Спосіб виготовлення довгомірних порошкових втулок високої щільності і рівнощільності
Номер патенту: 67230
Опубліковано: 15.06.2004
Автори: Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна, Нікітін Юрій Миколайович, Баранов Олександр Геннадійович
Формула / Реферат
Спосіб виготовлення довгомірних порошкових втулок високої щільності і рівнощільності, що включає попереднє холодне формування пористої заготовки, її нагрівання в захисному середовищі і подальше послідовне доущільнення, спочатку по зовнішній, а потім по внутрішній поверхнях заготовки в напрямку, нормальному до осьового, який відрізняється тим, що подальше доущільнення здійснюють у матриці штампа одночасно по зовнішньому і внутрішньому діаметрах при переміщенні пуансона у напрямку, нормальному до осьового, причому припуск на ущільнення вибирають із співвідношення Vсм.н=Vсм.в, де Vсм.н і Vсм.в - обсяги зміщеного при ущільненні металу по зовнішньому і внутрішньому діаметрах.
Текст
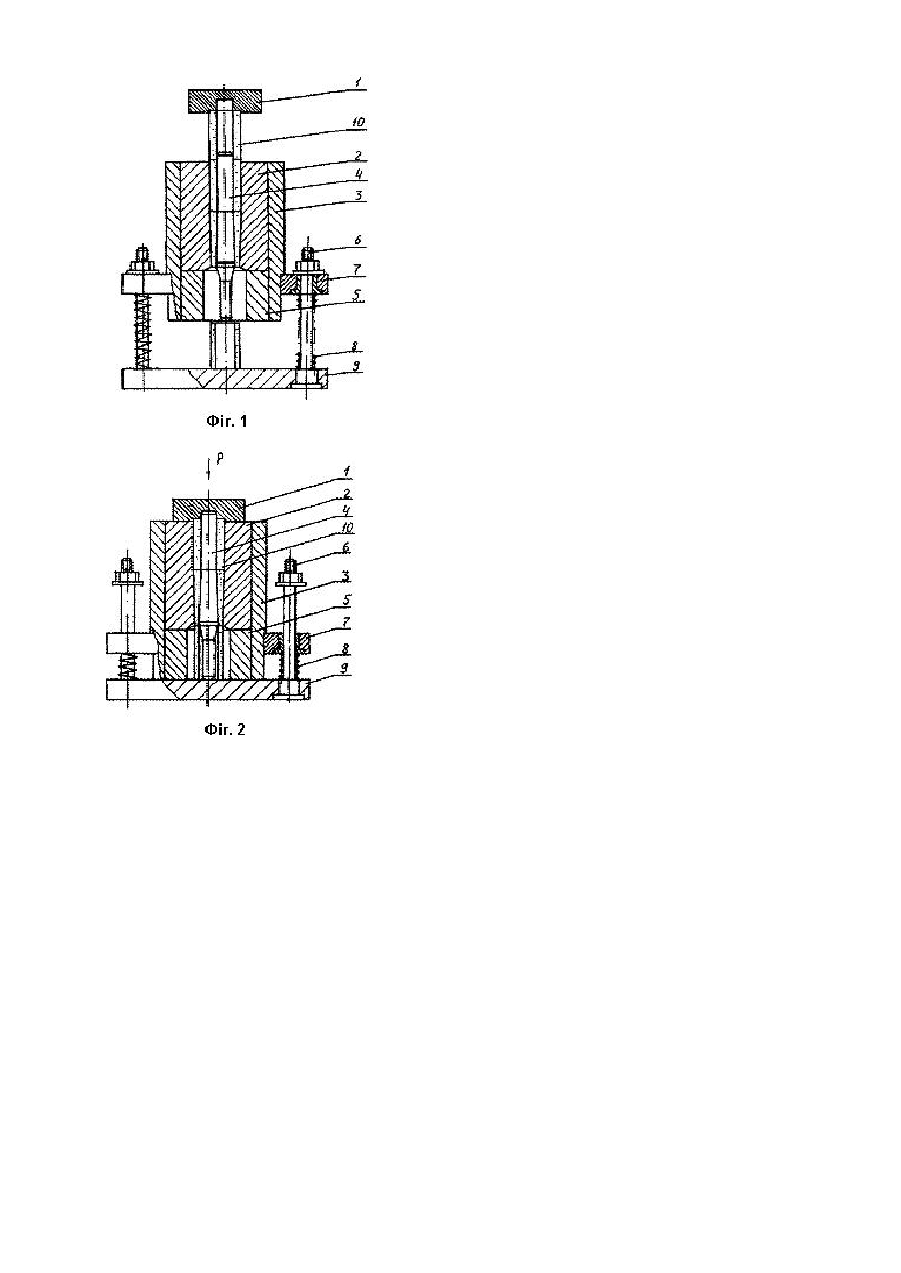
Винахід відноситься до порошкової металургії і може бути використаний дня виготовлення високощільних і рівнощільних пустотілих довгомірних виробів холодним чи гарячим штампуванням пористої заготовки. Відомо спосіб виготовлення порошкових втулок високої щільності при якому металевий порошок завантажують у порожнину матриці, а потім за допомогою вібраційного ущільнення порошку здійснюють попереднє формування трубчатої заготовки. При цьому осьовий отвір у заготовці виконують за рахунок використання центрального стрижня, встановленого в матриці. Після витягу стрижня усередину заготовки встановлюють ущільнюючу прошивку, яка складається з трьох частин - направляючої, робочої і калібруючої. При переміщенні прошивки уздовж осі заготовки відбувається послідовне радіальне ущільнення порошку її робочою частиною (див. А. С. № 549261 МПК В 22 F 3/02, 1977, бюл. № 9). Недоліком відомого способу є недостатня якість отриманих виробів, обумовлена необмеженим осьовим переміщенням металу, що приводить до нерегульованого росту заготовки по висоті, утворення наросту (задирки) на нижньому торці. Отриманні вироби мають високу пористість (15%), що знижує їх механічні властивості; розмір по висоті не відповідає вимогам креслення. Найбільш близьким до винаходу, що заявляється, є спосіб, виготовлення довгомірних порошкових втулок високої щільності, який включає попереднє, холодне формування пористої заготовки, її нагрівання в захисному середовищі і подальше послідовне доущільнення, спочатку по зовнішній, а потім по внутрішній поверхні заготовки в напрямку, нормальному до осьового (див, А.С. СРСР, № 1049184 В 22 F 3/12, 1983 бюл. № 39). Даний винахід обрано за прототип. До недоліків відомого способу відноситься поява тріщин при заходженні заготовки в матрицю на початковій стадії доущільнення, відсутність одночасного ущільнення по зовнішньому і внутрішньому діаметрах, що призводить до збільшення витрат часу і передбачає ущільнення тільки нагрітих заготовок. В основу винаходу поставлено задачу удосконалення способу виготовлення довгомірних порошкових втулок високої щільності шляхом оптимізації форми та розмірів заготовки і доущільнення її одночасно по зовнішньому і внутрішньому діаметрах, що призведе до отримання виробів з високими механічними властивостями та розмірами, що відповідають вимогам креслення. Поставлена задача досягається тим, що в способі довгомірних порошкових втулок високої щільності і рівнощільності, що включає попереднє холодне формування пористої заготовки, її нагрівання у захисному середовищі і подальше послідовне доущільнення, спочатку по зовнішній, а потім по внутрішній поверхні заготовки в напрямку, нормальному до осьового, згідно винаходу, подальше доущільнення здійснюють у матриці штампа одночасно по зовнішньому і внутрішньому діаметрах при переміщенні пуансона у напрямку нормальному до осьового, причому припуск на ущільнення вибирають зі співвідношення Vсм.н=Vсм.в, де Vсм.н і Vсм.в - обсяги зміщеного при ущільненні металу по зовнішньому і внутрішньому діаметрах, що дозволяє одночасно, рівноущільнювати втулку по зовнішньому і вн утрішньому діаметрах. Суть винаходу пояснюється кресленням, де на фіг. 1 зображено пристрій для реалізації способу виготовлення довгомірних порошкових втулок високої щільності і рівнощільності під навантаженням, на фіг. 2 зображено пристрій для реалізації способу виготовлення довгомірних порошкових втулок високої щільності і рів нещільності без навантаженням. Пристрій містить накладку 1, матрицю 2, бандаж 3, пуансон 4, що здійснює ущільнення в радіальному напрямку, напівматрицю 5, дві колонки 6, верхню плиту 7, пружини 8, нижню плиту 9, позицією 10 визначено заготовку. Спосіб здійснюється наступним чином. Заготовку 10, виготовлену з умов, що Vсм.н=Vсм.в, вставляють до матриці 2, центруютъ пуансоном 4, ставлять накладку 1 і включають прес (фіг. 1). Відбувається одночасне осьове переміщення заготовки 10 у матрицю 2 по пуансону 4 і штампу по колонках 6 до зіткнення напівматриці 5 і пуансона 4 з нижньою плитою 9, пружини 8 стискаються (фіг. 2). Потім знімають навантаження, пружини 8 повертають штамп і пуансон 4 у ви хідне положення, заготовка 10 знаходиться в матриці 2. Наступну заготовку 10 ста влять на запресовану, установлюють накладку 1 і включають прес (фіг. 1). Штамп рухається до зіткнення напівматриці 5, пуансона 4 з нижньою плитою 9, стискаючи пружини 8, при цьому заготівля 10, що знаходиться в матриці 2, починає деформуватися по внутрішньому і зовнішньому діаметрах, а пуансон 4 стає у вихідне положення (фіг. 2). При знятті навантаження пружини 8 повертають штамп у вихідне положення. Пресуючи наступну заготовку по аналогічній схемі, перша заготовка цілком ущільнюється в радіальному напрямку і залишається на нижній плиті 9. Приклад реалізації способу Спосіб використовували для виготовлення антифрикційних втулок з діаметрами: зовнішній 50мм, внутрішній 40мм, висота 50мм. Для її виготовлення спроектували штамп (фіг. 1). Відповідно до винаходу визначали розміри заготовки з умови, що Vсм.н=Vсм.в, q з = 0,8; q д = 0,98 . Одержали Dз=2,9мм; dз=36,1мм; H3=50мм. Шихту готували шляхом змішування мідного порошку, олова і графіту в конусному змішувачі. З метою одержання виробу з антифрікційного матеріалу ПА-БрО в шихту вводили 99,75% мідного порошку марки ПМС-1 ДСТ 4960-75, 10% олов'яного порошку ПО-1 ДСТ 9723-73, 0,25% олівцевого графіту ГК-1. Змішування проводили впродовж 2 годин. Пресування заготовок для одержання високощільних, довгомірних виробів виконували, у прес формі за схемою двостороннього пресування на гідравлічному пресі моделі 2ПГ-125, тиск пресування 400-500 МПа. Величина вихідної щільності порошкових заготовок після пресування складала (18-24 %). Нагрівання холодно пресованих заготовок здійснювали в контейнері, у який подавали водневомісткий газ. Температура нагрівання складала 800°С, тривалість нагрівання 30 хв. Доущільнення нагрітих заготовок робили на гвинтовому пресі моделі Ф1730 у штампі (фіг. 1). Деталі спекали при температурі 900°С 1 годину в середовищі ендогаза. Відносна щільність отриманих виробів складала 0,97-0,98, різнощільність по висоті не перевищувала 2%, твердість 20-30 НВ.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of long-measuring powder bushings of high density and uniform density
Автори англійськоюRiabicheva Liudmyla Oleksandrivna, Tsyrkin Arkadii Tymofiiovych, Nykytin Yurii Mykolaiovych
Назва патенту російськоюСпособ изготовления длинномерных порошковых втулок высокой плотности и равноплотности
Автори російськоюРябичева Людмила Александровна, Цыркин Аркадий Тимофеевич, Никитин Юрий Николаевич
МПК / Мітки
МПК: B22F 3/12
Мітки: щільності, довгомірних, спосіб, виготовлення, втулок, високої, порошкових, рівнощільності
Код посилання
<a href="https://ua.patents.su/2-67230-sposib-vigotovlennya-dovgomirnikh-poroshkovikh-vtulok-visoko-shhilnosti-i-rivnoshhilnosti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення довгомірних порошкових втулок високої щільності і рівнощільності</a>
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків
Номер патенту: 53035
Опубліковано: 15.01.2003
Автори: Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович, Хіщенко Віктор Пилипович
МПК: B22F 3/02
Мітки: високої, тонкостінних, виробів, щільності, металевих, циліндричних, порошків, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків, що включає попереднє холодне формування пористої заготовки та її подальше послідовне доущільнення спочатку в осьовому напрямку, а потім по внутрішній поверхні заготовки в напрямку, нормальному до осьового, який відрізняється тим, що заготовку виготовляють з внутрішнім діаметром відповідно до відношення
Спосіб виготовлення втулок, підкладок і інших подібних виробів

Номер патенту: 66648
Опубліковано: 17.05.2004
Автори: Березіна Ольга Едуардівна, Тонкова Любов Володимирівна
МПК: B29C 43/00
Мітки: подібних, спосіб, підкладок, інших, втулок, виготовлення, виробів
Формула / Реферат:
Спосіб виготовлення втулок, підкладок і інших подібних виробів, що включає використання склоармованого поліпропілену у вигляді окремих заготовок, гранул або крихти, з нагріванням їх та переміщенням у прес-форму для здійснення процесу формування з отриманням монолітного з'єднання заданої форми.
Спосіб виготовлення порошкових дротин
Номер патенту: 40076
Опубліковано: 16.07.2001
Автори: Гринь Олександр Григорович, Мехтієв Тімур Айдинович
МПК: B23K 35/40
Мітки: спосіб, дротин, порошкових, виготовлення
Формула / Реферат:
Спосіб виготовлення порошкових дротин, який полягає в формуванні з стрічки суцільного перерізу жолобчатого профілю, заповненні цього профілю шихтою, їх багаторазового сумісного волочіння через волоки до отримання дроту в вигляді оболонки з матеріалу стрічки та серцевини з матеріалу шихти, який відрізняється тим, що перед тим як ввести шихту в жолоб, сформований із стрічки, його внутрішню поверхню покривають сумішшю гідрофобізатора з...
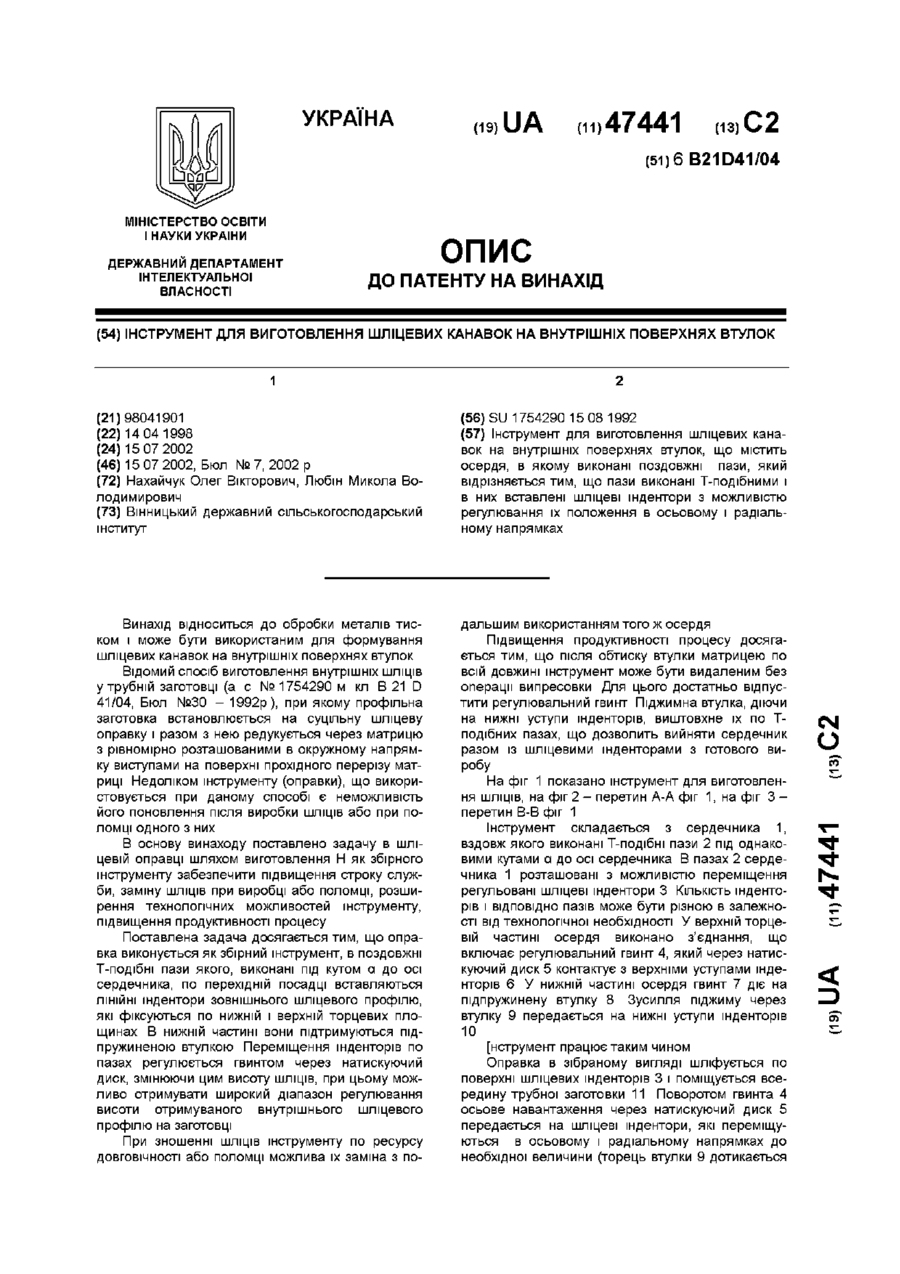
Інструмент для виготовлення шліцевих канавок на внутрішніх поверхнях втулок
Номер патенту: 47441
Опубліковано: 15.07.2002
Автори: Любін Микола Володимирович, Нахайчук Олег Вікторович
МПК: B21D 41/00
Мітки: виготовлення, втулок, внутрішніх, поверхнях, шліцевих, інструмент, канавок
Формула / Реферат:
Інструмент для виготовлення шліцевих канавок на внутрішніх поверхнях втулок, що містить осердя, в якому виконані поздовжні пази, який відрізняється тим, що пази виконані Т-подібними і в них вставлені шліцеві індентори з можливістю регулювання їх положення в осьовому і радіальному напрямках.
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Блохін Олександр Григорович, Кандиба Валерія Юр'ївна
МПК: B30B 15/02, B22C 15/00
Мітки: порошкових, прес-форма, матеріалів, пресування
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Попередній патент: Комбінований двигун внутрішнього згоряння
Наступний патент: Пристрій для змащування гребенів коліс рейкового транспортного засобу
Випадковий патент: Спосіб лікування захворювань, асоційованих з helicobacter pylori