Гніздовий контакт та спосіб його виготовлення
Номер патенту: 13823
Опубліковано: 25.04.1997
Автори: Змієвець Сергій Олександрович, Калмиков Борис Федорович, Жутов Іван Семенович, Вировець Юрій Юрійович, Шерстюк Георгій Георгійович
Формула / Реферат
1. Гнездовой контакт, содержащий корпус с центральным отверстием, открытым с одного конца, и хвостовиком с другого, гнездо-вкладыш, имеющий полый цельный участок, с конусообразным входом с одного конца, соосно установленным с конусообразным входом корпуса и образующим его продолжение, и ряд лепестков с возможностью изгиба с другого конца до образования канала для приема вывода электрического компонента, являющихся продолжением полого цельного участка, образованных продольными пазами, отличающийся тем, что лепестки гнезда-вкладыша имеют на наружной поверхности выступы, расположенные ниже линии соединения лепестков с его полым цельным участком.
2. Способ изготовления гнездового контакта, включающий изготовление корпуса с центральным отверстием и конусообразным входом с одного конца сверлением части прутка, точением наружной поверхности корпуса и хвостовика с другого, изготовление гнезда-вкладыша точением его наружной поверхности, сверлением центрального отверстия и конического входа с одного конца, удалением частей гнезда-вкладыша по его длине с другого конца и образованием при этом ряда гибких лепестков, соосную установку в корпус гнезда-вкладыша, отличающийся тем, что при изготовлении гнезда-вкладыша удаление его частей для получения гибких лепестков осуществляют одновременно, просечкой, а при соосной установке гнезда-вкладыша в корпус выступы гибких лепестков производят одновременный подгиб их до образования канала для приема вывода электрического компонента.
Текст
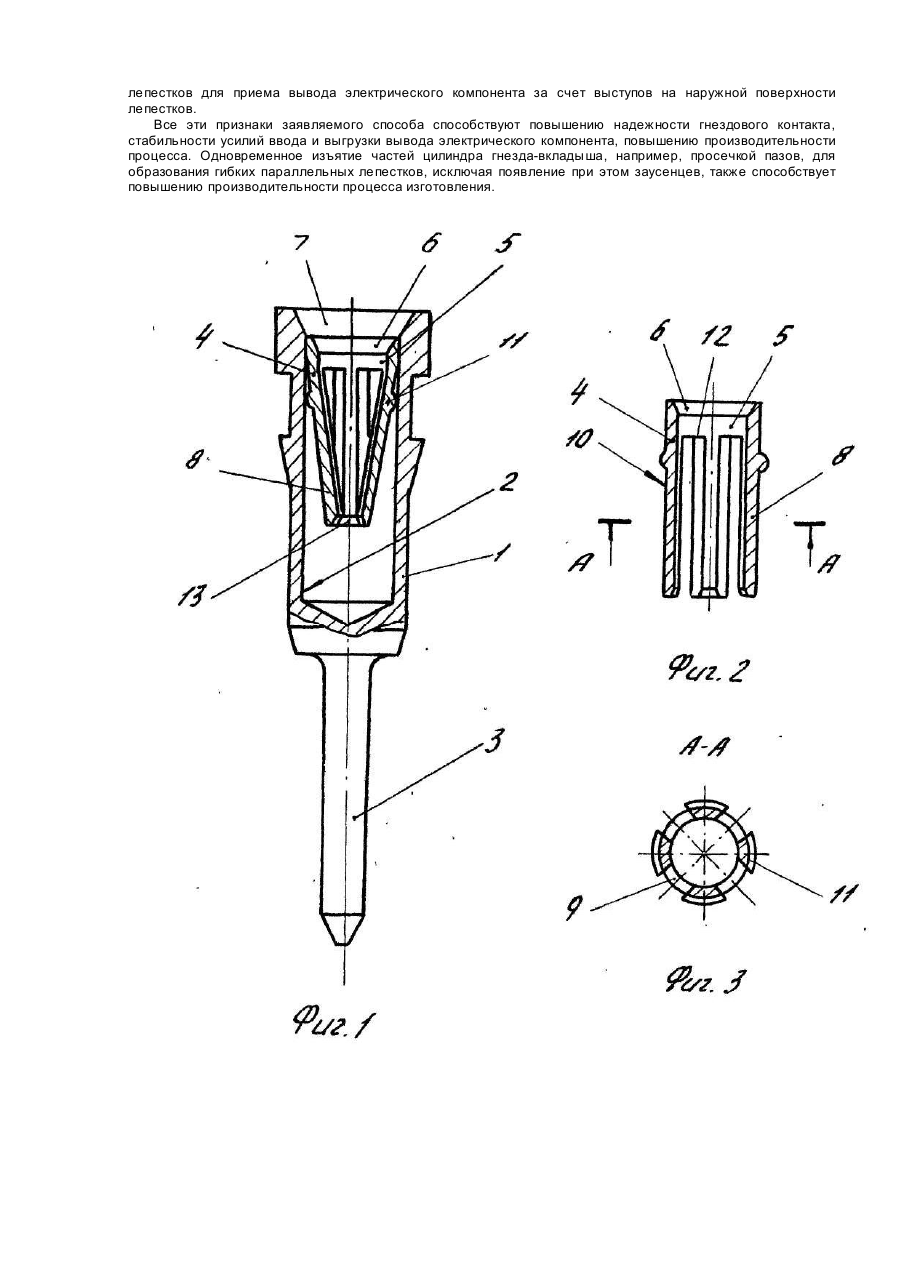
Изобретение относится к области электротехники и в частности к электрическим соединителям с гнездовыми контактами с гнездами-вкладышами для приема выводов электрических компонентов. Кроме того, гнезда-вкладыши могут использоваться и для установки в электрическую соединительную плату. Известные конструкции гнездовых контактов, предназначенных для приема выводов электрических компонентов, например, интегральных схем, и установки в плату (патенты США №4186990, НКИ 339/258R, №3784965, НКИ 339/262R, №4050772, НКИ 339/258R, №4097101, НКИ 339/258R) содержит полое цилиндрическое тело с цельным хвостовиком для соединения с другими элементами схемы, вкладыш, состоящий из участка цилиндрической формы с конусовидным входом с одной стороны и ряда лепестков, сходящихся в одной точке, с другой стороны. Данные конструкции гнездовых контактов, по сравнению с заявляемым, не обладают высокой надежностью. Известны методы изготовления гнездового контакта (патенты США №2450529, 3314044, 4186990, 4296549), заключающиеся в изготовлении корпуса цилиндрической формы с центральным отверстием и конусообразным входом сверлением части прутка, точением наружной поверхности цилиндра и хвостовика, в изготовлении гнезда-вкладыша цилиндрической формы точением его наружной поверхности, сверлением центрального отверстия и конического входа цилиндра с одного конца, в последовательном изъятии частей цилиндра с другого конца и образовании при этом гибких лепестков, в подгибе лепестков до образования канала в виде сходящихся лепестков, в соосной установке гнезда-вкладыша в корпус. Этот метод отличается трудоемкостью. Известен также метод изготовления штампованных гнездовых контактов и гнезд-вкладышей. Этот способ предполагает появление зон без покрытия. Непокрытые участки гнезда неприемлемы в некоторых случаях изза коррозии, которая может появиться в зонах, жизненноважных для схемы (сам контакт и соединение с выводом компонента), поэтому в таких случаях штампованные контакты применять нельзя. Кроме того, штампованные гнезда-вкладыши практически невозможно сделать совершенно круглыми. Они всегда получаются слегка яйцевидной формы, а это вызывает изменчивость в усилиях установки и выгрузки выводов компонента. За прототип принимаем конструкцию гнездового контакта, представленного в патенте США №4186990 от 09.07.78, МКИ2 Н 01 R 13/12, состоящую из корпуса цилиндрической формы с центральным отверстием, открытым с одного конца и с хвостовиком с другого, гнезда-вкладыша, содержащего полый цельный участок цилиндрической формы с конусообразным входом, являющимся продолжением конусообразного входа корпуса, с одного конца и ряд гибких лепестков с другого конца, соосно установленного в корпус. Известен и способ изготовления гнездового контакта, выбранный в качестве прототипа заявляемого способа (патент США №4296549 от 03.08.79, МКИ3 Н 01 R 43/00). включающий следующие этапы: высверливают по центру отрезок прутка для получения полого цилиндра корпуса с конусообразным входом, вытачивают наружную поверхность корпуса и хвостовик; высверливают из части прутка полый цилиндр гнезда-вкладыша с конусообразным входом, вытачивают наружную поверхность цилиндра и с конца цилиндра, противоположного конусообразному входу производят несколько последовательных разрезов параллельно его оси, образуя пазы, причем наружная поверхность этих разрезов тангенциальна внутренней поверхности цилиндра. В результате последовательного изъятия частей цилиндра образуется ряд гибких лепестков. Затем сгибают лепестки внутрь к оси цилиндра для образования канала сходящимися в одной точке лепестками и соосно устанавливают гнездо-вкладыш в корпус. В гибких лепестках с плоской внутренней поверхностью, имеющих гибкость по всей длине, концентрация Напряжений при вводе и выгрузке вывода электрического компонента происходит в точках изгиба лепестков, что может привести к излому лепестков. При соосной установке в корпус согнутые предварительно лепестки гнезда-вкладыша в результате возникающих напряжений разгибаются, нарушая стабильность усилий при вводе и выгрузке выводов электрического компонента, снижая надежность контакта особенно с относительно малыми выводами компонента. Осуществление ряда последовательных разрезов цилиндра для получения лепестков гнезда-вкладыша, затем необходимость гибки лепестков до соосной установки гнезда-вкладыша в корпус снижают производительность процесса изготовления гнездового контакта. В основу изобретения поставлена задача создать такой гнездовой контакт, в котором новое исполнение гнезда-вкладыша позволило бы обеспечить распределение концентраций напряжений в критических точках лепестков, стабильность усилий введения и выгрузки выводов электрических компонентов и за счет этого повысить надежность гнездового контакта. В основу изобретения поставлена также задача создать такой способ изготовления гнездового контакта, при котором новый метод изготовления гнезда-вкладыша и установки его в корпус гнездового контакта позволили бы обеспечить качество лепестков гнезда-вкладыша, исключая появление заусенцев на внутренней контактной поверхности цилиндра, и получение стабильного усилия работы лепестков гнездавкладыша при установке и выгрузке вывода электрического компонента из канала сходящихся лепестков, повысить производительность процесса изготовления гнездового контакта за счет одновременного изъятия частей цилиндра и одновременного подгиба лепестков при соосной установке гнезда-вкладыша в корпус. Сущность изобретения заключается в том, что в гнездовом контакте, содержащем корпус с центральным отверстием, открытым с одного конца и с хвостовиком с другого, гнездо-вкладыш, имеющий полый цельный участок, с конусообразным входом с одного конца, соосно установленным с конусообразным входом корпуса и образующим его продолжение, и ряд лепестков с возможностью изгиба с другого конца до образования канала для приема вывода электрического компонента, являющихся продолжением полого цельного участка, образованным продольными пазами, согласно изобретению лепестки гнезда-вкладыша на наружной поверхности имеют выступы, расположенные ниже линии соединения лепестков с его полым цельным участком и до соосной установки в корпус остаются прямыми. В процессе соосной установки гнезда-вкладыша в корпус параллельные несогнутые лепестки за счет выступов на их наружной поверхности, расположенные ниже линии соединения лепестков с цельным участком цилиндра гнезда-вкладыша, в отличие от прототипа, сводятся, изгибаясь в точках соединения их с внутренней поверхностью цилиндра корпуса, при этом концентрация напряжений, возникающих в этих точках остается постоянной и в работе лепестков не участвует. При запрессовке гнезда-вкладыша в корпус напряжения концентрируются в точках соединения лепестков с цельным участком гнезда-вкладыша, а при вводе и выгрузке вывода электрического компонента - в точках соприкосновения выступов лепестков с поверхностью отверстия корпуса. Таким образом остается постоянной стабильность усилий ввода и выгрузки выводов электрического компонента и повышается надежность контакта. Сущность изобретения заключается и в том, что способ изготовления гнездового контакта, включающий изготовление корпуса с центральным отверстием и конусообразным входом с одного конца сверлением части прутка, точением наружной поверхности корпуса и хвостовика с другого, изготовление гнезда-вкладыша точением его наружной поверхности, сверлением центрального отверстия и конического входа с одного конца, удалением частей гнезда-вкладыша по его длине с другого конца и образованием при этом ряда гибких лепестков, соосную установку в корпус гнезда-вкладыша, отличается еще и тем, что при изготовлении гнезда-вкладыша удаление его частей для получения гибких лепестков осуществляют одновременно, например, просечкой, а при соосной установке гнезда-вкладыша в корпус выступы гибких лепестков производят одновременный подгиб их до образования канала для приема вывода электрического компонента. Образование гибких лепестков гнезда-вкладыша производят одновременной просечкой пазов цилиндра с одновременной зачисткой лепестков по наружной и внутренней поверхностям, причем лепестки после просечки и зачистки остаются параллельными оси цилиндра гнезда-вкладыша. Одновременная просечка, зачистка, отсутствие гибки лепестков гнезда-вкладыша до соосной установки его в корпус - все это способствует повышению производительности процесса изготовления гнездового контакта. Канал в виде сходящихся в точках лепестков образуется в процессе сборки гнезда-вкладыша с корпусом за счет воздействия выступов лепестков на цилиндрический участок отверстия корпуса. При этом концентрация напряжений распространяется по точкам соединения лепестков с цельным участком гнездавкладыша. Под воздействием устанавливаемого вывода электрического компонента на лепестки гибкость каждого лепестка распространяется не по всей его длине, а на участке длины лепестка до места расположения выступов на наружной поверхности лепестков, при этом концентрация напряжений распространяется на зону расположения выступов. Такая форма лепестков значительно снижает напряжения в точках изгиба за счет их распределения по двум зонам каждого лепестка. За счет этого повышается надежность гнездового контакта, получаем стабильный канал в виде сходящихся лепестков, обеспечивается стабильность усилия при вводе и выгрузке вывода электрического компонента. На фиг. 1,изображен общий вид гнездового контакта с местным вырывом; на фиг. 2 - гнездо-вкладыш в разрезе; на фиг. 3 изображен разрез А-А на фиг. 2 (гнезда-вкладыша). Гнездовой контакт содержит корпус 1 с центральным отверстием 2, открытым с одного конца, и хвостовиком 3 с другого, гнездо-вкладыш 4, имеющий полый цельный участок 5, с конусообразным входом 6 с одного конца, соосно установленным с конусообразным входом 7 корпуса и образующим его продолжение, и ряд гибких параллельных лепестков 8 є другого конца, образованных продольными пазами 9, имеющих на наружной поверхности 10 выступы 11, расположенные ниже линии 12 соединения лепестков с цельным участком 5. В процессе запрессовки гнезда-вкладыша 4 в корпус 1 выступы 11 скользят по поверхности конического входа 7 корпуса 1 и, проходя по его цилиндрической поверхности, подгибают параллельные гибкие лепестки 8 гнезда-вкладыша 4, образуя канал 13 в виде сходящихся лепестков. При этом напряжения, возникающие в процессе подгибки лепестков, концентрируются в местах соединения гибких лепестков с полым участком цилиндра. При установке вывода электрического компонента между ними и принудительном их раздвижении гибкость лепестков распространяется на участке длины лепестков до зоны расположения выступов, при этом участок лепестков работает как пружина, причем напряжения, возникающие при этом, концентрируются в зоне расположения выступов. это способствует повышению надежности гнездового контакта, в частности надежности лепестка. Способ изготовления гнездового контакта заключается в следующем. Из отрезка прутка изготавливают корпус 1, сверлят отверстие 2 по центру, конусообразный вход 7, точат наружную поверхность корпуса и хвостовик 3. Гнездо-вкладыш 4 изготавливают из прутка сверлением по центру для получения полого цилиндра 5 с конусообразным входом 6 с одного конца, точением его наружной поверхности 10 с выступом 11, одновременным изъятием частей цилиндра по его длине, например, просечкой пазов 9, с целью образования гибких параллельных лепестков с другого конца цилиндра, исключая при этом появление заусенцев. Затем производят соосную установку гнезда-вкладыша 4 с гибкими несогнутыми лепестками 8 в корпус 1, которые образуют канал 13 для приема вывода электрического компонента (на чертежах не показан). Вышеуказанные признаки считаем известными до подачи данной заявки за исключением того, что в заявляемом способе дополнительно формируют выступы 11 наружной поверхности 10 гибких лепестков 8, расположенные ниже линии 12 соединения лепестков с полым цилиндром 5. До соосной установки гнездавкладыша 4 гибкие лепестки 8 остаются не согнуты. В процессе соосной установки гнезда-вкладыша 4 в корпус 1 производят одновременный подгиб всех лепестков внутрь до образования канала в виде сходящихся лепестков для приема вывода электрического компонента за счет выступов на наружной поверхности лепестков. Все эти признаки заявляемого способа способствуют повышению надежности гнездового контакта, стабильности усилий ввода и выгрузки вывода электрического компонента, повышению производительности процесса. Одновременное изъятие частей цилиндра гнезда-вкладыша, например, просечкой пазов, для образования гибких параллельных лепестков, исключая появление при этом заусенцев, также способствует повышению производительности процесса изготовления.
ДивитисяДодаткова інформація
Назва патенту англійськоюSocket contact and its manufacturing method
Автори англійськоюKalmykov Borys Fedorovych, Sherstiuk Heorhii Heorhiiovych, Zmiievets Serhii Oleksandrovych, Vyrovets Yurii Yuriiovych, Zhukov Ivan Semenovych
Назва патенту російськоюГнездовой контакт и способ его изготовления
Автори російськоюКалмыков Борис Федорович, Шерстюк Георгий Георгиевич, Змиевец Сергей Александрович, Вировец Юрий Юрьевич, Жутов Иван Семенович
МПК / Мітки
МПК: H01R 13/15
Мітки: контакт, спосіб, гніздовий, виготовлення
Код посилання
<a href="https://ua.patents.su/3-13823-gnizdovijj-kontakt-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Гніздовий контакт та спосіб його виготовлення</a>
Підшипник ковзання та спосіб його виготовлення
Номер патенту: 556
Опубліковано: 15.12.1993
Автори: Винокуров Юрій Олександрович, Благута Анатолій Олександрович, Благута Оксана Анатоліївна
МПК: F16C 33/00, F16C 32/04
Мітки: спосіб, підшипник, виготовлення, ковзання
Формула / Реферат:
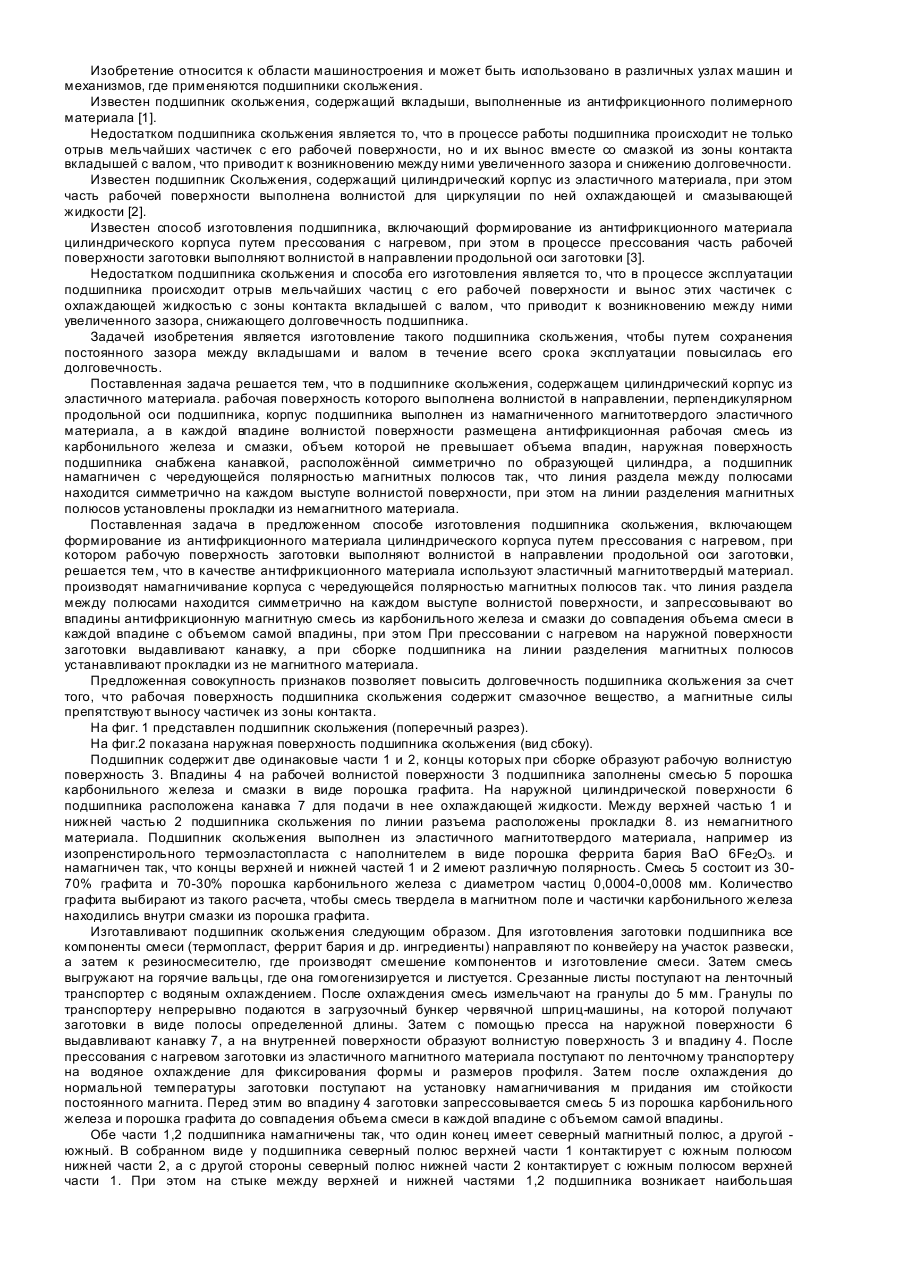
1. Подшипник скольжения, содержащий цилиндрический корпус из эластичного материала. рабочая поверхность которого выполнена волнистой в направлении, перпендикулярном продольной оси подшипника, отличающийся тем, что корпус подшипника выполнен из намагниченного магнитотвердого эластичного материала, а в каждой впадине волнистой поверхности размещена антифрикционная рабочая смесь из карбонильного железа и смазки, объем которой не превышает объема...
Дугостійкий електричний контакт

Номер патенту: 6960
Опубліковано: 31.03.1995
Автори: Гапоненко Геннадій Миколайович, Меленний Андрій Михайлович, Павлов Михайло Васильович, Кригіна Тетяна Павлівна, Веріхов Володимир Александрович, Павленко Юрій Петрович
МПК: H01H 1/02
Мітки: дугостійкий, електричний, контакт
Формула / Реферат:
Дугостойкий электрический контакт, выполненный в виде метэллокерамической композиции из одного или нескольких металлов, содержащий присадку, отличающийся тем, что в качестве присадки введен металл или его кислородосодержащие соединения, причем электроотрицательность этого металла меньше электроотрицательности по крайней мере одного из металлов, входящего в состав композиции, а концентрация введенного металла не больше величины, при которой...
Ламельний роз’ємний контакт
Номер патенту: 8001
Опубліковано: 26.12.1995
Автори: Котенко Геннадій Ілліч, Дарда Василь Максимович, Десятун Анатолій Іванович
МПК: H01H 1/06
Мітки: роз'ємний, ламельний, контакт
Формула / Реферат:
(57) Ламельный разъемный контакт, содержащий неподвижный ламельный и подвижный контакт и охранные элементы в виде Г-образных упругих контактных ламелей, расположенных на неподвижном ламельном контакте, отличающийся тем, что Г-образные контактные ламели выполнены в виде язычков и расположены встречно друг другу в шахматном порядке с возможностью контактирования каждой контактной ламели по плоскости и ребру подвижного контакта.
Лист із алюмінієвого сплаву для виготовлення корпусів банок та спосіб його виготовлення

Номер патенту: 4774
Опубліковано: 28.12.1994
Автор: Дідьє Тейрлінк
МПК: C22C 21/06, C22F 1/04
Мітки: лист, виготовлення, корпусів, спосіб, банок, сплаву, алюмінієвого
Формула / Реферат:
1. Лист из алюминиевого сплава для изготовления корпусов банок преимущественно путем штамповки-вытяжки для газированных и негазированных напитков, содержащий кремний, железо, марганец, медь, магний, титан и алюминий, отличающийся тем, что, с целью повышения качества поверхности банок, лист имеет на 10-25% поверхности равномерно распределенные частицы, образованные аморфными оксидами алюминия и кристаллическими оксидами магния и алюминия...
Проникний елемент контрольної течі та спосіб його виготовлення
Номер патенту: 4998
Опубліковано: 28.12.1994
Автори: ШУЛЬЖЕНКО ОЛЕКСАНДР ВАСИЛЬОВИЧ, Давидов Володимир Дмитрович, Соболєв Володимир Дмитрович, Чураєв Микола Володимирович, Бударін Лев Іванович, Куцевич Валерій Людвикович
МПК: G01M 3/02
Мітки: течії, проникний, контрольної, елемент, виготовлення, спосіб
Формула / Реферат:
1. Проницаемый элемент контрольной течи, включающий трубчатый корпус и жестко соосно закрепленный в нем слоем вакуум-плотного материала отрезок калиброванного цилиндрического кварцевого капилляра, отличающийся тем, что, с целью стабилизации метрологических характеристик контрольных течей, слой вакуум-плотного материала в виде пояска в средней части отрезка цилиндрического кварцевого капилляра, который имеет два консольных участка, длина...
Попередній патент: Спосіб нанесення покриття багатокомпонентних сполук із плазми магнетронного розряду і пристрій для його здійснення
Наступний патент: Годинниковий механізм з крутильним маятником
Випадковий патент: Магнітопровід індукційного апарата