Спосіб зварювання плавленням тонкостінної трубки з елементами арматури
Номер патенту: 15255
Опубліковано: 30.06.1997
Автори: Кравчук Леонід Аркадійович, Небесний Станіслав Васильович
Формула / Реферат
Способ сварки плавлением тонкостенной трубки с элементами арматуры, включающий вращение изделия относительно неподвижного источника нагрева или отклонение и вращение источника нагрева по кольцевому стыку неподвижного изделия, выполнение отбортовки на арматуре, а также использование технологического кольца, отличающийся тем, что тонкостенную трубку устанавливают с превышением над уровнем отбортовки арматуры и технологического кольца, величину которого определяют из следующего соотношения h = (4 - 8)D1, где h - величина превышения трубки, D1 - величина зазора между трубкой и арматурой или технологическим кольцом, причем сварку выполняют лучом в два прохода: за первым проходом маломощным лучом оплавляют только выступающую часть трубки, а за вторым проходом сварочным лучом выполняют сварку с одновременным расплавлением суммарной толщины отбортовки арматуры, трубки и технологического кольца, при этом мощность луча при первом проходе выбирают из соотношения - мощность луча при первом проходе, D2 - толщина стенки трубки, D3 - толщина отбортовки арматуры, D4 - толщина технологического кольца, P2 - мощность луча при втором проходе.
Текст
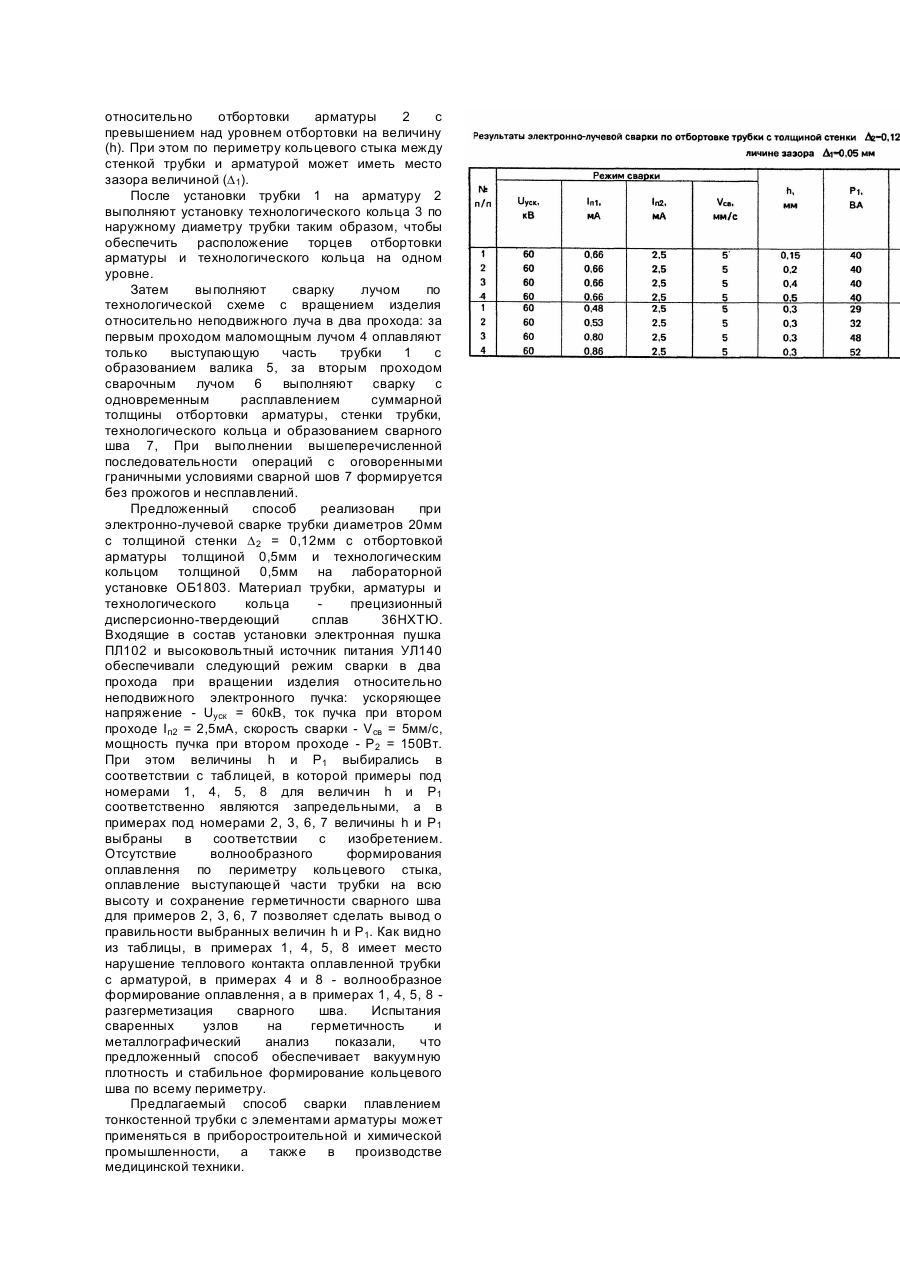
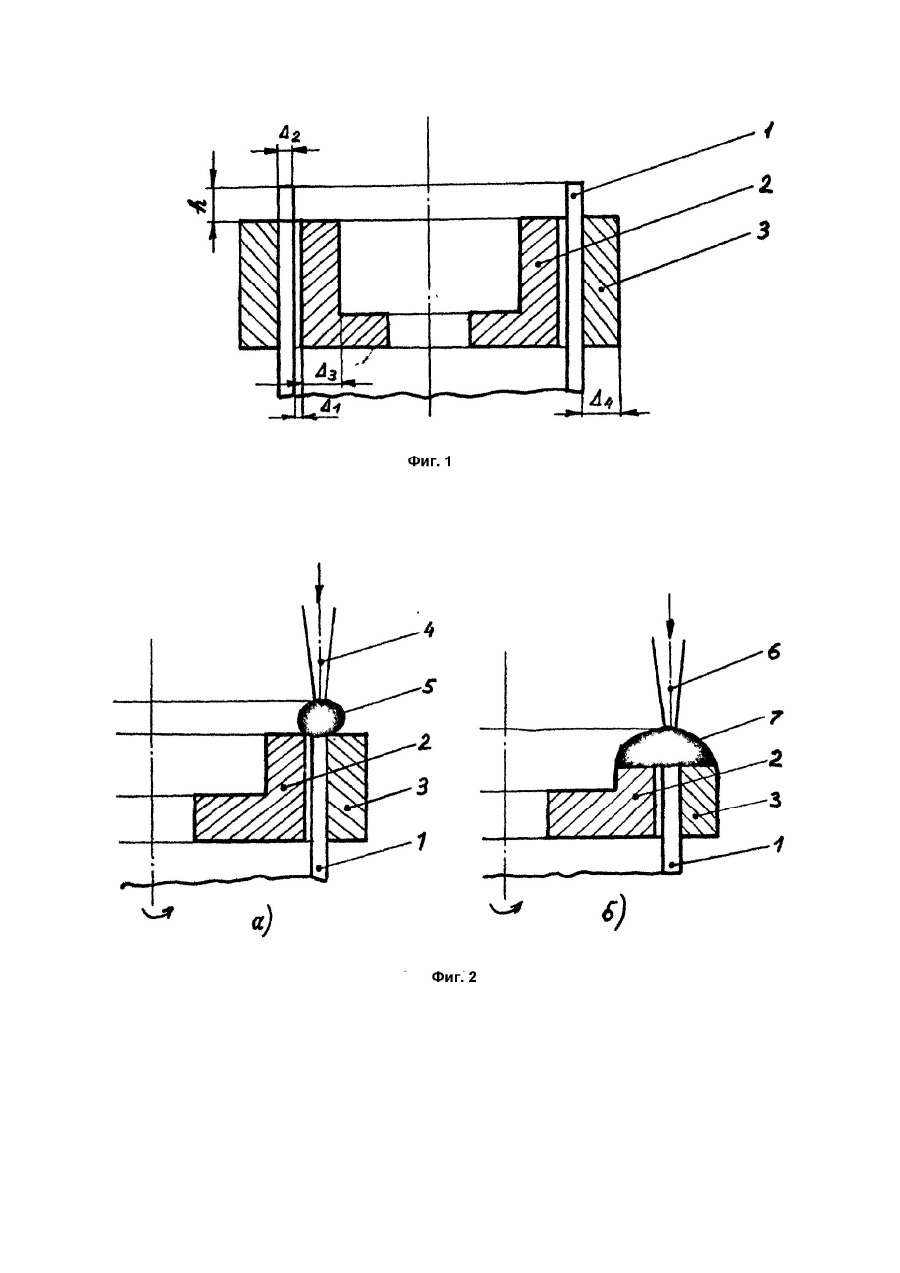
Изобретение относится к области сварки плавлением и, более конкретно, к способу сварки плавлением с помощью лучевых источников нагрева. Оно может быть использовано в различных отраслях приборостроительной и химической промышленности, а также в энергетическом машиностроении и медицине при электроннолучевой и лазерной сварке кольцевых швов, преимущественно, тонкостенных трубок, сильфонов и мембран с элементами арматуры. Известен в сварочной практике способ сварки плавлением тонкостенных трубок и сильфонов с элементами арматуры, при котором сварку производят при вертикальной оси вращения изделия, а кромку свариваемой детали размещают между отбортовкой на арматуре и технологическим кольцом на одном уровне [1]. Несмотря на то, что такой способ сварки обеспечивает удовлетворительные механические свойства сварных соединений, применение его ограничивается низкими показателями сварных соединений по вакуумной плотности. Существенным недостатком этого способа является то, что при небольших толщинах стенки трубки или сильфона резко возрастают требования по точности изготовления элементов арматуры и технологического кольца. Если зазор между стенкой трубки или сильфона и сопрягаемыми деталями превышает величину 0,05мм, при сварке имеет место несплавление кромок и потеря герметичности сварного узла. Известен также способ сварки плавлением мембранных, сильфонных и других узлов с толщиной стенки 0,06 - 0,8мм, при котором кромку свариваемой детали размещают между элементом арматуры и технологическим кольцом. Для обеспечения вакуумной плотности сварного соединения кромку свариваемой детали размещают на одном уровне с кромкой элемента арматуры, кромку технологического кольца устанавливают с оговоренным превышением, а сварку выполняют с наклоном электрода в поперечном направлении в сторону технологического кольца [2]. Недостатком этого способа, выбранного в качестве прототипа, является то, что при малых толщинах стенки трубки или сильфона и наличии зазоров по периметру кольцевого стыка между стенкой трубки или сильфона и сопрягаемыми деталями более 0,05мм имеет место из-за отсутствия теплового контакта перегрев металла стенки трубки или сильфона, их интенсивное оплавление и усадка, что в конечном итоге приводит к образованию несплавлений и разгерметизации сварного узла, которую в большинстве случаев невозможно восстановить. В основу настоящего изобретения поставлена задача усовершенствовать способ сварки плавлением тонкостенной трубки с арматурой путем установки тонкостенной трубки с превышением над уровнем отбортовки арматуры и технологического кольца, выбора величины этого выступания, выполнения сварки лучом в два прохода и выбора мощности луча при первом проходе, что позволяет исключить несплавления в нижней части шва между стенкой трубки, арматурой и технологическим кольцом и, таким образом, исключить разгерметизацию сварного узла и обеспечить 100%ный выход годной продукции. Поставленная задача решена тем, что в предложенном способе сварки плавлением, включающем вращение изделия относительно неподвижного источника нагрева или отклонение и вращение источника нагрева по кольцевому стыку неподвижного изделия, выполнение отбортовки на арматуре, а также использование технологического кольца, при сборке обеспечивают превышение части трубки над уровнем отбортовки арматуры и технологического кольца в соотношении h = (4 - 8)D1, где h величина превышения стенки трубки, D1 - величина зазора между стенкой трубки и арматурой и технологическим кольцом, затем сварку выполняют лучом в два прохода: в первом проходе маломощным лучом оплавляют только выступающую часть трубки, а во втором проходе сварочным лучом выполняют сварку с одновременным расплавлением суммарной толщины отбортовки арматуры, стенки трубки и технологического кольца. Кроме этого, при первом проходе мощность луча выбирается из соотношения где P1 мощность луча при первом проходе, D2 - толщина стенки трубки, D3 - толщина отботовки арматуры, D4 - толщина технологического кольца, P2 мощность луча при втором проходе. Выполнение при сборке величины превышения части трубки над уровнем отбортовки арматуры и технологического кольца в соответствии с приведенным соотношением позволяет расплавить при первом проходе только выступающую часть трубки, заполнить расплавленным металлом зазоры между стенкой трубки, отбортовкой арматуры и технологическим кольцом по периметру кольцевого стыка и обеспечить надежный тепловой контакт между оговоренными элементами. Выбор величины выступания трубки h 8D1 - приводит к прерывистому формированию расплавленного валика на трубке. Выполнение сварки лучом в два прохода позволяет исключить образование несплавлений между стенкой трубки, арматурой и технологическим кольцом в нижней части шва, обеспечить качественное формирование сварного соединения по всему периметру кольцевого стыка и 100% - ный выход годной продукции. Выбор мощности луча при первом проходе в соответствии с приведенным соотношением позволяет сократить время на подбор параметров сварки лучом. Выход из оговоренного диапазона мощности луча при первом проходе в сторону меньших значений не обеспечивает расплавление выступающей части трубки на всю высоту, а в сторону больших значений - приводит к перегреву металла стенки трубки, ее интенсивному оплавленню и усадке, что в конечном итоге приводит к образованию несплавлений между стенкой трубки, отбортовкой арматуры и технологическим кольцом. На фиг.1 представлена сборка с превышением стенки трубки над уровнем отбортовки арматуры и технологического кольца; на фиг.2 последовательность сварки лучом в два прохода. Сущность предлагаемого способа заключается в следующем. Трубку 1 с толщиной стенки D2 устанавливают относительно отбортовки арматуры 2 с превышением над уровнем отбортовки на величину (h). При этом по периметру кольцевого стыка между стенкой трубки и арматурой может иметь место зазора величиной (D1). После установки трубки 1 на арматуру 2 выполняют установку технологического кольца 3 по наружному диаметру трубки таким образом, чтобы обеспечить расположение торцев отбортовки арматуры и технологического кольца на одном уровне. Затем выполняют сварку лучом по технологической схеме с вращением изделия относительно неподвижного луча в два прохода: за первым проходом маломощным лучом 4 оплавляют только выступающую часть трубки 1 с образованием валика 5, за вторым проходом сварочным лучом 6 выполняют сварку с одновременным расплавлением суммарной толщины отбортовки арматуры, стенки трубки, технологического кольца и образованием сварного шва 7, При выполнении вышеперечисленной последовательности операций с оговоренными граничными условиями сварной шов 7 формируется без прожогов и несплавлений. Предложенный способ реализован при электронно-лучевой сварке трубки диаметров 20мм с толщиной стенки D2 = 0,12мм с отбортовкой арматуры толщиной 0,5мм и технологическим кольцом толщиной 0,5мм на лабораторной установке ОБ1803. Материал трубки, арматуры и технологического кольца прецизионный дисперсионно-твердеющий сплав 36НХТЮ. Входящие в состав установки электронная пушка ПЛ102 и высоковольтный источник питания УЛ140 обеспечивали следующий режим сварки в два прохода при вращении изделия относительно неподвижного электронного пучка: ускоряющее напряжение - Uycк = 60кВ, ток пучка при втором проходе I п2 = 2,5мА, скорость сварки - Vсв = 5мм/с, мощность пучка при втором проходе - P2 = 150Вт. При этом величины h и P1 выбирались в соответствии с таблицей, в которой примеры под номерами 1, 4, 5, 8 для величин h и P1 соответственно являются запредельными, а в примерах под номерами 2, 3, 6, 7 величины h и P1 выбраны в соответствии с изобретением. Отсутствие волнообразного формирования оплавлення по периметру кольцевого стыка, оплавление выступающей части трубки на всю высоту и сохранение герметичности сварного шва для примеров 2, 3, 6, 7 позволяет сделать вывод о правильности выбранных величин h и P1. Как видно из таблицы, в примерах 1, 4, 5, 8 имеет место нарушение теплового контакта оплавленной трубки с арматурой, в примерах 4 и 8 - волнообразное формирование оплавлення, а в примерах 1, 4, 5, 8 разгерметизация сварного шва. Испытания сваренных узлов на герметичность и металлографический анализ показали, что предложенный способ обеспечивает вакуумную плотность и стабильное формирование кольцевого шва по всему периметру. Предлагаемый способ сварки плавлением тонкостенной трубки с элементами арматуры может применяться в приборостроительной и химической промышленности, а также в производстве медицинской техники.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of fusion welding of thin-walled tube with elements of reinforcement
Автори англійськоюKravchuk Leonid Arkadiiovych, Nebesnyi Stanislav Vasyliovych
Назва патенту російськоюСпособ сварки плавлением тонкостенной трубки с элементами арматуры
Автори російськоюКравчук Леонид Аркадьевич, Небесный Станислав Васильевич
МПК / Мітки
МПК: B23K 15/00, B23K 26/00
Мітки: зварювання, трубки, елементами, арматури, тонкостінної, спосіб, плавленням
Код посилання
<a href="https://ua.patents.su/3-15255-sposib-zvaryuvannya-plavlennyam-tonkostinno-trubki-z-elementami-armaturi.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання плавленням тонкостінної трубки з елементами арматури</a>
Спосіб управління процесом контактного стикового зварювання плавленням
Номер патенту: 733
Опубліковано: 15.12.1993
Автори: Горишняков Олексій Іванович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Загадарчук Василь Феодосійович, Череднічок Віталій Тимофійович, Швець Юрій Васильйович, Казимов Борис Іванович
МПК: B23K 11/04
Мітки: плавленням, управління, стикового, контактного, зварювання, спосіб, процесом
Формула / Реферат:
Способ управления процессом контактной стыковой сварки оплавлением, при котором сварочное напряжение в процессе оплавления изменяют по программе, состоящей из периода оставления при неизменном напряжении, равном напряжению холостого хода, периода оплавления со снижением напряжения, периода оплавления на пониженном напряжении и периода оплавления с повышением напряжения перед осадкой при одновременной автоматической корректировке...
Пристрій для управління процесом контактного стикового зварювання плавленням
Номер патенту: 727
Опубліковано: 15.12.1993
Автори: Гамен Борис Опанасович, Сахарнов Василь Олексійович, Кривенко Валерій Георгійович, Череднічок Віталій Тимофійович, Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: зварювання, стикового, пристрій, контактного, плавленням, процесом, управління
Формула / Реферат:
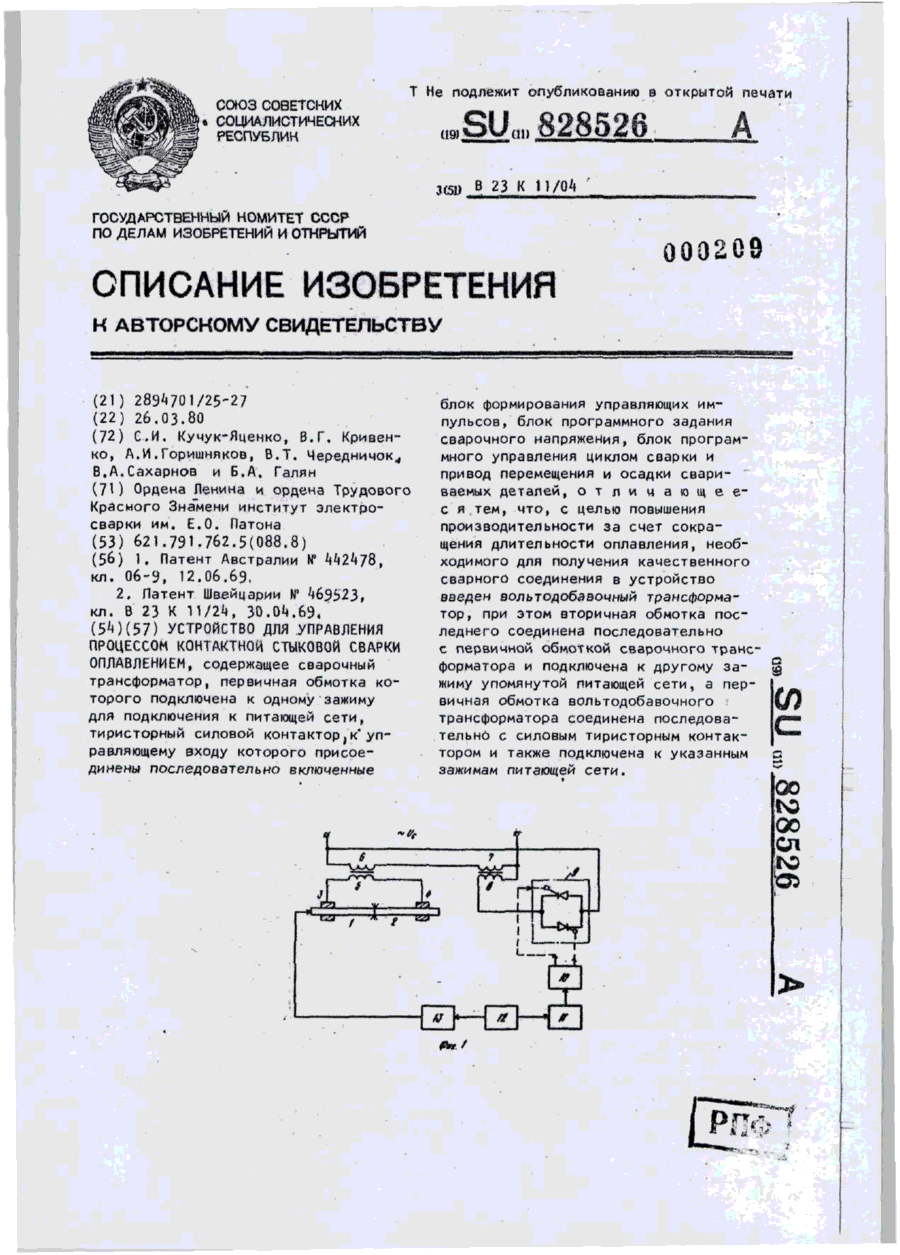
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, первичная обмотка которого подключена к одному зажиму для подключения к питающей сети, тиристорный силовой контактор к управляющему входу которого присоединены последовательно включенные блок формирования управляющих импульсов, блок программного задания сварочного напряжения, блок программного управления циклом сварки и привод...
Пристрій для управління процесом контактного стикового зварювання плавленням
Номер патенту: 728
Опубліковано: 15.12.1993
Автори: Кучук-Яценко Сергій Іванович, Добровольський Станіслав Дмитрович, Череднічок Віталій Тимофійович, Сахарнов Василь Олексійович, Кривенко Валерій Георгійович, Горишняков Олексій Іванович
МПК: B23K 11/04
Мітки: пристрій, плавленням, контактного, зварювання, управління, процесом, стикового
Формула / Реферат:
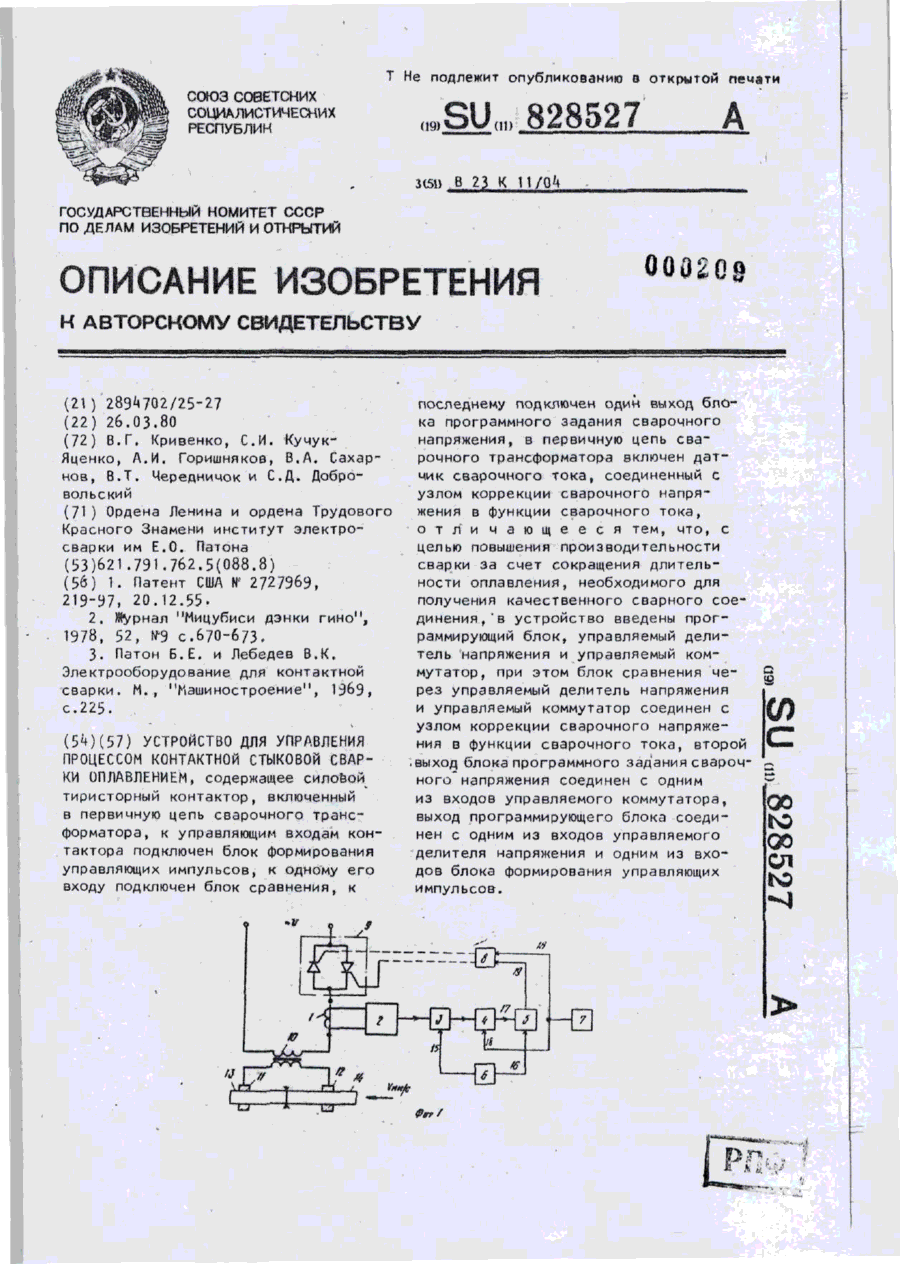
Устройство для управления процессом контактной стыковой сварки оплавлением, содерщащее силовой тиристорный контактор, включенный в первичную цепь сварочного трансформатора, к управляющим входам контактора подключен блок формирования управляющих импульсов, к одному его входу подключен блок сравнения, к последнему подключен один выход блока программного задания сварочного напряжения, в первичную цепь сварочного трансформатора включен датчик...
Машина для електричного стикового зварювання плавленням рейок
Номер патенту: 3578
Опубліковано: 27.12.1994
Автори: Леопольд Рудольф Грубер, Йозеф Тойрер, Фрідріх Оєллєрер
МПК: B23K 11/04
Мітки: машина, плавленням, електричного, рейок, стикового, зварювання
Формула / Реферат:
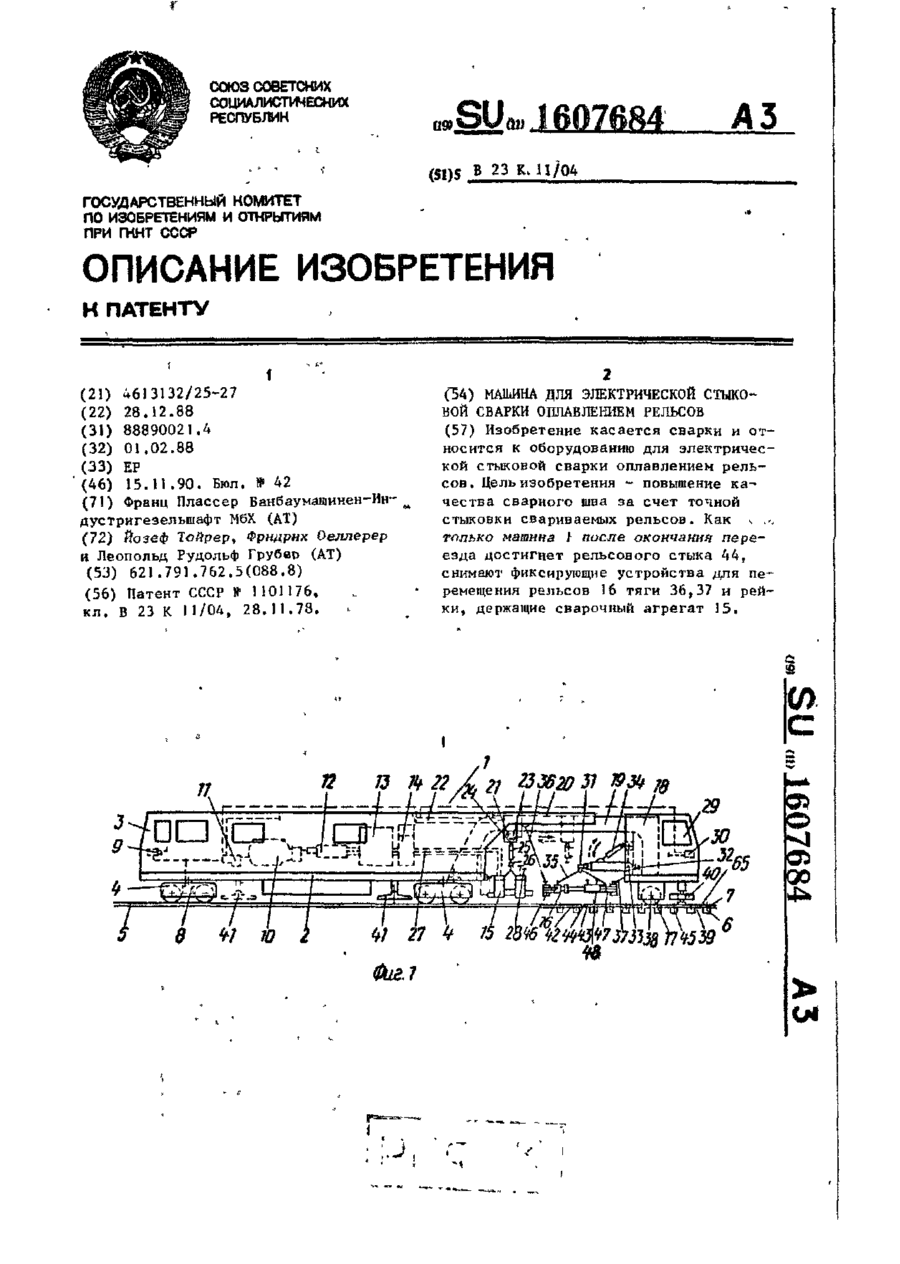
1. Машина для электрической стыковой сварки оплавлением рельсов, расположенных в ряд, содержащая путевые тележки, смонтированную на них раму ходового механизма, оснащенную приводным двигателем, гидравлическим насосным агрегатом, генератором, ходовым механизмом, устройством управления сварочным процессом с блоком управления, приспособлением для срезки сварочных наплывов с гидравлическим приводом, стойками для подъема рамы с тележками...
Пристрій для управління процесом контактного стикового зварювання плавленням
Номер патенту: 732
Опубліковано: 15.12.1993
Автори: Галян Борис Опанасович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Горишняков Олексій Іванович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: пристрій, процесом, зварювання, контактного, стикового, управління, плавленням
Формула / Реферат:
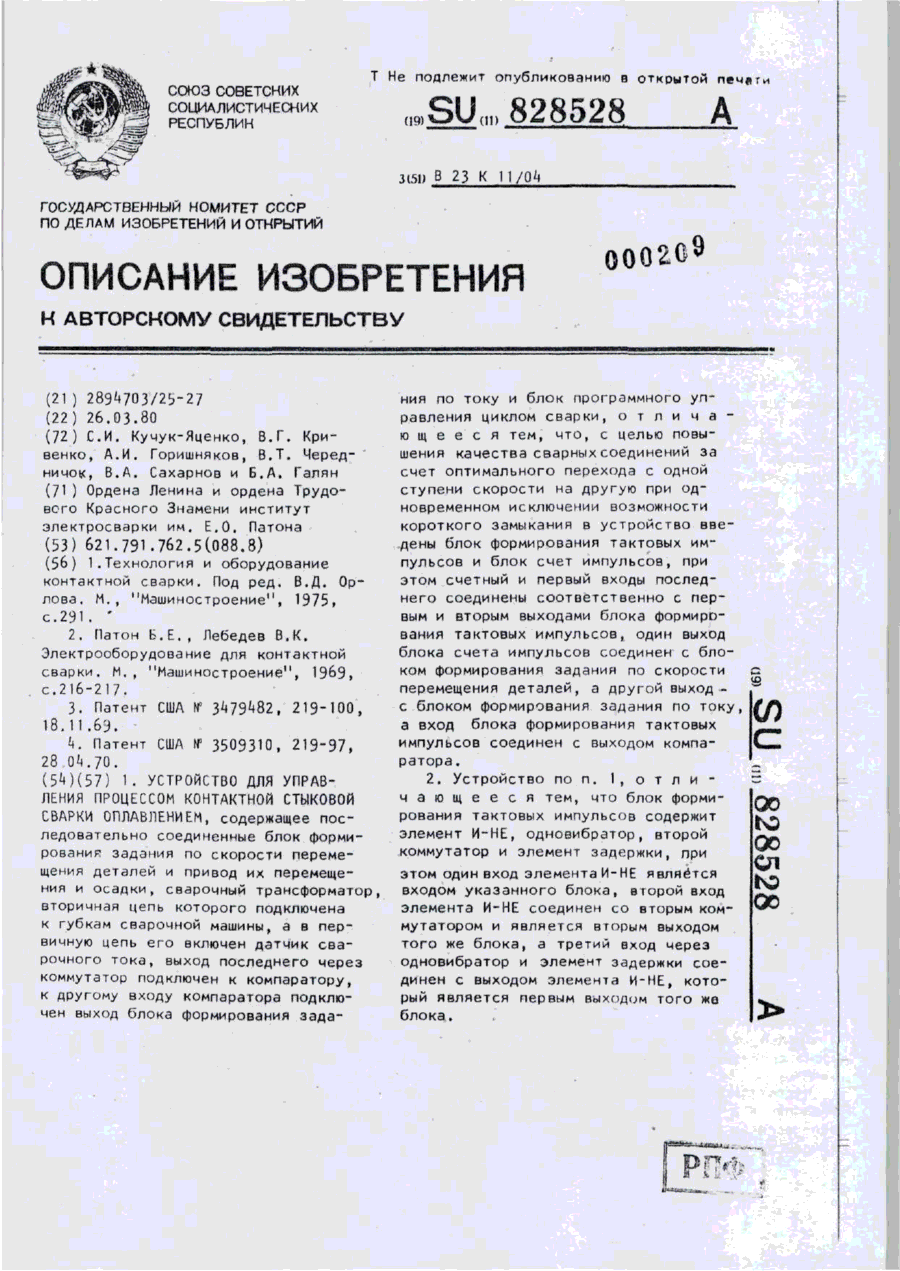
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее последовательно соединенные блок формирования задания по скорости перемещения деталей и привод их перемещения и осадки, сварочный трансформатор, вторичная цепь которого подключена к губкам сварочной машины, а в первичную цепь его включен датчик сварочного тока, выход последнего через коммутатор подключен к компаратору, к другому входу компаратора...
Попередній патент: Розчіплювач мінімальної напруги змінного та постійного струму для автоматичних вимикачів
Наступний патент: Склад мононитки, що розщіплюється, для щіток мийних машин та спосіб виробництва такої мононитки
Випадковий патент: Магніторідинне ущільнення з автоматичним коригуванням робочого зазору