Склад мононитки, що розщіплюється, для щіток мийних машин та спосіб виробництва такої мононитки
Номер патенту: 15256
Опубліковано: 30.06.1997
Автори: Підтілок Леонід Михайлович, Луканюк Світлана Миколаївна, Кузьменкова Раїса Андріївна
Формула / Реферат
1. Состав расщепляющейся мононити для щеток моечных машин, содержащий смесь двух полимеров, одним из которых является полиэтилен высокого давления, отличающийся тем, что в качестве другого полимера он содержит полиизобутилен при следующем соотношении компонентов, мас.%:
Полиизобутилен 6-30
Полиэтилен высокого давления Остальное.
2. Способ получения расщепляющейся мононити для щеток моечных машин, заключающийся в смешении двух полимеров, расплавлении их, формовании смеси через фильеру, охлаждении и последующем вытягивании, отличающийся тем, что формование осуществляют при температуре 305-340°С и скорости 5-7 м/мин, охлаждение осуществляют при температуре охлаждающей ванны 10-45°С, а затем вытягивают с кратностью 4,8-6,2.
Текст
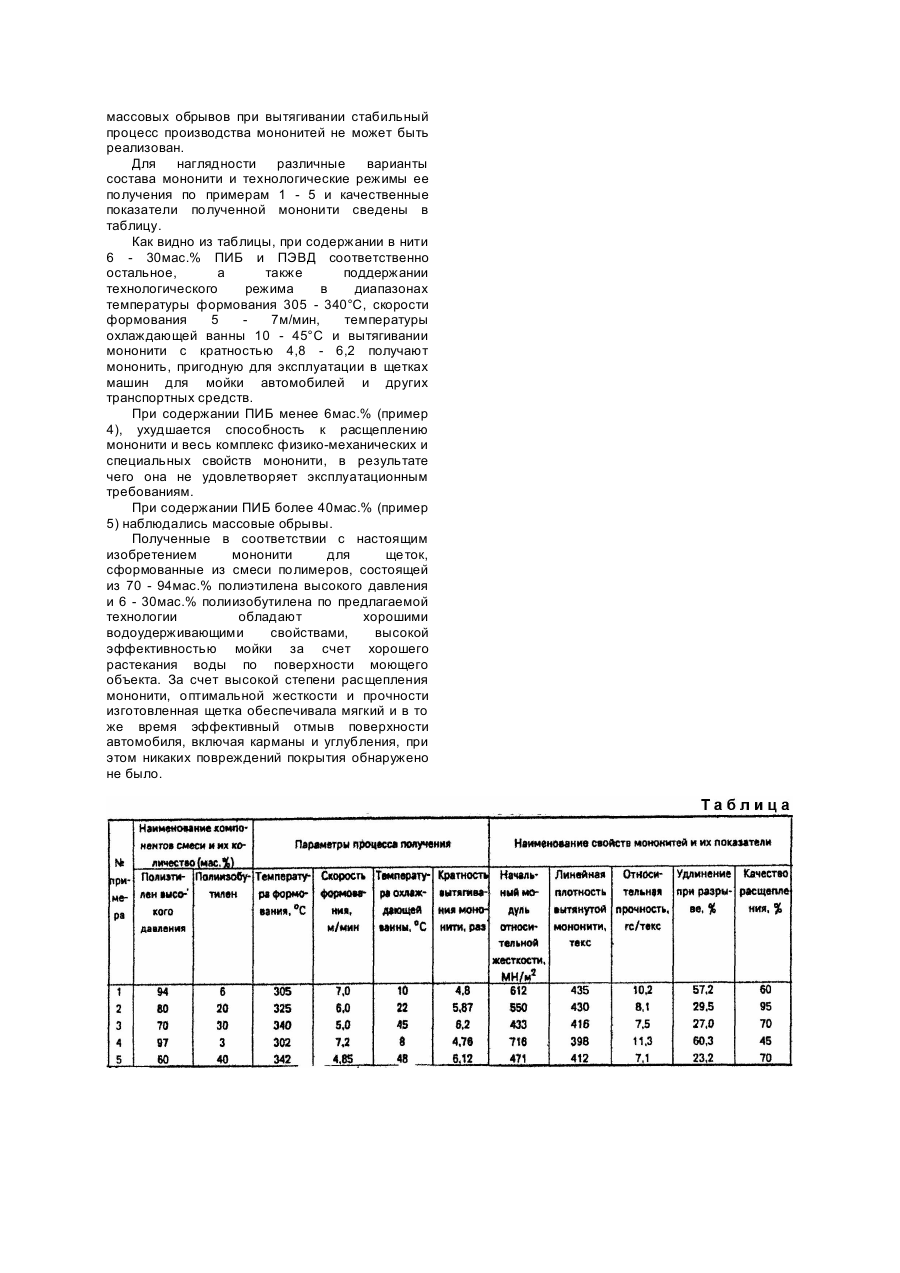
Изобретение относится к производству синтетических нитей из смесей (композиций) полимеров, более конкретно оно касается производства расщепляющихся мононитей, используемых в изготовлении щеток машин, предназначенных для мойки автомобилей и других транспортных средств. Наиболее близким по составу и технологии переработки к предлагаемой смеси (полимерной композиции) является состав расщепляющейся мононити для щеток, содержащий два полиолефина: 10 - 90мас.% полиэтилена высокого давления с плотностью ниже 0,930г/см3 и индексом расплава 0,4 - 4,0г/10мин и 10 90мас.% полиэтилена низкого давления с плотностью ниже 0,930г/см3 и индексом расплава 0,5 - 4,0г/10 мин [1]. Технология получения этой нити заключается в том, что смесь полимеров упомянутого выше состава экструдировали при температуре расплава 190°, сформированные монофиламенты охлаждали водой, затем вводили в ванну, вытягивали в 5 раз и наматывали. Из полученных мононитей изготавливали щетку для мойки автомобилей. Недостатком мононити для щеток из композиции полиэтилена высокого давления (10 90мас.%) - полиэтилена низкого давления (10 90мас.%) является жесткость и невысокая способность к расщеплению, особенно в начальный момент эксплуатации щетки. Это приводит к повреждению поверхности автомобиля при мойке, снижению эффективности мойки и повышенному расходу моющей жидкости из-за неудовлетворительной способности к расщеплению. Кроме того, сложный профиль мононити значительно усложняет процесс ее формования. В основу изобретения поставлена задача создания состава расщепляющейся мононити из смеси двух полимеров, в котором за счет изменения состава обеспечивалось бы получение улучшенного комплекса эксплуатационных показателей мононити: твердости, прочности, жесткости и, особенно, способности к расщеплению, дающих возможность использовать мононить для щеток машин (установок) мойки автомобилей и других транспортных средств. Поставленная задача решается тем, что в составе расплавляющейся мононити для щеток моечных машин, содержащем смесь двух полимеров, одним из которых является полиэтилен высокого давления, в качестве другого полимера он содержит полиизобутилен при следующем соотношении, мас.%: Полиизобутилен 6 - 30 Полиэтилен высокого давления Остальное. В основу изобретения поставлена также задача создания способа получения расщепляющейся мононити для щеток моечных машин, в котором получение улучшенного комплекса эксплуатационных показателей осуществляется за счет создания новых режимов переработки смеси такого состава. Поставленная задача решается тем, что в способе получения расщепляющейся мононити для щеток моечных машин, заключающемся в смешении двух полимеров, расплавлении их, формовании смеси через фильеру, охлаждении и последующем вытягивании, согласно изобретению формование осуществляют при температуре 305 340°C и скорости 5 - 7м/мин, охлаждение осуществляют при температуре 305 - 340°C и скорости 5 - 7м/мин, охлаждение осуществляют при температуре охлаждающей ванны 10 - 45°C, а затем вытягивают с кратностью 4,8 - 6,2. Суть изобретения заключается в том, что для получения расщепляющейся мононити готовят прядильную композицию из 70 - 94мас.% полиэтилена высокого давления (ПЭВД) и 6 30мас.% полиизобутилена (ПИБ). Базовым (матричным) полимером в композиции для формования мононитей для щеток использовался полиэтилен высокого давления (ПЭВД). При выборе марки ПЭВД для получения расщепляющейся мононити исходили из оценки пригодности для переработки экструзионным способом, относительной стоимости и доступности полимера. Расщепляющаяся мононить в соответствии с изобретением изготавливается следующим образом. Композиция полимеров для формования мононити подготавливалась путем взвешивания навесок из гранулированного ПЭВД, составляющего основу формовочной композиции, и измельченного до частиц с линейным размером 2 - 4мм твердого ПИБ. Соотношение компонентов - ПЭВД и ПИБ изменялось при проведении экспериментов в широких пределах от 70 : 30 до 94 : 6. Компоненты композиции тщательно перемешивались, и смесь для формования загружалась в бункер питания экструдера. В экструдере осуществлялся разогрев, плавление и гомогенизация расплава. В дальнейшем расплав поступал в фильерное устройство формовочной головки. Формование мононити осуществлялось с помощью фильер с круглой и некруглой формой отверстий при температурах 305 - 340°C со скоростью 5 - 7м/мин. Сформованная мононить поступала в охлаждающую ванну, наполненную водой с температурой 10 - 45°C. В ванне мононитьогибала неподвижный ролик, установленный под фильерой и проходила далее по всей длине ванны, охлаждаясь до необходимой температуры. В конце ванны мононить огибала второй ролик и через распределительную гребенку поступала на приемный цилиндр. За счет разницы скорости вращения цилиндра и скорости истечения расплава из фильеры осуществлялась фил верная вытяжка сформированной нити. Нить, проходя между приемным цилиндром и резиновым прижимным валиком, в дальнейшем поступала на вытяжной цилиндр. Вытягивание нити осуществлялось за счет разницы скоростей вращения приемного и вытяжного цилиндров. В процессе производства мононити кратность вытягивания поддерживалась в диапазоне 4,8 - 6,2. Вытянутая мононить через компенсатор натяжения поступала на приемнонамоточное устройство, где наматывалась на плоское мотовило. Свойства полученных в соответствии с изобретением мононитей характеризуются следующими качественными показателями; - начальным модулем относительной жесткости (МН/м2); - линейной плотностью вытянутой мононити (текс); - относительной прочностью (гс/текс); - удлинением при разрыве (%); - качеством расщепления (%, наилучшее 100%). Изобретение иллюстрируется следующими примерами. Пример 1. Из композиции с минимальным содержанием ПИБ (6мас.%) и ПЭВД (94мас.%) сформована мононить. Режим формования соответствовал нижним значениям диапазона технологических параметров. Температура формования поддерживалась 305°C, температура воды в охлаждающей ванне 10°C, кратность вытягивания - 4,8 при скорости формования 7м/мин. Формование и вытягивание мононитей проходили в достаточно устойчивом режиме. Получена мононить с физико-механическими показателями, приведенными в таблице. Мононить имеет повышенную жесткость и прочность в сравнении с мононитью, полученной в оптимальном режиме, несмотря на небольшую кратность вытягивания. Концы мононитей расщеплены, форма "флажка" (кисточки на конце мононити) компактная. Наряду с тонкими элементарными нитями кисточки содержат и более грубые, общее количество элементарных нитей составляет 20 30. Оценка качества расщепления - 60%. Комплекс физико-механических и специальных показателей мононити соответствует предельному значению допустимых для эксплуатации. Пример 2. Расщепляющуюся мононить для щеток формовали из смеси, содержащей 20мас.% ПИБ и 80мас.% ПЭВД. Формование осуществляли при температуре 325°C и скорости 6м/мин. Температура воды в охлаждающей ванне поддерживалась 22°C. После формования мононить вытягивали при кратности 5,87 и наматывали на мотовило. Формование и вытягивание проходили в устойчивом режиме. После релаксации намотанная мононить была срезана с мотовила, концы мононитей расщеплены с помощью специального устройства. Физико-механические и специальные показатели вытянутой мононити (см. таблицу) имеют уровень, отвечающий высоким эксплуатационным показателям: мононить эластична, умеренно жесткая с достаточно мягким грифом, имеет приемлемые показатели относительной прочности и удлинения при разрыве. Образцы мононитей расщеплялись с образованием "флажка" хорошей формы, состоящего из 30 - 40 элементарных волокон. Оценка качества расщепления - 95%. Пример 3. Из полимеров по примеру 1 была сформована мононить. Состав композиции изменен - содержание ПИБ увеличено до максимального - до 30мас.%. Формование и вытягивание проводилось при максимальных значениях технологических параметров. Температура формования была увеличена до 340°C, кратность вытягивания увеличена до 6,2 (для обеспечения необходимой кратности вытягивания скорость формования снижена до минимального значения - 5,0м/мин). Температура охлаждения повышена до 45°C. Формование мононити проходило в устойчивом режиме. Вытягивание было осложнено частыми обрывами и подлипанием вытягиваемых нитей к вытяжным цилиндрам. После релаксации намотанная мононить была срезана с мотовила, концы мононитей расщеплены. Получен образец с физикомеханическими показателями, приведенными в таблице. Значения показателей свойств полученной мононити отвечают предельному нижнему уровню эксплуатационных показателей. Мононити имеют небольшую жесткость и невысокую относительную прочность, слегка липкую от большого содержания ПИБ поверхность, что осложняло вытягивание. Наблюдается также частичная потеря формы мононити из-за повышенной пластичности. Концы мононитей расщеплялись с образованием "флажков" хорошей формы, но наблюдалась избыточная способность с расщеплению - расщепление распространяется вверх по мононити на длину 30 - 40мм. Оценка качества расщепления - 70%. Пример 4. Из композиции ПЭВД и ПИБ с составом 97 и 3 (мас.%) была сформована мононить. Мононить сформована при технологических параметрах, величина которых ниже нижнего предела. Так температура формования поддерживалась 302°C, температура охлаждения 8°C, кратность вытягивания 4,76 при скорости формования 7,1м/мин. Формование мононити проходило неустойчиво, с обрывами. Вытягивание проходило в более устойчивом режиме, однако сопровождалось появлением большого количества невытянутых участков. Нить имеет излишне высокую жесткость и прочность, несмотря на невысокую кратность вытягивания. Из-за малого содержания ПИБ в композиции пластифицирующая способность его в смеси не проявляется, ПИБ в смеси полностью экранируется жестким ПЭВД. Концы мононитей расщеплены. Образовавшиеся "флажки" имеют компактную форму и состоят преимущественно из грубых волоконец. Качество расщепления оценивается в 45%. Комплекс физико-механических и специальных показателей мононитей не удовлетворяет эксплуатационным требованиям. Пример 5. Из полимеров по примеру 1 сформована мононить. Содержание ПИБ в композиции увеличено до 40мас.% и соответственно ПЭВД взято 60мас.%. Температура формования увеличена до 342°C, температура охлаждения увеличена до 48°C, кратность вытягивания - 6, 12, при скорости формования 4,85м/мин. При этих условиях мононить формуется, однако вытягивание происходит с большим трудом из-за массовых обрывов и подлипания мононитей к поверхности вытяжных цилиндров. В результате получены образцы мононитей с низкой относительной прочностью и удлинением при разрыве, которые не удовлетворяют эксплуатационным требованиям. За счет высокой вытяжки получена удовлетворительная жесткость мононити, но нить липкая, форма мононити искажена из-за высокой пластичности материала. Концы мононитей расщепились с образованием "флажков" хорошей формы, но расщепление захватывает также область выше "флажков" на значительную длину. Оценка качества расщепления - 60%. Из-за массовых обрывов при вытягивании стабильный процесс производства мононитей не может быть реализован. Для наглядности различные варианты состава мононити и технологические режимы ее получения по примерам 1 - 5 и качественные показатели полученной мононити сведены в таблицу. Как видно из таблицы, при содержании в нити 6 - 30мас.% ПИБ и ПЭВД соответственно остальное, а также поддержании технологического режима в диапазонах температуры формования 305 - 340°C, скорости формования 5 7м/мин, температуры охлаждающей ванны 10 - 45°C и вытягивании мононити с кратностью 4,8 - 6,2 получают мононить, пригодную для эксплуатации в щетках машин для мойки автомобилей и других транспортных средств. При содержании ПИБ менее 6мас.% (пример 4), ухудшается способность к расщеплению мононити и весь комплекс физико-механических и специальных свойств мононити, в результате чего она не удовлетворяет эксплуатационным требованиям. При содержании ПИБ более 40мас.% (пример 5) наблюдались массовые обрывы. Полученные в соответствии с настоящим изобретением мононити для щеток, сформованные из смеси полимеров, состоящей из 70 - 94мас.% полиэтилена высокого давления и 6 - 30мас.% полиизобутилена по предлагаемой технологии обладают хорошими водоудерживающими свойствами, высокой эффективностью мойки за счет хорошего растекания воды по поверхности моющего объекта. За счет высокой степени расщепления мононити, оптимальной жесткости и прочности изготовленная щетка обеспечивала мягкий и в то же время эффективный отмыв поверхности автомобиля, включая карманы и углубления, при этом никаких повреждений покрытия обнаружено не было.
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition of splitting mono-thread for washing machine brushes and method for production of such mono-thread
Автори англійськоюPidtilok Leonid Mykhailovych, Kuzmenkova Raisa Andriivna, Lukaniuk Svitlana Mykolaivna
Назва патенту російськоюСостав расщепляемой мононитки для щеток моечных машин и способ производства такой мононитки
Автори російськоюПидтилок Леонид Михайлович, Кузьменкова Раиса Андреевна, Луканюк Светлана Николаевна
МПК / Мітки
МПК: D01F 6/46
Мітки: мийних, склад, мононитки, спосіб, виробництва, розщіплюється, такої, щіток, машин
Код посилання
<a href="https://ua.patents.su/3-15256-sklad-mononitki-shho-rozshhiplyuehtsya-dlya-shhitok-mijjnikh-mashin-ta-sposib-virobnictva-tako-mononitki.html" target="_blank" rel="follow" title="База патентів України">Склад мононитки, що розщіплюється, для щіток мийних машин та спосіб виробництва такої мононитки</a>
Спосіб виготовлення щіток для електричних машин
Номер патенту: 10269
Опубліковано: 25.12.1996
Автори: Працько Юрій Віталійович, Бакута Олег Володимирович, Большаков Юрій Леонідович, Жуковін Сергій Михайлович
МПК: H01R 43/12
Мітки: спосіб, щіток, машин, електричних, виготовлення
Формула / Реферат:
Способ изготовления щеток для электрических машин путем смешения порошка графитосодержащего материала и твердого связующего, прессования и термообработки, отличающийся тем, что смесь графитосодержащего материала с дробленным связующим измельчают до получения порошка фракцией 0,040-0,071 мм и перемешивают с порошком графитосодержащего материала фракцией 0,2-1,0 мм, а термообработку проводят в процессе одновременного двухстороннего прессовании...
Спосіб отримання композиційних ниток
Номер патенту: 371
Опубліковано: 30.04.1993
Автори: Романкевич Олег Володимирович, Будаш Юрій Олександрович, Зубович Клара Аронівна
МПК: D01F 8/04
Мітки: спосіб, отримання, композиційних, ниток
Формула / Реферат:
Формула изобретенияСпособ получения композиционных нитей формованием из расплава смеси полимеров, один из которых повышает степень расширения струи расплава выше аддитивного значения, отличающийся тем, что, с целью повышения производительности процесса, формование осуществляют при 180-300°С из расплава, дополнительно содержащего 6-67% полиэтилена высокого давления с показателем текучести 0,3-2,0 в расчете на массу полимера,...
Спосіб виготовлення волоконного пластмасового стержня для засобів письма з капілярними каналами
Номер патенту: 2495
Опубліковано: 26.12.1994
Автори: Куракова Любовь Ніколаєвна, Гаврілов Ніколай Петровіч, Влєсков Віктор Лєонідовіч, Вісленко Володимир Іванович, Булах Олег Олексійович, Аксєнов Владімір Васільєвіч, Сиволоцький Олександр Миколайович, Єгоров Борис Афанасійович, Курлова Ніна Олександрівна, Грузнов Алєксандр Гєоргієвіч, Лємпєрт Лєонід Гіларієвіч
Мітки: пластмасового, капілярними, волоконного, спосіб, письма, каналами, стержня, виготовлення, засобів
Формула / Реферат:
1. Способ изготовления волоконного пластмассового стержня для средств письма с капиллярными каналами, включающий формование стержня из пучка полимерных волокон, спекание и термостабилизацию с последующим охлаждением, отличающийся тем, что в качестве пучка полимерных волокон используют полые и сплошные мононити в соотношении, соответственно, от 1:10 до 10:1, причем сплошные мононити используют с температурой плавления не менее чем на 5°С ниже...
Склад шихти окатишей для виробництва силікомарганцу
Номер патенту: 11931
Опубліковано: 25.12.1996
Автори: Грищенко Сергій Георгійович, Ткач Григорій Дмитрович, Сагайдак Василий Васильович, Чайченко Олександр Олександрович, Карманов Єдвін Степанович, Кучер Іван Гур'євич
МПК: C22B 1/242, C22C 33/04
Мітки: силікомарганцу, склад, шихти, виробництва, окатишей
Формула / Реферат:
Состав шихты окатышей для производства силикомарганца, содержащий отходы производства марганцевых ферросплавов, сульфитно-спиртовую барду и углеродистый восстановитель, отличающийся тем, что, с целью увеличения утилизации отходов производства марганцевых сплавов и кокса, повышения извлечения марганца и снижения удельного расхода электроэнергии при выплавке сплава, в качестве углеродистого восстановителя она содержит коксовую мелочь...
Спосіб виробництва бетонних виробів
Номер патенту: 1959
Опубліковано: 20.12.1994
Автори: Купряков Ювеналій Прокопович, Литвиненко Дмитро Мартинович, Мартиненко Сергій Анатолієвич, Бахмет Володимир Прокофійович
МПК: C04B 18/14, C04B 28/08
Мітки: виробництва, спосіб, виробів, бетонних
Формула / Реферат:
Способ производства бетонных изделий, включающий смешение измельченного и гранулированного доменного шлака, введение в полученную смесь воды с последующим прессованием массы, отличающийся тем, что измельченный и гранулированный доменный шлак смешивают в соотношении. 1:(2,5-3,0), добавляют кальцинированную соду или жидкое стекло в количестве 1-2%,а прессование массы осуществляют при давлении 50-60 МПа и при влажности прессуемой массы...
Попередній патент: Спосіб зварювання плавленням тонкостінної трубки з елементами арматури
Наступний патент: Пристрій для живлення електролюмінесцентних ламп
Випадковий патент: Спосіб лікування атипової кризової форми клімактеричного синдрому