Потокова лінія для подання сипучих матеріалів сталеплавильного виробництва
Номер патенту: 13865
Опубліковано: 25.04.1997
Автори: Нізяєв Георгій Іванович, Жаворонков Юрій Іванович, Єрмоленко Анатолій Олександрович, Скорубський Леонід Моїсейович, Щербін Арнольд Іванович, Аріст Леонід Михайлович

Формула / Реферат
Поточная линия для подачи сыпучих материалов сталеплавильного производства, содержащая установленные по ходу технологического процесса бункеры с загрузочными устройствами, у основании которых расположены соединенные между собой транспортерами и разгрузочными механизмами грохоты и питатели, совмещенные с бункерными весами, имеющими подающие элементы, закрепленные над приемными средствами транспортных систем, отличающаяся тем, что она снабжена агрегатами внепечной обработки стали, установленными последовательно под дополнительными бункерными весами, причем выпускные патрубки последних соединены с устройствами дозирования и ввода сыпучих материалов в агрегаты, а течки загрузки в конвертер выполнены с возможностью подачи материала в ковш.
Текст
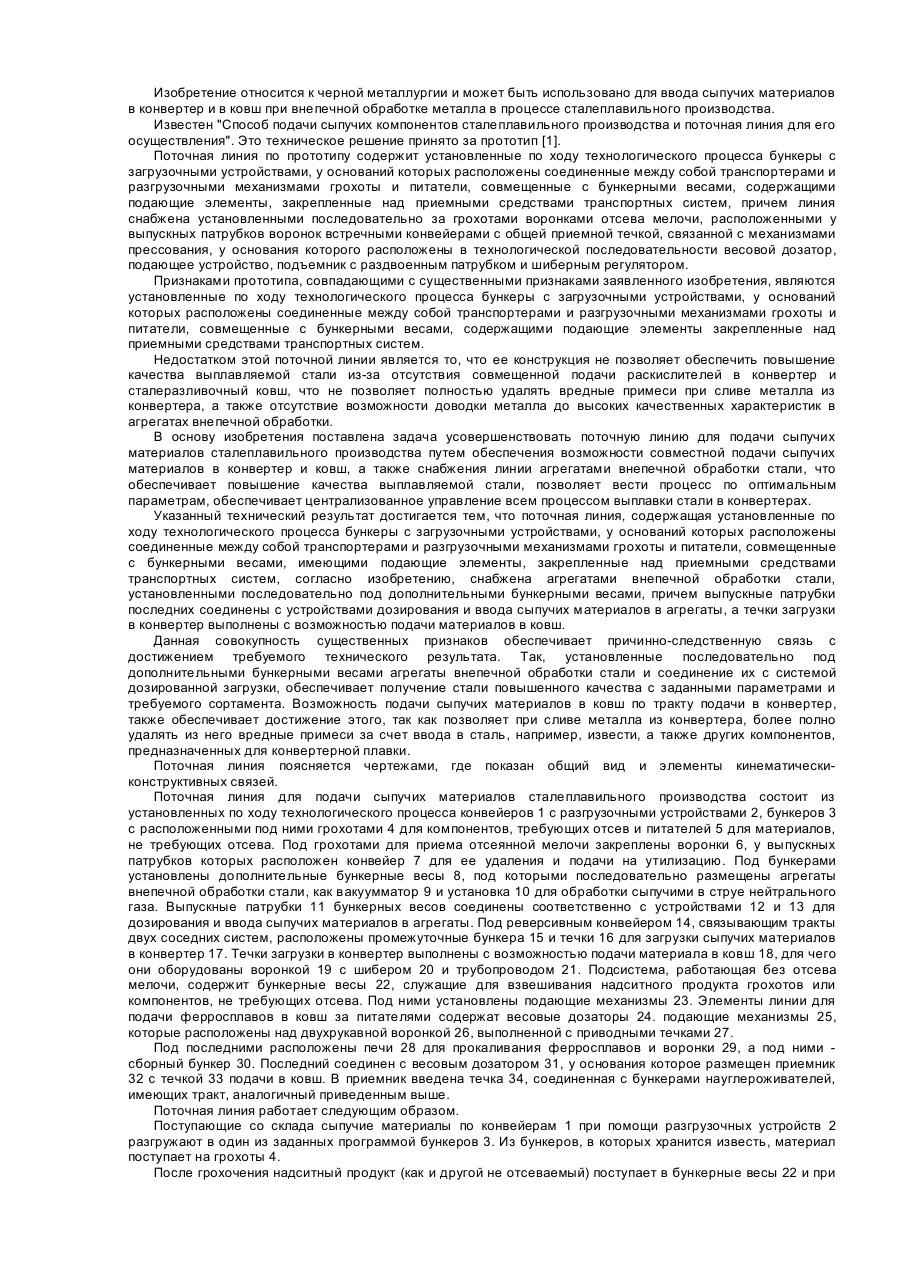
Изобретение относится к черной металлургии и может быть использовано для ввода сыпучих материалов в конвертер и в ковш при внепечной обработке металла в процессе сталеплавильного производства. Известен "Способ подачи сыпучих компонентов сталеплавильного производства и поточная линия для его осуществления". Это техническое решение принято за прототип [1]. Поточная линия по прототипу содержит установленные по ходу технологического процесса бункеры с загрузочными устройствами, у оснований которых расположены соединенные между собой транспортерами и разгрузочными механизмами грохоты и питатели, совмещенные с бункерными весами, содержащими подающие элементы, закрепленные над приемными средствами транспортных систем, причем линия снабжена установленными последовательно за грохотами воронками отсева мелочи, расположенными у выпускных патрубков воронок встречными конвейерами с общей приемной течкой, связанной с механизмами прессования, у основания которого расположены в технологической последовательности весовой дозатор, подающее устройство, подъемник с раздвоенным патрубком и шиберным регулятором. Признаками прототипа, совпадающими с существенными признаками заявленного изобретения, являются установленные по ходу технологического процесса бункеры с загрузочными устройствами, у оснований которых расположены соединенные между собой транспортерами и разгрузочными механизмами грохоты и питатели, совмещенные с бункерными весами, содержащими подающие элементы закрепленные над приемными средствами транспортных систем. Недостатком этой поточной линии является то, что ее конструкция не позволяет обеспечить повышение качества выплавляемой стали из-за отсутствия совмещенной подачи раскислителей в конвертер и сталеразливочный ковш, что не позволяет полностью удалять вредные примеси при сливе металла из конвертера, а также отсутствие возможности доводки металла до высоких качественных характеристик в агрегатах внепечной обработки. В основу изобретения поставлена задача усовершенствовать поточную линию для подачи сыпучих материалов сталеплавильного производства путем обеспечения возможности совместной подачи сыпучих материалов в конвертер и ковш, а также снабжения линии агрегатами внепечной обработки стали, что обеспечивает повышение качества выплавляемой стали, позволяет вести процесс по оптимальным параметрам, обеспечивает централизованное управление всем процессом выплавки стали в конвертерах. Указанный технический результат достигается тем, что поточная линия, содержащая установленные по ходу технологического процесса бункеры с загрузочными устройствами, у оснований которых расположены соединенные между собой транспортерами и разгрузочными механизмами грохоты и питатели, совмещенные с бункерными весами, имеющими подающие элементы, закрепленные над приемными средствами транспортных систем, согласно изобретению, снабжена агрегатами внепечной обработки стали, установленными последовательно под дополнительными бункерными весами, причем выпускные патрубки последних соединены с устройствами дозирования и ввода сыпучих материалов в агрегаты, а течки загрузки в конвертер выполнены с возможностью подачи материалов в ковш. Данная совокупность существенных признаков обеспечивает причинно-следственную связь с достижением требуемого технического результата. Так, установленные последовательно под дополнительными бункерными весами агрегаты внепечной обработки стали и соединение их с системой дозированной загрузки, обеспечивает получение стали повышенного качества с заданными параметрами и требуемого сортамента. Возможность подачи сыпучих материалов в ковш по тракту подачи в конвертер, также обеспечивает достижение этого, так как позволяет при сливе металла из конвертера, более полно удалять из него вредные примеси за счет ввода в сталь, например, извести, а также других компонентов, предназначенных для конвертерной плавки. Поточная линия поясняется чертежами, где показан общий вид и элементы кинематическиконструктивных связей. Поточная линия для подачи сыпучих материалов сталеплавильного производства состоит из установленных по ходу технологического процесса конвейеров 1 с разгрузочными устройствами 2, бункеров 3 с расположенными под ними грохотами 4 для компонентов, требующих отсев и питателей 5 для материалов, не требующих отсева. Под грохотами для приема отсеянной мелочи закреплены воронки 6, у выпускных патрубков которых расположен конвейер 7 для ее удаления и подачи на утилизацию. Под бункерами установлены дополнительные бункерные весы 8, под которыми последовательно размещены агрегаты внепечной обработки стали, как вакуумматор 9 и установка 10 для обработки сыпучими в струе нейтрального газа. Выпускные патрубки 11 бункерных весов соединены соответственно с устройствами 12 и 13 для дозирования и ввода сыпучих материалов в агрегаты. Под реверсивным конвейером 14, связывающим тракты двух соседних систем, расположены промежуточные бункера 15 и течки 16 для загрузки сыпучих материалов в конвертер 17. Течки загрузки в конвертер выполнены с возможностью подачи материала в ковш 18, для чего они оборудованы воронкой 19 с шибером 20 и трубопроводом 21. Подсистема, работающая без отсева мелочи, содержит бункерные весы 22, служащие для взвешивания надситного продукта грохотов или компонентов, не требующих отсева. Под ними установлены подающие механизмы 23. Элементы линии для подачи ферросплавов в ковш за питателями содержат весовые дозаторы 24. подающие механизмы 25, которые расположены над двухрукавной воронкой 26, выполненной с приводными течками 27. Под последними расположены печи 28 для прокаливания ферросплавов и воронки 29, а под ними сборный бункер 30. Последний соединен с весовым дозатором 31, у основания которое размещен приемник 32 с течкой 33 подачи в ковш. В приемник введена течка 34, соединенная с бункерами науглероживателей, имеющих тракт, аналогичный приведенным выше. Поточная линия работает следующим образом. Поступающие со склада сыпучие материалы по конвейерам 1 при помощи разгрузочных устройств 2 разгружают в один из заданных программой бункеров 3. Из бункеров, в которых хранится известь, материал поступает на грохоты 4. После грохочения надситный продукт (как и другой не отсеваемый) поступает в бункерные весы 22 и при помощи механизмов 23 ссыпается в промежуточный бункер 15. При открывании затвора бункера материал по течке 16 поступает в один из конвертеров 17. При повороте шибера 20 воронки 19, материал по трубопроводу 21 через приемник 32 по течке 33 поступает в ковш 18. Материал, отсеянный на грохотах, поступает на конвейер 7 и идет на утилизацию. Сыпучие материалы, предназначенные для доводки стали в ковше, поступают из бункеров в дополнительные бункерные весы 8 и после взвешивания подаются по выпускным патрубкам 11 к устройствам 12 и 13 для их дозирования. От этих устройств сыпучие материалы поступают в установки 9 и 10 внепечной обработки стали, При подаче ферросплавов материал из бункеров 3, в которых находятся раскислители, поступает по питателям 5 в весовые дозаторы 24 и после взвешивания при помощи подающих механизмов 25 ссыпается в двухрукавную воронку 26. При помощи приводных течек 27 двухрукавной воронки материал можно подать в печи 28 для прокаливания ферросплавов или, минуя их. непосредственно в воронки 29. Из печей или воронок ферросплавы поступают в сборный бункер 30, из него - в весовой дозатор 31. Затем, при помощи питателя, раскислители из весового дозатора поступают в приемник 32 и от него по течке 33 в сталеразливочный ковш 21. При необходимости подачи в ковш науглероживателей, которые хранятся в одном из бункеров, они выдаются по аналогичной схеме из бункера питателем в весовой дозатор, затем в промежуточный бункер по течке 34 в приемник 32 и от него по течке 33 в сталеразливочный ковш. Использование предлагаемого изобретения создает возможность централизованного управления процессом выплавки конвертерной стали, позволяет вести этот процесс по оптимальным режимам и как результат - повысить качество стали. Это техническое решение позволяет сократить производственные площади в реконструируемых цехах и не строить новые в сооружаемых.
ДивитисяДодаткова інформація
Назва патенту англійськоюFlow line for delivery of free-flowing materials of steelmaking
Автори англійськоюScherbin Arnold Ivanovych, Skorubskyi Leonid Moiseiovych, Arist Leonid Mykhailovych, Niziaiev Heorhii Ivanovych, Zhavoronkov Yurii Ivanovych, Yermolenko Anatoliy Oleksandrovych
Назва патенту російськоюПоточная линия для подачи сыпучих материалов сталеплавильного производства
Автори російськоюЩербин Арнольд Иванович, Скорубский Леонид Мойсеевич, Арист Леонид Михайлович, Низяев Георгий Иванович, Жаворонков Юрий Иванович, Ермоленко Анатолий Александрович
МПК / Мітки
МПК: C21C 7/00
Мітки: виробництва, сипучих, матеріалів, потокова, лінія, подання, сталеплавильного
Код посилання
<a href="https://ua.patents.su/3-13865-potokova-liniya-dlya-podannya-sipuchikh-materialiv-staleplavilnogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Потокова лінія для подання сипучих матеріалів сталеплавильного виробництва</a>
Потокова лінія для подання компонентів сталеплавильного виробництва
Номер патенту: 5366
Опубліковано: 28.12.1994
Автори: Садовник Юрій Володимирович, Смирнов Володимир Михайлович, Запорожець Анатолій Петрович, Аріст Леонід Михайлович, Щербін Арнольд Іванович, Скорубський Леонід Моїсейович
МПК: C21C 7/00
Мітки: потокова, компонентів, подання, виробництва, сталеплавильного, лінія
Формула / Реферат:
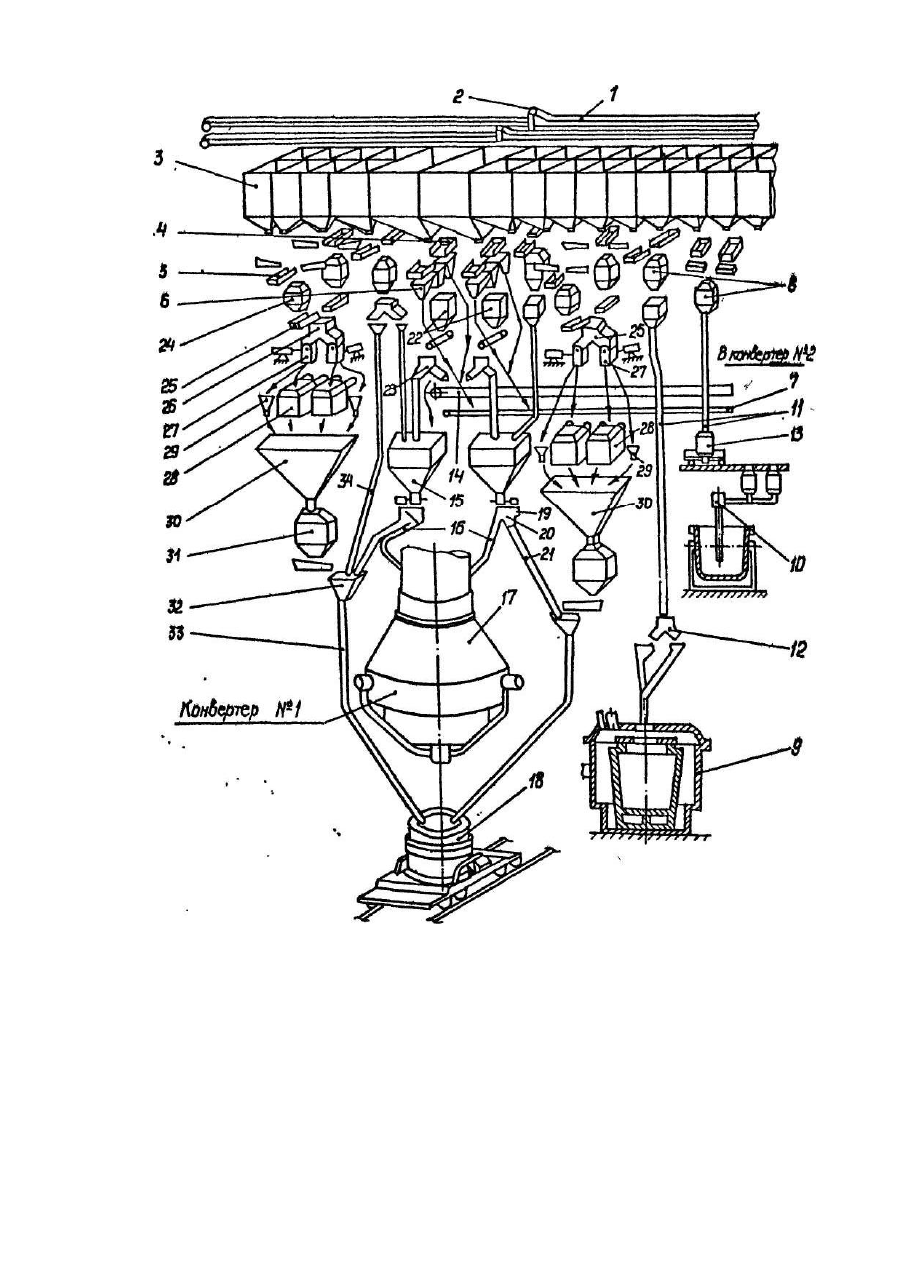
Поточная линия для подачи компонентов сталеплавильного производства, содержащая установленные по ходу технологического процесса разгрузочный механизм, бункеры с питателями, весовые дозаторы, конвейер, течки и поворотный желоб, отличающаяся тем, что она снабжена подъемником, выполненным в виде подвижной емкости, установленной на наклонных направляющих с возможностью ее загрузки в нижнем положении и разгрузки в верхнем, а поворотный желоб...
Потокова лінія для підготування та подання шлакостворювальних сумішей у плавильний агрегат та сталерозливний ковш
Номер патенту: 3786
Опубліковано: 27.12.1994
Автори: Сахно Валерій Олександрович, Стороженко Анатолій Сергійович, Аріст Леонід Михайлович, Бельман Леонід Михайлович, Скорубський Леонід Моїсейович, Щербін Арнольд Іванович
МПК: C21C 7/00
Мітки: сумішей, шлакостворювальних, подання, сталерозливний, підготування, ковш, плавильній, лінія, агрегат, потокова
Формула / Реферат:
Поточная линия для подготовки и подачи шлакообразующих смесей в плавильный агрегат и сталеразливочный ковш, содержащая установленные по ходу технологического процесса приемные бункера с затворами, весовые дозаторы, сборные бункера, связанные между собой транспортерами с разгрузочными механизмами и течками, отличающаяся тем, что приемные бункера выполнены с наклонными течками, закрепленными под затворами, а поточная линия снабжена устройствами...
Спосіб підготування та подання в сталерозливний ківш шлакоутворюючих матеріалів
Номер патенту: 4092
Опубліковано: 27.12.1994
Автори: Щербін Арнольд Іванович, Аріст Леонід Михайлович, Стороженко Анатолій Сергійович, Сахно Валерій Олександрович, Бельман Леонід Михайлович, Скорубський Леонід Моїсейович
МПК: C21C 7/00
Мітки: шлакоутворюючих, спосіб, ківш, матеріалів, підготування, подання, сталерозливний
Формула / Реферат:
Способ подготовки и подачи в сталеразливочный ковш шлакообразующих материалов, содержащих известь и плавиковый шпат, включающий загрузку материалов в приемные бункера, последующую их подачу в весовые дозаторы и в сборные бункера, разгрузку, транспортированием и ввод в ковш, отличающийся тем, что разгрузку извести и плавикового шпата из приемных бункеров производят на расположенные под ними устройства непрерывного взвешивания, встречные...
Потокова лінія для збирання та зварювання пакетів для вироблення двошарових листів
Номер патенту: 2798
Опубліковано: 26.12.1994
Автори: Роганський Іван Юхимович, Рибінов Володимир Артемійович, Бородін Леонід Олександрович, Скороход Микола Михайлович, Васильчишин Ярослав Гаврилович, Димитров Назарей Вікторович, Сумський Євген Ілліч
МПК: B23K 20/04
Мітки: збирання, лінія, двошарових, зварювання, потокова, пакетів, вироблення, листів
Формула / Реферат:
Поточная линия при сборке и сварке пакетов для производства двухслойных листов, содержащая установленные по ходу технологического процесса и соединенные между собой транспортными средствами устройство для сборки пакетов и сварочные установки, отличающаяся тем, что она снабжена дополнительными (2...8) сварочными установками, каждая из которых выполнена в виде размещенного на уровне пола с возможностью вращения в двух плоскостях стола с...
Потокова лінія для складання і стикового електроконтактного зварювання труб у нитку магістрального трубопроводу
Номер патенту: 1145
Опубліковано: 30.12.1993
Автори: Патон Борис Євгенович, Іванцов Олєг Максімовіч, Рулєвський Євгеній Васильович, Уніговський Михайло Рахмильович, Сєрафін Орєст Міхайловіч, Солодовніков Сергій Олександрович, Сахарнов Василь Олексійович, Щєрбіна Боріс Євдокімовіч, Лебедєв Володимир Костянтинович, Чірсков Владімір Грігор'євіч, Кучук-Яценко Сергій Іванович
МПК: B23K 37/04, B23K 31/00
Мітки: стикового, електроконтактного, магістрального, нитку, складання, труб, потокова, лінія, трубопроводу, зварювання
Формула / Реферат:
1. Поточная линия для оборки и стыковой электроконтактной сварки труб в нитку магистрального трубопровода, содержащая расположенные на основании в линию по ходу технологического процесса трубоукладчик, агрегат зачистки концов внутренних поверхностей труб под прижимные контакты внутритрубной сварочной головки, дизельэлектрическую станцию питания, снабженную штангой для подвода питания, внутритрубную сварочную головку для стыковойй...
Попередній патент: Вимикач
Наступний патент: Hагрівальhий елемеhт
Випадковий патент: Тест-система імуноферментна для якісного та напівкількісного визначення антитіл класу igg до вірусів простого герпесу 2 типу, уніфікована "dia-hsv 2-igg-u"