Спосіб виготовлення поковок валів із фланцем
Номер патенту: 4308
Опубліковано: 17.01.2005
Автори: Свиридов Олег Віталійович, Кальченко Петро Павлович, Шабанов Володимир Борисович, Олешко Віктор Михайлович
Формула / Реферат
Спосіб виготовлення валів із фланцем шляхом осаджування заготівки з використанням обмежувального і підкладного кілець, який відрізняється тим, що на одній ділянці заготівки за допомогою протягання формують ступені до заданих поковочних розмірів, а кінцеву частину, призначену для формування фланця, попередньо протягають зі співвідношенням D0/H0 = 2,75-2,25 при відносній величині отвору обмежувального кільця d0/D0 = 0,67, де D0, H0 - відповідно діаметр і висота кінцевої частини заготівки перед осаджуванням, d0 - діаметр отвору обмежувального кільця, потім обмежувальне кільце встановлюють на торець підкладного кільця, у порожнині якого розміщують кінцеву частину заготівки, а ступінчасту частину поковки вала розташовують у підкладному кільці з вільним розташуванням його нижнього кінця по висоті, після чого роблять осаджування його верхнього кінця з видавлюванням металу в уступ, що примикає до фланця поковки вала.
Текст
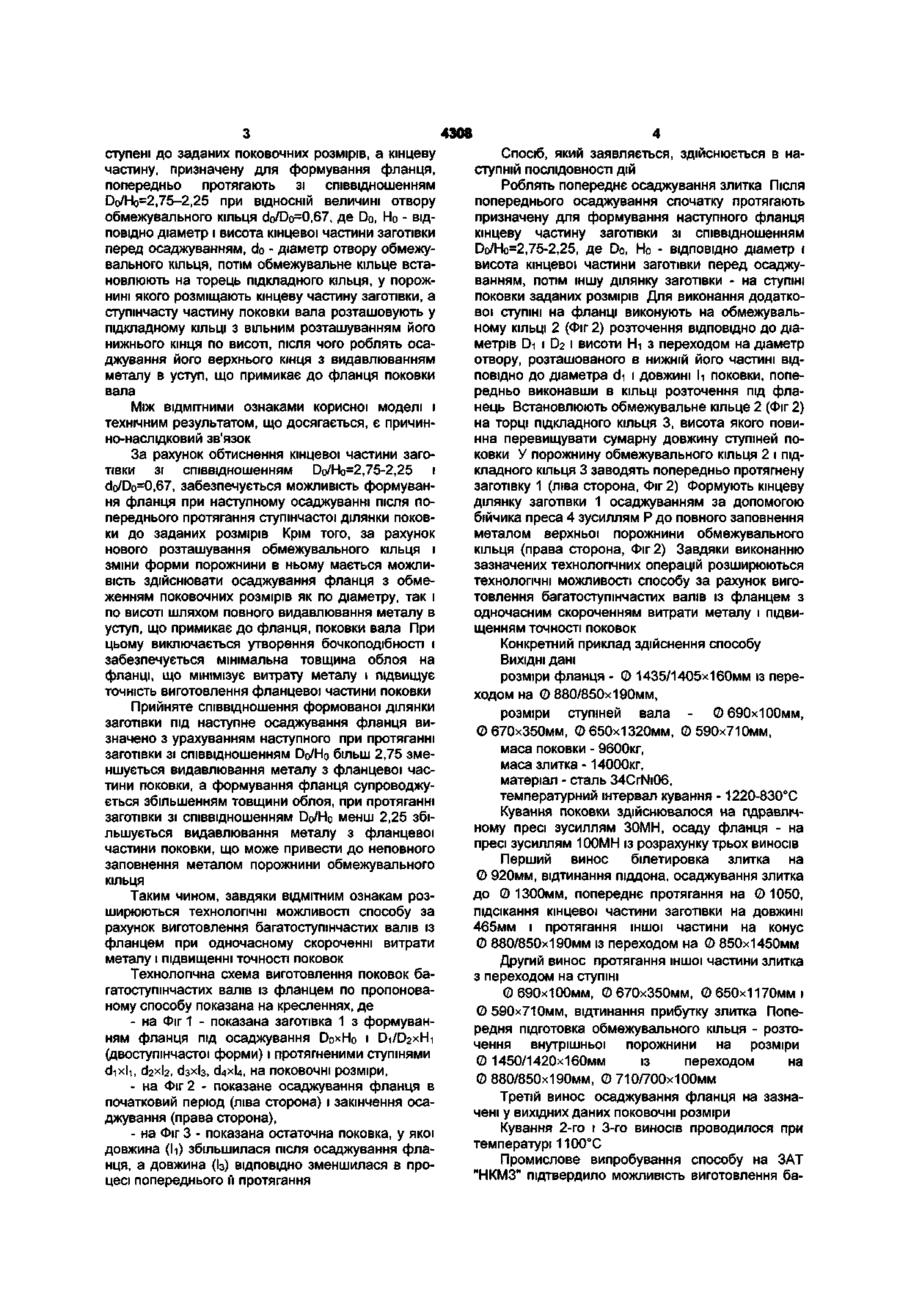
Спосіб виготовлення валів із фланцем шляхом осаджування заготівки з використанням обмежувального і підкладного кілець, який відрізняється тим, що на одній ділянці заготівки за допомогою протягання формують ступені до зада них поковочних розмірів, а кінцеву частину, призначену для формування фланця, попередньо протягають зі співвідношенням Do/Ho=2,75-2,25 при відносній величині отвору обмежувального кільця do/Do=O,67, де Do, Но - відповідно діаметр і висота кінцевої частини заготівки перед осаджуванням, do - діаметр отвору обмежувального кільця, потім обмежувальне кільце встановлюють на торець підкладного кільця, у порожнині якого розміщують кінцеву частину заготівки, а ступінчасту частину поковки вала розташовують у підкладному кільці з вільним розташуванням його нижнього кінця по висоті, після чого роблять осаджування його верхнього кінця з видавлюванням металу в уступ, що примикає до фланця поковки вала. Корисна модель відноситься до галузі кування, а точніше - до особливих способів обробки металів тиском, і може бути використана при виготовленні поковок валів із фланцем. Відомий спосіб виготовлення поковок валів, що включає попереднє осаджування заготівки з хвостовиком у кільці з конусним отвором і її наступне протягання на остаточні розміри поковки (див., наприклад, опис до авторського свідоцтва СРСР №1030080, МПКВ21Л/04, В21К1/06). Недоліком способу є додаткова трудомісткість кування, яка обумовлена обтисненням запресованого хвостовика для зняття підкладного кільця з поковки після остаточного кування. Найбільш близьким аналогом по сукупності суттєвих ознак і результату, що досягається, є спосіб виготовлення поковок, описаний в авторському свідоцтві СРСР №1199397, МПК B21J1/04). Сутність способу: на початку роблять розміщення циліндричної заготівки одним з її кінців у кільці, потім здійснюють остаточне осаджування виступаючої частини заготівки до одержання виробу з фланцем. Таким чином, подібними ознаками заявленого і відомого способів є: виготовлення валів із фланцем шляхом осаджування заготівки з використанням обмежувального і підкладного кілець. Недоліком даного способу є те, що він викори стовується при виготовленні порівняно коротких валів, переважно для поковок поперечних перерізів одного типорозміру, що обмежує його технологічні можливості. Крім того, формування фланця супроводжується утворенням бочкоподібності на його бічній поверхні, що не дозволяє одержувати точні поковки, близькі за формою і розмірами щодо готової деталі, що в остаточному підсумку визначає підвищену витрату металу. В основу корисної моделі покладена задача розширити технологічні можливості способу за рахунок виготовлення багатоступінчастих довгомірних валів із фланцем при одночасному підвищенні точності поковок, а, отже, зменшенні витрати металу. Ця задача вирішується за рахунок технічного результату, який полягає в більш раціональному виборі співвідношень розмірів заготівки і варіації ковальського оснащення (кілець), що забезпечують підвищення точності виготовлення поковок при формуванні фланця й у можливості виконання цієї технологічної операції після протягання заготівки на ступіні різного діаметра. Цей технічний результат забезпечується тим, що в способі виготовлення валів із фланцем шляхом осаджування заготівки з використанням обмежувального і підкладного кілець, - на одній з ділянок заготівки за допомогою протягання формують 00 о со 4308 ступені до заданих поковочних розмірів, а кінцеву частину, призначену для формування фланця, попередньо протягають зі співвідношенням Do/Ho=2,75-2,25 при ВІДНОСНІЙ величині отвору обмежувального кільця do/Do=O,67, де Do, Но - ВІДПОВІДНО діаметр і висота кінцевої частини заготівки перед осаджуванням, do - діаметр отвору обмежувального кільця, потім обмежувальне кільце встановлюють на торець підкладного кільця, у порожнині якого розміщають кінцеву частину заготівки, а ступінчасту частину поковки вала розташовують у підкладному КІЛЬЦІ З ВІЛЬНИМ розташуванням його нижнього кінця по висоті, після чого роблять осаджування його верхнього кінця з видавлюванням металу в уступ, що примикає до фланця поковки вала Між ВІДМІТНИМИ ознаками корисної моделі і технічним результатом, що досягається, є причинно-наслідковий зв'язок За рахунок обтиснення кінцевої частини заготівки зі співвідношенням Do/Ho=2,75-2,25 і do/Do=O,67, забезпечується можливість формування фланця при наступному осаджуванні після попереднього протягання ступінчастої ділянки поковки до заданих розмірів Крімтого, за рахунок нового розташування обмежувального кільця і зміни форми порожнини в ньому мається можливість здійснювати осаджування фланця з обмеженням поковочних розмірів як по діаметру, так і по висоті шляхом повного видавлювання металу в уступ, що примикає до фланця, поковки вала При цьому виключається утворення бочкоподібності і забезпечується мінімальна товщина облоя на фланці, що мінімізує витрату металу і підвищує точність виготовлення фланцевої частини поковки Прийняте співвідношення формованої ділянки заготівки під наступне осаджування фланця визначено з урахуванням наступного при протяганні заготівки зі співвідношенням Do/Ho більш 2,75 зменшується видавлювання металу з фланцевої частини поковки, а формування фланця супроводжується збільшенням товщини облоя, при протяганні заготівки зі співвідношенням Do/Ho менш 2,25 збільшується видавлювання металу з фланцевої частини поковки, що може привести до неповного заповнення металом порожнини обмежувального кільця Таким чином, завдяки ВІДМІТНИМ ознакам розширюються технологічні можливості способу за рахунок виготовлення багатоступінчастих валів із фланцем при одночасному скороченні витрати металу і підвищенні точності поковок Технологічна схема виготовлення поковок багатоступінчастих валів із фланцем по пропонованому способу показана на кресленнях, де - на Фіг 1 - показана заготівка 1 з формуванням фланця під осаджування DoxHo і D1/D2XH1 (двоступінчастої форми) і протягненими ступінями d-ixl-i, d2xl2, d3xl3, d4xl4, на поковочні розміри, - на Фіг 2 - показане осаджування фланця в початковий період (ліва сторона) і закінчення осаджування (права сторона), - на Фіг 3 - показана остаточна поковка, у якої довжина (1-і) збільшилася після осаджування фланця, а довжина (Із) ВІДПОВІДНО зменшилася в процесі попереднього її протягання 4 Спосіб, який заявляється, здійснюється в наступній ПОСЛІДОВНОСТІ ДІЙ Роблять попереднє осаджування злитка Після попереднього осаджування спочатку протягають призначену для формування наступного фланця кінцеву частину заготівки зі співвідношенням Do/Ho=2,75-2,25, де Do, Но - ВІДПОВІДНО діаметр і висота кінцевої частини заготівки перед осаджуванням, потім іншу ділянку заготівки - на ступіні поковки заданих розмірів Для виконання додаткової ступіні на фланці виконують на обмежувальному КІЛЬЦІ 2 (Фіг 2) розточення ВІДПОВІДНО ДО діа метрів Di і D2 і висоти Ні з переходом на діаметр отвору, розташованого в нижній його частині ВІДПОВІДНО до діаметра di і довжині h поковки, попередньо виконавши в КІЛЬЦІ розточення під фланець Встановлюють обмежувальне кільце 2 (Фіг 2) на торці підкладного кільця 3, висота якого повинна перевищувати сумарну довжину ступіней поковки У порожнину обмежувального кільця 2 і підкладного кільця 3 заводять попередньо протягнену заготівку 1 (ліва сторона, Фіг 2) Формують кінцеву ділянку заготівки 1 осаджуванням за допомогою бійчика преса 4 зусиллям Р до повного заповнення металом верхньої порожнини обмежувального кільця (права сторона, Фіг 2) Завдяки виконанню зазначених технологічних операцій розширюються технологічні можливості способу за рахунок виготовлення багатоступінчастих валів із фланцем з одночасним скороченням витрати металу і підвищенням ТОЧНОСТІ ПОКОВОК Конкретний приклад здійснення способу ВИХІДНІ дані розміри фланця - © 1435/1405x160мм із переходом на О 880/850x190мм, розміри ступіней вала - О 690x100мм, О670х350мм, О650х1320мм, О590х710мм, маса поковки - 9600кг, маса злитка - 14000кг, матеріал - сталь 34CrNiO6, температурний інтервал кування - 1220-830°С Кування поковки здійснювалося на гідравлічному пресі зусиллям ЗОМН, осаду фланця - на пресі зусиллям 100МН із розрахунку трьох виносів Перший винос білетировка злитка на О 920мм, відтинання піддона, осаджування злитка до О 1300мм, попереднє протягання на О 1050, підсікання кінцевої частини заготівки на довжині 465мм і протягання іншої частини на конус О 880/850x190мм із переходом на О 850x1450мм Другий винос протягання іншої частини злитка з переходом на ступіні О690хЮ0мм, О670х350мм, О650х1170ммі О 590x710мм, відтинання прибутку злитка Попередня підготовка обмежувального кільця - розточення внутрішньої порожнини на розміри О 1450/1420x160мм із переходом на О 880/850x190мм, О 710/700x100мм Третій винос осаджування фланця на зазначені у вихідних даних поковочні розміри Кування 2-го і 3-го виносів проводилося при температурі 1100°С Промислове випробування способу на ЗАТ "НКМЗ" підтвердило можливість виготовлення ба 5 4308 6 гатоступінчастого вала з фланцем при зменшенні кування поковок типу валів із фланцем, при яких витрати металу на 1000кг. ступінчасту частину вала виготовити можливо куПропонована корисна модель дозволяє розванням, а фланцеву частину - штампуванням робляти принципово нові технологічні процеси НІ LI L2 _ L3 _ _ L4.. Фіг. 1 Фіг. 2 Фіг. З Комп'ютерна верстка Л Литвиненко Підписне Тираж 37 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of forging parts of flanged shafts
Автори англійськоюOleshko Viktor Mykhailovych, Shabanov Volodymyr Borysovych, Kalchenko Petro Pavlovych
Назва патенту російськоюСпособ изготовления поковок валов с фланцем
Автори російськоюОлешко Виктор Михайлович, Шабанов Владимир Борисович, Кальченко Петр Павлович
МПК / Мітки
МПК: B21J 1/04
Мітки: валів, спосіб, виготовлення, фланцем, поковок
Код посилання
<a href="https://ua.patents.su/4-4308-sposib-vigotovlennya-pokovok-valiv-iz-flancem.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поковок валів із фланцем</a>
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Соколов Лев Миколайович, Михайленко Борис Омелянович, Кузнєцов Микола Миколайович
МПК: B21J 1/04
Мітки: поковок, виготовлення, типу, пластин, спосіб
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Спосіб виготовлення великих поковок
Номер патенту: 60114
Опубліковано: 15.09.2003
Автори: Олешко Віктор Михайлович, Кальченко Петро Павлович, Лиманський Олександр Вадимович, Станков Юрій Миколаєвич
МПК: B21J 1/04
Мітки: виготовлення, поковок, великих, спосіб
Формула / Реферат:
Спосіб виготовлення великих поковок, при якому нагріту заготівку попередньо деформують, чергуючи операції протягування й осаджування з наступним остаточним обтисненням до поковочних розмірів, який відрізняється тим, що після першого осаджування виконують сплющування заготівки уздовж подовжньої осі, а після другого здійснюють розгонку заготівки до утворення випуклості шляхом почергового її обтиснення відносно подовжньої і поперечної осі, при...
Спосіб виготовлення поковок
Номер патенту: 48530
Опубліковано: 15.08.2002
Автори: Бедросова Лариса Василівна, Артамонов Юрій Вікторович, Терновий Юрій Федорович, Лазоркін Віктор Андрійович, Лазоркіна Дар'я Вікторівна
МПК: B21J 1/04
Мітки: поковок, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення поковок, який включає виплавлення, розливання та кристалізацію металу в злиток, нагрівання та подальше його деформування на пресах або молотах, який відрізняється тим, що перед нагріванням видаляють 93-97% прибуткової частини злитка, а після кування видаляють її залишок.
Спосіб виготовлення поковок типу пластин
Номер патенту: 58730
Опубліковано: 15.08.2003
Автори: Соколов Лев Миколайович, Алієв Іграмотдін Серажутдінович, Михайленко Борис Омелянович, Марков Олег Євгенович, Близнюк Сергій Анатолійович
МПК: B21J 1/04
Мітки: типу, спосіб, поковок, пластин, виготовлення
Формула / Реферат:
Спосіб виготовлення поковок типу пластин, що здійснюється шляхом протяжки круглого білета в комбінованих бойках, один із яких - вирізний, інший - опуклий, з кутом робочих поверхонь 90-120°, який відрізняється тим, що білет протягають на V-подібний профіль, з товщиною полиці H1 = (D – Hп)/2, де D - діаметр білета, Hп - висота пластини, і радіусами округлення кутів робочих поверхонь нижнього і верхнього бойків, що дорівнюють Rн...
Спосіб виготовлення вісесиметричних поковок з відростками
Номер патенту: 34699
Опубліковано: 15.03.2001
Автори: Діамантопуло Костянтин Костянтинович, Кухар Володимир Валентинович
МПК: B21K 1/06
Мітки: вісесиметричних, виготовлення, поковок, спосіб, відростками
Формула / Реферат:
1. Спосіб виготовлення вісесиметричних поковок з відростками, який складається з відрізання заготовки, її нагрівання та наступних згинання й штампування, який відрізняється тим. що вихідну заготовку відрізають з відношенням її довжини до діаметра Lo/Do = 4,0...6,0 й перед попереднім штампуванням осаджують нагріту заготовку в торець з втратою стійкості на умовну ступінь деформації =30...55%.2. Спосіб по п. 1, який відрізняється тим, що...
Попередній патент: Спосіб діагностики пошкоджень органів черевної порожнини
Наступний патент: Мастильна добавка для бурових розчинів
Випадковий патент: Замок