - положення механізму відводу різця та різцетримача під час врізання та відводу головки; на фіг. 7 показано переріз...
Попередній патент: Спосіб прогнозування тяжкості перебігу патологічного процесу у хворих на поліпозний риносинуїт
Наступний патент: Аксіальний шнековий очисник
Випадковий патент: Спосіб діагностики пошкоджень у вигляді отворів і тріщин в тонкостінних виробах