Підтримуючий ніж верстата для безцентрового поздовжнього шліфування зовнішніх поверхонь циліндричних деталей
Номер патенту: 14243
Опубліковано: 15.05.2006
Автори: Родіонов Дмитро Володимирович, Кальченко Володимир Віталійович
Формула / Реферат
1. Підтримуючий ніж верстата для безцентрового поздовжнього шліфування зовнішніх поверхонь циліндричних деталей, що містить ділянку, де базується заготовка в процесі чорнового шліфування, яка спрягається з калібруючою ділянкою, де закінчується формоутворення деталі, який відрізняється тим, що в поздовжньому напрямку базова поверхня має похилу прямолінійну або криволінійну твірну на ділянці для чорнового шліфування, спряжену з прямолінійною твірною площини калібруючої ділянки.
2. Підтримуючий ніж верстата для безцентрового поздовжнього шліфування зовнішніх поверхонь циліндричних деталей за п. 1, який відрізняється тим, що ділянка для чорнової обробки є рухомою в площині твірної, де обертання виконується відносно центра циліндричного елемента калібруючої ділянки, при цьому безперервність твірної забезпечується за рахунок використання пружного елемента, який закріплений на обох ділянках, та спирається на циліндричний елемент.
3. Підтримуючий ніж верстата для безцентрового поздовжнього шліфування зовнішніх поверхонь циліндричних деталей за будь-яким з пп. 1, 2, який відрізняється тим, що пружний елемент взаємодіє з рядом підтримуючих елементів, що виконані з можливістю переміщення у напрямку, нормальному відносно базової поверхні ножа.
4. Підтримуючий ніж верстата для безцентрового поздовжнього шліфування зовнішніх поверхонь циліндричних деталей за будь-яким з пп. 1, 3, який відрізняється тим, що при обробці важких довгих деталей підтримуючі елементи, які в окремих точках співпадають з точками твірної, виконані у вигляді роликів, що обертаються, і встановлені таким чином, що кут їхнього нахилу відносно осі деталі співпадає з напрямком результуючого вектора її швидкості.
Текст
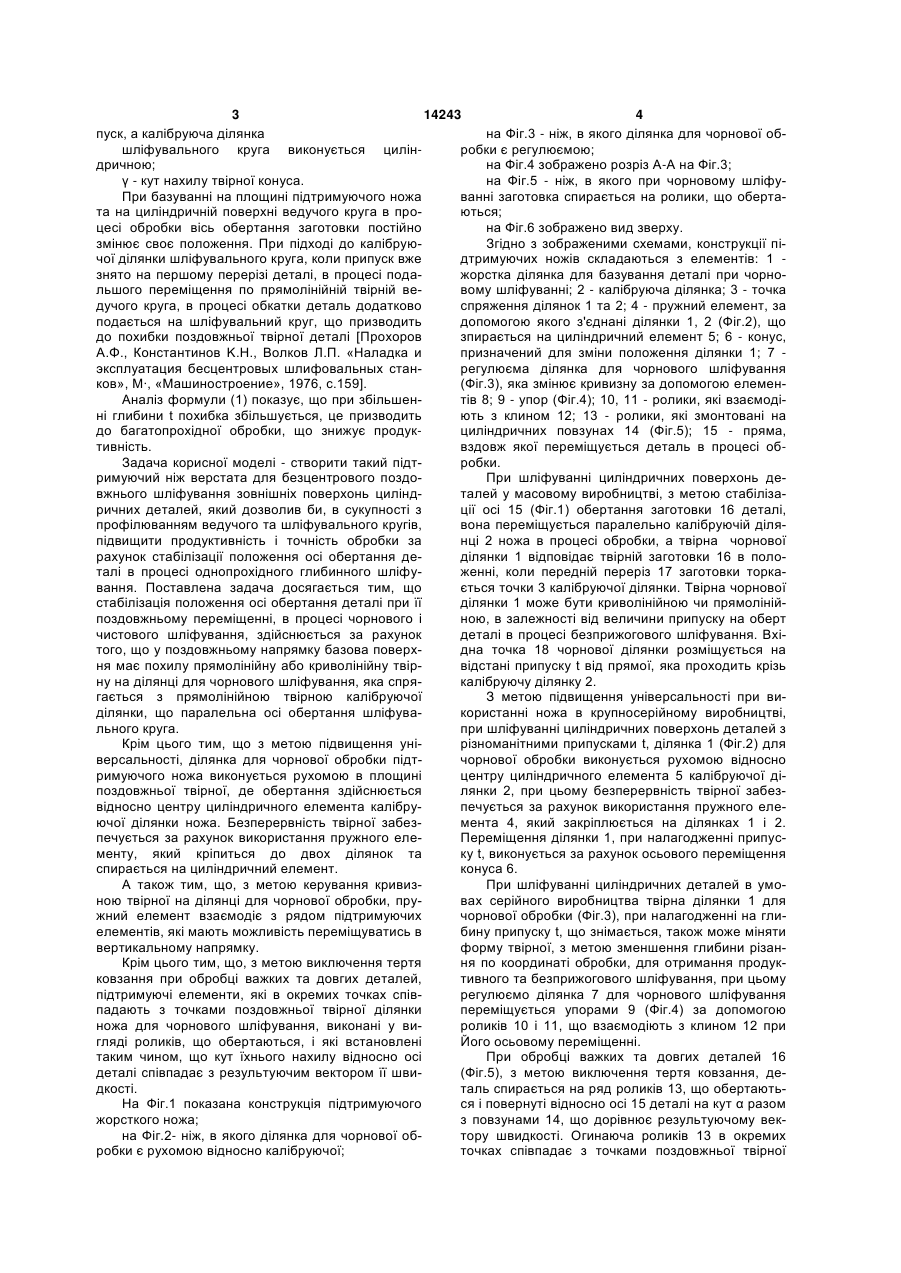
1. Підтримуючий ніж верстата для безцентрового поздовжнього шліфування зовнішніх поверхонь циліндричних деталей, що містить ділянку, де базується заготовка в процесі чорнового шліфування, яка спрягається з калібруючою ділянкою, де закінчується формоутворення деталі, який відрізняється тим, що в поздовжньому напрямку базова поверхня має похилу прямолінійну або криволінійну твірну на ділянці для чорнового шліфування, спряжену з прямолінійною твірною площини калібруючої ділянки. 2. Підтримуючий ніж верстата для безцентрового поздовжнього шліфування зовнішніх поверхонь циліндричних деталей за п. 1, який відрізняється тим, що ділянка для чорнової обробки є рухомою в U 2 (19) 1 3 14243 4 пуск, а калібруюча ділянка на Фіг.3 - ніж, в якого ділянка для чорнової обшліфувального круга виконується цилінробки є регулюємою; дричною; на Фіг.4 зображено розріз А-А на Фіг.3; γ - кут нахилу твірної конуса. на Фіг.5 - ніж, в якого при чорновому шліфуПри базуванні на площині підтримуючого ножа ванні заготовка спирається на ролики, що обертата на циліндричній поверхні ведучого круга в проються; цесі обробки вісь обертання заготовки постійно на Фіг.6 зображено вид зверху. змінює своє положення. При підході до калібруюЗгідно з зображеними схемами, конструкції пічої ділянки шліфувального круга, коли припуск вже дтримуючих ножів складаються з елементів: 1 знято на першому перерізі деталі, в процесі подажорстка ділянка для базування деталі при чорнольшого переміщення по прямолінійній твірній вевому шліфуванні; 2 - калібруюча ділянка; 3 - точка дучого круга, в процесі обкатки деталь додатково спряження ділянок 1 та 2; 4 - пружний елемент, за подається на шліфувальний круг, що призводить допомогою якого з'єднані ділянки 1, 2 (Фіг.2), що до похибки поздовжньої твірної деталі [Прохоров зпирається на циліндричний елемент 5; 6 - конус, Α.Φ., Константинов Κ.Η., Волков Л.П. «Наладка и призначений для зміни положення ділянки 1; 7 эксплуатация бесцентровых шлифовальных станрегулюєма ділянка для чорнового шліфування ков», М·, «Машиностроение», 1976, с.159]. (Фіг.3), яка змінює кривизну за допомогою елеменАналіз формули (1) показує, що при збільшентів 8; 9 - упор (Фіг.4); 10, 11 - ролики, які взаємодіні глибини t похибка збільшується, це призводить ють з клином 12; 13 - ролики, які змонтовані на до багатопрохідної обробки, що знижує продукциліндричних повзунах 14 (Фіг.5); 15 - пряма, тивність. вздовж якої переміщується деталь в процесі обЗадача корисної моделі - створити такий підтробки. римуючий ніж верстата для безцентрового поздоПри шліфуванні циліндричних поверхонь девжнього шліфування зовнішніх поверхонь циліндталей у масовому виробництві, з метою стабілізаричних деталей, який дозволив би, в сукупності з ції осі 15 (Фіг.1) обертання заготовки 16 деталі, профілюванням ведучого та шліфувального кругів, вона переміщується паралельно калібруючій діляпідвищити продуктивність і точність обробки за нці 2 ножа в процесі обробки, а твірна чорнової рахунок стабілізації положення осі обертання деділянки 1 відповідає твірній заготовки 16 в полоталі в процесі однопрохідного глибинного шліфуженні, коли передній переріз 17 заготовки торкавання. Поставлена задача досягається тим, що ється точки 3 калібруючої ділянки. Твірна чорнової стабілізація положення осі обертання деталі при її ділянки 1 може бути криволінійною чи прямолінійпоздовжньому переміщенні, в процесі чорнового і ною, в залежності від величини припуску на оберт чистового шліфування, здійснюється за рахунок деталі в процесі безприжогового шліфування. Вхітого, що у поздовжньому напрямку базова поверхдна точка 18 чорнової ділянки розміщується на ня має похилу прямолінійну або криволінійну твірвідстані припуску t від прямої, яка проходить крізь ну на ділянці для чорнового шліфування, яка спрякалібруючу ділянку 2. гається з прямолінійною твірною калібруючої З метою підвищення універсальності при виділянки, що паралельна осі обертання шліфувакористанні ножа в крупносерійному виробництві, льного круга. при шліфуванні циліндричних поверхонь деталей з Крім цього тим, що з метою підвищення унірізноманітними припусками t, ділянка 1 (Фіг.2) для версальності, ділянка для чорнової обробки підтчорнової обробки виконується рухомою відносно римуючого ножа виконується рухомою в площині центру циліндричного елемента 5 калібруючої діпоздовжньої твірної, де обертання здійснюється лянки 2, при цьому безперервність твірної забезвідносно центру циліндричного елемента калібрупечується за рахунок використання пружного елеючої ділянки ножа. Безперервність твірної забезмента 4, який закріплюється на ділянках 1 і 2. печується за рахунок використання пружного елеПереміщення ділянки 1, при налагодженні припусменту, який кріпиться до двох ділянок та ку t, виконується за рахунок осьового переміщення спирається на циліндричний елемент. конуса 6. А також тим, що, з метою керування кривизПри шліфуванні циліндричних деталей в умоною твірної на ділянці для чорнової обробки, прувах серійного виробництва твірна ділянки 1 для жний елемент взаємодіє з рядом підтримуючих чорнової обробки (Фіг.3), при налагодженні на глиелементів, які мають можливість переміщуватись в бину припуску t, що знімається, також може міняти вертикальному напрямку. форму твірної, з метою зменшення глибини різанКрім цього тим, що, з метою виключення тертя ня по координаті обробки, для отримання продукковзання при обробці важких та довгих деталей, тивного та безприжогового шліфування, при цьому підтримуючі елементи, які в окремих точках співрегулюємо ділянка 7 для чорнового шліфування падають з точками поздовжньої твірної ділянки переміщується упорами 9 (Фіг.4) за допомогою ножа для чорнового шліфування, виконані у вироликів 10 і 11, що взаємодіють з клином 12 при гляді роликів, що обертаються, і які встановлені Його осьовому переміщенні. таким чином, що кут їхнього нахилу відносно осі При обробці важких та довгих деталей 16 деталі співпадає з результуючим вектором її шви(Фіг.5), з метою виключення тертя ковзання, дедкості. таль спирається на ряд роликів 13, що обертаютьНа Фіг.1 показана конструкція підтримуючого ся і повернуті відносно осі 15 деталі на кут α разом жорсткого ножа; з повзунами 14, що дорівнює результуючому векна Фіг.2- ніж, в якого ділянка для чорнової обтору швидкості. Огинаюча роликів 13 в окремих робки є рухомою відносно калібруючої; точках співпадає з точками поздовжньої твірної 5 14243 6 регулюємої ділянки 7 для чорнового шліфування. 18 і до виходу з ділянки 2. Це підвищує продуктивПереміщення роликів 13, для співпадання з твірність за рахунок однопрохідного глибинного шліною 7, виконується за допомогою повзунів 14. фування при знятті припуску t, a точність, за рахуРозглянуті конструкції ножів, у різних типах нок стабілізації положення осі деталі. Вони можуть виробництва, забезпечують стабілізацію положенбути використані як в конструкціях універсальних ня осі деталі, яка переміщується вздовж прямої верстатів Фіг.1, 2 , так і в конструкціях верстатів з 15, паралельної калібруючій ділянці 2 ножа, почиЧПК (Фіг.3 і 5). наючи від входження деталі в зону обробки - точка Комп’ютерна верстка Н. Лисенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSupporting cutter of the machine tool for centerless longitudinal grinding of external surfaces of cylindrical details
Автори англійськоюKalchenko Volodymyr Vitaliiovych
Назва патенту російськоюПоддерживающий нож станка для бесцентрового продольного шлифования внешних поверхностей цилиндрических деталей
Автори російськоюКальченко Владимир Витальевич
МПК / Мітки
МПК: B24B 5/00
Мітки: зовнішніх, підтримуючий, деталей, поверхонь, верстата, циліндричних, безцентрового, поздовжного, шліфування
Код посилання
<a href="https://ua.patents.su/3-14243-pidtrimuyuchijj-nizh-verstata-dlya-bezcentrovogo-pozdovzhnogo-shlifuvannya-zovnishnikh-poverkhon-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Підтримуючий ніж верстата для безцентрового поздовжнього шліфування зовнішніх поверхонь циліндричних деталей</a>
Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Номер патенту: 14242
Опубліковано: 15.05.2006
Автори: Кальченко Віталій Іванович, Шам Максим Костянтинович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: спосіб, поздовжного, безцентрового, циліндричних, шліфування, поверхонь
Формула / Реферат:
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профільованим шліфувальним абразивним кругом, який відрізняється тим, що вісь деталі в процесі знімання припуску та формоутворення переміщують вздовж однієї прямої, яка співпадає з віссю номінальної циліндричної поверхні...
Верстат для безцентрового обкатування зовнішніх циліндричних поверхонь деталів
Номер патенту: 14082
Опубліковано: 25.04.1997
Автор: Криворучко Володимир Нестерович
МПК: B24B 39/00
Мітки: безцентрового, поверхонь, зовнішніх, верстат, обкатування, циліндричних, деталів
Формула / Реферат:
1. Станок для бесцентрового обкатывания наружных цилиндрических поверхностей деталей, содержащий станину с основанием и боковыми стенками, шпиндельный узел опорного ролика, привод его перемещения с выходным валом и связью между ними, механизм нагружения, выполненный в виде съемного силового гидроцилиндра, на штоке которого закреплена накатная головка с деформирующими элементами, отличающийся тем, что с целью расширения его...
Спосіб безцентрового шліфування сферичних поверхонь

Номер патенту: 10545
Опубліковано: 15.11.2005
Автори: Рудик Андрій Васильович, Сластьоненко Олена Сергіївна, Кальченко Володимир Віталійович
МПК: B24B 11/00
Мітки: безцентрового, спосіб, поверхонь, шліфування, сферичних
Формула / Реферат:
1. Спосіб безцентрового шліфування сферичних поверхонь, що включає застосування торця абразивного круга, вісь обертання якого перехрещується з віссю обертання барабана, який подає кульки в зону обробки, де вони базуються та обертаються за допомогою ведучого круга, який відрізняється тим, що переміщення центрів кульок виконують по дузі кола з центром на осі обертання барабана шляхом притискання їх до опорної поверхні, на якій і виконують скіс...
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням
Номер патенту: 58864
Опубліковано: 15.08.2003
Автори: Осін Руслан Анатолійович, Щербина Андрій Михайлович, Чайковський Олександр Борисович, Саловський Віталій Семенович, Русских Віктор Васильович, Наливайко Володимир Миколайович
МПК: B24B 39/00
Мітки: вигладжуванням, циліндричних, поверхонь, зовнішніх, пристрій, деталей, зміцнення
Формула / Реферат:
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням, який містить привід обертання деталі, циліндричний інструмент, торець якого є робочою поверхнею, навантажуюче пристосування, механізм обертання інструмента навколо своєї осі, який відрізняється тим, що містить джерело живлення та електроконтактні пристрої, один з яких контактує з приводом деталі, а інший - з навантажуючим пристосуванням.
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Володимир Віталійович, Кальченко Віталій Іванович
Мітки: торцевих, поверхонь, спосіб, шліфування, циліндричних
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Попередній патент: Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Наступний патент: Керований робочий орган роторного змішувача
Випадковий патент: Спосіб випробувань зразків магнітотвердих матеріалів